Главная / Полезное
Назад
Время на чтение: 8 мин
0
856
- Что такое сварочное производство?
- Виды сварочного производства.
- Технология сварочного производства и виды сварки Ручная электродуговая сварка с применением неплавящихся электродов
- Ручная электродуговая сварка плавящимися электродами
- Электродуговая сварка в защищенной среде
- Автоматическая и полуавтоматическая сварка
Что такое сварочное производство?
Прежде чем поговорить о том, где же применяется сварочное производство, давайте для начала выясним несколько понятий. Сварочное производство представляет собой совокупность различных технологических операций по изготовлению цельной сварной конструкции в готовом виде. Данный комплекс, как уже было выше сказано – это совокупность таких операций:
- Подготовительные
- Сборные
- Сварочные
- Отделочные
- Дополнительные
- Контроль качества
Естественно, что каждый вид работ должен включать в себя множество подвидов, но мы их не будем описывать, а достаточно будет лишь выяснить сущность каждой операции.
К примеру, первый пункт каждого сварочного производства – это подготовка поверхностей для сварки. Также он может включать в себя создание заготовок и комбинирование готовых деталей для сварки различными способами. Кроме того, подготовительные работы могут включать резку, разметку деталей, подгонку под необходимые размеры, расточку поверхностей, нарезание резьбы и прочее, что важно сделать до сварочных работ. Заготовки нередко подвергаются рихтовке на фрикционных машинах и гидравлических прессах.
Далее идет первоначальная сборка деталей. Она представляет собой прихватку двух и большего количества деталей специальными зажимами для удобства осуществления работы сварщику, который позже приварит эти поверхность в одну цельную конструкцию. Важно, чтобы прижимы плотно удерживали детали между собой не оставляя зазоров между ними и крепко удерживали на рабочей поверхности.
После выполнения вышеуказанных операций идет собственно сварочное производство. Сварочные работы, как правило, выполняются вручную электродами, автоматической или полуавтоматической сваркой – в зависимости от условий для осуществления рабочих операций, а также особенности конструкции детали. Необходимо знать, что именно для облегчения и удобства сварочного производства промышленностью выпущено множество наименований среди сварочного оборудования, которое различается, как по назначению, так и по грузоподъёмности.
Организация бизнеса
Сначала нужно рассчитать все основные моменты в организации своего дела. Прежде всего следует зарегистрировать свое предприятие. На первых этапах, или если вы предпочитаете работать одному, можно зарегистрироваться как индивидуальный предприниматель (ИП) на сварочные работы.
Однако, если в ваших планах развитие предприятия до большой команды экспертов, позже можно переоформить на общество с ограниченной ответственностью (ООО).
Для открытия ИП нужно решить, какой именно ОКВЭД (Общероссийский классификатор видов экономической деятельности) вы укажете в заявлении. То есть, ОКВЭД является сборником кодов, что присвоены разным видам работ. Самый распространенный код для сварочной деятельности – 45.25.4.
Называется он «Монтаж металлических строительных конструкций». Кодов в заявке можно указать до 10, что позволит вам выполнять разные виды работ. Также, если в будущем вы захотите поменять характер своих работ, то вам не придется еще раз писать заявку. В сети есть сайт, где собраны все коды ОКВЭД.
Дальше поговорим немного о выручке. Сварочный бизнес достаточно конкурентный, так как в данный момент есть много компаний, работающих в этой сфере.
Для выхода на прибыль мы рекомендуем предоставлять различные услуги.
Так, можно специализироваться на разных видах сваривания, сварке труб из синтетических полимеров и металлов, а также газовой сварке. Именно в таком случае вы будете получать стабильную прибыль.
Виды сварочного производства.
Сварочное производство делится на такие виды:
- Мелкосерийное
- Серийное
- Крупносерийное
Естественно, что первый вид не включает в себя возможность производства на промышленном предприятии, а скорее всего, сварочные работы в бытовых условиях: трубы, металлические конструкции и прочее, которые требуют некоторого количества повторений одних и тех же операций. В отличие от него, серийное производство включает в себя специальные поточные линии с несколькими рабочими местами для обеспечения сварочных работ, и, причем нередко они связаны между собой транспортными средствами. Примером такого производства является изготовление пропановых баллонов с помощью автоматической сварки под флюсом стали толщиной не более 3 миллиметров на подкладке. Крупносерийное производство представляет собой огромное промышленное изготовление одинаковых конструкций, которое в большинстве случаев автоматизировано и не требует множества сварщиков для осуществления операций по сборке конструкций.
Выбор помещения
Для встреч, переговоров необходимо небольшое помещение, это одна из составляющих успеха компании. Работа в режиме телефонных переговоров допускается при небольших объемах, разовых заказах. Для формирования базы контактов потребуется время.
Сначала устраивают сварочный бизнес в гараже, но лучше сразу выбрать отдельную площадку для организации сварочного цеха. Отделка помещения должна соответствовать критериям пожарной безопасности:
- недопустимы горючие, воспламеняющиеся материалы на потолке, стенах, пол должен быть бетонным,
- высота сварочных кабинок регламентирована, 2 м, над перегородками должно быть пространство, рекомендуемая высота потолка не менее 3 метров,
- необходима система вентиляции, желательна принудительная.
Важно проверить электропитание, возможная силовая нагрузка высчитывается суммированием мощности всего оборудования, осветительных приборов.
Сначала устраивают сварочный бизнес в гараже, но лучше сразу выбрать отдельную площадку для организации сварочного цеха
Технология сварочного производства и виды сварки
Сама по себе теория сварки – достаточно сложная и обширная. Она включает в себя изучение свойств конструкционных материалов на молекулярном уровне. Лишь четкое понимание принципов построения кристаллической решетки того или иного металла и сплава дает возможность правильно подобрать необходимое оборудование и режимы работы.
Современная технология сварочного производства насчитывает более сотни способов сварки как металла, так и неметаллических материалов: стекло, полимеры и т.п. Главные критерии выбора технологии:
- толщина свариваемых деталей;
- химический состав сплава;
- условия работы;
- предел прочности сварного шва;
- условия эксплуатации готового изделия.
Каждый из перечисленных критериев непосредственно влияет на выбор оборудования и технологии сварочного производства в каждом конкретном случае. В современной промышленности активно используются три основных вида сварки:
- термическая – процесс сварки сопровождается расплавлением металла под действие внешних источников тепла, таких как газовая горелка или электрическая дуга;
- термомеханическая – комбинированный способ включает в себя как термическое, так и механическое воздействие (давлением) на свариваемые поверхности, к такому способу относят кузнечную и контактную сварку;
- механическая – процесс полностью исключает воздействие высокой температуры от внешних источников и предполагает использование энергии силы трения, эффекта диффузии под давлением или ультразвуковой сварки.
Существует также три подвида технологии сварочного производства в соответствии с некоторыми ключевыми техническими признаками:
- по виду используемой защищенной среды – флюсовая, аргонная (и другие инертные газы), вакуумная или комбинированная;
- по типу сварного шва – прерывистая и непрерывистая сварка;
- по способу работы – ручная, автоматическая и полуавтоматическая, механизированная и роботизированная.
Благодаря такой несложной классификации можно легко и доступно описать все наиболее распространенное оборудование и технологии сварочного производства.
Ручная электродуговая сварка с применением неплавящихся электродов
Данный способ предполагает использование неплавящихся электродов и является одним из самых распространенных как среди профессионалов, так и среди частных мастеров, использующих для собственных нужд. Большой выбор разнообразных по мощности и набору дополнительных функции аппаратов способствует популяризации данной технологии.
В качестве основного сварочного оборудования применяют инверторы. Неплавящиеся электроды изготавливают из графита или вольфрама. Данные материалы позволяют образовывать высокотемпературную электрическую дугу, которая расплавляет металл свариваемых деталей, но не вредит самому электроду.
Электродуговая технология сварочного производства сравнительно проста – заготовки соединятся друг с другом и с помощью дуги, появившейся при постукивании электродом о деталь, происходит непосредственный процесс плавления металла.
Ручная электродуговая сварка плавящимися электродами
Сама по себе данная технология сварочного производства не отличается от предыдущей. Исключение лишь в электродах, которые в данном случае изготавливаются из легкоплавких сплавов, насыщенных легирующими элементами. В результате под действием дуги образуется ванна расплава, содержащая не только металл детали, но и материал электрода. Это позволяет избежать выгорания легирующих компонентов и обеспечить высокое качество сварного шва.
В качестве сварочного оборудования в данном случае также используются инверторы. Такая технология, как и предыдущая, отлично подходит для домашнего использования.
Электродуговая сварка в защищенной среде
Это еще одна разновидность сварочной технологии, основанной на использовании электрической дуги. Отличительная особенность от предыдущих двух способов в наличии защищенной среды инертных газов, чаще всего аргона. Это позволяет минимизировать негативное влияние кислорода на расплавленный металл и обеспечить высокую прочность сварного шва.
Автоматическая и полуавтоматическая сварка
Технология сварочного производства по своей сути также не отличается от остальных способов дуговой сварки за исключением способа подачи плавящегося электрода и его движения вдоль сварного шва. Полуавтоматический способ предполагает подачу стержня специальным механизмом, а в полностью автоматическом режиме автоматизировано и движение электрода по шву.
Организационный план
Регистрация деятельности
Бытует распространенное ошибочное мнение, что профессиональные сварочные услуги на платной основе можно предоставлять без прохождения обязательной процедуры государственной регистрации предпринимательской деятельности. На самом деле регистрация в форме индивидуального предпринимателя без образования юридического лица является не только обязательным, но и наиболее благоприятным вариантом осуществления предпринимательской деятельности, поскольку открывает перед владельцем бизнеса более широкие возможности постоянного сотрудничества с заинтересованными лицами, а также оказания собственных услуг широкому кругу клиентов.
После сбора и предоставления в уполномоченный регистрирующий орган пакета необходимой документации и доказательства уплаты государственной пошлины за регистрацию бизнеса необходимо встать на учет в местном налоговом органе, избрав вариант работы по упрощенной системе налогообложения, предоставляющей индивидуальному предпринимателю на выбор два варианта регулярных ежеквартальных налоговых отчислений в виде 6% от дохода или 15% от чистой прибыли.
Подбор кадров
Предпринимателю, без учета возможности предоставления услуг собственноручно, необходимо трудоустроить профессиональных высококвалифицированных сварщиков. За организацией первоначальной маркетинговой кампании следует обращаться к стороннему рекламному агентству, данный вид предпринимательской деятельности не подразумевает необходимости формирования полнофункционального финансового и юридического отдела.
Аренда помещения под цех
Рассматриваемый бизнес-проект не подразумевает жестких требований к арендуемому для целей обустройства сварочного цеха помещению, однако экономить на его состоянии не следует. Помещение должно быть хорошо освещено, иметь все необходимые инженерные коммуникации и достаточную для размещения оборудования площадь. К тому же для организации бизнеса потребуется разрешительная документация от пожарной инспекции и местного отделения санитарно-эпидемиологической службы.
Закупка оборудования
Понадобится приобрести несколько профессиональных сварочных инверторов, а также позаботиться о регулярном пополнении расходных материалов: специальной сварочной проволоки, флюсов и электродов, прокладок из керамики.
Помимо оборудования, в обязательном порядке следует озадачиться приобретением защитной спецодежды для работников предприятия: масок для сварки, фартуков, перчаток из брезента, а также подшлемников.
ППР на сварочные работы
Проект производства сварочных работ (ППСР) составляется с учетом технологии сварки для конкретного строительного объекта. Здесь во внимание принимаются функциональность, климат и географическое положение.
Кроме общих сведений о стройке, ППСР содержит следующие данные:
- описание (схематические изображения) готовой конструкции;
- объёмы поставок оборудования;
- требования и условия его хранения;
- обоснование выбора оснащения, материалов;
- практические рекомендации для выбора режимов сварки;
- указания о последовательности действий отдельных исполнителей, бригад;
- данные о квалификации работников на производстве;
- нормативы по пожарной безопасности;
- технологии, применяемые для сварки;
- методика проверки пробных стыков;
- способы проведения контроля за исполнением готового сооружения, его качеством;
- технологические карты;
- процедуру исправления выявленных дефектов;
- предписания относительно охраны труда.
Автоматизированные системы
Автоматическое сварочное оборудование используется исключительно в промышленном производстве и строительстве магистральных трубопроводов большого диаметра благодаря высокой производительности сварочных работ.
Роль человека здесь минимальна, оператору требуется установить оборудование в начале шва, остальное сделает устройство. Качество шва получается высоким с постоянными заданными характеристиками.
Промышленные установки узкоспециализированы, могут варить, например, только трубы. В основном автоматические сварочные аппараты делают стационарного исполнения, но бывают и мобильные.
Более высокий уровень автоматизации наблюдается в роботизированных производственных линиях, где функция человека ограничивается наблюдением за процессом сварки и проведением регламентных работ.
ППР на сварку металлоконструкций и технологических трубопроводов
Основной задачей ППСР на сварку металлоконструкций и технологических трубопроводов является организация грамотного сварочного процесса. Проект указывает на сроки исполнения, согласовывая их с календарным планом. Все сварочные процессы должны вестись в строгом соответствии с нормативными документами, в том числе ГОСТ, в которых указаны требования к швам устраиваемых конструкций и режимам выполнения технологических операций.
Режимы для сварки трубопроводов зависит от таких параметров, как:
- назначение трубопроводов;
- физико-химические свойства металлов свариваемых труб;
- выбор оборудования, способов стыковки и наложения швов;
- проектные и конструктивные особенности трубопроводов
Среди особенностей устройства сварных соединений в металлоконструкциях можно выделить то, какими способами будут доставлять сотрудников строительной организации в зону производства работ. Для доставки рабочих в труднодоступные зоны, как правило, используют различные строительные подъемники с люльками.
Идеи для сварочного бизнеса
Что ж, мы кратко рассказали вам об основных особенностях организации своего сварочного бизнеса. Но вы должны понимать, что в рамках этой деятельности вы можете оказывать множество услуг. О некоторых мы расскажем далее. Возможно что-то из этого вдохновит вас на создание своего дела.
Изготовление и монтаж металлоконструкций
В последние 15 лет частное домостроение развилось до немыслимых ранее масштабов. Это играет вам на руку, поскольку вы можете изготавливать на заказ и монтировать различные металлоконструкции для частных домовладельцев. Например, вы можете варить заборы, кованые ограды, делать козырьки и навесы. Спрос на подобные работы большой. Также можно варить каркасы для теплиц, это довольно простая, но при этом прибыльная работа.
Изготовление мангалов и прочих предметов
Сварка как бизнес не всегда связана с ремонтами или изготовлением сугубо практичных вещей. Вы можете заняться сваркой мангалов. Это очень интересная идея, поскольку качественный мангал в магазине стоит слишком дорого, а дешевый разваливается после первого использования. Вы можете придумать интересный дизайн, при этом максимально упростив и удешевив конструкцию. Тем самым добьетесь хорошего спроса и небольшой цены.
Также можно изготавливать другие изделия. Например, детские качели или мебель в стиле лофт, которая сейчас так популярна. Можно вовсе заняться художественной сваркой и изготавливать предметы декора для дома и сада. Словом, есть где развернуться.
Замена и ремонт труб
Замена и ремонт труб — одна из самых высокодоходных услуг. Вы можете ремонтировать батареи, стояки, трубы из металла или искусственных полимеров. Такая услуга приносит достаточно высокий доход, но требует наличия разнообразного оборудования, которое должно быть мобильным. Не будете же вы тащить огромный трансформатор из одной точки города в другую.
Демонтаж
Демонтаж — это самая простая услуга, которую вы можете оказывать. Можно демонтировать металлоконструкции и старые инженерные коммуникации. Вам не нужно иметь в арсенале дорогостоящее оборудование или обладать навыками профессионала. При этом услуга достаточно востребована.
Требования к работникам и руководителям
Руководить сварочными процессами на ОПО допустимо только тем работникам, которые соответствуют (и это подтверждено актами) узкоспециализированным профессиональным знаниям. Обязательный момент-наличие НАКС удостоверения.
Кроме того руководителям важно уметь читать сварные чертежи, знать базовые технические аббревиатуры и обозначения. Подробно о том, как обозначаются на чертежах сварные швы — условное обозначение сварки узнаете в статье на нашем сайте.
Перед работниками, занимающимися непосредственно руководством сварного процесса стоят задачи:
- подготовить исполнителей к этому опасному процессу;
- произвести отбор подходящих работников;
- четко контролировать этапы сварных процессов;
- гарантировать качество итоговых сварных швов.
Важно: в чрезвычайных ситуациях руководитель обязан быть хладнокровным и уметь принимать мгновенные верные решения.
Допускаются только те исполнители, которые прошли профильное обучение квалификацию по специальности плюс получили удостоверение сварщика с указанием присвоенного после прохождения теории и практики разряда.
При сварке на ОПО нужна подтвержденная высшая квалификация по специальности. В организациях сварщикам который закончил обучающий процесс и аттестацию присваивается приказом личное клеймо его номер указан в удостоверении.
Важно, что допущенный к процессу сварки исполнитель не должен иметь противопоказаний как по регулярному профилактическому медосмотру, так и по проводимому непосредственно перед каждой рабочей сменой.
Требования к сварочным работам
В правилах согласованы все требования к сварке на ОПО. Главный момент — гарантирование безопасности участникам рабочего процесса. Средства пожаротушения должны быть в свободном доступе.
Сварщикам выдается спецовка(спецодежда). Спецовка (роба) состоит как правило из:
- огнеупорного костюма;
- рукавиц;
- специальной обуви сварщика;
- полноценно защищающей голову маски.
Все вышеперечисленные составляющие рабочего комплекта в обязательном порядке должны соответствовать индивидуальным параметрам работника, выполняющего сварку:
- Иметь полноценную комплектацию.
- Соответствовать комплекции.
- Обувь должна быть по размеру.
- Защита не должна быть со сколами.
- Перчатки целые, без повреждений и прорех.
- Для того, чтобы исключить возможность спадания маски, во время проведения сварки, она должна плотно прилегать.
Тематическое видео:
Техника безопасности при сварке.
Школа сварки. Урок № 1. Безопасность при сварке.
Не менее важный момент — это наличие полноценно составленной аптечки.
Обязательно необходима вентиляция (на рабочем месте), аптечка и быстро доступные эвакуационные выходы на случай возникновения ЧС.
Если сварные манипуляции на ОПО реализуются в отрытом пространстве-важно выставить специализированные ограждения с предупреждающими об опасности знаками.
Требования по безопасности в дополнительном объёме применимы к сварочным процессам на ОПО проводящихся на высоте. Важно надежно укрепить приставные сооружения (лестницы и подъемные конструкции).
Категорически воспрещается проведение сварки в условиях повышенной метеорологической опасности (сильных порывах ветра, ливнях, снегопадах). Сварщику проводят подробный инструктаж (объясняют возможные опасности и тонкости процесса).
Дополнительное тематическое видео:
Обучение и аттестация по промышленной безопасности.
Поточные механизированные линии изготовления секций корпуса
Линия изготовления плоских секций
На ряде ведущих заводов отрасли успешно работают отечественные и импортные механизированные поточные линии изготовления крупногабаритных плоских секций с набором одного направления (рис. 4). Такая линия позволяет изготовлять полотнище из листов толщиной 8—40 мм, шириной 1,6—4,5 м и длиной до 16 м.
Рис. 4 Линия для изготовления плоских секций
Например линия ESAB — НЕВЕ состоит из семи позиций, на которых выполняются следующие работы:
- На первой позиции производятся укладка, сборка и прихватка листов полотнища. Полотнища размером 14 × 15 м стыкуют за 2 ч.
- На второй позиции выполняется сварка стыковых соединений полотнища портальным двухдуговым автоматом, применение которого при скорости сварки 68—78 м/ч дает возможность сварить полотнище, имеющее суммарную длину стыковых соединений 56 м, за 2 ч.
- На третьей позиции осуществляется кантовка полотнища мостовым краном грузоподъемностью 50 т с помощью специальной траверсы с самозажимными захватами. Для кантовки полотнища требуется, как правило, 8—12 мин.
- На четвертой позиции производится подварка пазовых швов переносными двухдуговыми автоматами типа А6-ДУ со средней скоростью 72 м/ч.
- На пятой позиции выполняется контуровка полотнищ, осуществляемая газорезательной машиной типа «Телерекс», с одновременным скосом кромок. Для фиксации положения полотнищ относительно газорезательной машины применяется специальное приспособление, ускоряющее правильную установку полотнищ по базовой кромке. На этой же позиции производится разворот полотнищ на 90° с помощью круговых роликовых опор.
- На шестой позиции осуществляются установка и приварка к полотнищу набора главного направления. Перед установкой кромки набора подвергаются дробеструйной очистке.
- На седьмой позиции секции укрупняются. Секции длиной 14 м укрупняются до длины около 27 м. При этом необходимо выполнить следующие работы: стянуть секции, причертить и обрезать припуск, состыковать полотно и ребра жесткости, заварить стыковой шов.
Стягивание и предварительная центровка секций осуществляются механизмами линии, а все последующие сборочные операции — при помощи обычного ручного инструмента.
Сварка производится в среде углекислого газа, а стыки набора сваривают на подкладках типа БФК-1.
Для лучшего обслуживания линии была внедрена предварительная комплектация листов на участке корпусообрабатывающего цеха. В настоящее время листы подаются на сборку в пачках в требуемой технологической последовательности.
С целью уменьшения продолжительности стыкования полотнища внедрена сварка по повышенным зазорам до 3 мм. Это исключило операцию подгонки стыкуемых кромок, которые после тепловой резки имеют серповидность до 1,5 мм. Внедрена также односторонняя автоматическая сварка стыковых соединений с обратным формированием шва на флюсовой подушке без разделки кромок для толщин полотнищ 10—22 мм.
Для повышения эффективности процесса приварки набора главного направления к полотнищу освоена сварка с применением флюса марки АН-65.
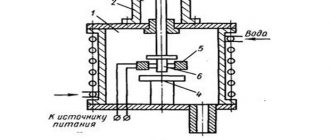
Линия изготовления выгородок и стенок надстроек (рис. 5) работает в поточном режиме и предназначена для изготовления выгородок и стенок судовых надстроек из углеродистых и низколегированных сталей. Длина изготовляемых полотнищ на линии до 9 000 мм, ширина до 3 500 мм, толщина металла 3—12 мм.
Рис. 5 Схема поточной линии изготовления выгородок и стенок судовых надстроек. 1 — листоукладчик; 2 — козловой кран для передачи полотнищ; 3 — транспортировочная платформа; 4 — стенд для односторонней сварки; 5 — сварочный агрегат с четырьмя головками
При сборке полотнищ на линии раскладка листов производится листоукладчиком, представляющим собой козловой кран, оборудованный электромагнитным грузозахватным приспособлением. Полотнища собираются на электроприхватках под одностороннюю автоматическую сварку на специальном стенде с флюсомедной подкладкой. Собранное полотнище укладывается козловым краном с удлиненной магнитной траверсой на самоходную транспортную платформу и подается на стенд для односторонней сварки.
Механизированная поточно-позиционная линия изготовления бортовых секций
Одной из основных групп корпусных секций являются бортовые (до 30 % массы корпуса). Бортовые секции обычно имеют сложную геометрическую форму. При их изготовлении затрачивается большой объем тяжелого ручного труда, сборочные операции выполняются с применением простейших сборочных приспособлений (талрепы, винтовые струбцины, ломики, кувалды, клинья, приварные гребенки и т. п.).
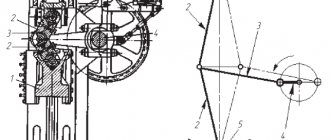
В целях комплексной механизации изготовления бортовых секций была разработана и внедрена поточно-позиционная линия (рис. 6).
| Техническая характеристика линии | |
| Максимальные размеры изготовляемой секции, м | 8,5 × 10,5 × 3,6 |
| Максимальная погибь наружной обшивки, мм | 1 000 |
| Максимальная масса изготовляемой секции, т | 36 |
| Средний ритм выпуска секций, ч | 8,0 |
| Габаритные размеры линии, м | 128 × 24,0 × 7,3 |
Линия состоит из 11 позиций (позиции I—X показаны на рис. 6). Каждая позиция представляет собой специализированное рабочее место для выполнения строго определенных технологических операций.
Рис. 6 Механизированная поточно-позиционная линия изготовления бортовых секций
Основная специализация позиций:
- I — настройка постели, сборка наружной обшивки;
- II — сварка наружной обшивки, разметка;
- III и IV — установка продольно-поперечного набора;
- V — установка подсекции палубы;
- VI и VII — сварка секции;
- VIII — (три рабочих места) — установка и сварка насыщения, установка продольной переборки;
- IX — кантовка секции, сварочные работы после кантовки;
- X — доделочные работы, контроль формы секции;
- XI — сдача секции и ее вывоз.
Сварка полотнищ наружной обшивки — односторонняя автоматическая и полуавтоматическая с двусторонним формированием шва на керамических подкладках.
На линии можно изготавливать различные по конструкции и трудоемкости плоскостные бортовые секции и объемные бортовые с продольной переборкой.
Для выполнения наиболее трудоемких операций установки и приварки набора предусмотрено по две позиции, что дополнительно позволяет повысить равномерность загрузки позиций путем перераспределения объема работ и рабочей силы в зависимости от типа секции.
Основная часть линии состоит из семи передвижных постелей, перемещающихся по рельсовому пути. Над постелями по эстакадам двигаются листоукладчик, два агрегата установки набора и два портала со сварочным оборудованием. Под первой и седьмой постелями расположены передвижные площадки, предназначенные для обеспечения нормального доступа снизу к наружной обшивке секции.
Вдоль передвижных постелей с каждой стороны на уровне переходных площадок постелей расположены галереи для прохода обслуживающего персонала и размещения кассет с деталями набора, шкафов с электроаппаратурой и другого оборудования.
Перемещение секции на позициях I—VII осуществляется совместно со сборочной постелью по рельсовому пути специальным приводом, на позициях VIII—XI — цеховым краном. После освобождения постели на позиции VII от секции она возвращается на позицию I цеховым краном. Вывоз секций из цеха производится судовозными тележками.
С чего начать
Главенствующее значение имеет проектирование сварочных цехов. В чем оно заключается? Здесь несколько позиций, которые будут определять технологический процесс, касающийся сварочных работ, а также сборки узлов и деталей.
В первую очередь надо разобраться с комплектацией. Понятно, что основное оборудование для сварочного цеха – сварочные аппараты (газовые, электрические). Их стоимость определяется объемами проводимых работ.
Если объемы большие, то лучше приобретать профессиональные приборы. Если сварочный цех небольшой, то можно обойтись бытовыми аналогами. Цех для сварки должен быть разноплановым, чтобы собрать как можно больше работы, поэтому стоит подумать о приобретении контактной сварки.
Нельзя забывать о простых на первый взгляд приспособлениях, которые в сварочном цеху будут занимать определенное место. К примеру, верстак или стол для сварки.
Он должен быть правильно организован не только в плане удобства проведения сварочных операций, но и в плане быстрого доступа к дополнительным инструментам, расходным материалам. Тем более, рабочее место сварщика – единый комплекс приспособлений, которыми ежедневно пользуются.
Концепция предприятия и перечень услуг сварочного цеха
Концепция бизнес-проекта заключается в организации собственного предприятия, предоставляющего на платной основе профессиональные и квалифицированные услуги в области сварочного бизнеса.
Сварочный цех предоставляет следующий примерный перечень услуг:
- автомобильные сварочные работы;
- работы с металлическими трубами различных диаметров;
- сварка ворот, ограждений из металла и решеток;
- сварочные работы с бытовыми и хозяйственными предметами;
- работы с декоративными металлическими изделиями и конструкциями.
Расположение оборудования и приспособлений
Схема расположения оборудования строго регламентирована нормами и правилами техники безопасности в сварных цехах. Планировка определяет безопасность, удобство передвижения персонала, перемещения деталей, узлов и готовой продукции. Есть несколько рекомендация по обустройству:
- если в цеху используется для электросварки трансформатор, то его надо устанавливать в 5-7 м от верстака и в полуметре от стены (минимум). Бытовой инвертор может быть установлен на поверхности стола;
- если сварка производится газом, тогда баллоны с кислородом и ацетиленом расставляются вдали друг от друга на расстояние не менее 5 м. То же самое касается и пропанового оборудования. Это же расстояние выдерживают между местом сварки и баллонами;
- газовые шланги, электрические кабели укладывают в стороне от проходов, чтобы по ним не ходили. Это в первую очередь требование техники безопасности, во вторую способ сохранения имущества;
- между оборудованием, столами, шкафами и другими громоздкими предметами оставляется расстояние 1 м для удобства перемещения людей, перевозки деталей на тележках.
Оборудование для автоматической сварки требует большего пространства. Необходимо учитывать его передвижение по сварочному цеху и доступ к нему исполнителей.
Оборудование для сварочного цеха
Укомплектовать сварочную мастерскую необходимым оборудованием не составит труда для человека, знающего особенности этой сферы деятельности. Новичку придётся труднее с выбором. Поэтому действовать стоит последовательно. Для начала необходимо определить перечень работ, осуществляющихся в цехе, и составить список оборудования и мебели, которые для этого нужны. Далее стоит определиться с бюджетом. Затем – выбрать оптимальные варианты по цене и по качеству. Для открытия сварочной мастерской понадобятся:
- сварочные аппараты
- столы для сварочных работ
- инструменты для обработки металла
- генераторы
- защитные средства
Самым дешёвым является оборудование китайского производства. Однако оно будет существенно уступать по качеству европейским агрегатам. Российское оборудование является средним по качеству и по цене. Приобретать новые аппараты необязательно, можно купить подержанные, а со временем, по мере расширения бизнеса, докупать более новые и совершенные модели.
Сварочный аппарат является главным инструментом в мастерской. Он позволяет соединять и разъединять детали из металла. По принципу действия, удобству использования и функциональным возможностям сварочные аппараты делятся на несколько видов: трансформаторы, выпрямители, полуавтоматы, инверторы, аргоновые агрегаты, устройства для точечной сварки и установки для плазменной сварки. Сварочный стол служит для обеспечения удобства и безопасности работы мастера. Генераторы необходимы для того, чтобы поддерживать рабочий процесс в случае, если возникают проблемы с электроснабжением. Инструменты для обработки металла (например, дрель, ножницы по металлу, шлифовальная машина и т. п.) понадобятся для выполнения вспомогательных работ. Средства защиты – спецодежда, щитки, маски, брезентовые рукавицы, подшлемники и т. п. – нужны для обеспечения безопасности сварщиков во время работы.
Основные виды сварочного оборудования
Сварочное оборудование без труда можно найти на любой строительной площадке, промышленном производстве, кроме того, оно нередко используется в бытовых целях. Вот почему спрос на такого рода технику остается стабильным, а требования к ней – неизменно высокие. Сегодня сварщики используют целый ряд методов сварки: с электродными или графитовыми стержнями, являющимися отличными проводниками, со специальными сварочными проволоками, при помощи газовых, плазменных, лазерных и прочих технологий.
Прежде чем перейти к разговору о том, какие требования предъявляются к сварочному оборудованию, важно представлять себе технологии сварки:
- Электродуговая сварка.
Речь идет о соединении деталей электрической дугой за счет сварочного трансформатора или инвертора. В процессе работы дуга нагревается до +5 000 °С и более, данный показатель превышает температуру плавления всех используемых на данный момент металлов. Также существуют инверторные аппараты с пускозарядным устройством.
- Полуавтоматическая сварка.
Главное требование для такого метода – это непрерывная подача проволоки, играющей роль электрода, к месту сварки. Отметим, что проволока движется с определенной скоростью. Туда же поступает активный или инертный газ – он позволяет защитить расплав от воздействия воздушной среды.
Плавление основного металла и присадочного материала происходит в открытом пламени горелки. Важное требование для нормальной работы такого оборудования – постоянная подача одного или смеси горючих газов (жидкостей) в сочетании с кислородом – это необходимо, чтобы обеспечить постоянную работу горелки.
- Электрошлаковая сварка.
Данный метод базируется на принципе проводимости расплавленного шлака, в объеме которого при прохождении тока выделяется теплота. То есть соединение электрода с основным металлом происходит через расплавленный шлак. В шлаковой ванне выделяется теплота, за счет чего температура оказывается выше уровня, необходимого для плавления металлов. Это приводит к тому, что кромки основного металла с электродом оплавляются и стекают на дно расплава, образуя ванну расплавленного металла.
- Термитная сварка.
В этом случае используется смесь магния или алюминия в виде порошка, который соединяется с окалиной железа. Алюминий обеспечивает восстановление железа с окалины, которое сопровождается выделением огромного количества тепла.
Основным требованием к такой сварке является работа в среде инертного газа аргона. При этом может применяться плавящийся или неплавящийся электрод. Отметим, что чаще всего отдают предпочтение вольфрамовому электроду.
- Плазменная сварка.
Расплавление металла и присадки осуществляется при помощи потока высокотемпературной плазменной дуги. По своему принципу данная технология очень схожа с аргонодуговой сваркой.
- Электронно-лучевая сварка.
В данном случае используемое оборудование позволяет кинетической энергии пучка электронов, направленного в зону сварки, перейти в тепловую.
- Лазерная сварка.
Принцип работы лазерной установки базируется на использовании энергии лазерного луча. Чтобы сфокусировать последний на небольшом участке поверхности, используют оптические линзы.
- Контактная сварка (стыковая сварка сопротивлением).
Образование соединений металлических изделий происходит за счет их нагрева проходящим электрическим током и пластической деформации при помощи сжатия зоны соединения. Основная роль в данном методе отводится электрическому сопротивлению зоны соединения – именно этим и объясняется второе название данной технологии.
- Точечная сварка.
Это один из видов контактной сварки, при котором происходит соединение элементов конструкции по отдельным участкам соприкосновения, размеры которых ограничиваются площадью рабочих торцов электродов, ведь именно они передают усилие сжатия и подводят ток к поверхности металла.
- Стыковая сварка.
Оборудование стыковой сварки позволяет скреплять по плоскости касания изделия из ПВХ, полиэтилена, полибутена. Благодаря нагреву, все детали из этих материалов, например, фитинги, трубы, без труда соединяются.
- Стыковая сварка непрерывным оплавлением.
Эффективное соединение достигается за счет подключения к стержням электрического тока, дальнейшее их соприкосновение позволяет получить замкнутую электрическую цепь.
- Диффузионная сварка.
Сварка элементов происходит за счет их сдавливания и нагрева, при этом удается отказаться от расплавления основного материала. Сваривание обеспечивается пластическим деформированием микронеровностей, находящихся на поверхности свариваемых изделий. Немаловажным требованием является работа при температуре, не достигающей температуры плавления металла.
- Сварка высокочастотными токами.
При данном подходе обеспечивается значительная концентрация электромагнитной энергии в поверхностных слоях нагреваемого изделия. Также происходит выделение тепловой энергии в массе обрабатываемого металла за счет эффекта близости и поверхностного эффекта.
- Сварка трением.
Данная технология считается разновидностью сварки давлением, нагрева в этом случае удается добиться за счет трения при перемещении (вращении) какой-либо части свариваемого изделия.
Нужно понимать, что для получения высококачественного результата недостаточно использовать только основное сварочное оборудование. Важно также выполнять все требования к дополнительному оборудованию, оснастке и расходникам. Речь идет об электродах, щетках для удаления шлака, сварочных масках, клеммах заземления, держателях электродов, электрических кабелях, проволоке, протяжных роликах, горелках, пр. От того, насколько ответственно вы подошли к выбору всего перечисленного оборудования, зависит качество работ.
Трудности промышленной сварки
Прежде всего, на поверхности сварного шва иногда образуется слой шлака, который непременно нужно зачистить перед следующим этапом сварки. Иногда в самом шве образуются пустоты. Кроме того, нужно обеспечить бережную подачу порошковой проволоки в зону сварки — это достигается точной регулировкой подающих роликов.
И, наконец, главное неудобство: сварку можно производить только в нижнем положении кромок, так как для стандартной порошковой проволоки диаметром 2,6 мм требуется высокий ток и дуга непрерывного горения. Если нужно «варить» металлические заготовки в вертикальном положении или где-то наверху, то к делу подключают углекислый газ.
Универсальные сварочные полуавтоматы — это комбинация нескольких функций и возможностей в одном устройстве. Один и тот же аппарат может обеспечить сварку в режиме MIG или MAG, работать с черными и цветными металлами, использовать штучные электроды или электродную проволоку. Питание осуществляется от источников тока 380 В. Толщина обрабатываемого металлоизделия ограничена 10 мм.
Отличительной особенностью «сварочника-универсала» является его готовность выполнить красивый сварной шов как при постоянном, так и при переменном токе. Вид проволоки тоже не принципиален: в зависимости от поставленной задачи, аппарат работает с любой:
- плавящейся;
- неплавящейся;
- порошковой;
- самозащитной.
Если потребуется, можно подключить и флюс. Не поймите так, что весь перечисленный набор функций целиком входит в каждый такой сварочный аппарат. Но то, что в одном корпусе «универсала» могут скрываться несколько «не универсалов» — это особенность подобного рода техники.
Работа с универсальным полуавтоматом значительно упрощает труд специалиста, поэтому в арсенале крупных промышленных предприятий всегда есть несколько таких сварочников. Аппараты действительно высокоэффективны, многофунциональны и стабильно обеспечивают отличный сварочный шов.