Принцип работы инвертора
Как уже отмечалось, инверторы вошли в практику сварных работ не так давно, на исходе ХХ столетия. В основе работы аппаратов этого типа лежит принцип сдвига напряжения. Такое решение позволяет поднять силу и частоту тока. Надо отметить, что устройство инвертора, применяемого для работ – содержит довольно сложную схему, внутри которой реализуются нижеприведенные процессы:
Инверторные сварочные аппараты
- Переменный ток, подаваемый на инвертор, преобразуют в постоянный. Изменение параметров тока происходит в устройстве, который собирают с применением диодного моста.
- Полученный ток передается на инвертор, который играет роль генератора высокочастотных импульсов. В транзисторном блоке, происходит обратное преобразование постоянного тока в переменный. Но получаемый ток, обладает существенно большей частотой, чем тот, который поступает из сети питания.
- Ток высокой частоты поступает на трансформатор. Это устройство снижает напряжение и одновременно повышает силу тока. Так как трансформатор, который используют для работы с токами высокой частоты, имеет небольшие габариты, все это сказывается на габаритно-весовых характеристиках инвертора.
- После прохождения трансформатора, переменный ток, с новыми параметрами поступает на выпрямитель, где он снова трансформируется в постоянный, который и используют для сварки.
Сварка инвертором для начинающих
Надо отметить, что инверторные устройства, в отличие от устройств трансформаторного типа потребляет в два раза меньшее количество энергии. Кроме этого, параметры тока, который поступает из устройства, гарантируют то, что сварочная дуга будет иметь стабильный розжиг и горение во время сварки.
Сварочные выпрямители
Принцип работы выпрямителей несложен. Сперва устройства снижает напряжение сети 380В до напряжения холостого хода, потом преобразует переменный ток в постоянный. Контролируемый сварочный ток может быть использован во время сварочных работ. Главное отличие выпрямителя от трансформатора: первый использует для создания сварного шва постоянный ток, а трансформатор переменный. В остальных аспект оба вида сварочного оборудования можно назвать похожими. Некоторые сварщики даже утверждают, что выпрямитель – тот же трансформатор, только в применении более прост. Достоинство выпрямителя – возможность эксплуатации в любых условиях. Тот же инвертор не предназначен для работы в грязи и пыли, а для выпрямителя такие обстоятельства значения не имеют. Также он отлично подходит для выполнения сложных сварочных работ, таких как сварка нержавеющей стали или цветных металлов. В умелых руках дуга горит стабильно, что дает возможность делать ровные и аккуратные соединения. Большинство сварочных технологий могут быть использованы с выпрямителями: MMA, TIG, MIG или MAG. Еще один плюс – возможность, используя лишь один выпрямитель, создать несколько сварочных постов, что позволит одновременно работать нескольким специалистам. Тем не менее, у выпрямителей можно выделить три существенных недостатка:
- Большой вес. Это часто не позволяет перемещать оборудование самостоятельно.
- Высокая стоимость дополнительных элементов. Сам выпрямитель стоит не очень много, но полный комплект всего необходимого оборудования может обойтись в немалую сумму. Также необходимо приготовиться к высоким затратам электроэнергии.
- Необходимость наличия определенной сноровки работника. Новичкам будет не очень комфортно работать с таким аппаратом, но зато после постоянной практики с выпрямителем начинающий специалист совладеет с любым сварным оборудованием.
Лучший выбор для домашнего пользования. Чаще всего они также оснащаются функциям подзарядки аккумулятора автомобиля. Иногда в комплектации встречаются приспособления для подачи проволоки, которая требуется при сварке MIG/MAG (полуавтомат). Такие приспособления для сварки не потребуют много электроэнергии. Они очень практичны. У таких аппаратов обычно есть три режима работы:
- Зарядка аккумуляторов (АКБ). Напряжение 12 или 24 В.
- Запуск автомобильного двигателя. Максимальный пусковой ток составляет 250 А для 12 В и 200 А для 24 В.
- Сварка. Ток регулируется от 30 до 180 А, коэффициент прерывистости работы современных сварочников измеряется в процентах. То есть коэффициент, равный 60%, означает, что дуга будет непрерывно гореть 6 минут из 10.
Большая часть сварочного оборудования имеет защиту от перегрузки и цифровые амперметры.
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:
Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Схемотехника
Инверторные источники сварочного тока могут строиться по самым различным схемам, но на практике преобладают три:
- Однотактный прямоходный импульсный преобразователь с ШИМ-регулированием и рекупераций энергии. Такие инверторы наиболее просты, легки и компактны, но силовые транзисторы переключаются с разрывом тока при ненулевом напряжении, что приводит к значительным коммутационным потерям и большому уровню электромагнитных помех. Схема может быть реализована только на особо быстродействующих мощных MOSFET или IGBT транзисторах, поэтому получила распространение только в начале 2010-х годов. Также для работы схемы требуются мощные диоды с предельно малым временем обратного восстановления. Работоспособность схемы в значительной степени зависит от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы, что требует тщательности проектирования и высокой точности изготовления. Схема применяется в переносных сварочных аппаратах, рассчитанных на небольшую мощность (до 4 кВт). Несмотря на малое число компонентов такие инверторы достаточно дорогие, причем 60-70% стоимости составляют специальные транзисторы и диоды. Схема распространена у европейских и японских производителей.
- Полумостовой или мостовой двухтактный преобразователь с ШИМ-регулированием. Коммутационные потери и уровень электромагнитных помех в них меньше, чем у предыдущего типа, но все таки достаточно высок. Схема обладает большей сложностью и требует большего числа компонентов, но развиваемая преобразователем мощность существенно выше, чем в однотактных схемах (до 10 кВт). Также требуются быстродействующие MOSFET или IGBT с высокой допустимой импульсной мощностью рассеивания, хотя и меньшей, чем в однотактной схеме. Требования к диодам также существенно ниже, чем в однотактной схеме. Работоспособность схемы зависит, но в меньшей степени чем у однотактных, от интенсивности переходных процессов на паразитных емкостях и индуктивностях компонентов, проводов и печатной платы. Гибкость, скорость и точность ШИМ-регулирования позволяет управлять током дуги по сложным законам, что повышает качество сварки. Схема популярна у американских и корейских производителей.
- Полумостовой или мостовой резонансный преобразователь с частотным или фазовым управлением. Наличие специально введенной резонансной цепи позволяет формировать оптимальную траекторию переключения транзисторов при нулевом напряжении или нулевом токе, а также нивелировать влияние паразитных емкостей и индуктивностей. Особых требований к скорости переключения и мощности транзисторов нет, так как коммутационные процессы происходят пассивно. Это позволяет строить такие инверторы с использованием недорогих транзисторов и диодов. Пригодны даже биполярные транзисторы. Мощность резонансных инверторов может достигать десятков киловатт. Однако резонансная цепь должна обладать значительной энергоемкостью и, соответственно, большими размерами. Поэтому такие аппараты получаются достаточно габаритными и тяжелыми. В виду нетребовательности резонансных преобразователей к характеристикам транзисторов цена таких изделий может быть сравнительно низкой. По этой причине большая часть сварочных инверторов производства России и Китая делаются именно с использованием резонансной схемотехники. Доступны резонансные преобразователи и для кустарного изготовления. Резонансный преобразователь имеет сравнительно узкий диапазон и невысокую скорость регулирования, поэтому реализовать на нем можно только сравнительно простые законы управления током дуги.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.
Вольфрамовые электроды для аргонодуговой сварки
Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Недостатки
- До конца 2000-х годов инверторные источники были намного дороже трансформаторных и менее надежные. По состоянию на 2010-е годы цена на инверторные аппараты значительно упала и приблизилась к трансформаторным. Надежность ИИСТ тоже существенно возросла, особенно с началом массового применения IGBT-модулей.
- Ограниченность по коэффициенту загрузки, что связано со значительным нагревом элементов схемы.
- Повышенная чувствительность к влажности воздуха и конденсату, выпадающему внутри корпуса.
- Высокий (а зачастую — опасный) уровень создаваемых высокочастотных электромагнитных помех. Эта проблема частично решается применением так называемой улучшенной широтно-импульсной модуляции и синхронными выпрямителями во вторичных цепях. Однако эти решения существенно удорожают и утяжеляют устройство поэтому нашли применение лишь в профессиональных стационарных моделях. В ряде стран, например, в Канаде, Бельгии и Нидерландах, есть ограничения на применение импульсных источников питания с «жестким» переключение транзисторов. Наиболее ранние типы сварочных инверторов (построенные на биполярных транзисторах) использовали резонансный принцип и переключение выходных транзисторов при нулевой фазе тока, что существенно сужает спектр электромагнитных помех и уменьшает их спектральную мощность. По состоянию на 2015 год сварочные инверторы резонансного типа все ещё выпускаются в России и некоторыми производителями в Китае.
Как выбрать сварочный аппарат для дома и дачи на 220 В
При подборе сварочного оборудования потребитель должен определиться для решения, каких задач он будет необходим.
Если он будет использоваться для ремонта кузовных деталей, то у него должны быть одни параметры, а если для работы по изготовлению металлоконструкций то другими. Но в любом случае, устройства должны отвечать ряду требований, в частности, в домашнем аппарате должны быть реализованы такие функции, как горячий старт, антизалипание и некоторые другие. Именно этим инверторы отличаются от традиционных аппаратов.
В конструкции аппарата этого типа должен быть установлен вентилятор. Кроме того, схема должны быть защищена от скачков напряжения в питающей сети. В принципе устройство, обладающее такими параметрами, могут работать и в условиях домашней мастерской, и в условиях промышленного производства.
Выпрямители сварочные
Напряжения в домашних сетях 220В будет недостаточно выпрямителю. Для правильной работы большинства функций необходимо 380В (трехвазная промышленная электросеть). Это существенный недостаток выпрямителей. Любому сварщику необходимо уметь правильно зажигать дугу. У выпрямителей нет функции, вроде форсажа дуги и горячего старта, поэтому начинающие сварщики могут не сразу совладать с выпрямителем.
Классификация инверторов
Сварочные инверторы можно классифицировать по размеру сварочного тока. Производители выпускают три типа устройств:
- 100-160 А – маломощные;
- 160-200 А — средние;
- 200-250 А — мощные.
Существует зависимость, между размером силы тока и габаритами аппарата. При выборе аппарата для использования в домашних условиях следует руководствоваться теми задачами, которые предстоит им решать.
Самые слабые аппараты можно отнести к устройствам самого низкого уровня, многие их используют для получения навыков работы. Аппараты, которые относят к среднему классу относят к самым популярным и позволяют выполнять самые разнообразные работы начиная от сборки забора и изготовления довольно сложных металлоконструкций. Самые мощные аппараты по большей части применяют в производственных целях. Их применяют для работы с металлопрокатом большой толщины.
Электроды для ручной дуговой сварки
Большая часть инверторов предназначена для работы с электродами, покрытыми обмазкой. Но их можно использовать и для работы со сварочной проволокой. Для этого, на устройство устанавливают приспособление которое подает проволоку в сварочную зону. Проволока подается через сварочный пистолет, через него же подается и газовая смесь, защищающая рабочую зону от воздействия атмосферного воздуха.
Ссылки
Электрическая дуговая Ручная дуговая · Дуговая в защитных газах
·
Автоматическая дуговая под флюсомСварка давлением Кузнечная · Ультразвуковая
·
Трением
·
Газопрессовая
·
Холодная
·
Взрывом
·
Магнитно-импульсная
·
ДиффузионнаяКонтактная сварка Точечная · Рельефная
·
Шовная
·
Стыковая
·
ОплавлениемДругие виды сварки Газовая · Электрошлаковая
·
Термитная
·
Плазменная
·
Электронно-лучевая
·
Лазерная
·
РентгеновскаяОборудование и снаряжение Сварочный электрод · Костюм сварщика
·
Сварочный трансформатор
·
Сварочный агрегат
·Сварочный инверторПрофессиональные заболевания Электроофтальмия · Отравление марганцем
Профессиональные организации Институт электросварки им. Е. О. Патона · Кафедра сварки МГТУ имени Н. Э. Баумана
·
Американское общество по сварке
Дополнительные функции в инверторах
В современных инверторных устройствах реализованы некоторые опции, которые заметно облегчают работу сварщика:
- Горячий старт – зачастую у начинающих сварщиков, да и не только у них, возникают сложности с розжигом и поддержанием дуги в рабочем состоянии. В момент розжига, ток вырастает до необходимого уровня и сразу после розжига возвращается к рабочим параметрам. Процесс изменения тока происходит полностью автоматически, без участия сварщика.
- Еще одна проблема, которая преследует новичков – залипание электрода. Причин тому несколько, но решение у нее одно – снижение уровня сварочного тока. Эта операция так же выполняется автоматически.
- Форсаж дуги позволяет выполнять швы в разных пространственных положениях.
- Снижение напряжения холостого хода до безопасного для рабочего и его окружающих людей уровня.
Сварочный трансформатор: устройство и принцип действия
Классический трансформатор состоит из:
- Первичной обмотки из изолированных проводов, на которые поступает электричество из сети.
- Вторичной неизолированной обмотки.
- Сердечника (замкнутого магнитопровода).
- Система подвеса элементов трансформатора.
- Система управления, контролирующая расположение обмоток и величину воздушного зазора между ними.
- Винт управления воздушным зазором.
- Рукоять управления винтом.
Сердечник трансформатора обеспечивает непосредственно трансформацию напряжения из сети до нужного уровня. Когда устройство подключается к сети, электричество сначала попадает на первичную обмотку, где создается магнитное поле за счет определенно размещенных витков. Далее, с учетом рассеивания, поле передается на вторичную обмотку, с витками, количество которых отличается. Расстояние между намотками определяет уровень напряжения: чем дальше они расположены, тем оно ниже. Так как вторичная обмотка одним концом выходит на электродержатель, туда подается уже необходимое напряжение.
Определяемся с характеристиками
Как и любое техническое оборудование, сварочные инверторы обладают рядом технических параметров, которые определяют их возможности.
Сварочный ток
Инверторные сварочные аппараты обеспечивают генерацию сварочного тока в диапазонах от 100 до 250 А.
Напряжение холостого хода
После преобразования тока, подаваемого из электрической сети в 220 В, на выходе из аппарата получается ток с напряжением в 50 – 90 В и рабочей частотой в 20 – 50 кГц. Для розжига дуги необходимо использовать максимальное напряжение, но оно создает угрозу безопасности сварщика и окружающих людей. Поэтому после окончания работы, напряжение падает до безопасного уровня.
Режим работы на максимальном токе
Важный показатель работы любого сварочного аппарата это показатель длительности работы. Его могут называть ПН или ПВ. Этот показатель говорит о том, какое количество времени будет работать аппарат при десятиминутном сварочном цикле, до отключения.
Другими словами, если ПВ составляет 50% — это значит что время эффективной работы, составит 5 минут, если показатель составляет 70%, то время составит 7 минут. Этот показатель должен быть отражен в технической документации, входящей в состав поставки сварочного аппарата.
Типы сварочных инверторов по функциональности
Существует огромное количество самых разнообразных способов сварки. На предприятиях может использоваться лазерный, диффузионный, ультразвуковой, термитный, электрошлаковый и любой другой специализированный способ сварки, подходящий для тех или иных задач. Но это всё промышленные стандарты. Для бытовых нужд чаще всего используется 4 способа, каждый из которых имеет собственные достоинства и недостатки.
MMA
Ручная электродуговая сварка в технической документации к сварочным инверторам маркируется как MMA (Manual Metal Arc). В документах советского времени использовалось сокращение РДС. Процесс сварки происходит с применением штучных электродов, металлических стержней со специальной обмазкой. Это самый простой и самый популярный способ сварки. Соответственно, оборудование «заточенное» только под этот способ стоит сравнительно недорого. Ручная дуговая сварка MMA всегда предусмотрена в бытовых инверторах в качестве основной. Профессиональные аппараты, разумеется, тоже способны варить с применением плавящихся электродов.
Инвертор сварочный Watt MMA 220id
TIG
Технология дуговой сварки в среде инертного газа (аргондуговая сварка) получила сокращение TIG (Tungsten Inert Gas). В документации советского времени этот способ маркировался как РАДС. В данном случае процесс сварки происходит с применением неплавящегося вольфрамового электрода. Температура плавления вольфрама находится на уровне 3500 градусов, благодаря чему тип сварки TIG даёт возможность работать с тугоплавкими материалами (чугун, титан) и сложными для термической обработки металлами, например, алюминием. При выборе материала, с которым придётся работать, необходимо учитывать цветовую маркировку вольфрамовых электродов, применяемых для того или иного металла или сплава.
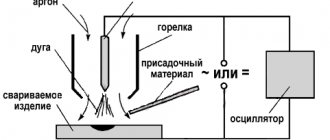
Если при дуговой сварке MMA плавился электрод, то в данном случае припой подаётся ручным способом. Инертный газ, создавая защитное облако, служит для защиты металла от окисления в процессе сварки, то есть всего лишь улучшает качество шва. Чаще всего в качестве защитного газа используется аргон, именно поэтому за этим способом закрепилось название «ручная аргондуговая сварка». Но аргон – не единственно возможный газ, использоваться могут также азот, гелий или разнообразные газовые смеси.
Процесс сварки с применением технологии TIG сложнее, требует опыта и хороших навыков. Настройка оборудования в этом режиме тоже потребует большего количества регулировок настроек, что само по себе тоже может быть непросто. Таким образом, дуговая сварка вольфрамовыми электродами в среде инертного газа – это режим работы для опытных сварщиков. Начинающим мастерам в первую очередь лучше освоить классическую MMA сварку.
MIG/MAG
Если в характеристиках сварочного инвертора указаны типы сварки MIG и MAG, то почти всегда это означает, что перед вами оборудование для полуавтоматической сварки. В основе создания этого способа стояла идея применения «бесконечного» электрода, позволяющего значительно повысить производительность при сварочных работах.
Таким образом, в полуавтоматическом оборудовании используются не сменные электроды, а специальная плавящаяся проволока с содержанием магния или кремния, длина которой может быть почти любой. В процессе сварки проволока подаётся непрерывно, а процесс подачи контролируется сварщиком.
- Аббревиатура MIG (Metal Inert Gas)
подразумевает, что в процессе сварки используется инертный газ (аргон, гелий или смеси), хорошо защищающий металл от окисления. Благодаря использованию газа зона тепловой обработки уменьшается, становится возможным наложение нескольких швов без деформации металла. - Аббревиатура MAG (Metal Active Gas)
означает, что в процессе сварки используется не пассивный инертный газ, а активный углекислый. То есть при таком способе сварки газ не создаёт защитную подушку, а активно взаимодействует с металлом. Этот способ применяется для сварки низколегированных (хрупких) сталей. Шов получается ровный и тонкий с минимальным количеством отходов.
Работа с полуавтоматическим оборудованием не обязательно требует подачи газа. Тем более, что баллоны с аргоном могут стоить недёшево. Для безгазовой сварки можно приобрести флюсовую проволоку (с порошком в сердцевине). Флюс – это особая смесь, по своему составу близкая к обмазке электродов. В момент работы порошок сгорает, создавая защитное облако, препятствующее процессу окисления.
Преимущество полуавтоматической сварки в том, что можно самостоятельно менять 4 основных параметра: скорость плавления и подачи проволоки, высоту шва, направление движения электрода. Кроме того, для работы с каждым материалом можно подбирать проволоку соответствующего назначения.
Таким образом, полуавтоматические сварочные инверторы – это всегда оборудование для профессионального применения. Если опыта работы у вас нет, приобретать такую технику для домашнего использования нет смысла.
Сварочный инвертор ELAND INMIG-220PLUS
CUT
В основе технологии плазменной сварки лежит принцип оплавления материала потоком сжатого ионизированного газа (плазма). То есть в данном случае воздействует на материал не электрическая дуга, а разогретая до очень высокой температуры (от 5.000 до 30.000 градусов) плазма.
Плазменные аппараты дороже обычных, поскольку для обеспечения процесса сварки требуется сразу два инвертора (в одном корпусе): основной и вспомогательный. Вспомогательный необходим для зажигания, основной контролирует и регулирует рабочий процесс.
Технологию плазменной сварки CUT часто сравнивают с TIG, поскольку в обеих используются неплавящиеся электроды. Однако у CUT есть определённые преимущества:
- Более высокая эффективность при сварке цветных металлов и их сплавов.
- Благодаря более высокой температуре в рабочей зоне появляется возможность работать с тугоплавкими металлами (наплавка и напыление) для создания жаропрочных и износостойких покрытий.
- Узкая зона термической обработки (тонкий пучок), благодаря чему шов получается более аккуратным. Ширина иногда не превышает 2 мм.
- Плазменная сварка более экономична, поскольку не требует использования баллонов с кислородом и инертными газами. Для работы плазменного инвертора достаточно бытовой электросети и дистиллированной воды для создания пара.
Самые простые плазменные инверторы с токами от 10 до 60 А по своей функциональности близки инверторам с технологией сварки TIG. Ориентировочно их цена находится в пределах от 400 до 1000 рублей.
Аппараты с возможной силой тока более 100 А способны проплавить даже очень толстый материал и создать тонкий и ровный шов за один проход. Однако их стоимость почти всегда превышает 3000 рублей.
Плазморез Fubag PLASMA 65 T 68 443.2 (с горелкой)