Содержание
- Сущность и определение диффузионной сварки
- Область применения диффузионной сварки
- Приборостроение
- Крупногабаритные заготовки и полуфабрикаты
- Производство композитных листов
- Совмещение сварки с процессом формообразования
- Схемы процесса диффузионной сварки
- Преимущества и недостатки процесса диффузионной сварки
- Преимущества
- Недостатки
- Типы и конструкция получаемых соединений
- Подготовка свариваемых участков
- Применение промежуточных покрытий и прокладок
- Предохранение от приваривания деталей к оснастке
- Выбор режимов сварки
- Видео: диффузионная сварка в вакууме
- Основной вид установки для диффузионной сварки
- Установка для диффузионной сварки сложных деталей
- Герметизируемые контейнеры
- Видео: установка УДВ 35 01 для диффузионной сварки
Недостатки
Главный из недостатков — сам аппарат для диффузионной сварки. Он представляет собой сложную установку, основные элементы которого — вакуумная камера с вакуумным насосом.
В конструкции сварочного аппарата для диффузионной сварки также присутствуют прессы, система охлаждения, нагревательные элементы и ряд вспомогательных механизмов, изготовленных из жаропрочных сплавов, так как сварка производится при высокой температуре.
Техническая сложность сварочной установки, ее большая масса и общая громоздкость подразумевают ее высокую базовую стоимость.
Это препятствует повсеместному распространению диффузионной сварки, делая ее рентабельной (в силу необходимости) в основном для сложных производств, таких, как изготовление полупроводников в электронике, а также некоторых принципиально важных деталей в авиационном и космическом машиностроении (и в некоторых других областях, где требуется аналогичное качество).
Наличие камеры налагает ограничения на размеры свариваемых деталей — это второй существенный недостаток.
Третьим минусом является необходимость очень тщательной очистки и полировки поверхностей перед диффузионным контактом, поскольку любая пленка загрязнения становится непреодолимым препятствием для диффузии.
Обратите внимание, что в некоторых особых случаях соединяемые поверхности, наоборот, целенаправленно окисляются. Слой окислов может способствовать более быстрому взаимопроникновению атомов. Такая технология используется при соединении стекла и керамики с применением металлического подслоя.
В России на разных производствах применяют различные по габаритам, мощностям и предназначению установки диффузионной сварки, такие, как П-114, П-115, УСДВ-630, ДСВ-901, МДВС-302 и другие.
Сущность и определение диффузионной сварки
Диффузионная сварка металлов представляет собой вид сварки давлением с применением нагрева, при которой сваривание получается за счёт взаимной диффузии атомов соединяемых деталей.
Сваривание происходит за счёт пластической деформации кромок при температуре ниже температуры плавления, т.е. в твёрдом состоянии. Нагрев может происходить с применением многих известных источников тепла. Наиболее часто на практике применяются индукционный, радиационный, электронно-лучевой способ нагрева, нагрев электрическим током, тлеющим разрядом и нагрев в расплаве солей.
В большинстве случаев, диффузионную сварку выполняют в вакууме, но на практике её можно провести в среде защитных газов, восстановительных газов, или в их смеси. Если свариваются металлы, мало подверженные к воздействию кислорода, то процесс возможен даже на воздухе.
Устройство диффузионной установки
Сам комплекс агрегатов, позволяющий выполнить весь процесс по соединению материалов, состоит из следующих узлов:
- Камера.
- Станина.
- Вакуумный уплотнитель.
- Насос.
- Генератор и индуктор.
- Механизм сжатия.
Камера служит местом, где непосредственно размещаются детали и создается вакуумная среда.
Станина, как и в любом другом станке, служит подставкой для размещения на ней узлов установки. В данном случае на ней монтируется камера. Она, в свою очередь, с помощью роликового механизма может перемещаться по станине.
Уплотнитель — это прокладка между камерой установки и подставкой.
Насос работает на откачку воздуха и устройства вакуума.
Генератор и индуктор обеспечивают нужный нагрев стыков соединяемых деталей.
Сжатие обеспечивается механизмом, состоящим из масляного насоса и гидравлических цилиндров. За счет них достигается нужное давление.
Конечно, это один из видов установки. Но, невзирая на различные типы нагревателей (электронно-лучевые, радиационные, установка тлеющего заряда, генератор высоких токов), сохраняется главный принцип — нагрев и сжатие.
Область применения диффузионной сварки
Приборостроение
В современных приборах зачастую используются узлы и элементы, изготовленные из разнородных материалов, в том числе и неметаллических (керамика, стекло и пр.) Технологические особенности диффузионной сварки позволяют использовать её для производства металлокерамических и катодных узлов, полупроводниковых соединений. При этом существуют специальные конвейерные системы для диффузионной сварки, которые позволяют с высокой степень автоматизировать процесс сварки в условиях непрерывного круглосуточного производства.
Крупногабаритные заготовки и полуфабрикаты
Диффузионная сварка хорошо подходит для производства крупногабаритных заготовок, имеющих сложную конфигурацию, которые невозможно получить механической обработкой, литьём или штамповкой. Или же если получение этими методами экономически нецелесообразно. Диффузионная сварка существенно повышает коэффициент использования металла (КИМ) заготовок, а в ряде случаев, заготовки и вовсе невозможно получить другими способами сварки. Наиболее эффективно применение диффузионной сварки в опытном, единичном и мелкосерийном производстве.
Производство композитных листов
С помощью диффузионной сварки можно изготовить большие заготовки значительной толщины, из которых, в последующем, прокаткой получить слоистые композиционные листы.
Совмещение сварки с процессом формообразования
Тонкостенные конструкции из множества слоёв с наполнителем (типа гофры, соты, рёбра, панели и др.) можно получить, если совместить процессы диффузионной сварки и формообразования в режиме сверхпластичности.
Для этого сначала листовые элементы сложно панели или другой конструкции сваривают в плоские пакеты. Для этого, до начала сборки пакета на листы наносят барьерное покрытие. Далее пакет герметизируют по всему периметру, создают вакуум и запускают процесс сварки.
После этого во внутреннюю полость подают жидкость или газ под давлением, которые раздувают заготовку и она принимает форму внутренней поверхности матрицы. Подробная схема этого процесса представлена на рисунке:
Достоинства
Преимущества у диффузионной сварки следующие:
- прецизионная точность обработки;
- отсутствие явно выраженного шва, монолитность соединения;
- возможность сваривать материалы, не соединяемые никаким другим способом (получение сложных композитов);
- возможность создавать изделия сложной конструкции и конфигурации;
- малый расход энергии;
- отсутствие необходимости в применении дополнительных элементов, таких как присадки, электроды, припои и флюсы (в ряде операций есть исключение — в качестве прослойки используется тонкая золотая и серебряная фольга);
- экологичность сварочного процесса — нет брызг расплава, вредных излучений и газовых выделений, отсутствует выброс ультрафиолета;
- очень высокая прочность соединения;
- удобство создания пустотелых конструкций, в том числе композитных;
- экономичность — в одной операции можно соединить несколько разнородных материалов.
Все преимущества делают процесс незаменимым при определенных условиях и относят его к высокотехнологическому виду. Однако у этого метода есть и недостатки, притом достаточно существенные.
Схемы процесса диффузионной сварки
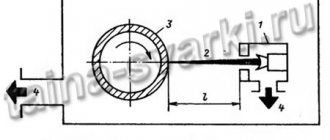
На практике применяют две технологические схемы процесса диффузионной сварки, которые различаются характером действия силы или напряжения.
В одной схеме используют постоянную нагрузку (рисунок а) слева), величина которой меньше предела текучести материала. При таком процессе в металле аналогичны ползучести. Эта технология получила название диффузионной сварки по схеме свободного деформирования. Это наиболее распространённый способ сварки, т.к. его осуществить проще всего.
По другой схеме (рисунок б) слева) пластическая деформация происходит посредством специального устройства, которое в процессе сварки двигается с регулируемой скоростью. Эта технология получила название диффузионной сварки по схеме принудительного деформирования.
Преимущества и недостатки процесса диффузионной сварки
Преимущества
1. С помощью данного способа сварки относительно легко получить сварные соединения большинства конструкционных материалов: металлов и сплавов на их основе.
2. Диффузионной сваркой можно сваривать как однородные, таки разнородные материалы, включая материалы с сильно отличающимися свойствами (например, металл и керамику).
3. Если соединяются однородные материалы, то по своей структуре и свойствам сварное соединение не отличается от основного металла.
4. Одной из особенностей диффузионной сварки является возможность ограничения общей деформации свариваемых кромок. При необходимости, это позволяет получить высокоточные (прецизионные) соединения, не требующие последующей механической обработки.
5. При использовании схемы принудительного деформирования цикл сварки можно ограничить или прекратить в любой момент.
6. Для управления структурой и свойствами сварного соединения могут применяться принципы термомеханической обработки, объединённые с циклом сварки. Особенно при схеме с принудительной деформацией.
7. При изготовлении многослойных тонкостенных конструкций с наполнителем сложной формы (гофры, соты, рёбра и т.п.) можно совмещать процессы диффузионной сварки и формообразования в режиме сверхпластичности. Это хорошо подходит для титановых или алюминиевых сплавов.
8. В серийном производстве возможна многослойная сварка простых изделий (пакетная сварка), при этом процесс сварки легко автоматизировать, получая высокую производительность.
9. Диффузионную сварку можно использовать для производства полуфабрикатов и заготовок для последующей обработки.
10. Этот способ сварки позволяет получить объёмные заготовки сложной конфигурации и получить существенную экономию материала по сравнению с другими способами получения подобных заготовок.
Недостатки
1. В большинстве случаев производительность сварки достаточно низкая из-за того, что сам процесс её довольно длительный.
2. Сварочное оборудование (особенно для диффузионной сварки в вакууме, а не в защитной среде) достаточно сложное, как и вся технологическая оснастка. Кроме того, оно подвергается одновременному нагреванию и нагрузке, что предъявляет высокие требования к технологическому уровню производства.
3. Габариты получаемых изделий ограничены типом применяемого сварочного оборудования.
4. Высокие требования к качеству соединяемых поверхностей делают дорогим процесс диффузионной сварки.
5. Применяемые на практике методы неразрушающего контроля сварных швов малоэффективны для соединений, полученных диффузионной сваркой.
Характерные недостатки
Но есть у диффузионной сварки и недостатки, о которых не стоит забывать тем, кто решит использовать такую технологию для организации процесса производства.
- Главной проблемой является сама вакуумная установка. Это сложное и дорогостоящее оборудование требует правильного обслуживания, а для его эксплуатации нужна специальная подготовка персонала. Скачки давления внутри камеры недопустимы, так как оказывают негативное воздействие на качество соединительного шва и могут привести к разрушению изделия.
- Чем больше вакуумная установка, тем сложнее получить внутри камеры необходимый вакуум. Размеры самой камеры ограничивают габариты соединяемых деталей.
- Соединяемые детали должны быть тщательно обработаны и очищены от загрязнений. Низкое качество сопрягаемых поверхностей становится непреодолимым препятствием для равномерной диффузии, а попавшие между ними посторонние вещества способны и вовсе сделать этот процесс невозможным.
Всё это следует учитывать при разработке технологического цикла.
Технология диффузионной сварки металлов
Типы и конструкция получаемых соединений
С помощью диффузионной сварки можно получить практически все виды соединений, применяемых на практике. При этом главным требованием является обеспечение плотного прилегания свариваемых участков по всей плоскости касания.
В случае повышенных требований к сварному соединению после сварки применяют механическую обработку для удаления дефектов в сварном соединении (непроваров). Или для получения более надёжной геометрии в тавровых и угловых соединениях (например, для получения радиуса скругления в углу, тем самым, уменьшив концентратор напряжений).
Подготовка свариваемых участков
Свариваемые участки подготавливают обычно при помощи механической обработки, при этом их шероховатость должна быть Ra<1,25мкм.
Непосредственно перед процессом сваривания свариваемые поверхности очищают от жировых и других загрязнений и удаляют с них оксидную плёнку. Удаление может происходить химическими или электрохимическими методами.
Применение промежуточных покрытий и прокладок
В некоторых случаях при диффузионной сварке между свариваемыми деталями помещают специальные прокладки или наносят покрытия.
Покрытия применяют для защиты деталей от окисления в процессе нагрева при сварке сплавов, в составе которых имеются активные металлы (Al, Cr, Zn и др.). Наиболее часто используют медное или серебряное покрытие толщиной 5-10мкм, которое наносится гальваническим, химическим или термовакуумным способом на одну или обе соединяемые поверхности в пределах площади их контакта.
Относительно толстые прокладки из пластичных металлов (Ni, Cu, Al, Ti и др.), толщиной 100-500мкм, применяют для усиления пластических деформаций в зоне стыка. Это необходимо в тех ситуациях, когда между собой свариваются два материала, имеющие ограниченную деформационную способность, например, керамика, жаропрочные сплавы, а также в тех случаях, когда соединяемые участки плохо обработаны или когда их сложно сопрячь между собой.
Такую же цель преследуют, применяя порошковые прокладки, изготовленные в виде закладных лент, шайб, таблеток. Кроме того, толстые прокладки необходимы в том случае, если у свариваемых материалов разное тепловое расширение.
Предохранение от приваривания деталей к элементам оснастки
Для этой цели применяют покрытия, основу которых составляет оксид алюминия, или специальные смеси. В качестве предохранительных прокладок используются прокладки из слюды, карбонитрида бора, керамики, термостойких волокнистых материалов или стеклоткани. После окончания процесса сварки эти прокладки удаляют при помощи металлических щёток.
Выбор режимов сварки
Рабочая среда
В зависимости от свариваемых материалов, степень разрежения в вакуумной камере выбирают в пределах 1,3-1,3х10-4 Па.
В качестве контролируемых газовых сред используют аргон, гелий, очищенный водород, азот или смесь азота и водорода с содержание водорода 6-8%.
На воздухе происходит сварка малоуглеродистых и некоторых марок инструментальных сталей. При этом свариваемые участки после подготовки покрывают эпоксидной смолой или глицеринов для защиты от окисления. При нагревании сварного стыка покрытие полностью выгорает, а образующиеся при этом газы защищают зону сварки от окисления.
При диффузионной сварке материалов в солевом расплаве, его состав зависит от необходимой температуры в процессе сварки. Если процесс будет проходить при температуре 850-870°C, то использую расплав NaCl. При температуре 1000-1150°C применяют расплав хлорида бария (BaCl2). Если температура сварки будет в пределах 700-950°C, то используют смесь солей (30% KCl и 70% BaCl2).
Режимы термодеформационного воздействия
Температура сварки
Температуру сварки обычно устанавливают в пределах 0,5-0,8 от температуры плавления свариваемого металла. При сварке тугоплавких и жаропрочных материалов температура сварки может быть несколько выше указанного диапазона.
Скорость нагревания и охлаждения зависит от источника тепла и не является табличной величиной.
Разгерметизацию камеры при сварке чёрных металлов проводят при температуре 120°C, а при сварке цветных металлов — при температуре 60°C.
Давление при сварке
Величину давления выбирают из расчёта 0,8-0,9 от предела текучести материала. В зависимости от этого, величина давления при сварке большинства известных конструкционных материалов составляет 1-100 МПа.
Время выдерживания давления
Время выдержки зависит от таких факторов, как температура сварки, давление, класс обработки соединяемых поверхностей и от пластичности материала. Исходя из этого, время прижимания может составлять от нескольких секунд до нескольких часов, но в большинстве случаев, составляет 5-10 минут.
Видео: диффузионная сварка в вакууме
Установка и оборудование для диффузионной сварки
Практическое применение диффузионной сварки металлов в вакууме происходит с применением специально технологического оборудования — установки для диффузионной сварки, при необходимости, оснащённой дополнительным оборудованием.
Основной вид установки для диффузионной сварки
Прижим и пластическую деформацию деталей при диффузионной сварке выполняют, направляя усилие прижима перпендикулярно свариваемым поверхностям. Проще всего эту схему диффузионной сварки осуществить при плоских соединяемых участках. Этот вариант является наиболее предпочтительным.
В этом случае, усилие прижима передаётся от рабочих пуансонов к деталям непосредственно, или через приспособление (см. рисунок типовой установки). Для взаимного фиксирования свариваемых деталей выбирают подходящую конструкцию или простейшие вспомогательные средства с той целью, чтобы обойтись без дополнительных сложных приспособлений.
С этой целью на практике применяются технологические проточки, канавки, буртики, у ступы и другие элементы, с помощью которых происходит фиксация деталей. По окончании сварки они могут быть удалены механической обработкой.
Также на практике детали не сложной конфигурации фиксируют с помощью тонких металлических полосок, закрепляемых контактной точечной сваркой. Основным условием плавильной сборки и фиксации является свободное прилегание свариваемых участков друг к другу по всей плоскости.
Установка для диффузионной сварки сложных деталей
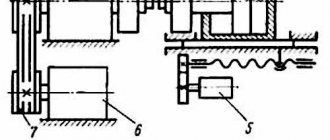
Для диффузионной сварки деталей сложных форм, например, телескопических конструкций, давление создаётся при помощи метода термонатяга (см. рис установки для сварки с использованием термонатяга).
Метода термонатяга также подходит и для сварки относительно простых по форме деталей в сочетании с многоместными приспособлениями (см. рисунок установки для пакетной диффузионной сварки). Это существенно увеличивает производительность и упрощает процесс сварки. Для изготовления деталей установок и приспособлений применяют марки стали и сплавы с высоким содержанием хрома ( 0Х27Ю5А, Х25Н20, Х20Н80, 12Х18Н10Т, 12Х13, 20Х13) с содержанием молибдена (МРН), или графита (МПГ-6, МПГ-7). Приспособления из графита до начала сварки необходимо отжечь в вакууме при температуре 1300°C.
Герметизируемые контейнеры
Применение диффузионной сварки для крупногабаритных деталей осложняется отсутствием подходящего оборудования. Для решения этого вопроса на практике часто применяют стандартные прессовые установки. Свариваемые детали перед сваркой помещают в тонкостенный контейнер, который совпадает по форме со свариваемым узлом. Далее контейнер герметично заваривают по периметру, далее создают вакуум внутри него, нагревают и сдавливают заготовки с помощью пресса. Установка для диффузионной сварки в герметичном контейнере изображена на рисунке: