Данный вид сваривания применяется в различных сферах:
- строительство гидротехнических сооружений;
- ремонтные работы судов;
- постройка специальных технических конструкций;
- прокладка трубопроводов;
- возведение причалов и портовых сооружений;
- построение платформ, буровых вышек, дамб.
В статье мы рассмотрим технологические особенности такого уникального явления как сварка под водой.
Подводная сварка: виды
Сварка металла под водой может выполняться несколькими способами. Их также можно разделить на два вида, значительно различающихся с технологической точки зрения: сухая и мокрая сварка.
Первая категория подразумевает использование специального оборудования. Данное оснащение создает условия, при которых исполнитель имеет возможность применять аппараты и материалы, эксплуатирующиеся на суше. Сюда можно отнести подводные камеры, боксы, отсеки, колокола.
Мокрая сварка представляет собой осуществление соединения непосредственно в водной среде. В данном случае и рабочий объект, и сварщик находятся в той же стихии. Здесь в качестве дополнительных приспособлений выступают электроды для сварки под водой и оборудование, а также знания и опыт исполнителя.
При данной технологии применяется дуговое сваривание из-за его распространения среди специалистов. При проведении работ на глубине сварочная дуга выделяет большое количество тепловой энергии и испаряет воду вокруг себя. Это позволяет создавать некую сферу, заполненную газом. В этой сфере дуга продолжает стабильно гореть, даже несмотря на давление.
Преимущества: экономия времени; отсутствие больших финансовых затрат; специалисту гарантирована свобода передвижения. Недостаток – качество шва значительно ниже, чем при сварке в сухой среде.
Данный вид также имеет разделение на два подвида:
1. Полуавтоматическая сварка. Специалист вручную корректирует направление механической подачи электродной проволоки. Достоинства: длительность, непрерывность и лучшая видимость процесса, отсутствие обмазки у проволоки позволяет лучше контролировать формирование шва, что обеспечивает более аккуратное и ровное соединение, а также позволяет исключить образование пор и появление вкраплений.
2. Ручная сварка. Исполнитель применяет электроды для подводной сварки и мобильное сварочное оборудование, для работы в труднодоступных местах. Для проведения такого сложного процесса используются специальные, разработанные и адаптированные под тяжелые условия материалы. Электроды для сварки в воде имеют водонепроницаемое покрытие, представляющее собой пленку. Состав обмазки дополнен следующими элементами: смолы, парафин и целлулоидный лак. Данные составы не позволяют покрытию раскисать от воздействия воды, а также создают защитный слой.
Технология мокрой сварки используется чаще, чем метод сухой сварки. Второй способ менее популярен по нескольким причинам:
- внушительные финансовые затраты;
- продолжительное время для сооружения и подготовки дополнительного оборудования.
Однако, технология подводной сварки сухим способом имеет главное достоинство – качество шва находится на таком же высоком уровне, как и соединение, произведенное на суше.
Сухая сварка имеет несколько подвидов:
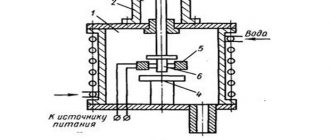
1. Сварка в глубокоподводной камере (кессон/водолазный колокол). Данная технология подразумевает погружение камеры под воду. Кессон герметично закрепляется вокруг рабочей зоны. Исполнитель производит соединение внутри конструкции, в которой путем наполнения её газом и вытеснения воды поддерживается атмосферное давление. Достоинства: сухая среда гарантирует качественный шов; постепенное остывание металл обеспечивает хорошие показатели ударной вязкости.
Видео
Вот как это может выглядеть, посмотрите ролик.
[ads-pc-2][ads-mob-2]
2. Соединение производится в мобильном сухом боксе (гипербарическая сварка/гидросварка). Гидробокс должен быть полностью или частично изготовлен из прозрачного материала, а также должен плотно прилегать к рабочей зоне и обеспечивать герметичность. В боксе поддерживается газовая среда, которая вытесняет воду. Основание бокса является открытым для ввода сварочной головки. Прозрачные стенки позволяют исполнителю контролировать процесс.
Оборудование и расходные материалы для сварки на глубине
Сварочный процесс происходит в холодной воде с содержанием большого количества водорода. Для того чтобы компенсировать потерю тепла, дуге в водной среде необходимо более высокое напряжение, чем на суше, 30-35 В. Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.
Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Особенности сварки под водой
Сваривание, выполняемой под толстым слоем воды, является трудным и опасным занятием для исполнителя. Сварщик полностью находится в токопроводящей среде. Организм испытывает перегрузки из-за давления жидкости. Также данная процедура имеет ряд других особенностей. Ознакомившись с этими специфическими характеристиками, будет понятно как варят под водой сваркой различные конструкции:
сварочная дуга сложно разжигается электродом из-за присутствия коррозии на металле и из-за плотности воды;- на стенки сферы, которую образует дуга, со значительной силой давит водная среда. Благодаря этому швы имеют глубокое проплавление.
- соединение обретает грубую чешуйчатую структуру из-за давления и достаточно быстрого охлаждения металла;
- испаряющиеся газы вспенивают воду и нарушают видимость, поэтому частым дефектом является смещение центра шва;
- полученные соединения характеризуются невысокой ударной вязкостью;
- вертикальные швы следует формировать “сверху-вниз” из-за силы притяжения;
- сваривание под водой отличается применением повышенных режимов тока.
https://youtu.be/-HsT2aJBGaI
Сварочные работы под водой следует осуществлять постоянным напряжением, чтобы дуга горела стабильнее. Сила тока должна быть выше, чем при сваривании на суше.
Оптимальными параметрами для работы с электродами 4-5 мм. являются 200-250 А.
Напряжение при подводных сварочных работах не должно превышать 35 В. Данная мера гарантирует безопасность специалиста.
[ads-pc-3][ads-mob-3]
Что потребуется сварщику
Для сварки под водой понадобится силовое оборудование, его конструкция почти не отличается от того, что используется на суше. То, что предназначено для работы на больших глубинах, может иметь некоторые различия в конструкции.
Кабели и специальные шланги
Технология выполнения работ, а также соблюдение мер электробезопасности предъявляют особые требования к целостности кабелей и шлангов, по которым подводится питание, откачивается вода, подается проволока, защитный газ. Часто такие работы выполняются в морской воде, а она хорошо проводит электрический ток. Наличие на кабелях скруток может стать причиной не только утечки тока, но и быть опасным для сварщика.
Для выполнения работ под водой понадобятся специальные шланги.
Скафандр или подобное оборудование
Сварщик вынужден работать на большой глубине, поэтому ему понадобится специальное снаряжение, это может быть скафандр или подобное оборудование. Соленая вода имеет высокую проводимость, поэтому дуга может образоваться на расстоянии от свариваемых деталей.
При установлении положительной проводимости между ними и металлическими частями скафандра и при сокращении расстояния от них до электрода может появиться разряд.
Электроды, проволоки и т. д.
Используют электроды из низкоуглеродистой стали, т.к. они менее подвержены негативному воздействию жидкости. Имеющаяся на них обмазка дополнительно покрывается защитными средствами, которые за счет создания водонепроницаемого слоя не дают ей преждевременно разрушаться.
Работу выполняют электродами диаметром 4-6 мм, например, марки Св-08 и аналогичными. Для полуавтоматической сварки используют проволоку СВ-08Г2С и аналогичную. При смене электрода оборудование отключается.
Для сварки под водой используют электроды из низкоуглеродистой стали.
Технология подводной сварки
Метод мокрой сварки наиболее популярен из-за экономии финансовых и временных ресурсов. Данная технология основана на возможности сварочной дуги гореть в подводной газовой сфере. Работа сварщика проходит поэтапно:
- электрод, закрепленный в электрододержателе, находится в руках у исполнителя;
- сварщик “ведет” электрическую дугу движениями руки, тем самым производя процедуру соединения;
- при сгорании прутка процесс останавливается;
- новый стержень закрепляется в держателе;
- затем сваривание возобновляется.
Преимущества:
- отсутствие необходимости в дополнительных устройствах;
- специалист получает большую свободу перемещений;
- оперативность проведения работ.
Недостатки:
- невысокая производительность;
- присутствие значительного количества газовой фазы и механической взвести затрудняет визуальный контроль за процессом сваривания;
- полученные соединения отличаются неоднородностью.
Как варить трубы под давлением
Сварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru , будут даны советы по поводу того, как варить трубы под давлением.
Сварка по воде
Сваривание труб – ответственный и сложный процесс, который подразумевает, что данные конструкции будут работать длительное время. Поэтому все соединения должны быть выполнены качественно, с соблюдением всех требований:
- выдерживание уклонов для естественного движения теплоносителя;
- следует оставлять достаточное расстояние между свариваемыми трубами и стенами. Это обеспечивает удобство и комфорт для исполнителя;
- для гарантии герметичности выполняется несколько проходов.
Однако, несмотря на выполнение всех перечисленных правил, может возникнуть необходимость в сварочных работах на уже функционирующем трубопроводе.
Сваривание подобного рода осложняется присутствием жидкости в трубах, которые к тому же находятся под давлением.
Особенности сварки трубопроводов, находящихся под давлением:
- напор жидкости остужает сварочную ванну, что мешает сцеплению основного и наплавленного металла;
- “прикосновение” жидкости к горячему металлу приводит к образованию пара, который мешает специалисту видеть рабочую зону;
- при работе с потолочными стыками, вода стекает на сварщика. Рукавицы и маска намокают, при этом исполнитель прикасается к свариваемому изделию. Все это может привести к небольшим ударам тока. Работать в таких условиях крайне неудобно.
Видео
Предлагаем посмотреть ролик, в котором профессионал-ремонтник делится опытом с новичками.
Сила тока при сварке с присутствием жидкости должна быть выше обычной. Для сваривания подойдут электроды марки УОНИ-13/55. Перед проведением работ материалы следует прокалить, а рабочую поверхность прогреть горелкой. Рекомендуем также посмотреть электроды для сварки труб, легче будет варить рутиловыми.
Выбор вида напряжения зависит от личных предпочтений исполнителя. Переменный ток способствует стабильности дуге и он хорошо проявляет себя при сварке в подобных условиях. Но качество соединения хуже. Постоянный ток менее устойчив при работе во влажной среде, но степень проникновения расплавленного металла выше. [ads-pc-4][ads-mob-4]
Технологический процесс
Принцип действия сварки под водой: в месте проведения работ из выделяемого во время горения дуги газа получается пузырь, он освобождает пространство от воды, и уже в нем образуется и поддерживается дуга. При ее горении выделяется тепло, плавящее материал, но его быстрое охлаждение водой усложняет сваривание. Иногда температура соленой воды может опускаться ниже нуля.
При горении дуги распадается металл и образуется газ, кроме этого, под действием тока и температуры разлагается вода, в результате выделяется водород и кислород. Такие пузыри легче жидкости, поэтому устремляются вверх, а на их месте появляется новая порция газа.
Настройка напряжения
Для выполнения такой сварки необходимо напряжение 30-35 В. Чтобы подать его на глубину, сварочный аппарат должен вырабатывать 80-120 В и 180-220 А. Более качественные результаты будут при работе с постоянным током, но это можно делать и переменным.
Напряжение при подводной сварке не должно превышать 35 В.
Для качества получаемого шва не важно, на какой глубине выполняется сварка, надо только создавать условия для устойчивого горения дуги (увеличивать напряжение). Предел глубины, на которой могут выполняться такие работы, не имеет технических ограничений, на это влияют только физические возможности человека.
Характеристики шва
Под водой сварщику работать тяжело, т.к. постоянно движется не только газ, но и сажа, дым, образующиеся в процессе сварки, что ухудшает видимость. В связи с этим сварочный шов делают в виде тавров, для чего свариваемые изделия располагают практически под прямым углом друг к другу. Если надо работать в одной плоскости, выполняется сварка внахлест, а не встык.
Такие швы можно создавать даже при плохой видимости, при этом опытный сварщик все делает практически на ощупь, ориентируясь только по кромке деталей.
Как обрабатывать шов
При выполнении подводной сварки остывание шва происходит намного быстрее, чем при проведении таких работ на суше. Это связано с высокой теплопроводностью жидкости. Так как все происходит быстро, металл не успевает впитывать выделяющийся водород, поэтому не окисляется. Если нет окалины, то и удалять ее не надо.
Электроды для подводной сварки
На рынке представлено несколько марок соответствующих сварочных материалов. Отечественные и зарубежные производители предлагают клиентам следующие электроды:
Сварочные электроды ОЗС-3
ОЗС-3 подходят для работы с ответственными конструкциями из углеродистых сталей. Достоинства: высокая производительность сварки; допускается соединение окисленных поверхностей.
ЭПС-52 предназначены для ремонта судовых конструкций из сталей марок типа СХЛ-4 и МС-1.
АНО-1 используются для сваривания конструкций из углеродистых и низколегированных сталей. Рекомендуется применять данную марку при работе с толстолистовым металлом.
МГМ-50К подходят для обработки поверхностей, неочищенных от ржавчины и других загрязнений.
Электроды ЦМ-7С применяются для сваривания стыковых, тавровых и нахлесточных соединений.
Востребованной категорией является продукция американской компании Broco. Производитель предлагает две группы материалов для подводной сварки: EasyTouch и SofTouch. Популярной маркой является UW/EZ-2. Данные электроды предназначены для сваривания углеродистых неконструкционных сталей.
Какой подводный электрод является лучшим для проведения конкретных работ, каждый исполнитель сможет решить самостоятельно.
Какие электроды для сварки труб выбрать в 2021 – обзор ТМ + особенностей прутков
Ситуативность в процессе работы с трубами крайне высокая. Основной критерий распределения – это назначение трубопровода. Далее мы сделаем обзор электродов для труб высокого давления, нефтяных, газовых, тепловых, водопроводных, оцинкованных, отопительных и профильных.
1) Выбор электродов для сварки труб под высоким давлением
Основное требование к сварочным швам в системах с высоким давлением – это прочность. Для получения качественного соединения требуется основательно проварить шов, а сделать это может далеко не каждый тип электрода.
Лучшие ТМ электродов для сварки труб высокого давления:
- ОК 53.70;
Электрод с основным типом покрытия и низким содержанием водорода. Используется для односторонней сварки в конструкциях общего назначения. Проплавка большой глубины и плоский шов на выходе позволят легко избавиться от шлаковой корки. Режим прокалки прутка 330-370 градусов на протяжении 2 часов. Напряжение холостого хода составляет 60В. Электрод особо хорош для сваривания заполняющих и облицовочных проходов на стыках труб. Стоимость за 1 кг от 175 рублей;
- МТГ-03;
Электрод ESAB с основным типом покрытия, который используется в ручной электродуговой сварке на токе постоянного типа (обратная полярность). Оптимальные конструкции для обработки швов должны состоять из углеродистых или низколегированных сталей перлитного класса. Прутки хорошо заходят для обработки неповоротных стыков. Прокалка на 370-390 градусах на протяжении часа. Стоимость от 250 рублей за 1 кг расходника;
- OK 55.00;
Наиболее дорогой вариант расходника для труб высокого давления. Стоимость за 1 кг начинается с 400 рублей и может достигать 450. Прутки хорошо заходят для высокопрочных низколегированных типов стали. Сварочные швы имеют высокий показатель стойкости к возникновению горячих трещин + ударную вязкость при низких температурах. Предел по текучести составляет 480 Мпа, а предел прочности составляет 590 Мпа. Показательно относительного удлинения – 28%.
К приемлемым альтернативам, которые чуть хуже представленных выше, относятся ОК 7470 и МТГ-01K. Ценник таких прутков начинается с 200 рублей и заканчивается 350 рублями за 1 килограмм.
Зарплата подводного сварщика
По информации сайта www.proprof.ru минимальная заработная плата сварщика в России в 2016 году составила 20 тысяч рублей, средняя – 49 тысяч рублей. Зарплата зависит от разряда специалиста, а также от его навыков. Кроме этого, оклад может разниться в зависимости от региона и места трудоустройства.
В Москве минимальная величина дохода специалиста данной профессии составляет 30 тысяч рублей, средняя – 60 тысяч.
Одна из причин для выбора специальности подводный сварщик – зарплата, которая будет носить фиксированный и стабильный характер. Размер заработной платы колеблется в границах от 90 до 110 тысяч рублей. Данный показатель является средним по России. На эту величину влияют основные факторы: разряд и навыки исполнителя, регион работы, известность и масштаб компании.
Один из самых сложных и опасных видов сварочных работ – подводная сварка, зарплата специалистов данной профессии наглядно это демонстрирует.
Возможности подводной резки
Хотя разрезать металлическое изделие под водой возможно и покрытыми электродами, существуют и более быстрые методы, применяемые для объемных работ. В данном случае используется электрод-кислородная резка. В процессе участвуют: аппарат с постоянным током, кислородный баллон, рукав с кабелем и шлангом, специальный держатель. Суть заключается в разогревании металла электрической дугой от неплавящегося электрода. Последний имеет трубчатую структуру, через отверстие в котором подается струя кислорода, разделяющая расплавленный металл. Испарения от дуги предотвращают попадание воды в зону сварки.
Сваривание металлов под водой трудоемкий и рискованный процесс. В зависимости от глубины и характера соединения используются различные виды этой сварки. Но благодаря такому методу возможно очень быстро возводить мосты, и прокладывать магистрали из труб.
Обучение
Профессия подводного сварщика имеет множество рисков и трудностей. Мастер должен обладать определенным набором навыков и знаний, а также уметь тщательно соблюдать технику безопасности. Чтобы стать экспертом в данной отрасли нужно получить диплом по специальности “сварщик” и “технический дайвер” в техническом училище. Затем желающие получить специальность “подводная сварка”, обучение проходят в специализированных центрах по подготовке кадров.
После получения этих специализаций, а также приобретения профессиональной базы, можно будет продолжить образование в школе подводных сварщиков. Курсы в школах имеют различную продолжительность, варьирующуюся в значительных величинах. После этого мастер сможет работать по приобретенной специальности.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
Источник
Курсы подводной сварки
Опыт и знание в сфере подводной сварки можно получить во многих учреждениях: учебные центры; водолазные школы; центры по подготовке специалистов; компании, работающие в соответствующей отрасли. Продолжительность курсов может варьироваться от 2 недель до 2 лет. В зависимости от длительности обучения, будущий сварщик получает знания различного масштаба и глубины. В краткий курс входят лекции по следующим темам: охрана труда, техника безопасности, основы сварочных процессов. Оптимальным вариантом будет наличие теоретических и практических занятий.
Наиболее востребованы курсы подводной сварки в Санкт-Петербурге. Это способствует наличие крупных судостроительных предприятий. Обучение предоставляют следующие учреждения:
ПОУ “СПб Морская школа РО ДОСААФ России СПб” предлагает курсы по обучению специалистов подводной резки и сварки для водолазов 6-7 разрядов. Группы по 6-12 человек. Количество часов – 101. По окончанию обучения выдаются документы российского образца.
Учебно-тренировочный центр ФБУ “Морспасслужба Росморречфлота” (Москва) предлагает курс подготовки “Водолаз сварщик-резчик”. Количество часов – 210.
ООО «ДОНПОДВОДСТРОЙМОНТАЖ» (Ростов-на-Дону) предлагает курс “Подготовка водолазов сварщиков-резчиков”. Детали следует уточнять у специалистов компании.
Разновидности
Сухая сварка
Сухая сварка — метод подводной сварки, когда вокруг детали монтируется специальная герметичная камера или мобильный бокс. Из камеры или бокса откачивается вода, создается избыточное давление, и камера заполняется специальной газовой смесью. Таким образом вода просто не контактирует с деталью.
Избыточное давление необходимо для стабилизации горения дуги. К тому же, в таких условиях изменяется химический состав металла, тем самым уменьшается диаметр катодных и анодных пятен. А это плюс для подводной сварки.
В камере сухо, а большинство методов адаптированы под работу при избыточном давлении, поэтому вы можете варить разными способами. Вам доступна классическая ручная дуговая сварка (она же РДС), дуговая сварка порошковой проволокой, аргонодуговая сварка с применением неплавящегося электрода, дуговая сварка в среде защитных газов (она же MIG/МИГ сварка).
Требования к водолазам-сварщикам
Глубинность подводной сварки под водой ограничена возможностями человеческого организма. Во время резкого всплывания возникает декомпрессия – в крови образуются пузырьки газа. Водолаз-сварщик проходит двойное обучение:
- профессиональный курс сварщика на присвоение высокого разряда;
- профподготовку водолазов, дайверов, важно научиться правильно пользоваться аквалангом, рассчитывать время пребывания под водой, определять временные интервалы глубинной выдержки во время всплытия на поверхность.
В процессе подготовки кадров особое внимание уделяется технике безопасности, специалист должен уметь хорошо плавать, проверять оборудование, знать нюансы сварочного процесса. В затрудненных условиях важно правильно организовать рабочее место, чтобы не создавались лишние помехи от течений, волн. В рабочей зоне не должны находиться незакрепленные предметы.
Для подводной работы необходимо иметь представление об устройстве обшивки ремонтируемых судов, особенностях гидросооружений, возводимых мостовых конструкций. Обучение водолазов-сварщиков проводится в специализированных центрах, где есть бассейны, разнообразное сварочное оборудование.
Источник