Предприниматели в районах произрастания лесов и заготовки древесины справедливо полагают, что деревообработка и изготовление столярных изделий могут создать стабильный доход, как бизнес. Индивидуальные застройщики рассчитывают на значительную экономию средств, приобретая малогабаритное доступное деревообрабатывающее оборудование, например, станок для изготовления вагонки.
Решение вполне разумное, если учесть, что переработка древесины в столярные изделия увеличивает её стоимость минимум в два раза, а применение в облицовочных работах деревянной вагонки становится всё более актуальным и популярным способом отделки жилья и вспомогательных строений.
Станок для производства столярных изделий может быть приобретён, собран из комплектующих под планируемые объёмы и даже изготовлен самостоятельно.
Прежде чем заняться подбором оборудования либо его изготовлением, необходимо общее понимание вопроса на примере промышленного изготовления облицовочной доски.
Технология промышленного производства вагонки
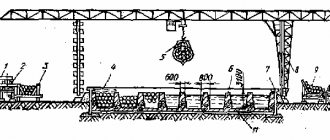
Процесс изготовления вагонки в промышленных объёмах предполагает ряд подготовительных и технологических операций, правильно подобранного комплекта оборудования, складирования и хранения сырья и продукции, соблюдения условий техники безопасности:
- Дерево (хлысты) распускается на обрезную доску толщиной от 15 до 25 мм, шириной до 150 мм, – размерность определяется предполагаемым сортом вагонки. Распиловка производится на дисковых либо ленточных пилорамах;
- Доски доводятся до нормативной влажности в сушильных агрегатах, камерах и помещениях различными способами. Сушка необходима для минимизации отходов, рисков искривления и растрескивания пиломатериалов;
- По достижении нужной влажности доски сортируются по качеству, для производства вагонки материал отбирается второго и выше сорта;
- Станок для вагонки предполагает обработку доски одновременно в четырёх плоскостях с созданием заданного профиля. Выборка и резка древесины происходит с использованием фрез и ножей различных форм и размеров, обычно заменяемых и позволяющих варьировать различными конфигурациями профилей;
- Готовые изделия осматриваются и затем проходят доработку: большие сучки и дефекты древесины вырезаются. При этом уменьшается длина ламели, но повышается её сорт, а значит, и отпускная цена.
Выбор породы древесины
Для производства вагонки используют древесину хвойных и лиственных пород. В качестве хвойных пород используют сосну, ель, лиственницу, кедр, пихту. Продукция из лиственных пород деревьев широко представлена изделиями из липы, ольхи, дуба, ясеня, осины.
Ель
Еловые панели обладают повышенной пластичностью и мягкостью. Эти свойства используют при изготовлении вагонки, для отделки криволинейных элементов интерьера. Мягкость древесины положительно влияет на плотность соединения панелей. Поверхность еловой доски ровная, гладкая. Текстура древесины четкая, без размытости.
Недостатком еловых изделий является повышенный уровень впитывания влаги (гигроскопичность), появление смоляных подтеков, низкая биологическая стойкость. Ель подвержена быстрому гниению, разрушению вредными насекомыми. Еловые изделия требуют проведения обязательной обработки защитными средствами.
Сосна
Сосновая вагонка своими руками является наиболее распространенным хвойным пиломатериалом. Сосна отличается повышенной прочностью, легкостью, низкой стоимостью. Сосновая древесина обладает красивым узором и нежным золотистым оттенком. Наиболее ценные разновидности сосны обладают красно-бурым цветом.
В природе насчитывается до 200 видов сосны. При этом дерево растет только в Северном полушарии.
Наличие большого количества смолы благотворно влияет на окружающую обстановку. Эфирные масла способствуют длительному сохранению приятного хвойного аромата в помещении. Запах сосновой древесины оказывает успокаивающий целебный эффект.
Недостатком сосны является появление смоляных подтеков в течение длительного времени.
Лиственница
Отличается высокой прочностью, водостойкостью и плотностью. Изделия из этой породы отлично противостоят вредным насекомым, грибковым паразитам.
Вагонка из лиственницы отличается длительным сохранением своих физических свойств. Изделия из этой древесины имеют четкий рисунок дерева. Большое количество эфирных веществ благотворно влияют на нервную систему.
Это интересно! Корневая система лиственницы способна развиваться в слое песка толщиной всего один сантиметр.
Яркий красноватый оттенок выгодно отличает лиственницу от других пород деревьев.
Множество положительных качеств вызывают значительное повышение стоимости лиственничных изделий.
Кедр
Кедровые изделия имеют высокую прочность и долговечность. Большое содержание эфирных масел вызывают приятных хвойный аромат. Целебные качества кедра хорошо известны с давних времен.
Вагонка своими руками из кедра обладает высокой стойкостью к вредным насекомым и болезнетворным бактериям. Широкое использование кедровой древесины ограничивает высокая ценность кедра.
Берёза
Заготовки из берёзы легко поддаются изготовлению вагонки. Берёза обладает умеренной твёрдостью, однородной плотностью, легка для обработки. Из-за своей фактурной поверхности берёза предпочтительна при изготовлении вагонки для облицовки стен внутри помещений.
Осина
Мягкая древесина содержит незначительное количество сучковатых включений. Доски из осины стойки к деформации и сохраняют свои прочностные свойства во влажной среде. Качество вагонки из этого материала очень высокое.
Липа
Отличается высокой прочностью и водостойкостью. Липовая древесина имеет красивый рисунок, приятный светлый оттенок. Изделия из липы легко поддаются механической обработке.
Ольха
Изделия из ольхи имеют повышенную прочность, водостойкость, звукоизолирующие свойства.
Это интересно! Корневая система ольхи способна насыщать грунт большим количеством азота. Это позволяет расти дереву в самых трудных условиях.
Большое количество полезных эфирных веществ благотворно влияют на здоровье человека.
Дуб
Относится к деревьям с повышенной ценностью древесины. Вагонка своими руками из дуба отличается высокой прочностью, твердостью, значительным весом. Большое количество положительных качеств влияет на стоимость продукции из дуба.
Условия и требования к производству вагонки в небольших объёмах
По принципу масштабного промышленного предприятия создаются и мини-производства облицовочной доски.
Базовые условия:
- Производственное помещение должно быть отдельным и соответствовать санитарным нормам;
- Шум станков должен быть минимальным, особенно если мини-цех устраивается в строении с рядом проживающими людьми;
- Древесная пыль – повышенный источник возгорания, что должно быть учтено при организации производства;
В зависимости от мощности оборудования и станков могут возникать непредусмотренные нагрузки на электропроводку, расчёт проводки надо производить с запасом.
Какой бы станок для изготовления вагонки не использовался, должны соблюдаться основные требования:
- Доска в производстве должна быть только обрезной, размеры по толщине и ширине досок должны быть одинаковы;
- Помимо основного станка, необходимо иметь в комплекте оборудования двухсторонний рейсмус либо, как минимум, фуговальный станок;
- Обязательно следует пропустить через рейсмус с двух сторон широкие плоскости всех досок;
- Влажность доски-заготовки не должна превышать 24 %, в противном случае её необходимо досушить под навесом с вентиляцией.
С чего начать
Для создания прибыльного бизнеса важно изучить строительный рынок в регионе, насколько высок спрос на деревянную облицовку. Для предварительного просчета себестоимости товара нужно знать действующие цены на рынке
При составлении бизнес-плана необходимо проанализировать количество деревообрабатывающих цехов в районе. Если их достаточно много, то еще одно предприятие не сможет обеспечить себя работой. Стоимость сырья в данной области должна быть невысокой, чтобы обеспечить конкурентоспособные цены.
Основным сырьем для вагонки станет доска, качество которой регулируется ГОСТом. Для производства используется древесина разных пород (сосна, лиственница, липа, ольха и другие).
Цех
Для деревообрабатывающего цеха подойдет отдельное помещение. Лучше, если цех будет удален от жилых районов, поскольку распил дерева создает много шума и пыли. К этой отрасли применяются жесткие требования Санитарной службы, и их придется соблюдать. Основные нормативы и правила работы указаны в СанПин 2.2.3.1385-03. Также должны соблюдаться противопожарные требования.
Второй важный вопрос — электропроводка в помещении. Станки для распила обладают высокой мощностью и создают большую нагрузку на провода. Дерево очень горючий материал, поэтому не стоит экономить на проводке и электропитании, их состояние должно быть идеальным.
Помимо станков в цеху должна разместиться сушильная камера. И отдельный склад готовой продукции.
Сырье на вагонку
Виды вагонки
Деревянная вагонка изготавливается со следующими видами профиля:
- Профиль « Стандарт» является базовым, по сечению напоминает трапецию. На поверхности обшитой стены нет зазоров и щелей, но видны небольшие углубления в местах стыков деталей, которые образуются из-за скошенных углов планок. Вызывает много нареканий из-за деформации после сборки.
- «Европрофиль или евровагонку» изготавливают по западноевропейскому стандарту DIN 68126/86. К этому виду профиля регламентируют строгие требования к влажности древесины. Панели оснащены вентиляционными отверстиями. Несмотря на более высокую цену, по сравнению со стандартной облицовкой, широко используется для отделки.
Евровагонку выпускают следующих видов:
- профиль «Штиль» обладает более закругленными деталями и за счет этого переход на стыках вагонки выглядит более плавно. Профиль делают утолщенным до 25 мм. Используют для обшивки фасадов зданий, когда нужно создать имитацию бруса;
- «Блокхаус» имеет полностью закругленную лицевую часть. Благодаря этому после монтажа стена выглядит как собранная из бревен;
- «Ландхаус» один из самых дорогих видов профиля. Выполняется с рисунком или эффектом тиснения на лицевой стороне;
- Профиль « Softline» характеризуется отсутствием углов, подходит для саун;
- «Американка» отличается скошенным профилем деталей. Создается имитация сайдинга из натурального дерева.
Вся вагонка изготавливается из одной партии, проходит через один и тот же станок. Полностью готовые доски сортируются в зависимости от наличия на них сучков, трещин и других дефектов.
Классы (сорта) вагонки:
- экстра — идеально гладкая и ровная поверхность;
- «А» или 1 сорт — допустима небольшая шероховатость поверхности. Есть по 1 сучку на 1 погонный метр. Могут быть небольшие трещины и смоляные карманы;
- «В» или 2 сорт — много сучков, из них 2 могут выпадать. Допустимо наличие трещин и нескольких червоточин. Этот сорт подходит для окрашивания;
- «С» или 3 сорт — древесина низкого качества, подходит для черновых работ и обшивки технических помещений.
Непростая работа на простейшем станке
Разного рода рекомендации для начинающих столяров-станочников утверждают, что изготовление вагонки либо других изделий из дерева несложно и доступно любому новичку.
На практике несколько иначе: столярные работы сложны по определению, а с применением станков и специального инструмента ещё и опасны. Сначала необходимо изучить хотя бы в минимальном изложении теорию обработки древесины: направление волокон, виды соединений, сортность, твёрдость, свилеватость, дефекты и пороки.
Чем проще деревообрабатывающий станок для вагонки, тем большее вмешательство пользователя необходимо для его настройки и выставления параметров.
Общее ознакомление с работой станка надо проходить, сначала наблюдая за работой мастера и фиксируя даже незначительные нюансы установки и регулировки ножей, фрез, креплений и защитных приспособлений.
Особенности станков для обработки вагонки
От того на каком станке делают вагонку, зависит и цена готовых изделий.
Преимуществами приобретения такого оборудования являются:
- Организация своего бизнеса, что позволяет получать дополнительные средства. Материал можно изготавливать для собственных нужд и для продажи. В последнем случае средства, затраченные на приобретение оборудования, возвратятся быстрее.
- Существует возможность выполнять контроль за процессом и качеством панелей, которые получаются на выходе.
- Выполнение других операций на станках. На этом оборудовании, предназначенном для изготовления вагонки, можно изготавливать плинтуса, бруски и другие строительные изделия из древесины.
Станки, на которых выполняется производство вагонки, оборудование для нее, обрабатывает сырье из древесины, имеющей определенную ширину, одновременно с четырех сторон. В этом случае шлифуется нижняя и верхняя части заготовки, на боковых сторонах панели выполняются пазы или шипы, что зависит от выбранной конфигурации вагонки. На фото можно увидеть оба вида профилей.
Обработка торцов вагонки специальными фрезами
При формировании отделочного материала на производстве станки фиксируются достаточно жестко, при установке дома устройства обычно переносные, имеют небольшие размеры и массу. Оборудование легко можно установить в сарае, в гараже, а при необходимости его можно складывать или выдвигать.
Главными узлами станка для изготовления материала являются:
- Устройство для подачи сырья под обработку. От точности его работы, зависит параллельность плоскостей изделия.
- Узел для крепления фрез для обработки торцов. Главной характеристикой элемента является скорость, с которой вращается заготовка. Для получения качественной отделки оборудование должно иметь скорость вращения примерно 5 тысяч оборотов за одну минуту. Такой показатель соответствует станкам на крупных предприятиях.
Подготовка рабочего места
Все время внимание обращается на работу пилы, поэтому в процессе не должно ничего мешать под ногами и на столе с заготовками. Готовые изделия аккуратно укладываются с противоположной стороны от заготовок. Станок для вагонки в простейшем исполнении не предназначен для самостоятельной работы с длинными заготовками.
Самостоятельно удержать доску на выходе из фрезы с плотным прижиманием к линейке очень сложно, есть реальная опасность получения травмы из-за нарушения линейности на торцах и потребности в дополнительных усилиях.
Изготовление вагонки при помощи циркулярки
Изготовление вагонки при помощи циркулярки
Циркульная пила
Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.
Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.
Определяемся с размерами досок
Шаг 2. Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда — это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры. Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.
В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать
Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Вторую сторону опиливаем по линейке
Процесс опиливания по линейке
Фугование досок
Должно получиться следующее
Шаг 5. Простая вагонка имеет соединение в четверть, его можно сделать на обыкновенной циркулярке.
Соединение в четверть
Для этого нужно отрегулировать высоту стола пилы и ее расстояние до линейки. Как это делается? Для облегчения примера возьмем толщину доски 20 мм. Соответственно, четверть будет 10×10 мм.
Для этого можно использовать вот такую фрезу
- Отпустите крепление линейки и подвиньте ее к пиле. Расстояние между ними должно быть 10 мм, внимательно следите за параллельностью плоскостей. Закрепите линейку и проверьте правильность установки. Для этого пользуйтесь любыми отрезками, пропустите несколько для пробы.
- Отрегулируйте положение стола циркулярки таким образом, чтобы зубья пилы в максимальной точке располагались на высоте 10 мм.
После регулировки у вас высота пилы и ее расстояние до линейки должны равняться 10 мм. Если доски имеют иные параметры, то расстояния нужно корректировать в соответствии с ними.
Шаг 6. Начинайте делать соединение в четверть. Первый проход – доска плашмя, боковая поверхность плотно прижимается к линейке. После завершения на доске имеется пропил по всей длине.
Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Важно! Не прижимайте доски около пилы рукой, пользуйтесь деревянным бруском. Чтобы он не соскальзывал с торца доски, пропилите углубление — оно должно одновременно упираться о доску сверху и в торец. В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
Шаг 7. Установите доску на ребро, пропил должен быть со стороны линейки, выпиливайте четверть. Сразу же убирайте со стола отрезанную рейку, не засоряйте рабочее место.
Шаг 8. Поверните доску на 180° и повторите операцию с другой стороны. Вагонка должна иметь зеркальное расположение четвертей. Если с одной стороны углубление располагается сверху, то с противоположной оно должно быть снизу. Во время установки вагонки соединения ложатся внахлест и закрывают стыки.
Получилась вот такая вагонка
Шаг 9. Если есть возможность, рекомендуется видимые боковые грани отфрезеровать ручной фрезой. Подберите понравившийся профиль фрезы, прочно закрепите доску в вертикальном положении и сделайте проход инструментом. Как работать с ручными фрезами — подробно описано в инструкции производителя. Кстати, наличие ручной фрезы значительно расширяет возможности, такой инструмент рекомендуется иметь всем, кто занимается столярными работами.
Работа ручным фрезером
Если вы пользуетесь исправными пилами с победитовыми напайками, а станок обладает достаточной устойчивостью, то при изготовлении такой простой вагонки можно полностью обойтись без рейсмуса и фрезера. Правильно подобранные обороты пилы и оптимальная скорость подачи обеспечивают неплохую чистоту обработки поверхности. При необходимости последнюю можно в некоторых местах обработать шлифшкуркой или шлифовальной машинкой, и внешние поверхности вагонки по качеству будут вполне удовлетворительными.
Осталось взять отходы и напилить реек. Причем рейки необязательно делать такими же длинными, как и вагонки. Другими словами, доски сами по себе, рейки сами по себе. Места стыков реек никто не заметит. Рейки следует пилить тоньше, чем наши пазы. Рейки все равно будут прекрасно держаться в пазах за счет своей естественной кривизны. И, конечно, рейки просто пилятся. Их не надо строгать, тем более, что это крайне опасная затея. При использовании хорошей пилы рейка и так будет достаточно гладкой
Вот так выглядит потолок погреба, отделанный такой вагонкой
Теперь рассмотрим, как можно самостоятельно изготавливать евровагонку.
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Комплектация станка
Собрать станок для вагонки из отдельных комплектующих возможно, лишь обладая необходимыми техническими навыками. Составные части станка для домашнего применения:
- Станина: представляет собой тяжёлый каркас с высокой устойчивостью и расположением центра тяжести внизу рамы;
- Стол для поддержания вагонки из массивной стальной плиты с отверстиями для фрез и шпинделей;
- Двигатель до 5 кВт с передачей от 5000 оборотов в минуту для повышения чистоты строгания;
- Прижимные ролики для удержания заготовки в нужных плоскостях;
- Ножевой вал;
- Защитный кожух вращающихся частей;
- Блок включения с кнопкой наружного исполнения;
- Заземление и защитный металлорукав для электропроводки.
Ручное устройство из угловой шлифмашинки
Если в хозяйстве имеется «болгарка», то лучшего приспособления для ручной дисковой пилы не найти. Не знаете, как сделать пилу дома из столь популярного инструмента? Не отчаивайтесь, ведь ее изготовление подразумевает лишь обеспечение скользящего упора и осевой рукоятки к уже имеющемуся агрегату. Скользящий упор включает в свою конструкцию два отрезка металлического уголка небольшого сечения, расположенных с двух сторон пильного диска. При помощи болтов и гаек уголки соединяются с передней и задней стороны поперечной связкой, а технологический зазор между боковинами упорной конструкции и рабочим элементом будет обеспечен шайбами.
На болгарку необходимо надеть металлический ленточный хомут так, чтобы его винтовая стяжка была расположена снизу, а уже к ней фиксируется полоска оцинкованного металла с отверстием под скользящий упор, сложенная вдвое. В принципе, специальный хомут со стойкой может делаться как единое целое, но в таком случае толщина металлической полоски в идеале будет не менее полутора миллиметров. Далее в корпусе редуктора будущей циркулярки придется делать пару отверстий для болтов, для чего он разбирается, и определяются точки сверления. Через проделанные отверстия прикрепляется осевая рукоятка для циркулярной пилы, собранной из болгарки, так как имеющаяся ручка не позволит осуществить качественный пропил, даже если мастер обладает недюжинной физической силой.
Осевая рукоятка, которой будет снабжаться циркулярка из болгарки, изготавливается из металлического прута или трубки. Конструкция по форме может представлять собой поперечную скобу либо своеобразный рог. Концы металлической детали, которыми рукоятка крепится к редуктору, снабжаются отверстиями под крепежи. Здесь есть один важный момент: концы нельзя расклепывать, чтобы исключить прогиб рукоятки в процессе работы циркулярки, собранной своими руками. Также необходимо изготавливать регулировочную штангу из отрезка металлического прута (4 – 6 мм), для чего один конец загибаем в петлю, немного расклепываем и формируем отверстие под передний болт упора. Равномерность зазора, как обычно, регулируем шайбами.
На другом конце штанги нарезается резьба, благодаря которой она соединится с рукояткой. Предварительно на резьбу накручивается одна гайка, а после сборки конструкции – вторая. Подтягивая и опуская гайки данного приспособления для самодельной ручной циркулярной пилы, регулируется глубина реза. Вот так в домашних условиях можно переделать болгарку в полноценный дисковый инструмент, предназначенный для резки различных материалов. К слову, переделывая циркулярку из дрели, можно добиться аналогичного результата.
Станки: популярность и доступность
Для производства облицовочной доски в небольших объёмах наиболее популярным, понятным в применении и доступным по цене считается четырёхсторонний станок для изготовления вагонки.
На нём можно изготавливать евровагонку высокого качества с полной готовностью изделий за один проход. Кроме вагонки, возможен выпуск плинтусов и наличников.
Основные параметры выбора:
- Скорость подачи заготовок;
- Масса станка;
- Возможный вид сечения вагонки;
- Мощность;
- Количество шпинделей.
ZMM Haskovo 4PM 180/4
ZMM Haskovo 4PM 180/4 имеет все качества, чтобы понравится человеку, делающему первые шаги в деревообработке
Австрийский станок ZMM Haskovo 4PM 180/4 – идеальный выбор для новичков благодаря ряду следующих имеющихся у него достоинств:
- Удобная и простая в освоении система управления;
На фото продемонстрирован простой и понятный интерфейс станка Haskovo , который быстро осваивается оператором
- Относительно небольшой вес и размеры;
ZMM Haskovo 4PM 180/4 не нуждается в наличии большой свободной площади
- Высокое качество производимой продукции, не уступающее более дорогим и громоздким моделям.
Технические характеристики:
| Параметр | Значение |
| Допустимая ширина болванки | 0,7-18 см |
| Наименьшая длина болванки | 35 см |
| Скоростные возможности подающего механизма | 12 м в течение 60-и секунд |
| Количество оборотов, совершаемых шпинделем | 6000 в течение 60-и секунд |
| Мощность основного двигателя | 7500 Вт |
| Длина стола | 1,7 м |
| Уровень распространяемых звуков | 87 дБ |
| Масса | 1,9 т |
| Примерная цена | 300000-350000 рублей |
Профессиональные советы при выборе станка
Все станки проектируются под материал нормативной влажности. При наличии выбора примерно равных по главным характеристикам станков можно обратить внимание на признаки, по которым определяется лучшая модель для не очень качественного исходного материала, в том числе смолистого:
- Подающе-прижимные вальцы по всей длине или распределённая подача;
- Смазка на стол подаётся беспрерывно;
- Наличие приводных контрвальцов под станиной с возможностью настройки по высоте;
- Высокий, острый, шиповой профиль вальцов.
Вывод
Оборудование для изготовления вагонки своими руками может быть самым разным. Для серьезных намерений — небольшого бизнеса по изготовлению пиломатериалов — можно задуматься о приобретении четырехстороннего станка. Для домашнего пользования достаточно будет наличия универсального деревообрабатывающего станка или циркулярной пилы с возможностью установки фрез. Нелишним при этом будет рейсмус — он откалибрует и обработает заготовки. Для изготовления вагонки сложного профиля придется купить набор фрез, которые будут формовать шип/паз и края — снимая фаску разной формы.
Востребованные бренды
На рынке станков для обработки древесины высокая конкуренция и разнообразный ассортимент моделей по назначению, характеристикам и ценам. Российские станки не уступают импортным аналогам, часто предлагаются по более доступным ценам.
Старт 160
Станок для производства вагонки российского бренда только набирает популярность, но уже обладает рядом качеств, превосходящих конкурентов в своей нише:
- Быстрая регулировка размеров облицовочной доски в процессе работы;
- Быстрота вращения шпинделя гарантирует высокое качество товара;
- Мощный редуктор обеспечивает надёжность и точность изделий;
- Высокая система защиты;
- Точность шлифовочного процесса исключает биение инструмента.
BEAVER
Китайские четырёхсторонние станки фирмы BEAVER продаются на российском рынке довольно давно и успешно. Производитель постоянно модифицирует модели и подтверждает их высокое качество.
Все модели высокопроизводительны: скорость подачи материала составляет 60 м\мин без потери в качестве изделий. Кроме производства вагонки, доступна калибровка мелких деталей.
HASKOVO
Станок для производства вагонки болгарской компании – легко управляется, некоторые модели комплектуются пятью шпинделями. Выпускается в Болгарии и Австрии, имеет хорошую репутацию на европейском рынке.
Доступен для работы без специальной подготовки.
QUADRO
Опытный тайваньский производитель представлен на российском рынке большим количеством моделей с индивидуальными разноплановыми отличиями.
Для серьёзных производителей сконструирован станок для изготовления вагонки с максимальной скоростью подачи материала 190 метров в минуту.
Что такое вагонка
Первые пассажирские вагоны обшивали при помощи тонкой доски. Впоследствии профилированную отделочную доску стали называть вагонкой. Для изготовления вагонки предприятия применяют пять видов профилей:
- стандарт;
- штиль;
- европрофиль;
- американка.
Стандарт
Трапециевидное сечение вагонки со скошенными кромками под углом 300, с тыльной стороны имеет две продольные канавки. Тыльные канавки служат вентиляционными отдушинами. Одна боковая сторона вагонки имеет продольный паз. Другой бок доски снабжён выступом (шипом). Элементы облицовки соединяются между собой вхождением шипа одной полосы вагонки в паз другой доски.
Для наружного применения шип делают чуть уже паза. Под воздействием влаги атмосферных осадков шип, вставленный в паз, разбухает. Соединение становится практически неразъёмным.
Штиль
Доски такой модели вагонки имеют закруглённые продольные грани. Это является отличительной особенностью от «Стандарта». Штиль имеет также пазы, шипы и продольные вентиляционные каналы.
Сечение вагонки «Штиль»
Европрофиль
Стиль «Европрофиль» пришёл в нашу страну из стран Западной Европы. Отличительной чертой является более широкий шип. Облицованные фасады, из этого материала, имеют красивый вид с рельефными перепадами толщины древесины. Европрофиль часто называют евровагонкой.
Евровагонка
Американка
Название профиля говорит о стране происхождения. Скошенные грани вагонки создают впечатление, что доски уложены внахлёст. Профиль используют для облицовки фасадов домов и приусадебных построек.
Станок, как основа бизнес-планирования производства
В качестве примерного расчёта бизнеса можно взять станок «Старт 160», как наиболее доступный по стоимости при достаточной производительности и хороших технических показателях качества готовых изделий.
Четырёхсторонний станок для производства вагонки «Старт 160» стоит на сегодняшний день 350 тыс.р., цену можно считать лояльной.
Расчёты
Производительность станка следует планировать по средней скорости подачи материала, она для этой модели составляет 10 м\мин или 1 м2 готовой вагонки в минуту, что за 8-ми часовую рабочую смену составляет порядка 500 м2 готовой продукции. При односменной работе 260 дней в году валовой объём продукции составит 130 тыс.м2. В денежном выражении, при цене 150 руб. за 1 м2, валовой доход составит 20 млн.р.
Пока нет смысла производить сложные подробные расчёты с указанием всех составляющих ценообразования товара, но, при среднем показателе рентабельности, сумма чистого дохода будет составлять около 4 млн.р.
Даже уменьшив этот показатель вдвое, можно сказать, что бизнес на изготовлении вагонки может принести неплохую прибыль.
Затраты на станок для вагонки, в качестве основного оборудования, по среднестатистическим расчётным данным, составляют четверть расходов на организацию бизнеса.
При таком усреднённом подходе получается, что период окупаемости станка составит около года.
Дополнительное оборудование
Для точного расчёта бизнес-плана необходимо много дополнительных данных и конкретных цифр.
В части оборудования, для работы, вне зависимости от поставщиков пиломатериалов, надо добавить в комплект к станку сушильную камеру для заготовок древесины.
Ленточная пилорама с производительностью, подобранной под характеристики основного станка, поможет полностью исключить влияние поставщиков на ритмичность производства.
Расходы на приобретение сушилки и пилорамы примерно равны по стоимости основному станку каждая.
Примерные выкладки позволяют сделать предварительный вывод о рентабельности бизнеса. Станок для изготовления вагонки в этих расчётах выступает, как основание бизнеса, точка отсчёта остальных показателей.
Виды вагонки и их применение
Вагонкой называют группу облицовочных материалов. Она представляет собой тонкие обшивочные доски, которые производятся с крепёжными замками, что многократно упрощает монтаж. Спектр её применения очень широк. Это обшивка наружных и внутренних стен жилых и нежилых помещений, бань, беседок, свесов крыши — фактически любых плоскостей. Даже в интерьере жилых помещений вагонка смотрится стильно. Строители и обычные покупатели любят вагонку за простоту монтажа и аккуратный внешний вид.
Есть несколько подходов к классификации. Первый связан с материалом изготовления:
- Из дерева. Самая дорогая разновидность, производится из натурального дерева — ель, сосна, липа, ольха. Довольно тяжёлая, но выглядит очень презентабельно, может использоваться в современных интерьерах. Служит до 20 лет — подвержена гниению и воздействию вредных насекомых или грибков. Чтобы справиться с этой проблемой, вагонку из натурального дерева защищают лаком.
- Из МДФ — отходов деревообработки, спрессованных под высокой температурой и давлением. При прессовке выделяется лигнин — естественный древесный клей, который и скрепляет стружку. Отсутствие химикатов при производстве делает вагонку из МДФ совершенно безопасным материалом.
- Из пластика. Изготавливают из поливинилхлорида — прозрачной пластмассы, устойчивой к щелочам, кислотам и другим растворителям. Отличается более доступной ценой и большим выбором расцветок. Менее устойчива к механическим повреждениям, чем предыдущие разновидности. Не ржавеет и не гниёт, но быстро выгорает на солнце.
Вагонка — популярный облицовочный материал
Другой подход к классификации основывается на стандартах качества:
- «Обычная», выполненная по советским стандартам. Считается менее качественной. Строители критикуют её за склонность к деформации, слишком маленькие крепёжные замки, ворсистую поверхность и обилие сучков. Обычно не имеет защитного лакового покрытия, а значит очень подвержена гниению и короедам.
- «Евростандарт» по DIN68126/86. Этот стандарт разработан в Европе и предъявляет к качеству материала гораздо более суровые требования. У такой вагонки более крупные шипы или замки, монтировать её удобнее. Она более сухая (высушивается до 15%), поэтому не деформируется после установки. Лак защищает материал от короедов.
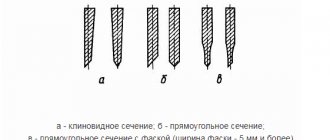
Виды фрез по дереву
В большинстве случаев, понадобятся не все фрезы, а только пазовые. Но для нанесения декоративных насечек могут пригодиться и другие. При покупке фрезы по дереву для изготовления вагонки нужно учитывать диаметр хвостовика. Для этого следует узнать, какими цангами укомплектован имеющийся ручной фрезер или станок. Чаще всего встречаются фрезы с диаметрами хвостовиков: 6,8 и 12 мм.
Дюймовые фрезы и обычные (с хвостовиками, измеряемыми в мм.) не являются взаимозаменяемыми. То есть, их нельзя вставлять в «миллиметровую» цангу, хотя кажется, что разница составляет всего лишь десятые доли миллиметра.
По конструкционным особенностям фрезы бывают:
- Монолитные – режущие кромки и хвостовик являются единым целым. Это самый дешевый и распространенный вид. Когда рабочие кромки тупятся, фрезы выкидывают.
- Со сменными режущими кромками, двусторонние ножи снимаются, их можно переворачивать другой стороной.
- Сборные – режущие элементы приварены (припаяны) к основному стержню.
- Для мягких пород древесины используют быстрорежущие сплавы, обозначаются буквами HM.
- Если обрабатываемая поверхность твердая, то используют твердосплавные виды сталей – HSS.
- Пазовые прямые фрезы – с их помощью можно получить прямоугольный паз, рабочая часть самой фрезы имеет вид цилиндра с режущими нижними кромками.
- Пазовые галтельные – похожи на пазовые прямые с закругленной рабочей кромкой, в результате форма паза получается в виде буквы «U».
- Пазовые галтельные V-образные – инструмент применяют для получения различных V-образных пазов, они отличаются по размеру паза и величине углов.
- Пазовые конструкционные – после фрезерования, паз имеет форму буквы «Т», перевернутую вверх ногами. Или «ласточкин хвост», – паз в виде равнобедренной трапеции, которая сужается к верху.
- Пазовые фасонные – нужны для создания фигурной резьбы, работы с кромками, паз напоминает воронку и другие симметричные элементы.
- Кромочные – отличаются тем, что предназначены для обработки торцов и кромок, часто в конструкции присутствует подшипник для работы по шаблону.
- Кромочные прямые – нужны для получения прямого угла между верхней плоскостью заготовки и торцевой части.
- Кромочные калевочные – для получения полукруглой кромки в виде волны, причем разной формы (в зависимости от того, какая часть режущей плоскости используется), в двойных фрезах может присутствовать регулировка зазоров между лезвиями фрезы.
- Кромочные фальцевые – позволяют выбрать прямоугольный паз, четверть на ровной либо криволинейной заготовке. Глубина обработки регулируется при помощи положения фрезера или диаметром упорного подшипника.
- Кромочные конусные – нужны для создания разного рода декоративных фасок, для работы с кромками перед их стыковкой с другими изделиями, и так далее.
- Кромочные галтельные – с их помощью получают полукруглые пазы, Для того, чтобы во время работы не было перекосов, в конструкции инструмента предусмотрено 2 подшипника.
- Кромочные фигурные (мультипрофильные) – для создания сложно-профильных боковых кромок, длина таких фрез больше, чем у обычных, для нормальной работы требуется мощный фрезер.
- Кромочные полустержневые – нужны для получения полукруглого выступа на торце.
- Комбинированные фрезы используются для создания шиповых соединений нескольких досок, как для угловых, так и для щитовых конструкций.
Более всего для работы понадобятся пазо-шиповые фрезы для вагонки. Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Есть разновидности пазо-шиповых обычных парных фрез и таких, которые предназначены именно для создания панелей вагонки. Последние отличаются тем, что позволяют одновременно протачивать паз/замок и скруглять кромки с лицевой стороны. Применяя обычные фрезы, можно делать плоские щиты из досок, например, для гаража, где декоративные фаски не нужны.
Комбинированные рамочные – это наборные комплекты, лезвия можно располагать на основной оси, в зависимости от того, какую работу предполагается выполнять. Имеют в своем составе: один или несколько упорных подшипников, стопорную шайбу-гровер и зажимную гайку.
Фигирейные – нужны для декоративной обработки кромок при создании филенок. Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.