Сварочные работы – самый распространенный способ соединения металлических заготовок. Однако применение классических методов возможно не всегда. Трудности возникают при работе с изделиями, имеющими разные физические и химические свойства. Решением проблемы становится сварка взрывом. Она используется для создания многослойных металлоконструкций.
Взрывная сварка – метод сварки на основе использования энергии взрыва.
Режимы и процесс сварки
На сегодняшний день сварка взрывом проводится без применения точных режимов и расчетов. Это связано с тем, что технология пока до конца не разработана. Именно поэтому сварку взрывом можно считать скорее экспериментальным методом обработки, нежели точным, подходящим для массового производства. Рассматривая процесс сварки взрывом следует уделить внимание следующим моментам:
- Не был разработан процесс, который позволяет получить точный результат. Сварка методом взрыва считается экспериментальным.
- После проведения рассматриваемой процедуры сложно предугадать конечный результат. Это связано с тем, что взрывную волну контролировать практически не возможно.
- Схема сварки взрывом разрабатывается исходя из особенностей применяемых материалов. Основные параметры выбираются в зависимости от конкретного случая.
Процесс сварки взрывом
Следует учитывать, что есть заранее разработанные параметры процесса. Они могут применяться для получения определенных результатов.
Возможные трудности
- Взрывная волна может стать причиной разброса осколков железобетонной «подушки».
- Качественное соединение возможно при соблюдении технологии.
- Заряд должен обеспечить необходимую скорость деформации, чтобы не произошли диффузные изменения в области шва.
- Одна из поверхностей должна быть плотно закреплена. При одновременном движении деталей прочность соединения значительно снижается.
- При работе на установках необходимо контролировать скорость метания разрядов.
- Нет математической модели процесса, поэтому все расчеты приблизительны. Сам процесс – экспериментальный.
Способы сварки взрывом
На сегодняшний день выделяют две основные схемы сварки взрывом. Подобная технология может применяться для различных сплавов и металлов. Изготовление биметаллических заготовок проводится следующим образом:
- Основная заготовка располагается на опорном фундаменте. Он может изготавливаться при изготовлении бетона, который упрочняется металлическими прутьями. Кроме этого, для гашения взрывной волны создается песчаная подушка.
- Технология предусматривает перемещение второго листа металла, который располагается под углом 3-10 процентов относительно первой.
- По длине второго листа равномерно распределяется взрывчатка. Для взрыва требуется детонатор.
- После контролируемого взрыва второй лист перемещается в течение нескольких долей секунд. За счет сильного удара происходит соединение отдельных металлических листов.
Подобная технология применяется в случае, когда требуется провести сопряжение листовых материалов.
Вторая технология касается плавки труб по стыку. В этом случае также применяется сварка с взрывом. К особенностям подобного метода можно отнести следующие моменты:
- На место стыка закладывается взрывчатое вещество. Стоит учитывать, что она должна располагаться в виде кольцеобразной полосы.
- Для того чтобы исключить вероятность деформации самой трубы внутрь вставляется металлический сердечник. Если этого не сделать, то труба может сплюснуться.
Схема сварки на стадии взрыва
Обе технологии могут привести к повреждению заготовки если неправильно выбрать количество и тип взрывчатки. Именно поэтому нужно проводить точные расчеты.
Общие сведения
Сварка взрывом относится к разновидности сварки под давлением. Воздействие осуществляется ударной волной, образующейся в результате инициирования взрывчатых веществ.
Технология обработки при помощи взрывной сварки не полностью изучена, но уже активно применяется в промышленных масштабах для:
- укрепления сцепления металлических поверхностей сложной конструкции;
- изготовления монолитных многоуровневых изделий;
- производства полых заготовок цилиндрической формы;
- надежной фиксации стыков труб;
- создания биметаллических заготовок.
Это лишь малый список возможностей. Подробная информация о сварке взрывом известна далеко не всем, потому как чаще всего она используется в случаях, когда другие методы не дают требуемого эффекта.
Какое оборудование необходимо?
Для целенаправленного взрыва требуется специальное оборудование. Для проведения подобной работы потребуется:
- Взрывчатое вещество. Существует достаточно большое количество подобных веществ, которые могут использоваться для взрыва. Выбрать наиболее подходящий сможет исключительно специалист
- Две заготовки, которые нужно соединить. Они могут быть представлены листовым металлом или цилиндрическими заготовками.
- Детонатор, подающий ток для взрыва.
- Если проводится соединение небольших изделий, то можно использовать специальную камеру для проведения взрыва. Размещается она, как правило, на производственной площадке. При изготовлении применяются высокопрочные материалы, которые также выдерживаются воздействие высокой температуры.
Результат сварки — биметалл
Стоит учитывать, что для проведения работы нужно подготовить полигон и площадку для взрыва или специальную камеру. Некоторые элементы предназначены для перенаправления взрывной волны, за счет чего повышается эффективность применяемой технологии.
Технология сварки взрывом
Стоит учитывать, что рассматриваемая технология характеризуется довольно большим количеством особенностей. Примером назовем следующие моменты:
- Для совершения соединения требуется всего несколько мгновений. За счет сильного механического воздействия создается прочное соединение, которое сможет выдержать серьезное механическое воздействие.
- Рассматриваемая технология не ограничивает размеры соединяемых заготовок. Если нужно провести плавку больших изделий, то обычная технология, связанная с использованием обычного инвертора, не подходит. Большей производительностью характеризуется именно рассматриваемый метод.
- Особенностью технологии также можно назвать то, что она применяется для соединения различных по химическому составу материалы.
- После применения сварки методом взрыва необходимо помнить о том, что при повторном подогреве зоны соединения может появится интенсивная диффузия.
- При воздействии высокой температуры свойства шва могут со временем пропасть. При этом показатель прочности и надежности существенно снизиться.
Виды сварки
При соединении стали и титана может применяться ванадий и ниобий в качестве прослойки. В противном случае со временем место соединения не выдержит сильное механическое воздействие.
Не стоит забывать о технике безопасности. Взрывная волна несет с собой опасность для самого исполнителя и окружающих. При разработке рассматриваемого метода уделили довольно много внимания технике безопасности. Ее особенностями назовем следующие моменты:
- Полигоны должны быть расположены вдали от жилых объектов и населенных пунктов. Это связано с тем, что взрывная волна может привести к повреждению построек.
- Рабочая площадка зачастую создается при применении песка. Рекомендуемая толщина песчаной подушки составляет 1 метр. Если расчетная сила воздействия составляет 200 килограмм, то проводится особая подготовка площадки.
- При обработке небольших изделий и применении заряда с воздействием 20 килограмм применяется взрывная камера. Подобная конструкция может быть расположена на заводе или в специальном помещении. Рекомендуемая толщина стенок составляет 25 см. При изготовлении подобной конструкции применяются материалы, которые могут выдерживать подобного рода воздействие.
- Оператор должен использовать специальную одежду и средства индивидуальной защиты. Особое внимание уделяется противопожарной безопасности, так как взрыв может привести к появлению очага возгорания.
Стоит учитывать, что технология может проводится исключительно лицами, которые получили соответствующее разрешение.
Оценка качества соединений
Качество сварки взрывом оценивается по следующим критериям:
- прочность;
- сплошность;
- окисляемость;
- равномерность соединения;
- чувствительность к воздействию тепла и удара.
Прочность соединения плоских деталей в композитных изделиях оценивается испытанием на изгиб и перегиб – при изгибе сваренные детали не должны смещаться относительно друг друга и толщина в месте соединения не должна увеличиваться.
Сплошность – это качество соединения деталей из разных материалов, проверяется ультразвуковым дефектоскопом. Окисляемостью называют наличие окисной пленки вследствие теплового воздействия на поверхность плакирующей детали. Допустимость и максимальная толщина такой пленки зависит от конкретных деталей и назначения готового изделия. Под равномерностью подразумевается отсутствие типичных для сварки дефектов – раковин, наплывов по краям и т. д.
Подготовка к работе
Повысить качество сваренных металлов можно при тщательной подготовке к проводимому процессу. Для проведения сварки методом взрыва требуется:
- Более подходящее взрывчатое вещество к рассматриваемому случаю.
- Опорный фундамент, который должен выдержать сильное воздействие. Перед непосредственным проведением работы нужно проверить состояние опорного фундамента. Различные дефекты могут привести к тому, что основание не выдержит оказываемое воздействие.
- Детали, подвергаемые соединению. Они предварительно подготавливаются. Для этого поверхностный слой может сниматься абразивным материалом.
- Детонатор требуется для взрыва.
Стоит учитывать, что особенности подготовительного процесса во многом зависят от типа соединяемых материалов. Примером можно назвать нижеприведенные примеры:
- Крупногабаритные детали.
- Детали цилиндрической формы.
- Многослойные и волокнистые армированные детали.
Полигон для сварки
Не стоит забывать о том, что фундаментная плита может выдерживать всего несколько взрывов. После этого она разрушается и приходится проводить подготовку полигона повторно.
Особенности
Процесс сварки взрывом включает в себя два этапа: кропотливую подготовку и молниеносную сварку. Рассмотрим подробнее каждый этап.
Повысить качество сварного соединения и обеспечить его прочность поможет предварительная обработка деталей. Для правильной подготовки необходимо:
- Выпрямить поверхность свариваемых изделий, максимальная кривизна должна быть 2 мм/м².
- Обезжирить места соединения, удалить с них оксидную пленку, протереть от окалины и прочих примесей.
- Достичь необходимой шероховатости. Для этого иногда допустимо использование абразивных материалов.
После подготовительных манипуляций взрывчатое вещество аккуратно и равномерно распределяют по поверхности, в зависимости от способа сварки.
По всем параметрам подготовительный этап занимает намного больше времени, чем сам процесс. Да, все происходит за несколько микросекунд: ударная волна серьезной мощности с силой ударяет движимый слой о неподвижный, формируя сварное соединение.
Собираясь проводить сварку взрывом стоит помнить, что воздействие взрывной волны на некоторые металлы ухудшает и разрушает их структуру. Вследствие этого в самом слабом по прочности месте сварного соединения возникает диффузия, которая негативно сказывается на результате.
Преимущества и недостатки сварки взрывом
Как и у многих других технологий, у сварки методом взрыва есть довольно большое количество положительных и отрицательных сторон. Плюсами можно назвать:
- Высокая скорость обработки соединяемых элементов. Как ранее было отмечено, на соединение металла требуется всего несколько долей секунды. Однако, на подготовку полигона и самих материалов требуется довольно большое количество времени.
- Возможно получить качественные соединения биметалла. Стоит учитывать, что другие технологии не позволяют соединить материалы с различными физико-механическими параметрами.
- Технология позволяет проводить соединение материалов, которые характеризуются низкой степенью обрабатываемости.
- Можно создать изделие для дальнейшей ковки и штамповки. В последнее время для упрочнения поверхности проводится ковка и штамповка. Обычный шов характеризуется тем, что не может выдерживать воздействие переменной нагрузки.
- Можно получить изделие со сложной формой углов. Примером можно назвать изделия с изгибами.
Сварка взрывом считается сложным технологическим процессом, однако она может применяться для получения самых сложных изделий. Есть и несколько серьезных недостатков:
- Низкая степень безопасности при проведении взрыва. Это связано с тем, что контролировать взрывную волну достаточно сложно.
- Для того чтобы предоставлять рассматриваемые услуги нужно пройти специальное обучение и получить на это допуск. Несоблюдение технологии приводит к тому, что заготовка может быть повреждена.
- Работа может проводится только при условии наличия специальной защитной камеры или полигона.
- Автоматизировать рассматриваемый процесс практически невозможно. Именно поэтому к каждому процессу соединения изделий приходится тщательно подготавливаться.
Вышеприведенная информация определяет то, что положительных сторон у сварки взрывом намного больше, чем отрицательных.
Применение сварки
- Опираясь на картину динамики процесса сварки взрывом, нетрудно представить, как приведенную на рис. 2 принципиальную схему сварки взрывом с параллельным расположением свариваемых поверхностей можно преобразовать в целый ряд технологических схем: сварка трех- и многослойных плоских соединений одновременно одним зарядом ВВ (рис. 9, а), одно-временная приварка двух наружных слоев к плоскому среднему одновременным взрывом из одной точки двух зарядов ВВ (рис. 9, б);
- наружная облицовка цилиндрических тел с помощью взрыва кольцевого заряда ВВ (рис. 9, в) ;
- сварка полых заготовок биметаллических труб (рис. 9, з), сварка биметаллических цилиндрических заготовок переменного диаметра для изготовления из разнородных металлов бесступенчатых трубных переходников (рис. 9, д);
- внутренняя облицовка цилиндрических заготовок (рис. 9, е)\ получение с помощью сварки взрывом многослойных армированных металлов (рис. 9, ж) приварка труб к трубным решеткам теплообменников (рис. 9, з).
Рис. 8. Микроструктура зоны соединения титана (вверху) со сталью XI7; X 20 ООО
Помимо этого в последнее время сварка взрывом начинает применяться для стыковых и нахлесточных соединений некоторых готовых элементов конструкций.
Отличительные особенности процесса сварки взрывом, а также разработанные технологические схемы определяют области промышленного применения этого способа.
- Изготовление биметаллических и многослойных плоских заготовок с высокопрочным соединением слоев из разнородных металлов, сталей и сплавов для последующей прокатки. Размеры свариваемых заготовок позволяют получать тонкие и толстые листы стандартных размеров.
Особенности микронеоднородности сварных соединений
Химическая и физическая микронеоднородность сварных соединений проявляется при применении практически всех разновидностей сварки. К особенностям можно отнести несколько моментов:
- Физическая неоднородность обнаруживается при применении металлографии. За счет этого прочность получаемой конструкции существенно снижается.
- Химическая неоднородность также может существенно снизить качество соединения.
Именно поэтому при воздействии высокой температуры на зону соединения коэффициент прочности и надежности может существенно снизится.
Контроль качества швов
Для контроля сварных соединений, полученных путем сварки взрывом, проверяются три параметра:
- Плотность шва проверяют ультразвуковым методом. Для важных швов применяют проверку рентгеноскопией.
- Прочность выявляют при помощи срез части шва или его разрыва.
- Пластичность исследуют путем различных изгибов, прогибов и кручений сварного соединения.
При возникновении сомнений в ровности результата, полученное изделие проверяют на деформацию. Для этого понадобится любой измерительный прибор, например линейка.
Новые технологии обработки металлов завоевывают позиции, но остаются не полностью рассмотренными. Поэтому, несмотря на кажущуюся простоту процесса, необходимо предварительно изучить все нюансы и особенности техники безопасности.
Влияние исходного состояния свариваемых материалов
Исходное состояние изделий во многом отражается на качестве соединения. На состояние шва может отражаться:
- Наличие или отсутствие загрязнений. Кроме этого, коррозия на поверхности может существенно снизить качество соединения.
- Степень проявления микронеровностей. Если поверхность характеризуется сильной волнистостью, то нужно провести ее предварительное выравнивание.
- Тип соединяемых металлов. При необходимости можно провести соединение легированных сплавов и углеродистых сталей, цветных металлов.
Сварочный шов при сварке взрывом
Рассматриваемый способ сварки характеризуется тем, что подготавливать поверхность к обработке не нужно. За счет этого существенно упрощается процесс и снижаются расходы.
Как это работает
Соединение элементов осуществляется благодаря силовому воздействию взрывной волны и высокотемпературному влиянию плазмы. Материалы взаимно деформируются на молекулярном уровне. Появляется общая кристаллическая решетка, образуются свободные электроны. Расплавления не происходит, поэтому химического воздействия не наблюдается.
Технология сварки взрывом со схемой
Сварочный процесс имеет следующие особенности:
- Детали соединяют путем кратковременного воздействия. Сильное давление создает прочный шов, способный выдерживать любые механические нагрузки.
- Размеры скрепляемых заготовок не ограничены. При необходимости соединения поверхностей габаритных изделий метод взрыва является единственно возможным. Он отличается высокой производительностью.
- В процессе сварки верхняя деталь вращается, нижняя – остается в исходном положении. Сохранение энергии наблюдается и после взрыва. Вращаться начинают оба элемента.
- От скорости движения верхней пластины зависит качество получаемого шва. Этот параметр должен быть достаточно большим, чтобы заготовки прочно скрепились друг с другом. В процессе работы нужно наблюдать за скоростью.
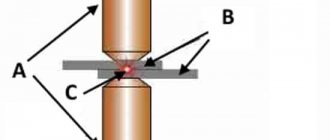
Схемы сварки взрывом.
Применяют 2 схемы сварки – параллельную и угловую. Нижняя деталь в обоих случаях лежит горизонтально. Однако при угловом методе верхний элемент устанавливается под наклоном.
Влияние первоначального состояния металлов
Качество получаемого соединения во многом зависит от исходного состояния деталей. К материалам предъявляются такие требования:
- Отсутствие загрязнений. Прочность шва снижается при наличии следов ржавчины или жира на поверхностях.
- Отсутствие неровностей. Если поверхность имеет выраженные дефекты, перед обработкой взрывом ее необходимо выровнять.
- Тип материала. При необходимости методом взрыва можно соединять углеродистые и легированные стали, алюминий, медь и другие цветные металлы.
Неоднородные соединения
Эта особенность в той или иной мере проявляется при использовании любых способов. При сварке взрывом могут обнаруживаться следующие признаки:
- Физическая неоднородность. Определяется при использовании металлографии. Существенно ухудшает эксплуатационные характеристики готовой конструкции.
- Химическая неоднородность. Также негативно отражается на качестве сварного соединения.
Рекомендуем к прочтению Выбор сварочного инвертора
Сварка взрывом позволяет получить надежное соединение неоднородных металлов.
Эти факторы наиболее сильно проявляются при соединении элементов из разных материалов.
Взрывчатые вещества для сварки
Встречается довольно большое количество различных взрывчатых веществ, которые могут применяться при сварке. Среди особенностей их выбора отметим следующие моменты:
- Большей популярностью пользуются насыпные вещества, так как при их применении можно создать заряд требуемой формы и размеров.
- Уделяется внимание также выбору детонатора.
Для каждого случая выбирается вещество опытным путем. В специализированных магазинах можно встретить требуемые материалы.
Трудности взрывного процесса
Сварка взрывом характеризуется довольно большим количеством трудностей. Примером можно назвать следующую информацию:
- Главная трудность касается хранения и применения взрывчатых веществ.
- При взрыве нельзя исключить вероятность воздействия взрывной волны на окружающую среду.
- Для того чтобы исключить вероятность воздействия проводимой процедуры на окружающую среду сварка должна проводится на специальных полигонах. При этом они должны быть расположены вдали от промышленных и жилых зон.
- Если проводится соединение небольших изделий, то можно использовать специальные камеры.
- Соединение разнородных металлов также приводит к существенным проблемам. Примером можно назвать снижение прочности.
- Для повышения качества соединения рекомендуется провести тщательную подготовку соединяемых поверхностей. Проводится очистка до получения металлического блеска.
- Еще одной серьезной трудностью можно назвать расчет требуемого количества взрывчатого вещества. В некоторых случаях подобные параметры проверяются экспериментальным способом.
Пример изделий, полученных с помощью сварки взрывом
Обеспечить наиболее благоприятные условия для проведения сварки методом взрыва достаточно сложно.
Технология процесса
Сваривание двух деталей происходит за счет высокой скорости взрывной волны (до 3000 м/с), распространяющейся равномерно по свариваемой поверхности. При этом одна деталь должна располагаться неподвижно, другая деталь размещается над первой деталью и покрывается равномерным слоем взрывчатого вещества (пирозаряда).
В качестве пирозаряда могут использоваться:
- аммонал;
- аммонит;
- игдонит;
- аммиачная селитра.
Максимальная скорость соударения деталей достигается при использовании аммонита (ГОСТ 21984-76). Детонация осуществляется посредством удара, контролируемого поджига или электроимпульса.
После детонации пирозаряда поверхность плакирующей детали приваривается к неподвижной детали от края вдоль линии взрыва заряда, кратковременно изгибаясь при этом на угол в 3-10 градусов.
Области применения
Рассматриваемый метод применяется крайне редко. Это связано с большим количеством проблем, которые связаны с подготовкой полигона и хранением взрывчатого вещества. Сварка взрывом характеризуется эффективностью в нижеприведенных случаях:
- При создании качественных и надежных стыков труб.
- При объединении металлов с различными свойствами.
- При получении монолитных изделий сложной формы.
- При соединении металлических конструкций сложной конфигурации.
- При получении композитных заготовок, которые имеют цилиндрическую форму.
В целом можно сказать, что технология не используется для получения обычных изделий. Это связано с высокой стоимостью применяемых материалов и сложностями с подготовкой полигона для проведения работ.
В заключение отметим, что сварка методом взрыва должна проводится исключительно при соблюдении техники безопасности. Даже мельчайшие ошибки могут привести к деформации изделий и некоторым другим проблемам.
Применение взрывной технологии
Таким методом создают разные виды многослойных материалов, состоящих из металлов и пластика. Взрывная сварка применяется для:
- повышения прочности компонентов оборудования, которые должны обладать высокой износостойкостью и работать при экстремальных температурах;
- покрытия защитным слоем литых и полых деталей;
- создания композиционных конструкций в виде труб.
Сварные элементы выравнивают путем прессования и прокатки.
Для удаления лишнего напряжения и снижения твердости материал подвергают термическому воздействию. Многослойные изделия можно резать, шлифовать, фрезеровать, ковать.