Обработка отверстий: виды операций и используемый инструмент
Обработка отверстий – это целый ряд технологических операций, целью которых является доведение геометрических параметров, а также степени шероховатости внутренней поверхности предварительно выполненных отверстий до требуемых значений. Отверстия, которые обрабатываются при помощи таких технологических операций, могут быть предварительно получены в сплошном материале не только при помощи сверления, но также методом литья, продавливания и другими способами.
Обработка высверленного отверстия цилиндрическим зенкером
Конкретный способ и инструмент для обработки отверстий выбираются в соответствии с характеристиками необходимого результата. Различают три способа обработки отверстий – сверление, развертывание и зенкерование. В свою очередь эти методы подразделяются на дополнительные технологические операции, к которым относятся рассверливание, цекование и зенкование.
Чтобы понять особенности каждого из вышеперечисленных способов, стоит рассмотреть их подробнее.
Сверление И Рассверливание Отверстий
Более всераспространенным способом получения отверстий в сплошном материале является сверление. Движение резания при сверлении — вращательное, движение подачи — поступательное. До начала работы инспектируют совпадение вершин фронтального и заднего центров станка. Заготовку устанавливают в патрон и инспектируют, чтоб ее биение (эксцентричность) относительно оси вращения не превосходила припуска, снимаемого при внешнем обтачивании. Инспектируют также биение торца заготовки, в каком будет обрабатываться отверстие, и выверяют заготовку по торцу. Перпендикулярность торца к оси вращения есть вариант обеспечить подрезкой, при всем этом в центре заготовки выполняют углубление для подходящего направления сверла и предотвращения его увода и поломки.
Сверление
Чтобы обрабатывать отверстия, их необходимо предварительно получить, для чего можно использовать различные технологии. Наиболее распространенной из таких технологий является сверление, выполняемое с использованием режущего инструмента, который называется сверлом.
Основные части спирального сверла
При помощи сверл, устанавливаемых в специальных приспособлениях или оборудовании, в сплошном материале можно получать как сквозные, так и глухие отверстия. В зависимости от используемых приспособлений и оборудования сверление может быть:
- ручным, выполняемым посредством механических сверлильных устройств или электро- и пневмодрелей;
- станочным, осуществляемым на специализированном сверлильном оборудовании.
Физика сверления отверстий
Использование ручных сверлильных устройств является целесообразным в тех случаях, когда отверстия, диаметр которых не превышает 12 мм, необходимо получить в заготовках из материалов небольшой и средней твердости. К таким материалам, в частности, относятся:
- конструкционные стали;
- цветные металлы и сплавы;
- сплавы из полимерных материалов.
Если в обрабатываемой детали необходимо выполнить отверстие большего диаметра, а также добиться высокой производительности данного процесса, лучше всего использовать специальные сверлильные станки, которые могут быть настольными и стационарными. Последние в свою очередь подразделяются на вертикально- и радиально-сверлильные.
Рассверливание – тип сверлильной операции – выполняется для того, чтобы увеличить диаметр отверстия, сделанного в обрабатываемой детали ранее. Рассверливание также выполняется при помощи сверл, диаметр которых соответствует требуемым характеристикам готового отверстия.
Физика рассверливания отверстий
Такой способ обработки отверстий нежелательно применять для тех из них, которые были созданы методом литья или посредством пластической деформации материала. Связано это с тем, что участки их внутренней поверхности характеризуются различной твердостью, что является причиной неравномерного распределения нагрузок на ось сверла и, соответственно, приводит к его смещению. Формирование слоя окалины на внутренней поверхности отверстия, созданного с помощью литья, а также концентрация внутренних напряжений в структуре детали, изготовленной методом ковки или штамповки, может стать причиной того, что при рассверливании таких заготовок сверло не только сместится с требуемой траектории, но и сломается.
При выполнении сверления и рассверливания можно получить поверхности, шероховатость которых будет доходить до показателя Rz 80, при этом точность параметров формируемого отверстия будет соответствовать десятому квалитету.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Зенкерование
При помощи зенкерования, выполняемого с использованием специального режущего инструмента, решаются следующие задачи, связанные с обработкой отверстий, полученных методом литья, штамповки, ковки или посредством других технологических операций:
- приведение формы и геометрических параметров имеющегося отверстия в соответствие с требуемыми значениями;
- повышение точности параметров предварительно просверленного отверстия вплоть до восьмого квалитета;
- обработка цилиндрических отверстий для уменьшения степени шероховатости их внутренней поверхности, которая при использовании такой технологической операции может доходить до значения Ra 1,25.
При зенкеровании прикладывается меньшая сила реза, чем при сверлении, и отверстие получается более точное по форме и размерам
Если такой обработке необходимо подвергнуть отверстие небольшого диаметра, то ее можно выполнить на настольных сверлильных станках. Зенкерование отверстий большого диаметра, а также обработка глубоких отверстий выполняются на стационарном оборудовании, устанавливаемом на специальном фундаменте.
Ручное сверлильное оборудование для зенкерования не используется, так как его технические характеристики не позволяют обеспечить требуемую точность и шероховатость поверхности обрабатываемого отверстия. Разновидностями зенкерования являются такие технологические операции, как цекование и зенкование, при выполнении которых используются различные инструменты для обработки отверстий.
Зенкеры конусные по металлу
Специалисты дают следующие рекомендации для тех, кто планирует выполнить зенкерование.
- Зенкерование следует проводить в процессе той же установки детали на станке, при которой осуществлялось сверление отверстия, при этом из параметров обработки меняется только тип используемого инструмента.
- В тех случаях, когда зенкерованию подвергается необработанное отверстие в деталях корпусного типа, необходимо контролировать надежность их фиксации на рабочем столе станка.
- Выбирая величину припуска на зенкерование, надо ориентироваться на специальные таблицы.
- Режимы, на которых выполняется зенкерование, должны быть такими же, как и при осуществлении сверления.
- При зенкеровании должны соблюдаться те же правила охраны труда и техники безопасности, как и при сверлении на слесарно-сверлильном оборудовании.
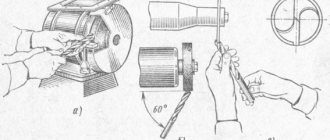
Сверление по разметке
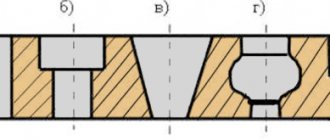
Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
- предварительное.
- окончательное.
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Зенкование и цекование
При выполнении зенкования используется специальный инструмент – зенковка. При этом обработке подвергается только верхняя часть отверстия. Применяют такую технологическую операцию в тех случаях, когда в данной части отверстия необходимо сформировать углубление для головок крепежных элементов или просто снять с нее фаску.
Чем различаются зенкование и цекование
При выполнении зенкования также придерживаются определенных правил.
- Выполняют такую операцию только после того, как отверстие в детали будет полностью просверлено.
- Сверление и зенкование выполняются за одну установку детали на станке.
- Для зенкования устанавливают небольшие обороты шпинделя (не больше 100 оборотов в минуту) и применяют ручную подачу инструмента.
- В тех случаях, когда зенкование осуществляется цилиндрическим инструментом, диаметр цапфы которого больше диаметра обрабатываемого отверстия, работу выполняют в следующей последовательности: сначала сверлится отверстие, диаметр которого равен диаметру цапфы, выполняется зенкование, затем основное отверстие рассверливается на заданный размер.
Целью такого вида обработки, как цекование, является зачистка поверхностей детали, которые будут соприкасаться с гайками, головками болтов, шайбами и стопорными кольцами. Выполняется данная операция также на станках и при помощи цековки, для установки которой на оборудование применяются оправки.
Радиально-сверлильные станки
Станок радиально сверлильный относится к разряду универсальных, почему и стал очень популярен на производстве. Основное его назначение – обрабатывать отверстия. Способен выполнять весь ряд основных операций, свойственных радиально сверлильным станкам – сверление и рассверливание. Можно его применять и для зенкерования. К разряду основных относятся и операции развертывания, подрезки торцов, нарезки резьбы с помощью метчиков и т.д.
Набор операций, выполняемых станком радиально сверлильным, можно значительно увеличить, применив приспособления и специальные инструменты. Например, применение соответствующей оснастки на радиально сверлильном станке 2н55 делает возможным вытачивание внутренних канавок, вырезание круглых пластин из листа и многие другие операции, которые нормально выполняются на расточных станках.
В станке радиально сверлильном 2н55 используется преселективное управление скоростями и подачами, легкое гидрофицированное управление фрикционом шпинделя. Есть возможность отключить шпиндель от коробки скоростей, имеются надежные гидравлические зажимы колонны и сверлильной головки, которые могут работать, как совместно, так и раздельно. Все органы управления радиально сверлильного станка расположены на небольшом участке. Все выше перечисленное позволяет значительно сократить вспомогательное время. Если при работе на станке радиально сверлильном требуется частая смена инструмента, производители станка рекомендуют использовать быстросменный патрон, а при нарезании резьбы – предохранительный патрон для метчиков.
Радиально-сверлильный станок 2C550 (Рис. 3) предназначен для обработки отверстий в средних и крупных деталях. Сверлильный станок 2C550 выполняет следующие виды работ: сверление, зенкерование, развертывание, подрезка торца и нарезание резьбы. Радиально-сверлильный станок 2C550 эффективно применяется в индивидуальном, мелкосерийном и серийном производстве.
Развертывание
Процедуре развертывания подвергаются отверстия, которые предварительно были получены в детали при помощи сверления. Обработанный с использованием такой технологической операции элемент может иметь точность, степень которой доходит до шестого квалитета, а также невысокую шероховатость – до Ra 0,63. Развертки делятся на черновые и чистовые, также они могут быть ручными или машинными.
Цилиндрические ручные развертки 24Н8 0150
Рекомендации, которых следует придерживаться при выполнении данного вида обработки, заключаются в следующем.
- Припуски в диаметре обрабатываемого отверстия выбираются по специальным таблицам.
- При использовании ручного инструмента, который вращают только по часовой стрелке, сначала выполняют черновое, а потом чистовое развертывание.
- Обработку стальных деталей выполняют с обязательным использованием СОЖ, чугунных – всухую.
- Машинное развертывание проводят сразу после сверления на станке – с одной установки детали.
- Для контроля качества результата используют специальные калибры.
«Сверление, зенкование, зенкерование и развертывание отверстий»
В работе слесаря по изготовлению, ремонту или сборке деталей механизмов и машин часто возникает необходимость получения в этих деталях самых различных отверстий. Для этого производят операции сверления, зенкования, зенкерования и развертывания отверстий.
Сущность данных операций заключается в том, что процесс резания (снятия слоя материала) осуществляется вращательным и поступательным движениями режущего инструмента (сверла, зенкера и т. д.) относительно своей оси. Эти движения создаются с помощью ручных (коловорот, дрель) или механизированных (электрическая дрель) приспособлений, а также станков (сверлильных, токарных и т.д.).
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
Как и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Хвостовикслужит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Шейкасверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
Основные операции слесарной обработки
4.1 Разметка
представляет собой процесс нанесения на обрабатываемую заготовку точек и линий (рисок), определяющих контуры деталей и места обработки. Сущность разметки состоит в вычерчивании на металле заготовки в натуральную величину осевых и контрольных линий, центров отверстий и т. Д.
Само вычерчивание производится методами геометрического построения и имеет много общего с машиностроительным черчением, но с той разницей, что вместо чертежных инструментов при разметке пользуются специальными разметочными инструментами, а сам чертеж наносят не на бумагу, а непосредственно на заготовку. В зависимости от характера и формы изделия разметка бывает плоскостная и пространственная.
При плоскостной разметке линии наносятся на поверхности плоских заготовок, на полосовом или листовом материале, или на отдельных плоскостях объемных деталей, в том случае, если не требуется увязки размеченных плоскостей между собой.
При пространственной (объемной) разметке линии наносятся на две – три отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу и увязывающиеся друг с другом.
Примерами плоскостной разметки может служить разметка при изготовлении кронциркулей, нутромеров, гаечных ключей и т. П., а пространственной – разметка при изготовлении гаек, молотков, рычагов и т. П.
Разметка наносится при помощи чертилки, штангенциркуля, штангенрейсмуса, линейки.
4.2 Рубкой
называется слесарная операция, при которой производится удаление с поверхности заготовок твердой корки, окалины, неровностей и шероховатостей; обрубание кромок и заусенцев, разрубание на части листового и сортового материала; вырубание по разметке отверстий в листовом материале; вырубание шпоночных пазов, смазочных канавок и пр.
Рубка является грубой слесарной операцией; точность обработки поверхностей детали при рубке не превышает обычно 0,5 — 1,0 мм, но и такая точность достигается при наличии большого опыта.
В зависимости от назначения обрабатываемой детали рубка может быть чистовой и черновой. В первом случае зубилом за один рабочий ход снимают слой металла толщиной от 0,5 до 1мм, во втором – от 1,5 до 2мм.
Точность обработки, достигаемая при рубке, составляет 0,4…1мм.
При рубке металлов в качестве режущего инструмента употребляется зубило и крейцмейсель, а в качестве ударного инструмента — слесарные молотки.
Зубило или крейцмейсель, удерживаемые левой рукой, ставят на то место, где надлежит срубить излишний слой металла, а молотком наносят по головке зубила удар. Слесарное зубило представляет собой ручной режущий инструмент.
На заготовке различают обрабатываемую и обработанную поверхности, а также поверхность резания. Обрабатываемой называется поверхность, с которой будет сниматься слой материала, а обработанной – поверхность, с которой стружка снята. Поверхность по которой сходит стружка при резании, называется передней, а противоположная задней.
4.3 Правка (выпрямление)
— представляет собой слесарную операцию, при которой деформированным, покоробленным металлическим заготовкам или деталям придают правильную плоскую форму. Правку применяют после резки листового материала ножницами, рубки зубилом и других операций. При помощи правки выпрямляют также полосовой и прутковый материал, трубы и проволоку. Чугунные детали правке не подвергают, так как чугун слишком хрупок и при правке может расколоться.
В слесарном и особенно в инструментальном деле исправление изогнутых и покоробленных изделий с большой точностью (до десятых долей миллиметра), после механической или термической обработки, нередко называют рихтовкой изделия.
Правка бывает ручная и машинная.
При ручной правке листовых заготовок и деталей применяют стальные или чугунные правильные плиты или наковальни, стальные молотки весом 400 — 600 г, молотки медные, свинцовые, латунные, деревянные, бакелитовые и т. п.
Машинная правка производится на ручных и приводных трехвалках, на приводных пневматических молотах и на прессах. В настоящем пособии рассматривается только ручная правка, применяемая в учебных мастерских.
Правка производится путем нанесения ударов стальными молотками или молотками из мягкого материала по определенным местам, соразмеряя силу ударов с величиной выпуклости и с толщиной выправляемого изделия. Поверхность правильной плиты, а также бойки молотков должны быть ровными, гладкими и хорошо прошлифованными При ручной правке удобнее пользоваться молотками с. круглым, а не с квадратным бойком, так как при неправильных ударах или при перекосах молотка с квадратным бойком на поверхности листа могут остаться засечки или даже пробоины. Боек молотка должен ложиться на лист ровно, без перекоса. Молоток следует держать за конец ручки и для удара пользоваться только кистью руки.
Приемы правки листового материала заключаются в следующем. Уложив деформированный лист на плиту по возможности выпуклостями вверх, обводят выпуклости графитовым карандашом или мелом. После этого по прямым краям листа по направлению к выпуклости наносят частые, но не сильные удары. Материал под действием ударов будет вытягиваться, освобождать стянутую середину и постепенно выравнивать выпуклость. По мере приближения к выпуклости удары должны наноситься слабее, но чаще.
После каждого удара нужно проверять, какое действие он оказывает на лист. Следует помнить, что неправильные удары могут привести лист в негодное состояние. Ни в коем случае нельзя наносить удары непосредственно по выпуклостям, так как выпуклости будут не уменьшаться, а увеличиваться.
Таким образом, сущность процесса правки листовых деталей заключается в постепенном растягивании прямых участков листа за счет некоторого утонения материала в этих местах.
4.4 Опиливание
представляет собой процесс снятия стружки с поверхности изделия при помощи режущего инструмента, называемого напильником. В результате опиливания изделие получает заданные чертежом размеры, форму и чистоту поверхности.
Точность опиленных изделий может находиться в пределах 0,150 — 0,005 мм и зависит как от вида применяемых напильников, так и от квалификации работающего.
Операция опиливания может быть операцией окончательной при изготовлении или отделке неточных, грубых деталей или предварительной при изготовлении точных деталей. В этом случае после опиливания выполняются операции более точной обработки, как — то: шабрение, притирка, шлифование, полирование и другие, где точность обработки достигает до 0,010 — 0,001 мм.
4.5 Резьба.
В различных машинах и приборах широко применяются детали с резьбой. При помощи резьбы можно прочно соединить детали друг с другом, вращательное движение превратить в прямолинейное, обеспечить передачу рабочих движений механизмов, произвести регулировку положения деталей в машинах и т. д.
Существует два вида резьб: внутренняя (рис. 5) и внешняя (рис. 6).
Рисунок 5
а — цилиндрическая треугольная, б — прямоугольная, в — трапецеидальная,
(
в токарном станке
)
г – упорная(в прессахтисках), д – круглая(ПЭТ)
Рисунок 6
а – метрическая, б — дюймовая, в – трубная, г — деталь с дюймовой резьбой
В качестве режущего инструмента для нарезания внутренней резьбы в отверстиях применяются метчики. Метчик представляет собой стальной винт, имеющий продольные канавки для образования режущих кромок и для собирания стружки во время работы. В метчике различают рабочую часть и хвостовик; рабочая часть в свою очередь делится на заборную и калибрующую части.
При изготовлении болтов, винтов, шпилек и т. п. на цилиндрические стержни нарезают наружную резьбу. При нарезании наружной резьбы в качестве основного режущего инструмента применяются плашки различных типов.
Плашка представляет собой цельное или разъемное кольцо, снабженное винтовой нарезкой во внутренней полости и несколькими канавками для образования режущих кромок и для отвода стружки, образующейся при нарезании резьбы.
4.6 Сверление
— это слесарная операция, представляющая собой один из видов резания металла с помощью инструмента, называемого сверлом, совершающего вращательные и поступательные движения.
Сверление является весьма распространенной операцией, как на разнообразных машиностроительных заводах, так и в слесарных и механических мастерских, особенно при монтажно-сборочных работах.
Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы,
зенкерование и развёртывания.
Сверление применяется:
·- для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
·- для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Свёрла бывают различных видов (рис. 7, а-и) и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов.
Рисунок 7 — Работы, выполняемые на сверлильных станках:
а — сверление отверстий; б — рассверливание; в — зенкерование; г — растачивание; д — зенкование; е — развертывание; ж — выглаживание; з — нарезание внутренней резьбы; и —цекование
Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия, дюралюминия и электрона – 45 градусов.
Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими.
Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе.
Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
4.7 Зенкерованием
называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
Зенкеры. По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное – вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Для получения правильного и чистого отверстия припуски на диаметр под зенкерование должен составлять 0,05 диаметра (до 0,1мм).
4.8 Зенкование
м называется процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок.
Зенковки бывают:
1. цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика;
2. коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов;
4.9 Разветрывание
– это процесс чистовой обработки отверстий, обеспечивающий высокое качество отверстия.
Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки.
Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
На рис. 8 представлены станки сверлильно-расточной группы на которых производится сверление и расточка.
4.10 Клепкой металла
называется соединение двух или нескольких деталей при помощи заклепок, представляющих собой цилиндрические стержни с головками.
Клепка металла применяется для создания неразъемного соединения деталей, а также соединения листового полосового и фасонного металла. Заклепочные соединения применяют при ремонтах воздуховодов и вентиляторов, а также при изготовлении отдельных деталей вентиляционных систем.
Рисунок 8 – Станки сверлильно-расточной группы:
а) вертикально-сверлильные, б) радиально-сверлильные, в) горизонтально-расточные, г) координатно-расточные
Клепка металла подразделяется на холодную, горячую и смешанную. Заклепки изготовляются из мягкой стали и состоят из цилиндрического стержня и головки, называемой закладной.
Головка, которая расклепывается на другом конце стержня и служит для скрепления деталей, называется замыкающей. Клепка называется обыкновенной, если обе головки заклепки находятся над поверхностями склепанных деталей, и потайной, если головки заклепки помещены заподлицо с поверхностями склепанных частей.
Толщина заклепок выбирается расчетом. Длина стержня заклепки между головками не должна превышать пяти диаметров стержня; в случае отсутствия этого соотношения следует заклепочное соединение заменить болтовым. Клепку производят на специальных стальных поддержках, имеющих углубление по форме головки заклепки, чтобы не смять ее при расклепывании.
Чтобы поддержка не отскакивала от головки при нанесения ударов молотком, вес ее должен быть в 4—5 раз больше веса молотка. Молоток по весу выбирают в зависимости от диаметра стержня заклепки.
Для склепывания деталей, кроме слесарного молотка (лучше с квадратным бойком) и стальной поддержки, применяют стальную натяжку для уплотнения и прижимания склепываемых деталей друг к другу и к головке заклепки и стальную обжимку для окончательного формирования замыкающей головки.
Натяжки и обжимки изготовляются из инструментальной стали У8. Их рабочий конец на длине около 15 мм закаливается.
Клепка металла может производиться также и механизированным методом при помощи пневматических молотков и клепальных машин.
Назначение и виды ремонта.
Демонтажем
называются операции разборки машины или оборудования на сборочные единицы, узлы и детали. При этом производится разборка разъемных, а в ряде случаев и неразъемных соединений.
Ремонтом
машины называется восстановление работоспособности, точности, мощности, скорости и других параметров машины, определяющих ее служебное назначение. Ремонт может производиться в результате поломок, выхода из строя или износа как отдельных деталей, так и узлов или всей машины в целом.
Сборкой
машины называются операции соединения деталей в сборочные единицы и узлы таким образом, чтобы после сборки они составили машину, годную к эксплуатации и отвечающую ее служебному назначению.
Для обеспечения технической исправности машин и оборудования нужно систематически следить за их техническим состоянием и обслуживать в соответствии с инструкциями по эксплуатации и ремонту. Кроме того, следует строго соблюдать сроки профилактических осмотров и планово-предупредительных ремонтов.
Различают следующие виды ремонта: технический осмотр, планово-предупредительный (текущий), средний и капитальный ремонт.
Ремонтной бригадой руководит бригадир, а при ремонте больших объектов – мастер или начальник участка. Они отвечают за организацию и сроки проведения ремонтных работ, качество ремонта и безопасные условия труда подчиненного персонала.
Бригадир, независимо от его административно-технических обязанностей и руководства бригадой, должен непосредственно принимать участие в ремонте объекта. Он обязан досконально знать ремонтируемый объект, группу сложности ремонта, технические требования на детали и узлы, подлежащие ремонту или замене, должен осуществлять текущее наблюдение и техническое руководство всеми работами, должен принимать все необходимые решения по возникающим в процессе ремонта вопросам.
6 Сборка деталей и узлов.
Различают сборку, основанную на полной взаимозаменяемости, частичной взаимозаменяемости, селективной подборке деталей, подгонке, а также сборке с регулировкой.
Непосредственно перед началом сборки следует еще раз произвести наружный осмотр всех деталей, входящих в сборочный комплект или узел. При этом необходимо убедиться, что детали соответствуют собираемому узлу или сборочной единице и могут быть установлены на соответствующие места. Перед самой сборкой они должны быть тщательно промыты и (при необходимости) покрыты тонким слоем смазки. Перед сборкой детали, определяющие внешний вид изделия, должны быть загрунтованы и подготовлены к окраске после сборки.
Последовательность сборки деталей и узлов должна быть обратной последовательности разборки. Сборка должна производиться согласно разработанным технологическим картам. Правильная подготовка деталей к сборке ускоряет сам процесс сборки и улучшает его качество.
Заклепочные и болтовые соединения должны обеспечивать надежное и плотное соединение собираемых деталей. Для этого следует использовать хорошо и правильно изготовленные детали (соединяемые детали, заклепки, болты, гайки, шайбы и т.д.), тщательно выполнять подготовительные и основные операции, использовать для выполнения этих операций соответствующий исправный инструмент.
В зависимости от условий работы детали, узла или сборочной единицы, гайки в резьбовых соединениях должны быть установлены на разрезные шайбы, зашплинтованы, законтрены, зафиксированы отгибающимся усиком шайбы или проволочной скруткой.
Оси и валы должны быть выполнены в соответствии с чертежами. Цапфы подшипников должны быть выполнены в соответствии с установленным допуском и величиной допустимой шероховатости, указанными на чертеже; не должно быть радиального и осевого люфта.
Смонтированные на валу подшипники качения не должны иметь люфта и трещин в обоймах. Должна быть выдержана соосность подшипников.
Подшипники скольжения должны быть выполнены и подогнаны шабрением таким образом, чтобы подшипник всей внутренней поверхностью прилегал к поверхности цапфы, а всей наружной поверхностью – к поверхности гнезда в корпусе. Отверстия и канавки для смазки нужно выполнять строго в соответствии с чертежом так, чтобы смазка надежно и постоянно поступала в подшипники.
Условием нормальной работы фрикционных и зубчатых механизмов привода является соосность валов и подшипников. Детали фрикционных механизмов при их сборке должны прилегать друг к другу всей обработанной поверхностью. Монтаж зубчатых цилиндрических колес нужно проводить так, чтобы обеспечивалось правильное зацепление зубьев колес. Правильность зацепления должна достигаться постоянством расстояния между осями валов, на которых смонтированы зубчатые колеса, строгой параллельностью осей и расположением валов и осей в одной плоскости.
Условием нормальной передачи вращательного движения от одного вала к другому является правильная сборка валов и полумуфт на выходных концах валов.
При сборке муфт сцепления цапфы валов должны быть плотно посажены в гнездах подшипников; при этом не должно быть биения. Валы должны быть соосны, а полумуфты должны быть уравновешены.
7 Операции после сборки.
После сборки машины или механизма необходимо провести их осмотр с целью контроля правильности произведенной сборки, ликвидации замеченных недостатков, проверки наполнения маслом или смазкой силовых передач различных механизмов, удаления из собранной машины или механизма забытого инструмента, лишних деталей и вспомогательных материалов.
В процессе ремонта объекта его наружные поверхности или отдельные детали могут утратить товарный вид, может снизиться их сопротивляемость коррозии. Для защиты отремонтированной машины или механизма от коррозии и придания им товарного вида после ремонта и испытания их окрашивают, а детали, не подлежащие окраске, подвергают специальной обработке для придания им коррозионной стойкости.
После осмотра и проверки готовности машины или механизма к работе следует приступить к проверке объекта на холостом ходу, соблюдая при этом правила охраны труда и безопасности.
После проверки машины или механизма на холостом ходу производят повторный осмотр как всей машины, так и ее отдельных узлов и наиболее ответственных деталей. Выявленные при осмотре дефекты должны быть устранены.
В процессе работы машины или механизма на холостом ходу в течение определенного времени (различного для разных машин и механизмов) некоторые дефекты технического состояния или эксплуатационных качеств отремонтированной машины могут быть не выявлены. Поэтому после проверки работы на холостом ходу производится испытание машины под нагрузкой в рабочем режиме. Нагрузку увеличивают постепенно до предельно возможной в эксплуатационных условиях.
Отремонтированную машину (механизм), показавшую в процессе испытания под нагрузкой эксплуатационную исправность и соответствие техническим требованиям, передают заказчику. При передаче составляется акт испытания и передачи, в котором указываются полученные технические данные, отмечаются обнаруженные и неустраненные дефекты, а также рекомендации по эксплуатации.
Заказчику выдается также гарантийный талон (обязательство). Для потребителя гарантийный талон или обязательство является документом, подтверждающим, что отремонтированный объект или его отдельные узлы и детали не выйдут из строя в течение гарантийного срока при нормальной эксплуатации и техническом обслуживании объекта в процессе его работы. Если в этот срок отремонтированный объект, его деталь или узел выйдут из строя, или если в течение гарантийного срока будут меняться технические характеристики объекта (точность, скорость и т.д.), мастерская или предприятие, производившие ремонт, обязаны безвозмездно устранить выявленные неисправности своими силами.
По окончании ремонта рабочее место должно быть приведено в порядок. Весь металлический лом, отходы должны быть рассортированы и убраны с территории участка. Очищенный и законсервированный инструмент, приспособления и оборудование, оставшиеся древесину, моющие средства, масла и смазки необходимо сдать на соответствующие склады.
Если ремонт производился на территории заказчика, приведенное в порядок место ремонта сдается заказчику.
8
После разборки машины сборочные единицы и отдельные детали должны быть очищены и промыты от грязи, стружки, посторонних частиц, нагара, смазки, охлаждающей жидкости с целью выявления дефектов, улучшения санитарных условий ремонта, а также для подготовки деталей к операциям восстановления и окраски.
Способы очистки деталей:
1. Механический. Ржавчину, старую краску, затвердевший смазочный материал и нагар удаляют с деталей ручными или механизированными щетками, шарошками, скребками, шаберами, различными машинками.
2. Абразивный. Очистку ведут с помощью пескоструйной или гидропескоструйной обработки детали.
3. Термический. Старую краску, ржавчину удаляют нагревом поверхности детали пламенем паяльной лампы или газовой горелки.
4. Химический. Остатки смазочного материала, охлаждаю, щей жидкости, старой краски удаляют специальными пастами и смывочными растворами, в состав которых входят каустическая сода, негашеная известь, мел, мазут и др.
Промывку деталей производят водными щелочными растворами и органическими растворителями. Сначала в горячем растворе, затем в чистой горячей воде. После этого деталь тщательно высушивают сжатым воздухом и салфетками. В щелочных растворах не промывают детали с элементами из цветных металлов, пластмасс, резины, тканей. Детали с полированными и шлифованными поверхностями следует промывать отдельно. Способы промывки деталей:
1. Ручной. Промывку ведут в двух ваннах, заполненных органическим растворителем (керосином, бензином, дизельным топливом, хлорированными углеводородами). Первая ванна предназначена для замачивания и предварительной промывки, вторая — для окончательной промывки. Мойку ведут с использованием щеток, крючков, скребков, обтирочного материала и др
2. В баках методом погружения. Промывку производят в стационарном или передвижном баке с сеткой, на которую укладывают детали, и трубкой с электроспиралью или змеевиком для подогрева до температуры 80—90 °С моющего раствора. В качестве последнего используют водные растворы различных комбинаций из мыла, кальцинированной соды, тринатрийфосфата, каустической соды, нитрита натрия с добавлением к ним поверхностно-активных веществ: сульфанолов, продукта ДС—РАС и эмульгаторов.
3. В моечных машинах. Стационарные или передвижные машины различных конструкций имеют одну камеру (только для промывки), две (для промывки и ополаскивания) или три (для промывки, ополаскивания и сушки). Промывку производят нагретыми до 70—90 °С моющими растворами ранее приведенного состава, направляемыми на детали под давлением через, специальные сопла. Детали поштучно или в корзинах подаются на транспортер. Оборудование для мойки может быть шнекового, тупикового или проходного типов, в том числе с автоматическим циклом обработки. После мойки детали промывают горячей водой и сушат струей горячего (60—70 °С) воздуха, а ответственные детали протирают салфетками.
4. Ультразвуковой. Промывку производят в специальной ванне с подогревом моющей жидкости (щелочные растворы или органические растворители). В ванне размещается источник ультразвуковых колебаний, создающий упругие волны высокой частоты, которые ускоряют отрыв загрязнений от поверхности детали. Время очистки деталей, размещаемых в ванне в специальной сетчатой корзине, занимает несколько минут. Последующее пассивирование деталей проводят их выдержкой в водном растворе 10—15 % нитрита натрия при температуре 60—70 °С. Сушат детали продувкой горячим воздухом или азотом.
9 Технологический процесс сборки разрабатывается по чертежам и схемам сборки.
Технологические схемы сборки
представляют собой условное изображение порядка комплектования машины и ее узлов при сборке. Схема сборки — документ, организующий процесс сборки машины или изделия, дополняет и поясняет сборочный чертеж; кроме того, по схеме сборки можно определить очередность подачи деталей на сборку. Эти схемы наглядны и просты в использовании. При наличии схем слесарь-сборщик ясно представляет, с чего он должен начать и чем закончить сборку.
На основе схемы разрабатывают технологический процесс сборки и составляют технологические, маршрутные и операционные карты сборки.
Технологические карты сборки
являются основными расчетными документами. Для каждой стадии сборки (сборки узлов, сборки агрегатов или механизмов, общей сборки всей машины) разрабатывается комплект технологических карт.
В технологических картах сборки для каждой стадии излагаются все факторы, составляющие технологический процесс. Карты должны содержать: наименование машины; годовой выпуск машин; количество машин в партии; наименование и описание операции и перехода для каждой стадии сборки; указание рабочего места, на котором производится сборка; перечень требуемых приспособлений, инструментов, транспортных устройств; время на выполнение отдельных операций; общее время сборки на всех рабочих, выполняющих данную операцию; разряд работы. В ряде случаев в технологических картах помещают эскизы, иллюстрирующие сборочные операции, приспособления, способы закрепления троса или цепи для подъема и поворачивания изделия и т.п.
Маршрутная карта
— документ, который содержит описание технологического процесса сборки по операциям. Маршрутные карты применяют, как правило, в мелкосерийном и единичном производстве.
Операционная карта
содержит более подробное описание операций с разбивкой их по переходам. В серийном и массовом производствах операционные карты сборки разрабатывают отдельно на каждую сборочную операцию.
Разработку технологического процесса сборки начинают с составления схемы сборочных элементов, а затем разрабатывают технологическую карту, которая является основным документом производства
Вопросы для самоконтроля:
1 Кто может быть допущен к выполнению слесарных работ?
2 Какие обязанности нужно выполнять при работе со слесарным инструментом?
3 Что запрещается в процессе слесарной обработки?
4 Что относится к слесарно-монтажному инструменту?
5 Какие правила необходимо соблюдать для сохранения здоровья?
6 Перечислите правила содержания рабочего места.
7 Перечислите правила выполнения слесарных работ электроинструментом.
8 Приведите названия технологий обработки металлов без снятия стружки.
9 Приведите названия технологий обработки металлов со снятием стружки.
10 Приведите основные операции промывки и очистки деталей и узлов.
11 Перечислите основные документы сопровождения слесарно-сборочных работ.
Список используемой литературы:
1. Костенко Е.М., «Слесарное дело. Практическое пособие для слесаря». — М.: НЦ Энас, 2006, 144.
2. Муравьев Е.М., Слесарное дело. – М.: изд. «Просвещение». 1990, 176
3. Покровский Б.С. Общий курс слесарного дела: Учеб. пособие. – М.: ОИЦ «Академия», 2007 – 80 с.
4. Покровский Б.С. Основы слесарного дела: Учебник для нач. проф. образования. – М.: ОИЦ «Академия», 2007. – 272 с.
Обработка отверстий: методы, и их применение
Вряд ли изготовление и сборка любого механизма возможна без сверления и последующей обработки отверстий в нем, ведь сверление и слесарное дело стали просто неразделимыми понятиями. Точно так же невозможно обойтись без сверления в большинстве других сфер деятельности. А после того, как проделаешь отверстие в чем-угодно (неважно, с помощью сверления или других), нужно произвести его обработку, чтобы подогнать размеры и снизить шероховатость стенок.
Обработку отверстий делают при помощи нескольких способов, это зависит от требований к заготовке. В частности, различают 3 основных способа (сверление, зенкерование и развертывание), а также разновидности этих способов (рассверливание, зенкование, цекование). Рассмотрим все эти процессы более подробно.
Сверление
Как несложно догадаться, перед обработкой отверстия его нужно чем-то сделать. Так вот, самый распространенный и часто встречающийся метод проделывания отверстий — сверление.
Сверление — это разновидность механической обработки с целью образования отверстий, выполняемый сверлом. Данный процесс бывает «ручным» (как несложно догадаться, его делают ручными инструментами), а также «машинным» (выполняется на специальных станках).
Обычно, чтобы проделать менее, чем двенадцати миллиметровое отверстие в не особо твердых материалах (таких, как стали конструкционного типа, цветмет и сплавы из него, а также полимерные сплавы), используют ручные сверлильные приспособления.
А чтобы проделать отверстия крупнее 12 миллиметров или улучшить производительность в случае массового производства, процесс сверления происходит на сверлильном стационарном или настольном оборудовании (станках). Первые бывают вертикальными или радиально-сверлильными.
Технология сверления
Процесс предполагает последовательное удаление слоя металла в окружности заданного диаметра с помощью режущего инструмента. Сверление металла объединяет два вида движения – вращательное и поступательное. Чтобы получить необходимые размеры отверстия в металлических заготовках необходимо точно выдерживать следующие параметры технологического процесса:
- скорость вращения режущего инструмента;
- скорость горизонтального или вертикального перемещения (в зависимости от взаимного расположения заготовки и сверла).
Отверстие в металле получается с заданными параметрами только при правильно выполненной подготовительной и основной операции, а также выборе необходимого оборудования и режущего инструмента. Часто для получения требуемой точности выполняют предварительное сверление. Оно называется черновое. Производится операция с пониженным классом точности. Далее осуществляется операция чистовой обработки с применением высокоточных станков и инструмента для металлических заготовок.
Во всех случаях для получения необходимого отверстия применяют различные виды свёрл. На сверлильных станках патрон с зафиксированным сверлом вращается и подводится к поверхности заготовки. На металлорежущих станках сверло закрепляется в задней бабке станка, а заготовка вращается. Второй способ позволяет получить более высокую точность отверстия и стенок полученного отверстия.
В зависимости от задач для обоих методов применяют следующие виды свёрл:
- спиральные (наиболее распространённый вид этого инструмента);
- с напаенными пластинками на режущую кромку;
- центровочные;
- пушечные;
- перьевые (применяются для сверления отверстий в заготовках из любых пород древесины).
Спиральные свёрла своей поперечной кромкой оказывают давление на поверхность металла. На этот процесс приходится более 65% усилия при вращательном и поступательном движении. В этот момент происходит значительное повышение температуры, как поверхности заготовки, так и передней кромки сверла. Поэтому необходимо правильно соблюдать тепловой режим в процессе сверления.
Для ускорения процесса резания в спиральных свёрлах применяют так называемую двойную заточку. Она позволяет более эффективно работать по наиболее твердым маркам металла, в том числе по чугуну. Такая заточка приводит к увеличению ширины стружки, снижается величина главного угла, повышается стойкость и долговечность сверла.
Технология создания центровочных отверстий предполагает применение специальных центровочных свёрл. Они изготавливаются из инструментальной стали и имеют двустороннюю комбинированную конструкцию.
Нанесение на режущую кромку сверла пластин, обладающих повышенной прочностью, позволяет использовать их для сверления изделий из чугуна, металла повышенной твёрдости, плотных строительных конструкций (из бетона, камня, керамического гранита и так далее).
Перовые свёрла отличаются конструкцией режущей кромки. Она выполнена в форме пластин. Обычно они применяются для изготовления отверстий в древесных заготовках. Иногда специальные перовые свёрла применяются для изготовления отверстий в твёрдых поковках и некоторых видах литья.
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Совет: крайне не рекомендовано пытаться рассверливать отверстия, образованные не в ходе сверления, а другими методами, например штампованием. Причиной является то, что подобные отверстия отличаются разной твердостью материала внутренних стенок.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Зенкерование
Названием «зенкерование» именовали механическую обработку резанием проделанных ранее отверстий. Его основной целью является придание отверстию нужной формы и избавление от различных дефектов, а также увеличение точности (вплоть до VIII квалитета), уменьшение показателя шероховатости (Ra 1,25 и менее).
Если отверстие не особо большое, то подобную обработку делают на обычном настольном станке, а если нужно обработать отверстие побольше, то это проще сделать на спецоборудовании на фундаменте.
Отдельно отметим, что про ручное оборудование использовать нет смысла. С ним попросту невозможно добиться нужных показателей.
У «зенкерования» есть 2 подвида, такие как зенкование и цекование.
Во время зенкерования отверстий нужно придерживаться ряда правил:
- Сверление зенкерование производятся во время одного подхода. Зенкерование нужно производить после окончания сверлильных работ, не вынимая детали из станочных креплений. По сути, в ходе одного «подхода» производят обработку детали двумя инструментами.
- Во время зенкерования отверстий, не подвергавшихся обработке, в деталях корпусов нужно надежно и прочно фиксировать деталь.
- При выборе размера припуска обязательно нужно делать это согласно специальным таблицам.
- Зенкерование нужно делать в том же режиме работы станка, как и сверление перед ним.
- Правила охраны труда соблюдать нужно аналогичные тем, что используются при сверлильной обработке.
Зенкование
Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.
Развертывание
Развертывание делают с помощью резания. Этот вид обработки гарантирует повышенную точность (вплоть до VI квалитета) и минимальную Ra — 0,63 и меньше.
В ходе процесса инструмент, называющийся развертка, снимает микроскопическую стружку со стенок отверстия. Развертывание делают или вручную или на станках (чаще всего это стационарные станки).
У развертывания также есть свои правила:
1. Нужно точно придерживаться величины припуска, согласно специальных таблиц.
2. Если развертывание делается вручную, его нужно проводить в 2 этапа: сначала черновое, а потом чистовое.
3. Во время развертывания отверстия в заготовке из стали поверхность, которая обрабатывается, нужно подвергать смазке эмульсией (подходит также минеральное масло). Если заготовка из чугуна, смазки не требуется.
4. Если развертывание делается вручную, его нужно делать исключительно по ходу часовой стрелки. Иначе стенки могут быть повреждены стружкой. Кстати, отверстие нужно время от времени очищать от нее.
5. Сверление и развертывание отверстий нужно производить в ходе одного «подхода», не вынимая детали из креплений и производя обработку детали двумя инструментами по очереди.
Что нужно знать о сверлении отверстий в металле
Закрепить металлический лист или деталь можно с помощью разнообразных крепёжных элементов. Однако для них нужно сделать дырки. Сверление отверстий в металле требует от человека использования специальных инструментов. Чтобы провести работу без затруднений, нужно уметь выбирать оборудование и работать с заготовками разного размера.
Сверление отверстий в металле
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.
Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Если охлаждающей смазки нет, вместо неё можно использовать машинное масло. Охлаждающая жидкость сохраняет инструмент от перегрева, уменьшает трение.
Как правильно сверлить металл?
При включении инструмента сверло может соскальзывать в сторону, что мешает сделать дырку в выбранном месте. Справиться с этой проблемой можно с помощью керна. Это металлический цилиндр, один конец которого имеет острую часть. Необходимо приложить острое окончание к разметке и ударить по тыльной стороне керна молотком. На металле останется насечка, по которой сверлится дырка.
Сверление толстых заготовок
Не многие начинающие мастера знают, как просверлить отверстие в металле большой толщины. Глубокое сверление сложнее обычного. На производстве оно проводится с помощью токарных станков. В них заготовка закрепляется в подвижном шпинделе, который её вращает.
Если возможности использовать промышленное оборудование нет, можно просверлить глубокое отверстие с помощью дрели. Для этого нужно приобрести специальные направляющие для электроинструмента. Дополнительно требуется использовать машинное масло для охлаждения. В процессе работы нужно периодически останавливаться, чтобы вычистить стружку и дать ему остынуть.
Как сверлить дрелью?
Сверление металла дрелью предполагает соблюдение некоторых рекомендаций:
- Для изготовления отверстия понадобится электродрель, керн, молоток, машинное масло и защитные очки.
- Изначально сделать разметку.
- Надеть защитные очки.
- При малом давлении на дрель нужно выбрать положение малых оборотов и начать работу.
- Нельзя забывать поливать обрабатываемое место с оснасткой охлаждающей жидкостью.
При соблюдении технологии и использовании качественных инструментов можно делать отверстия разного диаметра и глубины. Чтобы сверлить ровные отверстия или точно выбирать глубину, можно использовать устройство, которое называется «ограничитель глубины». Оно закрепляется на электродрель и настраивается под нужную глубину.
Сверление металла дрелью
Как сверлить шуруповертом?
Сверлить металлические заготовки можно не только с помощью промышленного оборудования или электродрели, но и используя аккумуляторный шуруповерт. Этот электроинструмент обладает малой мощностью. Из-за этого он подойдёт для сверления дыр небольшого диаметра и глубины.
Сверление выполняется с помощью промышленного оборудования и электроинструментов. Важно правильно выбирать оснастку, и учитывать глубину, диаметр отверстия. Чтобы оснастка служила дольше, следует использовать охлаждающую жидкость. Сверлить нужно перпендикулярно, чтобы избежать порчи заготовки, инструмента.
Подписывайтесь на канал, ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах! Так же Вы можете посетить наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.