Процесс ручной электродуговой сварки на английском называется «manual metal arc», сокращенно обозначается «mma».Расшифровка аббревиатуры дословно обозначает «ручная металлическая дугой». Сварка ММА осуществляется специальным электродом с расплавляющимся сердечником, слоем обмазки из органических и минеральных компонентов. Как и другие технологии горячего соединения металлических заготовок, mma сварка образует прочные герметичные соединения.
Сущность сварки типа ММА
Главная особенность ММА сварки – это образование на месте соединения сплава, содержащего компоненты наплавочного и основного металла. Что такое «наплавка» – это электроды для mma-технологии, расплавляемые в процессе работы. Электроды маркируются по сплавам:
- с сердечником из углеродистой стали обозначают буквенным символом «У»;
- высоколегированной – «В».
В процессе нагрева присадка и кромки образуют общую ванну расплава. Металлы перемешиваются под воздействием дуги. Кристаллизуясь, формируют плотный шов, неразъемное однородное соединение.
Для генерации дуги в ММА сварке создают замыкаемую электрическую цепь, от источника питания отводят два провода. При контакте металла и присадки электроцепь замыкается.
Что такое сварка ММА
Аббревиатура MMA является производной от английского Manual Metal Arc – ручная металлическая дуга. Таким сокращением принято обозначать дуговую ручную сварку. Основа процесса обеспечивается за счет подключения к сети энергоснабжения, с последующей передачей напряжения на в рабочую область. Для этого предусмотрены специальные кабели. Один из них на конце имеет специальный зажим, который крепится к заготовке. Другой проводник укомплектован держателем электродов.
Во время работы ручной сварки расходуется тепловая энергия электрической дуги, сгенерированной в результате замыкания электрической цепи с одним потребителем. Выработанное тепло передается на заготовки. Его настолько много, что металл не выдерживает и начинает плавиться, образуя так называемую сварную ванночку. После прекращения подачи электричества перестает генерировать электродуга, сварочная ванна отдает скопившееся тепло и, остывая, кристаллизируется. В результате получается сварное соединение.
Наряду с плавлением металла расходуется электрод. Он тоже плавится под воздействием температуры и в виде капель переходит в ванну, образуя с металлом заготовки расплав. Для электрической сварки используются электроды, представляющие собой стальной пруток. Он покрывается специальной обмазкой, которая отличатся по своему составу в зависимости от предназначения электрода.
При горении электрода в ванну попадает не только расплавленный металл, но и элементы обмазки. Поэтому сварной шов отличается от металла по составу. Кроме этого, обмазка при горении выделяет газы, окутывающие рабочую область. Тем самым они предохраняют металлический расплав от быстрого окисления под воздействием атмосферной влаги.
Преимущества и недостатки
Сварка ММА не требует сложного оборудования. Универсальна, выполняется в любом положении. Ограничения связаны только с физическими свойствами сплавов:
- повышенной текучестью;
- степенью окисляемости.
Технология применяется для большинства металлов, работы можно проводить в полевых условиях. Сварка ММА применяется для бытовых целей и на производстве.
Теперь о недостатках:
- сложность розжига и поддержания дуги;
- вредные факторы, влияющие на здоровье сварщика (испарения, образующиеся при расплавлении электродной обмазки, летучие пары металлов).
Преимущества превалируют, поэтому технология ММА применяется в различных областях.
Сварка ММА универсальна, применяется в различных областях, для бытовых целей и на производстве.
Плюсы и минусы ручной дуговой сварки MMA
Сварочный аппарат стоит покупать только после того, если есть твердое убеждение, что он будет востребован постоянно, а не пополнит число ненужных предметов после одного или нескольких сеансов сварки. Как и любой иной метод сваривания металлов технология ММА имеет свои положительные и отрицательные стороны.
Положительные моменты MMA:
- можно соединять почти что все виды металлов;
- сварочные работы можно выполнять в любом пространственном положении и даже в условиях ограниченного пространства;
- аппарат допускается использовать при самых разных атмосферных условиях за исключением осадков;
- невысокая стоимость оборудования, что позволяет применять его в быту.
Недостатки аппаратов ММА:
- сравнительно с полуавтоматической установкой он обладает низкой продуктивностью;
- уровень сварочного шва очень сильно зависит от квалификации сварщика;
- технологический процесс является достаточно сложным процессом: возможно залипание электрода, возникают сложности при розжиге дуги;
- электронная обмазка может испариться, что ухудшает условия формирования шва.
Минусы, если вникнуть в суть вопроса, таковыми даже не являются. Как минимум, часть из них. К примеру, сравнительно невысокая производительность оборудования. Сварка в большинстве случаев не является основным технологическим процессом, а только вспомогательным. К примеру, в строительстве сварочные работы занимают очень маленькую долю от общего процесса. И даже малопродуктивное оборудование вполне справляется с поставленными задачами. Автоматические или полуавтоматические установки в этом случае были бы избыточными с точки зрения продуктивности.
Что касается квалификации сварщика, то увы, человеческий фактор имеет первостепенное значение на любо производстве. И это не является недостатком сугубо ручной сварки, но имеет отношения к любому иному технологическому процессу с участием человека. К тому же, ничто не мешает специалистам повышать свою квалификацию. К тому же разработчики и производители прилагают большие усилия, чтобы упростить эксплуатацию сварочных аппаратом. Большинство современных моделей оснащены такими полезными функциями как «антизалипание», «горячий старт» и другими.
На фоне минусов, которые в большинстве случаев не являются основание для отказа от использования ручной дуговой сварки, плюсы являются очень существенными. Являясь по сути универсальным оборудованием, сварки ММА эксплуатируются в разных условиях и областях производства. Сравнительно с полуавтоматами и аргонодуговыми сварками, аппараты доступны по стоимости и неприхотливы в эксплуатации.
Технология сварочного процесса
Суть ММА сварки состоит в расплавлении кромок металла электродугой, заполнении стыка наплавочным материалом. Электроды представляют собой металлический стержень со специальным покрытием, образующим защитный шлаковый слой, препятствующий окислению ванны расплава. В процессе кристаллизации на месте соединения образуется диффузный слой – смесь наплавочного металла и сплава, из которого сделаны сварные заготовки.
Режим сварки – это параметры напряжения и силы тока, необходимые для образования дуги нужной плотности, температуры. После настройки оборудования один из контактов подключается к электроду, другой – к металлу. Цепь замыкается при контакте электрода и деталей, возникает разряд, генерирующий плазму.
При ММА дуга разжигается двумя способами:
- чирканием (подобно разжиганию спички);
- постукиванием.
После розжига важно поддерживать стабильное горение дуги. Для этого электрод отводят от поверхности детали на 2–4 мм. Электрод расплавляется постепенно, так как температура создается только на кончике стержня. Капли равномерно пополняют ванну расплава, образованную расплавленными кромками.
Возможное движение электрода:
- круговое вдоль оси, контролируется процесс расплавления стержня, формирования защитного шлакового слоя;
- по направлению стыка, регулирует скорость образования соединения;
- возвратно-поступательное вдоль шва;
- колебательное с одной детали к другой перпендикулярно стыку, формируется широкий.
MIG/MAG
Схема mig/mag технологии
Вопрос о том, что такое MIG/MAG сварка не должен вводить в заблуждение, несмотря на непривычное обозначение.
Английское сокращение MIG/MAG (МИГ/МАГ) скрывает под собой хорошо знакомую полуавтоматическую сварку электродной проволокой в среде защитного газа.
Вместо стержня в качестве электрода выступает тонкая проволока, которая полуавтоматом подается в зону образования сварочного шва. Это компенсирует процесс расплавления и упрощает задачу исполнителя.
Проволока небольшого диаметра (от 0,8 до 3,0 мм) позволяет получить компактные размеры соединения в несколько миллиметров.
Принципиально MIG от MAG отличается типом защитного газа, который необходим для изоляции от окружающей среды с её высоким содержанием кислорода в воздухе. Окислительные процессы негативно сказываются на структуре путем образования межкристаллитной ржавчины. МИГ сварка предполагает использование инертного газа, которые сам не вступает ни в какие химические реакции, но благодаря сравнительно большому весу стремиться вниз, вытесняя воздух. Образуется локальный микроклимат, который показывает хорошие результаты.
MAG сварка же предполагает взаимодействие между естественной и создаваемой средой, сопровождающееся связыванием кислорода.
TIG
Схема tig технологии
Расшифровка данной аббревиатуры приводит к сварке неплавящимся электродом в среде инертных газов. В качестве основного сварочного материала используются тонкие заточенные стержни вольфрама, обладающие достаточной стойкостью, чтобы не расплавляться при рабочих температурах. Проволока используется в качестве присадки, но её наличие не является непременным условием.
Защитная среда на основе аргона не только задает правильные литейные процессы, но и формирует зону расплавления, которая получается локальной и глубокой.
ТИГ требовательна к уровню сварщика и к оборудованию. Из-за минимального нагрева её обычно используют для работы с алюминием или тонколистовой нержавейкой. Это же касается и сварки MIG.
Flux
Из видов дуговой сварки помимо MIG MMA TIG ещё стоит упомянуть, протекающую под слоем флюса. То, что такое flux, предполагает немало вариантов. Объединяет все возможные материалы такие качества, как сыпучесть, возможность влиять на формирования шва на всех этапах переплавления (в том числе, и при неблагоприятных внешних условиях), способность к образованию монолитной корки после остывания. Использование флюса показывает очень хорошие результаты, но усложняет сам процесс и подразумевает дополнительные расходы. MIG, TIG и MAG оказываются экономичнее и проще в исполнении.
Технология сварки MMA
ММА — Manual Metal Arc
— ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
Сущность способа.
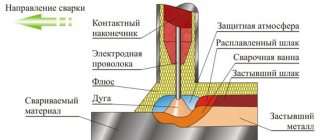
К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток (рис. 1). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т.п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8 … 15 мм, длина 10 … 30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15 … 35 %.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Рис. 1 Ручная дуговая сварка металлическим электродом с покрытием(стрелкой указано направление сварки): 1 — металлический стержень; 2 — покрытие
электрода; 3 — газовая атмосфера дуги; 4 — сварочная ванна; 5 — затвердевший шлак; 6 — закристаллизовавшийся металл шва; 7 — основной металл; 8 — капли расплавленного электродного металла; 9 — глубина проплавления
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500 … 600 °С (при содержании в покрытии органических веществ — не выше 250 °С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это — один из недостатков ручной дуговой сварки покрытыми электродами.
Зажигание и поддержание дуги.
Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом — электродом вскользь «чиркают» по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т.п. Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 2). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика. При сварке с поперечными колебаниями получают уширенный валик, форма проплавления зависит от траектории поперечных колебаний конца электрода, т.е. от условий ввода теплоты дуги в основной металл. По окончании сварки — обрыве дуги следует правильно заварить кратер.
Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия.
Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
Рис. 2. Основные траектории движения конца электрода при ручной дуговой сварке уширенных валиков
В зависимости от протяженности шва, свойств свариваемого материала, требований к точности и качеству сварных соединений сварка швов выполняется различными способами. На рис. 3 представлены такие схемы сварки. Самое простое — это выполнение коротких швов.
Рис. 3. Виды швов
1 — однослойный шов; 2 — многопроходной шов; 3 — многослойный шов.
Осуществляется движение проход — от начала до конца шва. Если шов более длинный (назовем его швом средней длины), то сварка идет от средины к концам (обратноступенчатым способом). Если варится шов большой длины, то выполняться он может как обратноступенчатым способом, так и вразброс. Одна особенность — если применяется обратноступенчатый способ, то весь шов разбивается на небольшие участки (по 200 — 150 мм) и сварка на каждом участке ведется в направлении, обратном общему направлению сварки.
«Горка» или «каскад» применяются при выполнении швов конструкций, несущих большую нагрузку и конструкций значительной толщины. При толщинах в 20 — 25 мм возникают объемные напряжения и появляется опасность возникновения трещин. При сварке «горкой» сама зона сварки должна постоянно находиться в горячем состоянии, что очень важно для предупреждения появления трещин.
Разновидностью сварки «горкой» является сварка «каскадом».
При сварке, низкоуглеродистой стали каждый слой шва имеет толщину 3 — 5 мм в зависимости от сварочного тока. Например, при токе 100А дуга расплавляет металл на глубину около 1 мм, при этом металл нижнего слоя подвергается термической обработке на глубину 1 — 2 мм с образованием мелкозернистой структуры. При сварочном токе до 200А толщина наплавленного слоя возрастает до 4 мм, а термическая обработка нижнего слоя произойдет на глубине 2 — 3 мм.
Рис. 4. Схемы сварки.
1 — сварка проход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой
Чтобы получить мелкозернистую структуру корневого шва, надо нанести подварочный валик, использовав для этого электрод диаметром 3 мм при силе тока в 100А. Перед этим корневой шов должен быть хорошо зачищен. На верхний слой шва наносится отжигающий (декоративный) слой. Толщина такого слоя 1 — 2 мм. Этот слой можно получить электродом диаметром 5 — 6 мм при силе тока в 200 — 300 А.
Окончание шва. При окончании сварки, обрыве дуги в конце шва следует правильно заваривать кратер. Кратер является зоной с наибольшим количеством вредных примесей, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл, заполнит кратер.
При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва — на основной металл. Если сваривают сталь, склонную к образованию закалочных структур, вывод кратера в сторону недопустим ввиду возможности образования трещин.
Режимы сварки стыковых соединений без скоса кромок
| Характер шва | Диаметр электрода, мм | Ток в амперах | Толщина металла в мм | Зазор в мм |
| Односторонний | 3 | 180 | 3 | 1.9 |
| Двусторонний | 4 | 220 | 5 | 1.5 |
| Двусторонний | 5 | 260 | 7-8 | 1.5-2.0 |
| Двусторонний | 6 | 330 | 10 | 2.0 |
Примечание. Максимальные значения тока должны уточняться по паспорту электродов.
Режимы сварки стыковых соединений со скосом кромок
| Диаметр электрода, мм | Среднее значение тока, А | Толщина металла, мм | Зазор, мм | Число слоев, кроме подварочного и декоративного | |
| первого | последующего | ||||
| 4 | 5 | 180-260 | 10 | 1.5 | 2 |
| 4 | 5 | 180-260 | 12 | 2.0 | 3 |
| 4 | 5 | 180-260 | 14 | 2.5 | 4 |
| 4 | 5 | 180-260 | 16 | 3.0 | 5 |
| 5 | 6 | 220-320 | 18 | 3.5 | 6 |
При сварке постоянным током обратной полярности глубина провара на 40- 50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15 — 20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4 — 6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла. Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию. На рис 5. представлены схемы сварки стыковых швов навесу, на медной съемной подкладке, с предварительным подварочным швом и на стальной Подкладке.
Рис 5. Сварка стыковочных швов.
1 — сварка шва «на весу»; 2 — сварка на медной подкладке (съемной); 3 — сварка на стальной остающейся подкладке; 4 — сварка с предварительным и подварочным швом.
Выполнение горизонтальных, вертикальных и потолочных швов требует определенных навыков так как существует очень большая вероятность вытекания расплавленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
Для того что бы удержать слой расплавленного металла в сварочной ванне нужно что бы сила поверхностного натяжения могла удержать массу наплавляемого материала. И чем меньше будет масса, тем больше вероятности, что она будет удержана данной силой (пленкой). Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикалъные) швов берутся электроды с диаметром 5 мм.
Потолочный шов.
Самый сложный из всех: Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Рис. 6. Угол наклона электрода при сварке.
А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке.
Вертикальный шов.
Может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся металл удерживает находящийся выше расплавленный металл. При данном способе удобно проваривать корень шва и кромок. Объясняется это тем, что расплавленный металл с электрода будет стекать в сварочную ванну. Единственный недостаток данного способа — поверхность шва будет покрыта грубой чешуей. Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов.
Более сложен в исполнении, чем вертикальный. Причина — стекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.
Применение постоянного тока
Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями.
Подведем итоги
ММА наряду с другими типами сварок имеет некоторые особенности и трудоемкий процесс работы. Технология может быть вам непонятна, если путь сварщика только начался.
Со временем вы обязательно запомните последовательность операций. ММА Сварка станет приятным и легким процессом, который обязательно будет доведен до идеала.
Не стоит расстраиваться, если в первые месяцы работа выглядит неидеальной. Сварочное дело требует оттачивания навыков и десятилетнего труда.
Для начала можно потренироваться на тех листах металла, которые не пригодятся. В помощь новичку придут видео-уроки, которые находят в интернете за пару секунд.
Oборудование
Что это такое MMA TIG MIG вы уже знаете, теперь поговорим об типах аппаратов для каждого вида сварочных работ.
С инертным газом
Газ находится в баллонах со специфической маркировкой, сверху установлен редуктор, регулирующий величину его подачи. При методе МИГ используют инертные газы, которые намного дороже активных аналогов, например, цена углекислого газа в 45 раз меньше аргона, а по сравнению с гелием — стоимость снижается еще в 3,5 раза.
При сварке МАГ в качестве защиты используется углекислый газ или азот, но чтобы не было негативного воздействия на результат, применяют проволоку с добавлением марганца или кремния, т. к. они не дают окислять расплавленный металл.
С неплавящимся стержнем
В странах СНГ метод ТИГ — это аргонодуговая сварка по названию используемого газа для защиты, неплавящийся электрод упрощает весь процесс, а отсутствие посторонних вкраплений позволяет получить высококачественный шов. Импульсный вариант сварочного процесса аналогичен по своим свойствам TIG, только используется непостоянный ток, такой режим встречается в агрегатах МАГ/ТИГ. Его применяют для соединения тонких листов, т. к. нет перегрева и коробления поверхности, а шовное соединение имеет вид чешуи.
Процесс сварки MMA был подробно описан ранее, напомним, что для него характерно образование дуги между плавящимся электродом и заготовкой.
Шов после застывания покрывается окалиной от застывшего шлака, которая легко удаляется постукиванием по поверхности молотком.
Полуавтоматы
Практически во всех СТО установлен аппарат для сварки методом МИГ/МАГ, потому что при его применении получается шов высокого качества, не требующий дополнительной обработки. Используют инверторы, т. к. подключаются они к обычной электрической сети, имеют небольшие габариты и массу, а также мобильны.
Источник питания у большинства аппаратов идентичный, поэтому производители наладили выпуск универсального оборудования, которое позволяет работать на разных режимах, только надо сменить горелку.
Проволока для присадки
Методы MIG MAG TIG используют в полуавтоматах специальные установки для непрерывной подачи проволоки, от характеристик которой зависит качество швов. Когда применяется порошковый вид присадка, то защитный газ не нужен.
На производстве применяют такие виды: на основе алюминия, из стали, с частичным или полным омеднением и порошковая проволока. Особое качество и большое распространение получили два последних варианта — гарантируется отсутствие брызг, что повышает качество и скорость сварки.
Полуавтомат-универсал
Аппарат Тритон МИГ — это яркий пример универсальности, он относится к оборудованию для профессионалов. Инвертор компактных габаритов установлен на небольших колесах, вырабатывает ток не более 250 А, обеспечивает нормальную работу во всех существующих режимах, проводит шов по технологии Пятно/Стежок.
В комплектации имеется три варианта горелок, которые легко заменить. При пиковом режиме продолжительность работы составляет 60%, а при 200 А — 100%. Для надежности и легкости активации розжига имеются специальная функция и контактная активация дуги. Оборудование позволяет соединять разные металлы, а также листы с оцинковкой.
Spot/Stitch
В этом режиме оборудование работает таким методом: капля расплавленной проволоки переносится на изделие при отсутствии КРЗ (короткое замыкание), поэтому нет перегрева и коробления поверхности. Аналогичная методика применяется для прочного соединения листов из нержавейки или оцинкованных заготовок. Небольшой нагрев увеличивает продолжительность срока использования аппарата и повышает общую работоспособность.
Сварка в режимах TIG и MIG
Уважаемые начинающие сварщики, эта статья написана для вас. Мы изучили все часто задаваемые вопросы о сварке в режимах TIG и MIG и сделали небольшую статью, в которой ответили на эти вопросы. Возможно, это поможет вам при работе с оборудованием.
Для аргонодуговой сварки TIG вам понадобится:
- Сварочный аппарат аргонодуговой сварки.
- Баллон с газом (Аргон или Гелий)
- Редуктор.
- Присадочный пруток.
На что в первую очередь стоит обратить внимание
- Большинство аппаратов TIG варят металлы на постоянном токе DC. Если вам нужно варить алюминий – необходимо приобрести аппарат сваривающий металлы на переменном токе AC. Аппарат на постоянном токе DC никогда не будет варить алюминий! Только на переменном токе AC можно сваривать алюминий.
- TIG сваркой можно сваривать: сталь, алюминий, медь, титан и два разнородных металла. Этот процесс идеально подходит для сварки труднодоступных швов, швов формы S, углов. Сварка аппаратом TIG позволит выполнить очень тонкие и качественные швы, особенно там, где важно чтобы шов был не заметен. Так как вы сами контролируете весь процесс сварки с помощью сварочной горелки , вы сможете делать косметические швы, автомобильные, сваривать тонкие металлы.
- Газ. В 99% случаев вам понадобиться Аргон. Очень редко используют Гелий, например американская ассоциация сварщиков рекомендует использовать Гелий для сварки меди, но Гелий очень дорогой и по этому все используют Аргон. Газ нужен для того, чтобы в сварочную ванну не попадал воздух, который разрушит соединение. Аргон – инертный газ, он безвреден для дыхания и не взрывоопасен.
- Присадочный пруток. Как правило он продается в тубах. Когда вы поднесете горелку к металлу и по вольфрамовому электроду пойдет ток на изделия которые вы будете сваривать – вам необходимо будет подсовывать присадочный пруток. Ток будет расплавлять металл и присадочный пруток, который в свою очередь будет образовывать сварочный шов. По мере продвижения горелки шов будет остывать и сваривать прочно изделия.
- Редуктор. Вам понадобиться специальный редуктор для Аргона, который присоединяется к баллону с газом.
- Вольфрамовый электрод – перед тем как вы выбрать вольфрамовый электрод нужно понимать какой металл вы будете сваривать, в принципе есть универсальный вариант WC 20 (серый). Если вы будете сваривать алюминий, то кончик электрода нужно заточить в форме шарика, а если вы будете сваривать стальные изделия – нужно заточить в форме острого наконечника. Заточить электрод можно на любом шлифовальном станке.
Выбор покупателей. Аппараты TIG для сварки алюминия (переменный ток AC)
Выбор покупателей. Аппараты TIG для сварки стали (постоянный ток DC)
Сварка MIG в полуавтоматическом режиме
На наш взгляд, один из самых практичных типов сварки — это сварка полуавтоматом в среде активных газов.
Для корректной работы сварочного полуавтомата вам понадобится углекислота (СО2) или смесь инертных газов, например Аргон + СО2, соответствующий газу редуктор, а также сварочная проволока (сплошного сечения или порошковая.
Во время сварочного процесса из сопла горелки подается сварочная проволока и защитный газ. Задача газа — создать защитную оболочку, оттеснив воздух из сварочной ванны, тем самым защитить сварной шов от попадания кислорода и азота.
Смесь аргона с углекислым газом способствуют повышению стабильности дуги, а также улучшает формирование шва при сварке тонколистового металла.
Для подбора диаметра сварочной проволоки ниже мы привели универсальную таблицу
| Толщина металла, мм. | 0.5-1.0 | 1.0-2.0 | 2.0-4.0 | 5.0-8.0 | 8.0-12 | 12-18 |
| Диаметр сварочной проволоки, мм. | 0.5-0.8 | 0.8-1.0 | 1.0-1.2 | 1.6-2.0 | 2.0 | 2.0-2.5 |
При расходе газа 20 л/мин. углекислота превращается в сухой лед. Что бы предотвратить замерзание редуктора, советуем вам приобретать регуляторы расхода газа с подогревом.
Как правило, подогрев подключается к розетке 36В, которой оснащены большинство сварочных полуавтоматов.
При выборе аппарта обращайте внимание какой мксимальный диаметр проволоки вы можете использовать. Как правило, все “бытовые” аппараты имеют максимальный диаметр 1.0 мм.
Настройки аппарата подогнаны под эту толщину сварочной проволоки и корректная работа аппарата возможна только при соблюдении этого диаметра. Промышленные аппараты могут варить более оолстой проволокой.
Если вы берете аппарат в гараж или на дачу, вам достаточно будет аппарата который выдает до 140А. Многие производители делают такие аппараты с максимальным током до 180 Ампер.
Обычно покупается инверторная техника, но кому-то нравится рабоать трансформаторной. Например полуавтомат ELAND MIG 195 очень часто покупается в нашем интернет-магазине. Инверторный аппарат от компании Сварог EASY MIG 160 N219 может сваривать алюминий.
Выбор покупателей. Полуавтоматы для сварки в режиме MIG
Кабельные и панельные розетки и вилки →← Подбор сварочных аппаратов для начинающих
Источник: https://svarkamall.ru/stati/103-svarka-v-rezhimah-tig-i-mig.html