О сверле Уаттса и треугольнике Рёло
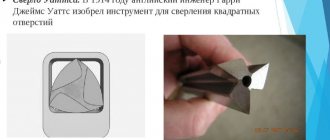
Для того чтобы понять, как работает сверло Уаттса, нужно выполнить небольшой экскурс в геометрию. Еще в 15 веке математиков заинтересовали интересные свойства плоских фигур с равной толщиной. Наиболее известной такой фигурой является окружность. Другой простой фигурой из данного ряда является скругленный треугольник.
Данная фигура получается так. За основу берется равносторонний треугольник. Затем из каждой вершины треугольника прочерчивается окружность радиусом равным стороне треугольника. В итоге получится новая фигура с дугообразными сторонами (сморите рисунок ниже).
Немного позже ученый Л. Эйлер обратил внимание на интересную траекторию вращения скругленного треугольника. Затем инженер Рело увидел, что при определенном способе вращения фигуры, траектория ее вершин описывает форму очень близкую квадрату. Для этого необходимо производить вращение с некоторым эксцентриситетом. При таком движении лишь во внутренних углах полученного квадрата образуются незначительные скругления. Такой треугольник сегодня известен под названием треугольник Рело.
В начале 20 века английский ученый Уаттс смог изобрести и запатентовать техническое решение, которое бы обеспечило такое движение металлорежущего инструмента, чтобы в итоге в обрабатываемой детали получилось квадратное отверстие. Получившийся в итого инструмент стал носить название сверло Уаттса.
Классификация сверл для квадратных отверстий
В современной металлообработке практически весь режущий инструмент, который применяется для получения квадратных отверстий, работает по принципу вращения треугольника Рело. Сверло Уаттса (или как его еще иногда называют сверло Рело) позволяет получить квадратные отверстия различных размеров в металлических деталях различной толщины. Классифицируют данный инструмент по его размерам, материалу изготовления, конструкцией хвостовика.
Сверло Уаттса по металлу обязательно должно быть изготовлено из быстрорежущей стали. Такой инструмент имеет маркировку HSS (High Speed Steel). Для инструмента отечественного производства применяют инструментальную сталь У10 либо легированные стали Х12 и Х12МФ. Твердость инструмента должна иметь значение от 52 до 60 HRC. Квадратное сверло может иметь различный диаметр в зависимости от размера стороны квадрата.
Отметим, что купить сверло Уаттса довольно непросто. Не стоит ожидать, что его можно будет найти в каждом магазине металлорежущего инструмента. Возможно, придется приобретать его на заказ в крупном магазине инструмента или покупать в интернет магазине.
Получение отверстий в металле сверлением
Просверлить отверстия высокого качества в металле поможет правильный выбор оборудования и грамотно проведенная подготовительная работа. Помимо этого, большое значение для эффективности резки имеет надежность аппаратуры и используемых сверл.
Ниже представлены основные виды отверстий, а также методы их получения:
- Сквозные. Данный вид изготавливается путем полного прохода (насквозь) заготовки. Основной особенностью данного метода резки является значительное уменьшение сопротивления материала после выхода сверла с изнаночной стороны изделия. При недостаточном контроле аппарат может резко опуститься и сверло упрется в верстак, что иногда приводит к поломке оборудования или заклиниванию. Для предотвращения этого используют защитные покрытия столешницы (верстака): деревянную (металлическую) многослойную подкладку или простой брусок со сделанным насквозь отверстием.
Если резка происходит на станке, то профессионалы советуют перед окончанием работы переходить на подачу вручную. При разрезании тонкостенных изделий применяют перьевые сверла, так как обычные спиральные могут повреждать их края. - Глухие. Особенности применения данного метода резки – в контроле глубины проникновения сверла. На современном оборудовании стоит специальная система, которая контролирует его подачу. Таким образом происходит резка отверстий в металле с заданной глубиной и без дополнительных инструментов.
Если же система контролируемой подачи сверла отсутствует, то применяют регулируемый или втулочный упор. Помимо этого, можно использовать глубиномер или простую линейку. Однако это неудобно и сильно замедляет работу, поскольку требуется удалить сверло из отверстия, вычистить стружку, а затем измерить глубину. - Сложная форма. Примером осложненной формы может служить отверстие, расположенное у края изделия. Для его резки используют одновременно две заготовки одинакового размера, их складывают и помещают в тиски. Материал второй заготовки должен быть аналогичным первой, причина скрывается в особенностях резки отверстий на краях металла – сверло будет сдвигаться в сторону более мягкого материала.
Изготовление отверстий на цилиндрических поверхностях металла также относится к сложным видам резки. Перед началом подобной работы необходимо положить подкладку из древесины или пробки. - С уступами. Особенностью данного метода резки является использование сразу двух техник: уменьшения диаметра и рассверливания. И если в последнем случае применяют разные сверла, постепенно увеличивая их диаметр от меньшего к большему, то при уменьшении диаметра применяют сначала большее сверло, а затем, по мере прохождения вглубь металла, сокращают его размер.
- Большего диаметра. Такая технология считается самой трудоемкой. При резке отверстий в заготовке толщиной не более 0,8–1,0 см применяют так называемые конусно-ступенчатые сверла. Диаметр прохода таких приспособлений – 0,4-0,5 см. В условиях промышленного производства часто применяют биметаллические коронки, позволяющие сделать отверстия размером, не превышающим 10 см. Менее трудоемкой считается технология кольцевого сверления. Ее делают на низких оборотах.
Особенности сверления квадратных отверстий в дереве
В мебельном производстве часто соединение деталей выполняют по системе шип-паз. Это соединение предполагает наличие в комплектуемых деталях пазов квадратного профиля. Для получения отверстий в древесине применяют специальное квадратное сверло по дереву. Оно представляет собой комплект долбежного инструмента. Он состоит из внутреннего сверла по дереву и надеваемого на него долота. Обычно диаметр сверла колеблется в пределах от 6 до 18 миллиметров. Хвостовик обычно идет диаметром 19 миллиметров. Такие комплекты могут быть установлены на долбежно-сверлильные станки.
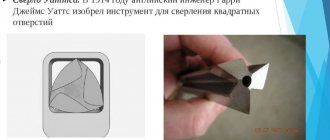
Принцип действий и конструкция сверла Уаттса
Сверление квадратных отверстий при помощи сверла Уаттса основано на принципе вращательного движения треугольника Рело по специфичной эксцентрической траектории.
Форма сверла не повторяет в точности скругленный треугольник, но своими режущими кромками вписывается в его форму.
Сверло имеет такую форму вырезов для того, чтобы отводить стружку из рабочей зоны, а также максимально снизить момент инерции инструмента. К тому же уменьшение массы инструмента способствует снижению нагрузок на шпиндель металлорежущего станка, а заостренные кромки повышают режущие возможности сверла.
Кроме сверла Уаттса для работы обязательно понадобится переходной шпиндель, который обеспечит попеременное смещение центра инструмента и задаст нужную для работы траекторию.
Он состоит из переходного крепления для соединения со шпинделем станка, зубчатого венца, приводной шестерни и шестерни зацепления, а также качающихся втулок. Для использования квадратного сверла с бытовым электроинструментом производители выпускают специальные накладные шаблоны с карданной передачей.
Принцип действий и конструкция треугольник Рело
Треугольник Рело представляет собой плоскую геометрическую фигуру. Она образуется при соединении вершин равностороннего треугольника дугами окружностей, проведенными из каждой вершины этого же треугольника.
Особенность треугольника Рело состоит в том, что при совершении качательного движения его вершины описывают траекторию почти идеального квадрата.
Единственным недостатком такого вращения треугольника Рело является то, что в углах квадрата остаются небольшие скругления.
При необходимости получения квадратного отверстия с внутренними углами 90 градусов его придется доработать. Это можно сделать вручную с помощью напильников и рашпилей либо на долбежных станках.
Электроника для всех
Думаю каждый из вас делал корпус для своей электронной поделки. И при изготовлении корпуса часто возникает одна мерзкая проблема — проделать дырку формой отличной от окружности. Например, квадратную, под LED индикатор.
Я раньше долго мучался, высверливал по контуру, затем шлифовал эти зубчики, матерился по поводу того, что сошлифовал лишнее или запорол параллельность. В общем, на все что касается механообработки материала у меня руки из задницы. И с этим ничего не поделать. Но там где не могут руки должна работать голова. И придумалось простое и эффективное решение.
Итак. Надо профигачить в пластиковом корпусе квадратную дырку. Для начала разметим отверстие. Делать это лучше по бумажному шаблону — надо как можно четче накернить углы. Делаем это на наружней, лицевой, стороне! Затем углы сверлятся насквозь тонким сверлышком. Тут важно взять сверло потоньше. Чем тоньше тем точнее будет наше отверстие.
Берем линейку и острый скальпель. Можно канцелярский нож или что под рукой. Главное требование — он должен быть очень острым, жестким и чтобы не болтался. Я делаю такие вещи с помощью резака X-Acto
.
По линейке от дырочки до дырочки, точно по размерам нашего отверстия (ни больше ни меньше, точно так!) делаем прорезы. Чем глубже тем лучше, но можно без фанатизма. Т.к. чем глубже режешь тем больше шанс что сорвется лезвие и мы покоцаем наружную поверхность, а это уже не то — некрасиво. Дырочки тут рулят еще тем, что в них заваливается острие скальпеля и край реза дальше дырки не идет. Разметка тут самый важный этап
. От него зависит получится ли все с первого раза идеально или придется подравнивать.
Прорезал, теперь надо раскромсать внутреннюю поверхность дырки на 4ре части, под андреевский флаг. Это уже чем угодно. Я обычно не церемонюсь — беру тупое сверло, которое уже не жалко. Втыкаю его и как фрезой на больших оборотах прогрызаю его бочиной пластик от угла до угла.
Все, получили внутри четыре кусочка. Теперь надо подцепить их от центра и выломать внутрь
!
Прорез который мы сделали даст нам слабую точку по которой пластик лопнет и выломается. А отверстия с краев не дадут трещине уйти дальше чем надо.
Видите какой четкий и ровный излом получается?
Раз два три четыре — получили точное прямоугольное отверстие которое не надо ни ровнять, ни шлифовать. Ну может чуть чуть, если с разметкой накосячил — как я сейчас :(.
На проковыривание этой дырки у меня ушло не более 10 минут. Это с уборкой мусора и отвлеканием на фотографирование и поиск то скальпеля, то сверлышка.
З.Ы.
Дырку эту я тут проделал чисто ради фоток, на ненужном корпусе, поэтому не смотрите что у ней «горизонт завален» и разметка кривая — я не старался
Альтернативные варианты для проделывания квадратного отверстия
Хотя сверло Уаттса является наиболее производительным и точным инструментом для получения квадратных отверстий, нужно еще рассказать, как просверлить квадратное отверстие другими способами.
Для этого существует несколько неплохих методов. При работе с квадратными сверлами полученное в заготовке отверстие будет иметь закругления небольшого радиуса, которые затем необходимо устранять другими операциями. К тому же, нет возможности работы с деталями значительной толщины.
Рассмотрим эти методы подробнее:
- В условиях производства наиболее точным чистовым способом вырезки отверстия квадратного сечения является лазерная резка. Но для этого необходимо иметь в парке оборудования дорогостоящие сложные станки с ЧПУ.
- Еще одним способом является высверливание в детали круглого отверстия диаметром описанной по квадрату окружности. Затем углы отверстия завариваются при вставленном шаблоне. Этот метод требует наличия сварочного аппарата и соответствующих навыков.
- В условиях серийного производства при работе с листовым и тонкостенным металлом квадратные отверстия получают методом листовой штамповки. В единичном производстве это не актуально, поскольку требует изготовления вырубных или пробивных штампов.
- При работе в домашних условиях, если квадратное отверстие нужно не совсем мелких размеров, то просверлить его можно следующим способом. В детали обычным сверлом по металлу выполняют круглое отверстие диаметров вписанной в квадрат окружности. Затем придают воображаемым углам и граням квадрата прямолинейность с помощью напильника и долота.
- Для работы с металлом небольшой толщины также выпускаются специальные пробойники квадратного сечения. Максимальный их размер составляет 70 на 70 миллиметров.
Порядок выполнения работ
Большое квадратное отверстие
Многие уже догадались, каким будет примерный перечень работ, как только узнали требуемый для работы инструмент.
1 Идея заключается в следующем. В заготовке продольно формируется прямоугольный рез, шириной соответствующей размеру стороны высверливаемого квадрата. Глубина подбирается с учётом размеров заготовки так, чтобы центр будущего квадрата совпадал с осью цилиндрической заготовки.
2 Затем сверх пропила устанавливается металлическая перемычка, которую нужно будет обварить.
3 Для придания изделию товарного вида, его следует обработать после сварки на токарном станке.
Итак, приступим к практике.
Шаг №1 – формирование пропила
Делаем рез шириной размера стороны квадрата
1 Для резки лучше использовать отрезной диск. Это значительно ускорит работу. Не забываем про масло.
Рез отфрезерован
2 Меняем диск на фрезеровочный, поскольку нужна правильная геометрия квадратного отверстия.
Шаг №2 – формируем перемычку
Примерка перемычки
1 Помещаем квадратный стержень в проделанный рез. Сверху накладываем металлическую перемычку. В качестве последней используем отрезок аналогичного стержня.
Фиксация заготовки в тисках
2 С помощью тисков фиксируем подготовленную к сварке заготовку.
Шаг №3 – сварка и первичная обработка
Сварочные работы окончены
1 Перемычку прихватываем на пару точек и вынимаем из тисков. Хорошенько провариваем конструкцию.
Нужно отжечь сварку
2 Чтоб не думалось, отжигаем сварочные швы.
Шаг №4 – обработка на токарном
Обработка первой части
1 Для обработки использовался резец ВК-8. Выставляем заготовку. Для этого пришлось её немного обработать напильником.
Выставляем и торцуем
2 Переворачиваем изделие. Выставляем и торцуем заготовку.
Зажимаем и обрабатываем
3 Зажимаем и обрабатываем на чистовую.