Часто возникает необходимость соединять детали, например, из алюминия, меди, титана и т.д. В таких случаях используют аргонодуговую сварку, которая является гибридом электродуговой и газовой. Перед тем как варить аргоном, надо научиться держать расстояние между деталью и электродом, правильно вести горелку.
Аргонная сварка является очень востребованной.
Определение сварки аргоном
В этом виде сварки электрическая дуга горит в среде инертного газа аргон, который защищает свариваемые поверхности от воздействия кислорода.
Иногда аргон заменяют гелием: он имеет аналогичные свойства, но стоит дороже, поэтому используется реже. Принцип работы в гелиевой и аргонной среде одинаковый.
Область применения
Данный вид сварки широко применяется не только на разных производствах в дуговой, плазменной или лазерной сварке. Домашние умельцы активно используют его в быту, для соединения высоколегированных сплавов и редкоземельных металлов. Газосварка является достаточно опасной, и хранить такое оборудование в гараже не стоит, но это не касается аргона, т.к. он полностью безопасен и не взрывается.
В продаже есть стальные баллоны с этим газом емкостью от 15 до 40 л. Если варить надо нечасто, можно приобрести небольшой резервуар, которого хватит надолго. Так как вредные токсины при работе с таким оборудованием не выделяются, рядом с ним неопасно находиться посторонним людям.
Общий принцип технологии
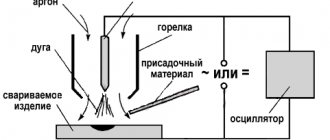
Инертный газ защищает место проведения сварочных работ от негативного воздействия кислорода. Из-за разности потенциалов между электродом и деталью появляется электрическая дуга и создается высокая температура. Кромки деталей начинают плавиться, в результате чего образуется сварочная ванна. В эту зону постоянно подают присадку, а также аргон под давлением: он защищает свариваемые материалы от окисления.
Принцип сварки основан на соединении поверхностей металлов в среде защитного газа.
Чтобы понять, как правильно варить аргоном, надо разобраться со строением главного рабочего элемента оборудования. Это горелка, в которой закреплены вольфрамовый неплавящийся электрод и сопло, через которое подается аргон. При небольшой толщине соединяемых заготовок сварка может выполняться без использования присадочного материала.
Подключение к электросети выполняют 2 способами:
- прямая полярность (на заготовку подают минус, а на рабочий стержень – плюс);
- обратная (здесь все наоборот, но это приводит к неустойчивому горению дуги и преждевременному износу вольфрама).
Чаще всего работают постоянным током, а при сваривании алюминия и бериллия применяют переменный.
Свойства газа и влияние на металл
Благодаря физико-химическим характеристикам аргон не вступает в химические соединения с другими веществами: даже при высоких температурах он не взаимодействует с кислородом. Его возможно применять при сваривании разных металлов и сплавов в промышленных и домашних условиях. Инертный аргон практически полностью изолирует в сварочной ванне расплавленный материал от кислорода, имеющегося в воздухе, поэтому шов не окисляется.
Основные свойства аргона:
- почти на 40% тяжелее компонентов, входящих в состав воздуха, поэтому легко вытесняет их из зоны проведения сварочных работ;
- не принимает участия в непосредственной сварке металлов и никак не влияет на их структуру;
- в случае использования обратной полярности выступает в качестве электропроводной среды.
Особенности использования инвертора
При выполнении аргонодуговой сварки в промышленных и домашних условиях используют инвертор. Это оборудование служит для преобразования переменного тока в постоянный. В отечественных электросетях часто бывают скачки напряжения, но современные инверторы хорошо к этому приспособлены и обеспечивают стабильные выходные показатели.
При выполнении аргонодуговой сварки используют инверторы.
Используемые в данном виде сварки аппараты отличаются небольшим весом и габаритами, высокой надежностью и простотой обслуживания. Все это позволяет начинающим сварщикам легко освоить используемое оборудование и сам процесс аргоновой сварки.
Инверторная сварка нержавеющей стали в среде аргона, по сравнению с другими способами соединения таких сплавов, отличается простотой. Здесь сварщику надо только правильно двигать горелку вдоль шва.
Если края заготовок соединены плотно, то работу можно выполнять без использования присадочной проволоки.
Технология сварки труб вручную в аргоне
При помощи ручной аргоновой сварки труб формируют корень шва технологических трубопроводов, изготовленных из углеродистых, низко-, среднелегированных и легированных сталей, диаметр которых не превышает 100 мм, а толщина стенок – 10 мм.
Технологические трубопроводы из хромированных никелевых сплавов монтируют также с помощью сварки в защитной аргоновой среде. Если толщина стенок трубопровода не превышает 3 мм, то их сваривают только аргоно-дуговой технологией. Если же стенки трубы толще 3 мм, то аргоновую сварку применяют для формирования корня шва, дальнейшее соединение элементов трубопровода выполняется аргоно-дуговым способом с использованием присадочной проволоки, ручным методом с применением покрытых электродов или механизированными способами сварки.
Если расстояние между свариваемыми трубами не превышает 0,5 мм, использовать присадочную проволоку для их соединения не нужно, если превышает – присадочная проволока обязательна. Если аргоновая сварка труб выполняется в ветреную или дождливую погоду, необходимо работать в специальном укрытии.
Чтобы определить, под каким углом располагать электрод к свариваемой трубе, необходимо ориентироваться на качество защиты и конструктивные особенности горелки. При использовании горелок АГМ-2 и АГС-3 угол может варьироваться в пределах от 0° до 70°, при использовании других горелок (АР-3, МГ-3 и пр.) с канальной схемой истечения газов – от 0° до 25°.
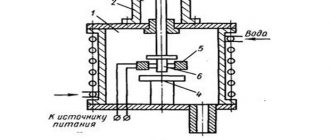
Если в процессе аргоновой сварки труб используется присадочная проволока, то подается она в рабочую зону слева направо, в то время как горелка двигается навстречу проволоке, т. е. справа налево. При формировании корневого шва амплитуда колебаний горелки и присадки составляет от 2 до 4 мм. Если в дальнейшем накладываются еще швы, то горелку перемещают поперечными движениями, амплитуда колебаний которых варьируется от 6 до 8 мм. Оплавляемый конец присадки во время сварочных работ должен находиться в защитной газовой среде. Сама подача проволоки должна происходить плавно, без резких движений.
При ручной аргоновой сварке труб и других металлических заготовок используют как можно более короткую электрическую дугу (около 1–3 мм), ток должен быть постоянным с обратной полярностью. Зажигают и гасят дугу на кромке или на шве соединяемых элементов на расстоянии 20–25 мм сзади кратера. Аргон начинает поступать в горелку за 15–20 секунд до того, как дуга активируется, подача инертного газа прекращается спустя 10–15 секунд после того, как дуга погашена. В эти периоды струю аргона необходимо направлять в зону начала сварки или на кратер.
При аргоновой сварке труб необходимо уделить пристальное внимание корню шва и заделке кратера. В последнем случае оптимально подходит дистанционное управление источником питания электрической дуги. Если нет возможности управлять дугой дистанционно, то в кратер вводят каплю расплавленного металла с присадки, одновременно быстро отводя горелку от области стыка, пока дуга естественным образом не оборвется.
Если сварочные работы выполняются без использования присадочной проволоки, то для заделки кратера горелку сначала быстро уводят в противоположную движению сторону, а потом также быстро возвращают обратно к кратеру. После того как корневой шов сформирован, необходимо проверить его качество. Если будут обнаружены трещины или другие дефекты, то этот участок удаляется с помощью узкого наждачного круга, после чего повторно заваривается с использованием присадки. При формировании корневого шва с применением расплавляемой вставки присадочную проволоку не используют, вставку расплавляют на всю глубину и по всему периметру сварного соединения.
Если свариваемый трубопровод имеет небольшой диаметр, то количество используемого для продувки аргона должно быть не более 3-4 л/мин. Чем больше диаметр и длина свариваемых труб, тем дольше время продувки. Чтобы сэкономить инертный газ, им заполняют не всю полость трубы, а только трубопровод в области сварного соединения, для чего используют специальные заглушки, ограничивающие зону продувки.
После того как заглушки установлены, инертный газ подают через специальный рукав и заполняют полость трубы. У этого способа есть определенные недостатки. Поскольку для продувки используется свыше 50 % аргона, который защищает рабочую зону, то защита обратной стороны формируемого шва стоит в два раза дороже, чем непосредственно сварка стыка. На увеличении стоимости продувки сказывается необходимость изготовления и установки заглушек. Если работа выполняется с замыкающими стыками, то инертным газом заполняется вся полость трубы.
Для устранения этих недостатков сварщики используют флюс. Паяльную пасту наносят при плюсовой температуре на обратную сторону сварного шва до его кристаллизации. Высыхает паста через 15–20 минут, сварщик контролирует процесс визуально, ориентируясь на ее цвет (сухая масса будет темно-серой).
Нагревают стыки с помощью:
- гибких нагревательных элементов типа ГЭН;
- комбинированных нагревательных элементов типа КЭН;
- гибких индукторов из голого медного провода марки М или М1Т сечением 180–240 мм2 с 8–12 витками;
- газопламенными горелками.
После установки и крепления к месту стыка воронок из листового асбеста его прогревают одноплеменными универсальными горелками на нейтральном пламени. Их количество выбирается таким образом, чтобы равномерно прогреть свариваемый стык по всей окружности. Кольцевые многопламенные горелки располагают по обе стороны от места соединения заготовок.
Аргоновая сварка труб может выполняться в поворотном и неповоротном положениях. В первом случае ось трубопровода может быть расположена как вертикально, так и горизонтально. Во втором – шов формируется за два поворота. Если длина сваренных участков составляет более 200 мм, используется обратноступенчатый способ.
Аргоновую сварку труб диаметром менее 21,9 см из мартенситных и мартенситно-ферритных сталей выполняет один сварщик. Для работы с трубами большего диаметра необходимо два специалиста. Если диаметр трубы превышает 80 см, то сварку выполняют четыре сварщика, работающие поочередно.
Аргоновая сварка труб из мартенситно-ферритных сталей выполняется при температуре окружающей среды выше 0 °С, работать с трубами из стали 15ХМ можно при температуре воздуха выше +10 °С, при этом заготовки независимо от толщины стенок прогреваются до +250…+300 °С.
Виды аргонной сварки по технологии выполнения
В зависимости от способа выполнения, существует несколько видов сварки аргоном.
Рекомендуем к прочтению Как варить титан в аргоновой среде
Ручная
При таком методе сварщик использует только неплавящиеся вольфрамовые стержни, самостоятельно подает горелку и присадку.
При ручном методе сварщик самостоятельно подает горелку.
Механизированная
Этот вид еще называют полуавтоматическим, т.к. здесь исполнитель работ вручную ведет только горелку, а присадочная проволока подается механизированным способом. Такой принцип часто используют при выполнении аргоновой сварки деталей из нержавеющей стали полуавтоматом.
Механизированный способ применяют и при работе плавящимся электродом.
Полностью автоматическая
Применение автоматического вида аргонной сварки предусматривает, что оператор дистанционно управляет подачей проволоки и горелки. Самые современные системы полностью роботизированы и работают без участия человека. Создание нержавеющих трубопроводов при таком способе проходит эффективнее. Автоматическая сварка неплавящимся электродом в среде аргона чаще всего применяется в разных отраслях промышленности, в домашних условиях использовать этот вид нерационально.
Автоматическая сварка применяется в разных отраслях промышленности.
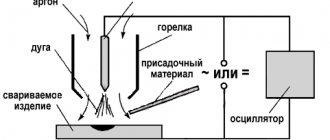
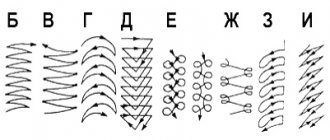
Оборудование для сварки
Одними из важнейших элементов для выполнения аргонной сварки являются горелки, наиболее популярными моделями которых являются РГА. Требования к таким горелкам, выбираемым в соответствии с силой сварочного тока и диаметром используемых электродов, оговариваются в ГОСТ 5.917-71.
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400. Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм. Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм. Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Горелки, которые также называют соплами, могут иметь различную форму: цилиндрическую, коническую, профилированную. При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра. Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен. Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка, осуществляемая в среде защитного газа аргона, может отличаться различным уровнем автоматизации технологического процесса. В зависимости от данного параметра, аргонную сварку подразделяют на следующие виды:
- ручная;
- механизированная;
- автоматизированная;
- роботизированная.
Естественно, что оборудование, используемое в каждом конкретном случае, а также стоимость выполнения технологических операций, будут отличаться.
Многофункциональный сварочный пост для промышленного использования
Для каждого из вышеперечисленных типов работ характерны свои особенности, которые заключаются в следующем.
- Ручная сварка в аргонной среде. При выполнении такой сварки перемещение горелки и подача сварочной проволоки осуществляются вручную. Электрическая дуга, за счет которой осуществляется плавление кромок соединяемых деталей и присадочной проволоки, создается при помощи неплавящегося вольфрамового электрода.
- Сварка механизированного типа, выполняемая в среде аргона. Технологический процесс данного типа предполагает, что горелкой сварщик управляет вручную, а присадочная проволока подается в зону сварки в механизированном режиме.
- При выполнении автоматизированной аргонной сварки как подача присадочной проволоки, так и движение горелки, осуществляются в автоматизированном режиме, а контроль за данными процессами осуществляет оператор.
- При использовании роботизированного оборудования участие в технологическом процессе человека сведено к минимуму. Все режимы выполнения аргонной сварки в данном случае контролирует автоматика.
Работа механизированной сварочной каретки
Особенности работы с металлами, которые варят аргоном
Свойства аргона позволяют использовать данный вид сварки не только в самых разных отраслях промышленности и быту, но и работать с чугуном, нержавейкой, алюминием, медью, другими черными и цветными металлами, сплавами.
Алюминий
Аргонодуговая сварка – это практически единственный способ, позволяющий надежно соединять детали из алюминия и его сплавов. Это распространенный материал как в быту, так и на производстве. Трудности в проведении сварочных работ возникают в связи с быстрым образованием на его поверхности оксидной пленки, которая мешает выполнить качественное соединение.
Проблема в том, что температура плавления оксида намного выше, чем у самого алюминия. Подача в сварочную ванну аргона позволяет вытеснить из нее кислород, поэтому окислительный процесс не запускается. В результате металл и присадка плавятся при подходящей температуре, шов получается прочным и красивым.
Работа выполняется переменным током. При прямой полярности получается стабильная короткая дуга, но ее мощности не хватает для разрушения оксидной пленки. Обратная полярность приводит к повышению температуры плавления за счет катодной очистки оксида алюминия, что позволяет улучшить качество шва, поэтому работу выполняют таким способом.
Аргонодуговая сварка позволяет надежно соединять детали из алюминия.
Варить алюминий можно и постоянным током, но в таком случае надо использовать гелий. Он стоит дороже, и от сварщика требуется более высокая квалификация.
Независимо от способа сваривания алюминия и мастерства исполнителя работ, важна предварительная подготовка деталей. Пренебрегать этим этапом нельзя.
Очистка поверхности проводится в таком порядке:
- Заготовки обезжиривают растворителем.
- Оксидную пленку удаляют механическим или химическим способом.
- Очищенную поверхность просушивают.
Медь
Одно из положительных свойств меди – высокая устойчивость к коррозии и агрессивному воздействию. При необходимости сваривания медных деталей работа выполняется постоянным током. При этом электроды могут быть плавящимися и неплавящимися.
Сваривание медных деталей выполняется постоянным током.
Присадка бывает из меди или медно-никелевого сплава, в виде проволоки или прутков. Чтобы соединить детали толщиной более 4 мм, их предварительно разогревают до 800 °C. Медь имеет высокую теплопроводность, поэтому кромки деталей перед началом работ надо обязательно разделывать. При толщине заготовок до 12 мм достаточно обработать только 1 кромку.
Черный металл и аргон
Черный металл хорошо сваривается и обыкновенными способами. Применение в таких случаях аргонодугового метода позволяет получать еще более качественное соединение. Используют присадку без специального покрытия, т.к. от негативного воздействия кислорода сварочную ванну надежно защищает аргон.
Перед работой очищают поверхность будущего соединения. Если на ней есть остатки масла, его удаляют с помощью растворителя. После этого раскладывают флюс: он поможет сохранить важные элементы в составе соединяемых заготовок и обеспечит правильные параметры процесса.
Черный металл сваривается обычным способом.
Во время сварки инструмент подводят к деталям, когда образуется сварочная ванна. Его постепенно продвигают и одновременно подают присадку.
Чтобы шов получился одинаковой консистенции по всей длине, останавливать процесс не рекомендуется.
Нержавеющая сталь
Работать с нержавеющей сталью достаточно сложно. Часто сварочные швы начинают трескаться и расходиться. Чтобы этого не происходило, такие заготовки надо соединять при помощи аргонодуговой сварки.
Технология сваривания нержавеющей стали такая же, как и простой, но есть несколько нюансов:
- присадку и неплавящийся электрод можно перемещать только вдоль шва, поперек никаких движений делать нельзя;
- для получения более качественного шва стык с лицевой и обратной стороны обдувают аргоном, но это приводит к увеличению расхода газа;
- присадка не должна выходить за пределы зоны, защищенной аргоном;
- вольфрамовым стержнем нельзя прикасаться к поверхности свариваемых изделий даже во время розжига дуги (для этого используют специальные пластины).
Рекомендуем к прочтению Как варить сталь в аргоновой среде
Нержавеющую сталь нужно соединять при помощи аргонодуговой сварки.
Как и при сваривании в аргонной среде других металлов и сплавов, после окончания сварки нержавейки нельзя сразу прекращать подачу газа. Это необходимо для остывания электрода и шва и предотвращения окисления. Достаточно подавать аргон на протяжении 10-15 секунд.
Часто в промышленности и быту требуется сварка нержавеющих труб. Технология подготовки изделий такая же, как и листовых деталей. Особенность в том, что в этом случае надо обдувать сварочный шов аргоном с обеих сторон.
Снаружи это сделать просто, а для обдува изнутри поступают таким образом:
- На одной из труб отверстие закрывают тканевой, бумажной или другой пробкой.
- Стык закрывают скотчем или изолентой.
- Через отверстие во второй трубе медленно напускают аргон, чтобы не вылетела пробка, и плотно его закрывают.
- Снимают скотч или изоленту и сваривают трубы, как в случае работы с листовыми материалами.
Самостоятельное выполнение сварочных работ
Чтобы всегда иметь возможность выполнять аргонную сварку, кроме самого сварочного аппарата — инвертора или трансформаторного устройства, понадобятся:
- горелки, в которых будет устанавливаться вольфрамовый электрод;
- баллон, где будет находиться защитный газ;
- клапаны и редуктора, с помощью которых станет регулироваться подача защитного газа;
- защитные средства: специальная маска, перчатки и др.
Защитная маска сварщика с автоматическим светофильтром
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки: в случае, когда варить необходимо детали из алюминия и сплавов на основе данного металла. Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса. Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Как уже говорилось выше, поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва. Что важно, присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Регулятор сварочного тока
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа. Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Виды сварочного оборудования
Рассматриваемая сварка применяется при соединении разных изделий.
Для выполнения таких работ требуется определенный вид сварочного оборудования:
- специализированное – применяется для работы с однотипными деталями (круглый каркас, двутавровая балка и т.д.);
- специальное – используется на больших предприятиях, где есть серийное производство деталей 1 типоразмера;
- универсальное – используется для любых соединений, выполняемых при помощи аргонной сварки, в т.ч. и при работе с нержавейкой полуавтоматическим оборудованием.
Для выполнения работ требуется специализированное оборудование.
Аргоновые горелки и их особенности
На горелке закреплены электрод (к нему подается напряжение), а также сопло (через него во время сварки аргон попадает в рабочую зону).
При выборе горелки учитывают следующие критерии:
- мощность и силу тока, которые максимально допустимы для рассматриваемой модели;
- наличие в комплекте держателя для вольфрамового стержня;
- материал, из которого сделано сопло (лучше, если оно будет керамическим);
- способ охлаждения (это важно при работе с толсто- и тонкостенными заготовками);
- возможность ее использования с разными сварочными аппаратами;
- длину электрокабеля.
При выборе горелки учитывают мощность и силу тока.
Когда запускается горелка, сразу начинает циркулировать жидкость в системе охлаждения, подается аргон. После создания защитного слоя образуется газовая дуга и разогреваются кромки заготовок. В это время начинают подавать присадочный материал. На следующем этапе вдоль стыка заготовок продвигают горелку с электродом и присадку.
Плавящиеся электроды
Плавящиеся вольфрамовые стержни чаще всего используют при полуавтоматической и автоматической аргонодуговой сварке. Дуга образуется между поверхностью свариваемых изделий и присадочным материалом. Система охлаждения (воздушная или жидкостная) зависит от производительности оборудования. Принцип работы горелки и конструкция сопла такие же, как и в случае использования неплавящихся электродов.
Неплавящиеся электроды
При выполнении ручной аргоновой сварки используют неплавящиеся вольфрамовые стержни. Они позволяют качественно соединять детали из металлов и сплавов, отличающихся высокой химической активностью, например из титана, алюминия, магния, нержавейки.
При выполнении аргоновой сварки используют электроды.
Крепление электрода выполняется в токоподводящей цанге горелки, через рядом расположенное сопло подается инертный газ. В зависимости от толщины заготовок, которые будут соединяться, выбирают силу тока и диаметр рабочего стержня.
При выполнении таких работ не образуются брызги. Для равномерного распределения аргона на горелку устанавливают сетчатый фильтр. Полуавтоматическая горелка дополнительно имеет маховик, при помощи которого поднимают и опускают электрод, а токопроводящая цанга фиксируется резьбовым соединением, чтобы можно было менять вольфрамовые стержни.
Виды аргоновой сварки
Различают несколько разновидностей аргоновой сварки. Она может проводиться такими способами:
- Ручными.
- Полуавтоматическими.
- Автоматическими.
В основе классификации, помимо степени автоматизации процесса, лежат виды используемых электродов.
Электроды бывают плавящиеся и неплавящиеся. Примером последнего электрода выступает тугоплавкая вольфрамовая проволока, которая позволяет обеспечить надежное соединение деталей, даже если они по своему типу относятся к разнородным материалам. Реже применяется графит.
Электроды производятся с разными диаметрами и материалами для отличающихся свариваемых металлов.
Таким образом, различают такие виды аргоновой сварки, как:
- Ручная – с использованием неплавящегося электрода (этот вид маркируется как РАД).
- Автоматическая – с использованием неплавящихся электродов (маркируется как ААД).
- Автоматическая – с использованием плавящихся электродов (маркировка – ААДП).
Наибольшее распространение сегодня приобрели два способа сварки — ААД и РАД.
Использование плавящихся электродов возможно только в автоматическом режиме. Для этого применяются особые установки и аппараты, которые сваривают спецгорелкой, оснащенной электродвигателем, который передает проволоку из катушки. Плавящийся электрод одновременно используется для поджога и выступает паяльным материалом. Проводник в процессе поджога плавится и предоставляет массу для шва.
Схема аргонодуговой сварки
Автоматическая аргонодуговая сварка в основном применяется только на различных промышленных предприятиях (в частности, по производству металлоконструкций, для сварки в стационарных и монтажных условиях медных шин), что связано с дороговизной автоматических установок и сложностью их настройки. Гораздо проще сварить несколько деталей вручную, но если требуется высокая производительность, то без оборудования не обойтись.
Выбор режима
Чтобы при соединении черных и цветных металлов, их сплавов шов получался качественным, надо правильно выбирать режим аргоновой сварки. Для этого возможно регулировать силу тока в используемом оборудовании.
Ток и полярность
Для данного вида сварки может использоваться постоянный или переменный ток. При работе с обратной полярностью надо быть готовым к тому, что дуга будет гореть плохо и понадобится слишком большое напряжение. Заряженные частицы движутся в сторону положительного потенциала, а т.к. это электрод, то он будет перегреваться и быстро сгорит.
При аргоновой сварке можно пользоваться постоянным или переменным током.
При выборе силы тока учитывают такие параметры:
- вид тока (постоянный или переменный);
- диаметр вольфрамового стержня;
- толщину соединяемых заготовок.
Есть специальные таблицы, при помощи которых быстро и просто определяют необходимые значения. Например для деталей толщиной 1-2 мм понадобится переменный ток 20-100 А или постоянный, при увеличении толщины до 4 мм – 65-160 А: переменный ток 140-220 А, постоянный – 250-340 А.
Высота напряжения
Чтобы получить качественное соединение, при работе аргонной сваркой рекомендуется выставлять напряжение не более 14 В. Это позволяет получать дугу длиной 1,5-3 мм, что является оптимальным показателем для соединения изделий разной толщины, обеспечивает хорошую глубину провара, т.е. прочный и надежный шов.
Рекомендуем к прочтению Как варить автомобильные диски с помощью аргона
Скоростной режим
Каждый мастер решает сам, с какой скоростью удобно вести горелку. Этот параметр подбирается на месте в индивидуальном порядке. Главное не делать это быстро, т.к. сварка цветных металлов и сплавов – это достаточно сложная задача, не терпящая спешки.
Каждый мастер выбирает свой скоростной режим.
Расход газа
Расход газа будет зависеть от размеров создаваемого шва, диаметра используемого электрода, материала соединяемых деталей. Кроме того, влияют скорость подачи аргона, внешние условия (например, при сильном ветре расход увеличивается). Рассчитать, сколько понадобится защитного газа для выполнения определенной задачи, поможет только практика.
Можно ориентироваться на приблизительный расход инертного газа при работе с разными металлами:
- алюминий – 15-20 л/мин;
- медь – 10-12 л/мин;
- титан – 35-50 л/мин;
- никель -10-12 л/мин.
Для сварки чистый аргон не используется: в нем есть до 5% кислорода.
Это необходимо для удаления имеющихся примесей, которые просто сгорают, вступая в реакцию с кислородом.
Расстояние до детали
При выборе данного параметра все зависит от толщины свариваемых изделий и способа их стыковки. Если работа выполняется встык, то электрод от детали надо держать на расстоянии 3-5 мм. При соединении заготовок под углом это расстояние увеличивают до 5-8 мм.
Расстояние до детали зависит от толщины свариваемых изделий.
Преимущества и недостатки
Среди основных преимуществ такой сварки надо отметить следующие:
- Рабочая температура невысокая, поэтому заготовки не меняют своей формы и размеров.
- Благодаря инертности аргона сварочная зона надежно защищена от негативного воздействия внешних факторов.
- Дуга небольшой мощности обеспечивает высокую оперативность работ.
- Сварка аргоном позволяет соединять металлы и сплавы, которые варить другими способами не получается.
- Высокое качество шва позволяет использовать этот метод в отраслях, где требования к соединению высокие.
- Автоматическая сварка обеспечивает оперативность и качество при соединении нескольких деталей при минимальном участии человека.
Кроме того, не надо часто менять электрод, можно варить разнородные материалы и сплавы.
Сварка аргоном позволяет соединять металлы и сплавы.
Как и у любой другой, у аргонной сварки есть и некоторые недостатки:
- Сложная конструкция аппарата для аргонной сварки не позволяет неопытному сварщику правильно настроить режим работы.
- При выполнении соединения высокоамперной дугой надо дополнительно охлаждать стык.
- Чтобы инертный газ максимально выполнял свое предназначение, место проведения работ необходимо надежно защитить от ветра и сквозняка.
- Требования к профессионализму сварщика высокие.
Как новичку научиться варить с помощью аргона
Для новичков техника аргоновой сварки доступна, если:
- Записаться на специальные курсы для начинающих сварщиков. Здесь вы получите необходимые теоретические знания и на практике научитесь воплощать их в жизнь. При выборе курсов надо опираться на опыт знакомых или отзывы людей, которые уже прошли такие уроки. Обязательно изучите программу обучения и, опираясь на здравый смысл, выберите тот вариант, который вас больше всего устроит.
- Обучиться ей самостоятельно. Если у человека есть навыки проведения газовой и электродуговой сварки, освоить технику аргонодугового метода несложно. Достаточно изучить имеющуюся информацию, посмотреть тематические видео. Учтите, что стоимость этого инертного газа немалая, поэтому учиться аргонодуговой сварке лучше на деталях из нержавеющей стали. Получив определенный опыт, изучив теорию и технологию, можно переходить к соединению изделий из цветных металлов.
Дополнительные советы от мастеров
Чтобы при выполнении аргонодуговой сварки своими руками получить качественное соединение, мастера дают следующие рекомендации:
- Очистка свариваемых поверхностей от грязи, масла, краски и т.д. является обязательным этапом. Ее выполняют механическим или химическим способом.
- Газ подают за 20 секунд до начала непосредственной сварки. В руки берут горелку и присадочный материал, а после подачи электричества создают дугу.
- Горелку ведут вдоль стыка. Нельзя делать поперечных движений.
- Присадку в зону сварки вводят медленно, чтобы не спровоцировать образования брызг раскаленного металла.
- Проволоку ведут впереди горелки, совершая быстрые поступательные движения, позволяющие добавлять ее или убирать.
- Добиваются максимально короткой дуги. Особенно это важно при работе неплавящимся стержнем: тогда шов получится глубоким и эстетичным.
- Присадку и горелку располагают внутри защитной оболочки из аргона.
- Кратер заваривают не путем прерывания дуги, а за счет понижения подаваемого на электрод напряжения.
- Аргон перекрывают не сразу после окончания сварочных работ, а через 10-15 секунд.
Соблюдение технологии аргонодуговой сварки позволяет надежно соединять металлы и сплавы, которые другими методами варить нельзя. Правильная подготовка и порядок выполнения работ исключают вероятность возникновения опасных ситуаций.
Технологические особенности сварки
Наиболее знакомым всем примером использования сварки, выполняемой в среде аргона, выступает реставрация автомобильных дисков, изготовленных из легких сплавов, выполненных на основе алюминия. В процессе такой реставрации на автомобильных дисках завариваются трещины, полученные ими в процессе жесткой эксплуатации. Выполнить такую процедуру при помощи других методов соединения металла практически невозможно, поэтому технология аргонодуговой сварки в данной ситуации является практически безальтернативной.
Ремонт легкосплавных автомобильных дисков с помощью аргонной сварки
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама. Данный металл, как известно, обладает уникальными характеристиками: температура его плавления составляет 3410 градусов, кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость. Что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама.
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др. Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.
Параметры востребованных вольфрамовых электродов зарубежного производства (нажмите для увеличения)
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем.
- К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса.
- Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.
- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала. Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение последним поперечных движений, а только выполняемых в продольном направлении.
В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали. Основным назначением такого материала является заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей. Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Такая сварка по принципу своей работы представляет собой гибрид электрической и дуговой сварки. От электрической эта сварка получила дугу, создающую тепловую энергию, а от газовой — принцип защиты зоны сварки, для которой используется инертный газ аргон.