При поиске надежного, долговечного и экологически чистого материала для домашнего водопровода многие останавливают свой выбор на медных трубах. Однако обеспечить качественную, герметичную и прочную стыковку частей такого трубопровода позволяет только термический способ – пайка. Разберем, каковы особенности этой технологии, как правильно при этом применяется специальная горелка для пайки, какие виды ее существуют, как правильно ее подобрать для конкретных условий, и из каких главных этапов состоит процедура стыковки.
Ручная газовая горелка для пайки медных трубок в быту Источник siteapi.org
Пайка медных труб – особенности, необходимые приспособления
Суть пайки отрезков медного трубопровода сводится к предварительной подготовке краев соединяемых труб, заполнению зазора между ними специальным сплавом-припоем, последующим нагревом и очисткой поверхности. При этом в отличие от сварки, когда сам материал соединяемых конструкций плавится и за счет этого образует единую структуру, стыковка происходит за счет другого состава. Температура его плавления всегда ниже, чем у материала труб.
Процедура пайки в зависимости от применяемой температуры классифицируется на 2 основных типа:
- 600-900 °C. Для разогрева сплава применяются профессиональные горелки, производящие высокотемпературное пламя. Работают они на пропане, бутане, ацетилене и кислороде. Способ подходит для монтажа трубопроводов, функционирующих под большими нагрузками.
- Не более 500 °C. Метод используется для пайки на основе мягкого и твердого припоя в бытовых условиях. Для достижения необходимого уровня нагрева применяют обычные газовые горелки или электрические паяльники.
Пайка медного трубопровода твердым припоем Источник plavitmetall.ru
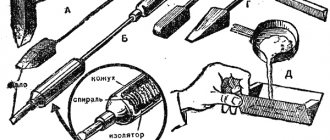
Традиционно для пайки медных труб применяются газовые горелки, которые независимо от назначения и конструкции, как правило, состоят из следующих основных рабочих узлов:
- Приборной головки.
- Редуктора.
- Форсунки.
- Регулятора подачи газа.
- Крепления для баллона.
Вещество, связывающее края труб в процессе термической обработки, называется припой. Есть две основные его разновидности:
- Мягкий. Имеет форму проволоки, сечением от 2 до 6 мм.
- Твердый. Представляют собой стержни, отличающиеся не только более высокой температурой плавления, но и лучшими рабочими характеристиками – позволяют трубопроводу выдерживать больший напор.
В состав припоя могут входить различные виды металлов – олово, цинк, медь, свинец, серебро, а также фосфор. Также для осуществления качественной равномерной пайки обязательно применяется флюс. Это могут быть как отдельные вещества в виде смол, канифоли, воска, так и готовые смеси на базе хлорида цинка, борной и соляной кислоты.
Перед началом процедуры пайки трубки необходимо правильно подготовить Источник ytimg.com
Помимо основного инструмента – газовой горелки – для монтажа трубопровода потребуются дополнительные приспособления для подготовки краев труб к стыковке – снятия фасок, расширения, зачистки, нарезки и проч.
Совет! Самым распространенным материалом для пайки является ПОС – припой оловянно-свинцовый. Температура его плавления всего 180 °C. Однако если требуется создать максимально прочный стык, лучше использовать составы на базе меди, фосфора и серебра. Образуемый с его помощью шов обладает одинаковым с медной трубой коэффициентом расширения и выдерживает нагрев до 200 °C.
Смотрите также: Каталог компаний, что специализируются на инженерных системах (отоплении, водоснабжении, канализации и прочих) и сопутствующих работах
Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.
Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Особенной популярностью пользуются самофлюсующиеся припои из меди и фосфора с добавлением серебра. Такие вещества имеют улучшенные показатели деформации, они достаточно жароустойчивы (вплоть до 200°С), текучи, не провоцируют возникновение коррозии соединяемых элементов. Кроме того, такие соединения экологически безопасны. Благодаря присутствию в составе фосфора температура плавления меди уменьшается до 750°С; кроме того, эта смесь характеризуется одинаковыми температурными коэффициентами расширения с медью, а значит, конструкция не будет испытывать перегрузок в местах наложения швов.
Разновидности
В зависимости особенностей сооружаемого трубопровода, пайка меди газовой горелкой может осуществляться в разных условиях. Поэтому для разогрева могут применяться приборы с различающимися рабочими характеристиками. Прежде всего, данное оборудование классифицируется по температуре пламени и сфере применения на 2-е основные категории:
- Бытовые. Температура пламени не превышает 1000-1500 °C. Характеризуются низкой стоимостью, но и ограниченным функционалом.
Пайка медного трубопровода бытовой газовой горелкой Источник stroy-podskazka.ru
- Профессиональные. Пламя разогревается до 2000 °C. Более дорогие модели, рассчитанные на большие объемы работ.
По составу применяемого газового топлива приборы подразделяются на 3 разновидности:
- Пропановые. Пламя питается газом пропаном. Наиболее распространенные модели. Отличаются универсальностью, интенсивностью пламени, пьезо-поджигом, экономичным расходом топлива.
- МАРР-газовые. Пламя горелки отличает высокой температурой, однако более сдержанным воздействием на материал труб, что эффективно отражается на качестве спайки.
- Ацетилен-кислородные. Образуют высокотемпературное пламя. Применяются в промышленных объемах – для монтажа магистралей. При неправильном обращении возможен пережог материала.
Кроме того, горелки различаются по модификации источника топлива на 2-е категории:
- С одноразовыми баллонами.
Газ для пайки медных труб поступает из съемного баллона одноразового применения. Топливом выступает пропан, а также ацетилен и прочие газовые смеси. Регулировка подачи производится путем подкручивания вентиля на рукоятке.
Для небольшого объема работ удобнее использовать ручную горелку с одноразовым баллоном Источник specinstrumenta.ru
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.
Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.
Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Правила выбора
При выборе горелки для пайки меди и медных труб твердым или мягким припоем необходимо учитывать следующий ряд критериев:
- Мощность. На нее влияет и температура, и интенсивность пламени, и возможность регулировки скорости горения. Параметр задается толщиной стенок, диаметром труб и объемом работ.
- Вид применяемого газового топлива и его доступность в конкретных условиях применения. Также должна учитываться возможность смены типа применяемого газа – например, переход с ацетилена на пропан и наоборот.
- Назначение. Горелка может использоваться далеко не только для пайки, но также и резки, и плавки металла, что существенно расширяет ее универсальность.
- Вид обрабатываемого материала. На практике часто приходится соединять не только медные, но также бронзовые, латунные и стальные трубы и арматуру.
Важно! Процедура пайки сопряжена с высокотемпературной обработкой. Вероятность получения ожога при этом максимальна. Поэтому перед началом работы необходимо удостовериться, что все необходимые технические требования и правила техники безопасности будут соблюдены безукоризненно.
Во время пайки нужно соблюдать технику безопасности Источник ytimg.com
Выбор горелки
Инструмент следует выбирать в зависимости от предполагаемой сферы использования (коммерческого или в частном порядке), применения (пайки изделий, разрезания, прогревания, термической обработки, проведения работ на ветру), предпочитаемой фирмы (на рынке представлены изделия известных и не очень производителей из многих стран) и финансовых возможностей. Разумеется, чем больше цена, тем обычно выше качество горелки, но для частного пользования бывает достаточно и не очень дорогого инструмента.
Характеристики горелки, на которые надо обратить внимание при выборе:
- вид горелки — с инжектором или без него;
- мощность инструмента — чем больше, тем лучше;
- на каком топливе будет работать горелка — пропане, ацетилене и т.д.; некоторые горелки могут работать с несколькими видами газовых смесей, но они менее надёжны;
- назначение — для пайки, резки и т.п.;
- материалы, с которыми этой горелкой можно работать.
Этапы пайки медных труб
Есть несколько основных правил, как паять медные трубки газовой горелкой, – это:
- Перед началом проведения процедуры требуется очистить поверхность соединяемых краев от пыли, грязи, краски и т. п., не используя при этом средства, образующие мелкие дефекты.
- Поверхности перед нанесением припоя обрабатываются флюсом – для предотвращения образования пор в шве, адгезии и лучшего плавления сплава.
- Прогрев всех сцепляемых элементов должен осуществляться равномерно, чтобы избежать недо- или перегрева, тем самым ухудшив качество стыка.
- Между поверхностями внутренней и наружной стенки соединяемых краев должен оставляться зазор порядка 25-125 мкм.
- По окончании пайки во избежание развития коррозионных процессов с поверхности обязательно удаляется флюс.
Нюансы технологии
Флюсы для паяния меди используют далеко не всегда. В них нет потребности, если технология подразумевает нагрев до высокой температуры. Обычно они необходимы, когда планируется пайка низкотемпературного типа с припоем. Кроме того, в продаже есть модификации, предназначенные для паяльных работ высокотемпературного типа.
Его компоненты отличаются назначением. Применение флюса обеспечивает простоту пайки, способствует улучшению качества ее результата. Он является мерой профилактики попадания в места стыков инородных элементов. За счет этого исключается вероятность образования пор в ходе паяния.
Флюсы активно вступают в химические реакции с окислами. Они неактивны к элементам припоя. При нагревании они начинают плавиться раньше меди, но не контактируют с ней. Что касается вида расходного материала по типу производства, то, помимо промышленного формата, паяльный флюс бывает самодельным. Например, для этого можно растворить канифоль в пальмитиновой, стеариновой и олеиновой кислотах.
Видео описание
Видео-инструкция по пайке медных труб газовой горелкой:
Пайка мягким припоем осуществляется по следующему алгоритму:
- Подготавливаются и соединяются края трубных отрезков.
- На место контакта наносится флюс.
- С помощью горелки прогреваются концы трубок.
- Как только флюс изменит цвет, в место стыка вводится край проволоки-припоя.
- По мере расплавления сплава для более равномерного заполнения конструкция по возможности прокручиваются вокруг своей оси.
- По завершении процедуры металлу дают остыть, после чего остатки флюса удаляются с его поверхности.
Пайка медных трубок газовой горелкой твердым припоем осуществляется аналогичным образом. Единственный отличный момент в технологии – необходимость предварительного разогрева тугоплавкого сплава-припоя, чтобы он мог приобрести нужное состояние пластичности.
На заметку! Одной из самых распространенных ошибок в ходе пайки является неправильный выбор припоя. По возможности сплав должен иметь аналогичные физико-химические свойства, что и сама соединяемая конструкция. Прежде всего это касается коэффициента температурного расширения металлов. При их большой разнице шов со временем начнет деформироваться и даст течь.
Схема выполнения припайки труб из меди
1. Обрезать труборезом отмеренный отрезок медной трубы. 2. Фаскоснимателем обработать обрезанный край трубы. 3. Подготовленный край трубы расширить труборасширителем. 4. Выполнить предварительную стыковку труб без паяния для сверки размеров. 5. Прикрепляемую поверхность обработать флюсом. В случае высокотемпературного паяния флюс не применяется. 6. Далее, аккуратно выполнить однородный прогрев прикрепляемых поверхностей посредством горелки или фена. Чаще всего нагрев осуществляется в течение 5 минут. 7. Присоединить слой припоя к нагретой поверхности, на которой припой должен начать расплавляться. 8. Удалить оставшийся флюс после остывания припоя с помощью воды и влажной ткани.
Коротко о главном
Применение газовой горелки для соединения медных труб позволяет создать прочный неразъемный стык. В быту процедура выполняется при низкой температуре пламени – не более 500 °C, в промышленных масштабах – порядка 900 °C. Веществом, выступающим в роли соединителя между краями труб, является специальный сплав-припой. В его состав входит олово, свинец, цинк, медь и другие элементы. Он может быть мягким и твердым. Помимо него также требуются флюс. Его задача – повысить адгезию, и создать равномерный шов.
Газовые горелки для пайки медных труб классифицируются по нескольким признакам:
- Температуре пламени и области использования – на бытовые и профессиональные.
- Составу газового топлива – пропановые, ацетиленово-кислородные и на МАРР-газовые.
- Типу источника газа – с одноразовыми баллонами и стационарными.
При выборе горелки необходимо учитывать мощность, тип газового топлива, набор выполняемых операций и тип материала, для обработки которого они предназначены. Процедура пайки может выполняться как на мягком, так и на твердом припое, но при строгом следовании специальным правилам и технологии.
Сферы применения
Применение газовой горелки весьма обширно:
- Горелка применяется для пайки проводки или различных кабелей, ремонта крупной электроники. Пайка алюминия газовой горелкой проводится достаточно часто, что связано с низкой температурой плавления этого материала.
- Применяется устройство для ремонта различных конструктивных элементов автомобиля. Примером можно назвать случай, когда повреждается радиатор, изготавливаемый из плавкого сплава. За счет воздействия высокой температуры течь можно устранить.
- Пайка медных трубок может проходить при применении газовой горелки. Выполняются ремонтные работы. Устройство применяется и во время монтажа различных конструкций, к примеру, для отпуска металла.
- Некоторые сплавы обладают повышенной плавкостью. Соединение металлов, к примеру, меди может проходить с применением горелки. Достаточно провести разогрев металлов и соединить их механическим способом. После остывания материала может получиться качественное соединение.
- Устройство может применяться в случае, когда нужно провести время на природе в зимний период. Использовать ее можно для того, чтобы разогреть костер или опалить дичь, разогреть инструменты или выполнить другую работу.
Пайка ацетиленовой горелкой
Несмотря на достаточно большое распространение горелки, в большинстве случаев она применяется для пайки различных сплавов. К примеру, пайка латунью проводится с применением газовой горелки. Стоит учитывать, что существует достаточно большое количество разновидностей устройства, каждая обладает своими определенными особенностями.
Пайка меди своими руками в домашних условиях
Мягкие металлы довольно сложно поддаются термической обработке. Пайка меди, латуни и бронзы в домашних условиях чаще всего выполняется твердым припоем, хотя иногда используются специальные пасты.
Инструменты для пайки
Перед началом работы нужно подготовить специальные инструменты и приспособления для пайки медных соединений. Вам понадобится:
- Газовая или кислородная горелка для пайки меди (с азотом, ацетатом и т. д.);
- Припой (для капиллярной пайки согласно ГОСТ Р 52955-2008);
- Щетка (жесткая, но не металлическая) и абразивная бумага для зачистки медных соединений;
- Фитинги или другие соединяемые элементы;
- Паяльный флюс.
Нужно отметить, что если работа производится на трубных соединениях, то еще может понадобиться фаскосниматель, расширитель, специальное устройство для резки. Все эти приспособления можно найти у профессионального сантехника, чтобы не покупать их.
Фото — горелка
Горелки для меди бывают: профессиональными (для работы с твердыми припоями), для разогрева труб и пайки мягкими пастами, полупрофессиональными или комбинированными. Также есть специальные фены, которыми производится мягкая пайка. Они позволяют быстро разогреть место стыка температурой до 650 градусов.
Припои бывают:
- Твердые. Они представлены стержнями определенного диаметра, который подбирается исходя из определенного зазора при соединении. Используется при соединении меди с железом в системах водоснабжения, подвода газа и системах кондиционирования. Этот припой может быть с фосфором или серебром;Фото — твердый припой
- Мягкие могут быть как в виде пасты, так и тонкой проволоки до 3 мм диаметром. Они производятся со свинцом, оловом. Также иногда процесс осуществляется ортофосфорной кислотой.
Также для соединения медных сплавов обязательно нужно использовать флюс.
Он выполняет несколько полезных функций: способствует лучшему растеканию припоя по металлу, защищает место обработки от кислородной пленки, очищает шов от окиси.
Флюсы бывают с бурой (для различных высокотемпературных припоев), применяется для среднеплавких соединений золота, меди, бронзы, чугуна, нержавейки. Внешне они выглядят как паста, наносятся специальной кистью.
Фото — флюс-паста
Щетки и абразивные листы (наждачная бумага) нужны для того, чтобы после окончания работ удалять с места шва остатки припоя. Фитинги подбираются исхода из потребных соединений (они могут быть разветвляющими, угловыми, изогнутыми и т. д.).
Фото — паяльник
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы;Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен.Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Мощность газовой горелки при сварке меди
Мощность газовой горелки при сварке цветных металлов и сплавов на основе меди, существенно отличается от мощности при сварке чёрных металлов. Связано это с тем, что теплопроводность у меди значительно выше, чем у стали. Если сварка выполняется без предварительного подогрева, то мощность горелки определяется по формуле:
W=(190…225)s, л/ч
Если сварка происходит с предварительным подогревом, то мощность будет меньше:
W=(125…150)s, л/ч
При сварке медных листов большой толщины рекомендуется общий предварительный подогрев до температуры 400-500°C и мощность горелки находится по формуле:
W=(100…150)s, л/ч
В этих формулах W — мощность горелки, приведённая к расходу ацетилена в час s — толщина свариваемых листов, мм.
Сварка
Рассмотрим, как осуществляется трубная пайка меди и своими руками:
- Любая технология подразумевает подготовку трубы. Вам понадобится обрезать коммуникацию до нужного размера и обработать концы фаскоснимателем. Это нужно для того, чтобы следующий элемент при соединении не повредился и получилось максимально жесткое сцепление деталей;
- На край трубы из меди наносится флюс для пайки, его же намазывают на фитинг или другую трубу. После нужно аккуратно вставить коммуникации друг в друга. Если распайка производится самофлюсующимся припоем или электродом, то флюс можно не использовать;
- В стык вставляется выбранный припой. Нужно отметить, что если используется паста, то её нужно наносить после флюса. Под воздействием определенной температуры вещество начнет плавиться, заполняя собой свободное пространство в трубе. Очень важный момент: на припой нельзя воздействовать прямым огнем, он должен расплавиться только от тепла разогретой трубы; Фото — пайка с припоем
- Если используется лужение, то флюс и припой наносятся очень тонким слоем, иначе в противном случае, на месте пайки образуется некрасивый объемный шов. Если осуществляется ремонт замков или радиодеталей (usb, контактов), то это может нарушить процесс работы элемента;
- После окончания нагрева инструмент убирается. В этот момент трубу нельзя двигать – соединение еще слишком пластичное, при повороте металлических отводов можно повредить крепление. Остывают медные трубы естественным путем;
- Остается только удалить остатки припоя или флюса щеткой, абразивной бумагой или кистью. Место стыка не рекомендуется переохлаждать первые сутки, когда процесс застывания металла не завершен. Фото — после зачистки
Купить все необходимые инструменты, которыми производится пайка бронзы или меди, можно в любом электрическом магазине, цена зависит от категории. Горелки стоят от 3 долларов до нескольких десятков, стоимость припоя начинается от 5 у. е., флюса – от 3.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.
Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.