Наблюдать искровые разряды приходилось каждому, в том числе и людям, далёким от познаний в электротехнике. Гигантскими искровыми разрядами сопровождаются грозы. Высвобождение огромной энергии, сконцентрированной в электрическом разряде молнии (см. рис. 1), сопровождается ослепительной вспышкой раскалённого ствола. Одним из видов искровых разрядов, созданных человечеством, является дуговой разряд, или попросту, электрическая дуга.
Рис. 1. Грозовой разряд
На сегодняшний день причины возникновение и свойства электрической дуги детально изучено наукой. Физики установили, что в области её горения возникает огромная концентрация зарядов, которые образуют плазму ствола. Температуры столба достигает нескольких тысяч градусов.
Что такое электрическая дуга?
Это загадочное явление впервые описал русский учёный В. Петров. Он создавал электрическую дугу, используя батарею, состоящую из тысяч медных и цинковых пластин. Изучая процесс зажигания дуги постоянным током, учёный пришёл к выводу, что воздушный промежуток между электродами при определённых условиях приобретает электропроводимость.
Одним из условий возникновения электрического пробоя является достаточно высокая разность потенциалов на концах электродов. Чем выше напряжение, тем больший газовый промежуток может преодолеть разряд. При этом образуется электропроводный газовый столб, который сильно разогревается во время горения дуги.
Рис. 2. Электрическая дуга
Возникает резонный вопрос: «Почему воздух, являющийся отличным изолятором в обычном состоянии, вдруг становится проводником?».
Объяснение может быть только одно – в стволе дуги образуются носители зарядов, способные перемещаться под действием электрического поля. Поскольку в воздухе, в отличие от металлов, нет свободных электронов, то вывод напрашивается только один – ионизация газов (см. рис. 3). То есть, запуск процесса насыщения газа ионами, являющимися носителями электрического заряда.
Рис. 3. Физика электрической дуги
Ионизация воздуха происходит под действием различного вида излучений, включая рентгеновское и космическое облучение. Поэтому в воздухе всегда находятся небольшое количество ионов. Но поскольку ионы почти сразу рекомбинируются (превращаются в нейтральные атомы и молекулы), то концентрация заряженных частиц всегда мизерная. Получить вспышку дуги при такой концентрации невозможно.
Для возникновения дугового разряда нужен лавинообразный процесс ионизации. Его можно вызвать путём сильного нагревания газа, которое происходит при зажигании.
При размыкании контактов происходит эмиссия электронов, скапливающихся на очень маленьком пространстве. Под действием напряжённости электрического поля отрицательные заряды устремляются к электроду с положительным знаком.
При достижении напряжения пробоя, между электродами возникает искровой разряд, разогревающий область между электродами. Если ток достаточно большой, то количество тепла будет достаточно для запуска лавинообразного процесса ионизации воздуха.
На участке, который называют дуговым промежутком, образуется ствол, называемый столбом дуги и состоящий из горячей проводимой плазмы. По этому стволу протекает ток, поддерживающий разогревание плазмы. Так происходит процесс зажигания дугового разряда.
Насыщение плазменного ствола ионами разных знаков приводит к значительному увеличению плотности тока, а также к рекомбинации части ионов. Разогревание плазмы приводит также к увеличению давления в стволе. Поэтому часть ионов улетучивает в окружающее пространство.
Если не поддерживать образование новых зарядов, то произойдёт гашение дуги. Как мы уже выяснили, устойчивому горению сопутствуют 2 фактора: наличие напряжения между электродами и поддержание высокой температуры плазмы. Исключение одного из них, приведёт к гашению дуги.
Таким образом, можем сформулировать определение электрической дуги. А именно электрическая дуга — это вид искрового разряда, сопровождающегося большой плотностью тока, длительностью горения, малым падением напряжения на промежутке ствола, характеризующегося повышенным давлением газа, в котором поддерживается высокая температура.
Электрическая дуга отличается от обычного разряда большей длительностью горения.
Причины и условия появления
Как известно, если любое тело, проводящее электричество, например, гвоздь, шуруп и т.д., расположить в активном электрическом поле, то на его поверхности будут накапливаться заряженные частицы.
Более того, чем больше изгиб или искривление поверхности проводника, тем меньше их будет накапливаться. Если упростить терминологию – электрический заряд будет накапливаться на остром конце шурупа или гвоздя.
Пространство между, вышеприведенными в эксперименте, шурупами выступает в роли проводящего воздуха или газа.
Из-за влияния электрического поля происходит ионное заряжение, в результате которого появляются искры или «микромолния» или электрическая дуга.
Все эти термины подразумевают одно и тоже, потому рекомендуем использовать то, что для вас легче всего визуализировать и понять.
Напряжение тока во время которого появляется электрическая дуга, зависит от нескольких факторов внешней среды: давление, температура, влажность воздуха и т.д.
На заметку. Некоторые специалисты утверждают, что явление именно такой формы, поскольку в действительности траектория заряженных частиц искажается от воздействия внешней температуры, напоминая полукруг.
Чтобы зажечь электрическую дугу необходимо разорвать напряжение электроцепи. Для наглядности рекомендуем ознакомиться с иллюстрацией ниже.
Подробнее о зажигании и условиях горения.
- Между проводниками должно быть пространство.
- Чтобы разрушит напряжение электроцепи необходим ток с высоким показателем, в зависимости от дистанции между проводниками.
- Чтобы поддержать горение необходимо обеспечить постоянное питание 60 Вольт и ток 10 Ам.
Строение
Электрическая дуга состоит из трёх основных зон:
- катодной;
- анодной;
- плазменного столба.
В сварочных дугах размеры катодной и анодной зоны незначительные, по сравнению с длиной столба. Толщина этих зон составляет тысячные доли миллиметра. В зоне катодного падения напряжения (на конце отрицательного электрода) наблюдается наличие катодных пятен, которые образуются в результате сильного нагревания.
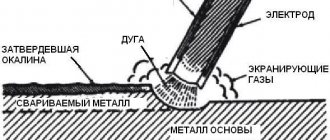
На рисунке 4 изображена схема строения дуги, создаваемой сварочным аппаратом.
Рис. 4. Строение сварочной дуги
Обратите внимание: с целью достижения наглядности, на картинке сильно преувеличены электродные зоны. В действительности их толщина измеряется в микронах.
Образование дуги, её строение и свойства
Представим, что мы в лаборатории проводим эксперимент. У нас есть два проводника, например, металлических гвоздя. Расположим их острием друг к другу на небольшом расстоянии и подключим к гвоздям выводы регулируемого источника напряжения. Если постепенно увеличивать напряжение источника питания, то при определенном его значении мы увидим искры, после чего образуется устойчивое свечение подобное молнии.
Таким образом можно наблюдать процесс её образования. Свечение, которое образуется между электродами — это плазма. Фактически это и есть электрическая дуга или протекание электрического тока через газовую среду между электродами. На рисунке ниже вы видите её строение и вольт-амперную характеристику:
А здесь – приблизительные величины температур:
Полезное применение
Как это ни странно, но физики нашли применение этому электрическому явлению ещё на этапе развития науки об электричестве. Пример тому – лампочка Яблочкова. Она состояла из двух угольных электродов, между которыми зажигалась электрическая дуга.
У этой лампы были два недостатка. Электроды быстро изнашивались (выгорали), а спектр света смещался в ультрафиолетовую зону, что негативно влияло на зрение. По этим причинам дуговые лампы не нашли широкого применения и их быстро вытеснили лампы накаливания, существующие до сегодняшнего дня.
Исключение составляют дугоразрядные лампы, а также мощные прожектора, используемые преимущественно в военных целях. Дуговой разряд стал массово применяться на практике с момента изобретения сварочного аппарата. Дуговую сварку применяют для сварки металлов. (см. рис. 5)
Рис. 5. Дуговая сварка
Используя проводимость плазмы, включая в сварочную цепь специальные сварочные электроды, достигают высокой температуры в сосредоточенном пятне. Регулируя сварочный ток, сварщик имеет возможность настроить аппарат на нужную температуру дугового разряда. Для защиты ствола от тепловых потерь, металлические электроды покрыты специальной смесью, обеспечивающей стабильность горения.
Электрическую дугу применяют в доменных печах для плавки металлов. Дуговая плавка удобна тем, что можно регулировать её температуру путём изменения параметров тока.
Наряду с полезным применением, в электротехнике часто приходится бороться с дуговыми разрядами. Не контролированный дуговой разряд может нанести существенный вред на линиях электропередач, в промышленных и бытовых сетях.
Рис. 6. Дуговой разряд на ЛЭП
Классификация
За счет широкого распространения сварочного процесса дуга может быть нескольких видов. Особенности энергетического электрозаряда позволяют выделить следующие его разновидности согласно конструкции и назначению:
- плавкая изготавливается из стального сплава – при работе происходит расплавка металлического электродного стержня;
- неплавкая актуальна при работе с графитом и вольфрамом – электроды данного вида во время сварки не расходуются, а формирование шва происходит из расплавленных металлических заготовок.
По схеме подвода тока и среде
Согласно схеме электросоединения дуги для сварки делят на две разновидности.
- Прямого действия. В качестве одного электрода выступает конструкция сварки, а второго – плавящийся элемент. В месте зазора происходит образование дуги.
- Косвенного действия. Розжиг происходит между парой неплавких параллельных электродов, после чего он подносится к свариваемой заготовке.
По атмосфере
По принципу атмосферы сварочные дуги бывают трех типов.
- Открытая сфера. В данном случае горение дуги возможно в открытом пространстве, при этом образуется газовая сфера с содержанием металлического пара, а также электродного и поверхностного.
- Закрытая. Дуга закрытого типа наблюдается при горении под флюсом. В фазе газа около дуги находится пар от материала, электрода и слоя флюса.
- С подачей смеси газа. В этом электрозаряде может располагаться газ в сжатом виде, а также его примеси. Использование водорода, углекислого газа и аргона необходимо для предотвращения окисления обрабатываемой поверхности. Благодаря подаче вышеперечисленных веществ наблюдается восстановление среды или ее нейтральное отношение по отношению к факторам последней.
По длительности действия
Согласно длительности работы электрическую сварочную дугу можно поделить на такие типы:
- постоянная, которая считается актуальной для длительной работы;
- импульсная, что представлена однократным мощным импульсом, обычно такая дуга используется для контактного вида сварки.
Причины возникновения
Исходя из определения, можем назвать условия возникновения электрической дуги:
- наличие разнополярных электродов с большими токами;
- создание искрового разряда;
- поддержание напряжения на электродах;
- обеспечение условий для сохранения температуры ствола.
Искровой разряд возникает в двух случаях: при кратковременном соприкосновении электродов или при приближении к параметрам пробоя. Мощный электрический пробой всегда зажигает ствол.
При сохранении оптимальной длины дуги температура плазмы поддерживается самостоятельно. Однако, с увеличением промежутка между электродами, происходит интенсивный теплообмен ствола с окружающим воздухом. В конце концов, в стволе, вследствие падения температуры, образование ионов лавинообразно прекратится, в результате чего произойдёт гашение пламени.
Пробои часто случаются на высоковольтных ЛЭП. Они могут привести к разрушению изоляторов и к другим негативным последствиям. Длинная электрическая дуга довольно быстро гаснет, но даже за короткое время горения её разрушительная сила огромна.
Дуга имеет склонность к образованию при размыкании контактов. При этом контакты выключателя быстро выгорают, электрическая цепь остаётся замкнутой до момента исчезновения ствола. Это опасно не только для сетей, но и для человека.
Как проявляет себя дуга в электрооборудовании
Как было сказано выше, катализатором ее возникновения является сильное тепловыделение в катодном пятне. Температура электрической дуги, как уже упоминалось, может достигать 20 000 °С, примерно в четыре раза выше, чем на поверхности солнца. Этот зной может быстро расплавить или даже испарить медь проводников, которая имеет температуру плавления около 1084 °С, намного ниже, чем в дуге. Поэтому в ней часто образуются пары меди и брызги расплавленного металла. Когда медь переходит из твердого состояния в пар, она расширяется в несколько десятков тысяч раз от своего первоначального объема. Это эквивалентно тому, что кусочек меди в один кубический сантиметр изменится до размера 0,1 кубометра в доли секунды. При этом возникнет давление высокой интенсивности и звуковые волны, распространяющиеся вокруг с большой скоростью (которая может быть свыше 1100 км в час).
Способы гашения
Следует отметить, что гашение дуги происходит и по разным причинам. Например, в результате остывания столба, падения напряжения или когда воздух между электродами вытесняется сторонними испарениями, препятствующими ионизации.
С целью недопущения образования дуг на высоковольтных проводах ЛЭП, их разносят на большое расстояние, что исключает вероятность пробоя. Если же пробой между проводами всё-таки случится, то длинный ствол быстро охладится и произойдёт гашение.
Для охлаждения ствола его иногда разбивают на несколько составляющих. Данный принцип часто используют в конструкциях воздушных выключателей, рассчитанных на напряжения до 1кВ.
Некоторые модели выключателей состоят из множества дугогасительных камер, способствующих быстрому охлаждению.
Быстрой ионизации можно достигнуть путём испарения некоторых материалов, окружающих пространство подвижных ножей. Испарение под высоким давлением сдувает плазму ствола, что приводит к гашению.
Существуют и другие способы: помещение контактов в масло, автодутьё, применение электромагнитного гашения и др.
Гашение дуги методом нулевого тока
Этот метод используется только в цепях переменного тока. В нем сопротивление дуги сохраняется низким, пока ток не снижается до нуля, где она гаснет естественным путем. Ее повторное зажигание предотвращается несмотря на увеличение напряжения на контактах. Все современные выключатели больших переменных токов используют этот метод гашения дуги.
В системе переменного тока последний падает до нуля после каждого полупериода. В каждое такое обнуление дуга гаснет на короткое время. При этом среда между контактами содержит ионы и электроны, так что ее диэлектрическая прочность небольшая и может быть легко разрушена растущим напряжением на контактах.
Если это происходит, электрическая дуга будет гореть в течение следующего полупериода тока. Если сразу же после его обнуления диэлектрическая прочность среды между контактами растет быстрее, чем напряжение на них, то дуга не зажжется и ток будет прерван. Быстрое увеличение диэлектрической прочности среды вблизи нуля тока может быть достигнуто путем:
- рекомбинации ионизированных частиц в пространстве между контактами в нейтральные молекулы;
- удалением ионизированных частиц прочь и заменой их нейтральными частицами.
Таким образом, реальной проблемой в прерывании переменного тока дуги является быстрая деионизация среды между контактами, как только ток становится равным нулю.
Воздействие на человека и электрооборудование
Электрическая дуга представляет опасность для человека своим термическим воздействием, а также ультрафиолетовым действием излучающего света. Огромную опасность таит в себе высокое напряжение переменных токов. Если незащищённый человек окажется на критически близком расстоянии от токоведущих частей приборов, может произойти пробой электричества с образованием дуги. Тогда на тело, кроме воздействия тока, окажет действие термической составляющей.
Распространение дугового разряда по конструктивным частям оборудования грозит выжиганием электронных элементов, плат и соединений.
Способы деионизация среды между контактами
1. Удлинение зазора: диэлектрическая прочность среды пропорциональна длине зазора между контактами. Таким образом, при быстром размыкании контактов может быть достигнута и более высокая диэлектрическая прочность среды.
2. Высокое давление. Если оно в непосредственной близости от дуги, увеличивается, плотность частиц, составляющих канал дугового разряда, также растет. Повышенная плотность частиц приводит к высокому уровню их деионизации и, следовательно, диэлектрическая прочность среды между контактами увеличивается.
3. Охлаждения. Естественная рекомбинация ионизированных частиц происходит быстрее, если они остывают. Таким образом, диэлектрическая прочность среды между контактами может быть увеличена путем охлаждения дуги.
4. Эффект взрыва. Если ионизированные частицы между контактами сметены прочь и заменены неионизированными, то диэлектрическая прочность среды может быть увеличена. Это может быть достигнуто с помощью газового взрыва, направленного в зону разряда, или впрыскиванием масла в межконтактное пространство.
В таких выключателях в качестве среды гашения дуги используется газ гексафторид серы (SF6). Он имеет сильную тенденцию поглощать свободные электроны. Контакты выключателя открываются в потоке высокого давления SF6) между ними (см. рисунок ниже).
Газ захватывает свободные электроны в дуге и формирует избыток малоподвижных отрицательных ионов. Число электронов в дуге быстро сокращается, и она гаснет.
Использует
Электрическая дуга может плавиться оксид кальция
В промышленности электрические дуги используются для сварка, плазменная резка, за электроэрозионная обработка, как дуговая лампа в кинопроекторы, и точки наблюдения в сценическое освещение. Электродуговые печи используются для производства стали и другие вещества. Карбид кальция производится таким образом, так как требует большого количества энергии для продвижения эндотермический реакция (при температуре 2500 ° С).
Углеродные дуговые лампы были первые электрические фонари. Они использовались для уличных фонарей в 19 веке и для специализированных приложений, таких как прожекторы до Второй мировой войны. Сегодня электрические дуги низкого давления используются во многих областях. Например, флуоресцентные трубки, ртуть, натрий и металлогалогенные лампы используются для освещения; ксеноновые дуговые лампы используются для кинопроекторов.
Формирование интенсивной электрической дуги, похожей на мелкую. дуговая вспышка, это основа взрывные детонаторы.
Основное остающееся применение — распределительные устройства высокого напряжения для сетей передачи высокого напряжения. В современных устройствах используется гексафторид серы под высоким давлением в сопловом потоке между отдельными электродами внутри сосуда высокого давления. Переменный ток короткого замыкания прерывается при нулевом токе сильно электроотрицательными ионами SF6, поглощающими свободные электроны из распадающейся плазмы. Подобная воздушная технология была в значительной степени заменена, потому что требовалось много шумных блоков, подключенных последовательно, чтобы предотвратить повторное зажигание тока в аналогичных условиях суперсети.
Электрические дуги исследованы на электрическая тяга космического корабля.
Они используются в лаборатории для спектроскопия для создания спектрального излучения путем интенсивного нагрева образца иметь значение.
Направляя дугу
Ученые открыли метод управления траекторией дуги между двумя электродами, направляя лазерные лучи на газ между электродами. Газ превращается в плазму и направляет дугу. Путем создания плазменного пути между электродами с помощью различных лазерных лучей дуга может быть образована изогнутыми и S-образными дорожками. Дуга также может ударить о препятствие и перестроиться на другой стороне препятствия. Технология дуги с лазерным наведением может быть полезна в приложениях для подачи электрической искры в определенное место.[12][13]
Продолжительность разряда
В практических применениях чаще используется непрерывный режим разряда. Однако импульсный режим также распространен. Его используют при контактной сварке.
Сварка заготовок проводится не сплошным швом, а в нескольких точках. Такое соединение не обеспечивает герметичности, но обладает достаточной прочностью для выполнения тонкостенных конструкций, таких, как корпуса бытовой техники, различных приборов и установок, корпуса автомобилей.
Процесс осуществляется неплавящимся массивным электродом, который с большой силой прижимается к заготовке. Через электрод пропускается кратковременный ток очень большой силы — до нескольких тысяч ампер. В месте контакта металл обеих заготовки расплавляется, а по окончании импульса охлаждается и кристаллизуется как единое целое.
Далее электрод (или заготовка) перемещается вдоль линии шва к новой точке, прижимается к ней и подается новый импульс.
Электроды-ролики для контактной сварки
Существует разновидность такого метода, позволяющая получать и герметичные соединения. Электрод в этом случае выполняется в виде ролика, катящегося по поверхности заготовки. Импульсы подаются с небольшими промежутками, зоны оправления вдоль линии качения частично перекрываются и образуют сплошной материал шва. Такая технология применяется при автоматической сварке трубопроводов.
При постоянном токе
Для лучшего восприятия информации рассмотрим свойства дуги на примере сварочных процессов. Источники питания сварочной дуги могут различаться по типу тока. При постоянном токе выделяют три основные зоны:
- анодная область;
- катодная область;
- столб дуги.
Зоны анода и катода, которые поддаются наиболее интенсивному температурному воздействию, называют активными пятнами. Через них проходит весь разряд дуги. При сварочном токе в 300 А размер катодного пятна в два раза меньше анодного. Распределение выделения тепловой энергии выглядит следующим образом:
- анодная область – 43 %;
- катодная область – 36 %;
- столб дуги – 21 %.
При этом наибольшей температурой отличается столб дуги. При сварке неплавящимися электродом температура столба может быть в диапазоне 5000-6000 Сº.
Хорошая и плохая сварочная дуга, как отличить? Полезные советы.
Расстояние между концом электрода и дном ванны, т. е. поверхностью расплавленного металла, называется длиной дуги. Эта величина имеет очень большое значение в технике сварки. Для получения хорошей сварки необходимо длину дуги брать как можно меньше, т. е. держать дугу короче, причем длина ее не должна превосходить 3—4 мм. Конечно, длина дуги не является величиной постоянной, так как конец электрода все время плавится и, следовательно, расстояние между ним и кратером увеличивалось бы; если бы электрод держать неподвижно до тех пор, пока связь не оборвалась. Поэтому при сварке необходимо все время электрод приближать по мере его плавления к основному металлу, чтобы поддержать длину дуги приблизительно постоянной в пределах 2—4 мм.
Необходимость поддержать короткую дугу (т. е. не длиннее 3—4 мм) вызывается тем, что расплавленный металл электрода поглощает при своем переходе с электрода в кратер кислород и азот из окружающего дугу воздуха, что ухудшает его механические качества (относительное удлинение и сопротивление удару). Понятно, что вредное действие воздуха будет тем меньше, чем меньше времени жидкий металл будет проходить через воздух.
Короткая:
При короткой дуге это время будет меньше, чем при длинной и, следовательно, металл электрода не успеет поглотить столько кислорода и азота, сколько могли бы, проходя большой путь из-за длинной дуги. Так как стремление каждого сварщика должно всегда заключаться в том, чтобы получить наилучший по своим качествам шов, то поэтому подержанно короткой дуги является Обязательным условием хорошей сварки. Короткую дугу можно отличить не только по виду, но также и по слуху, так как короткая дуга издает характерное сухое потрескивание, напоминающее по звуку треск масла, вылитого на раскаленную сковороду. Этот звук короткой дуги каждый сварщик должен хорошо знать.
Длинная:
При длинной дуге (т. е. при длине больше 4 мм) мы никогда не получим хорошего шва. Не говоря уже о том, что при длинной дуге будет происходить сильное окисление металла шва, сам шов также имеет очень неровный вид. Происходит это оттого, что длинный разряд является менее устойчивым, чем короткий, искра имеет стремление как бы блуждать и отклоняться в стороны от места сварки, вследствие чего нагрев от нее создается не такой, как при короткой дуге, а распространяется на большую площадь. Благодаря этому тепло, излучаемое дугой, не все идет на расплавление металла в месте сварки, а рассеивается частично напрасно по большой поверхности.
При длинной дуге получается поэтому плохой провар, и, кроме того, капли с электрода, : падая на плохо прогретое место, не сплавляются с основным металлом, а разбрызгиваются в стороны.
По внешнему виду всегда можно сразу отличить шов, сваренной короткой или длинной дугой. Правильно проваренный короткой дугой шов имеет правильные очертания, гладкую выпуклую поверхность и чистый, блестящий вид. Шов, сваренный длинной дугой, имеет неровный бесформенный вид и окружен многочисленными каплями и брызгами застывшего металла с электрода. Такой шов, конечно, совершенно негоден.