Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
При электрохимической полировке нержавейки в Москве на заготовку оказывается двойное воздействие — веществ, содержащихся в растворе для погружения (электролите), и электрического тока. В результате деталь приобретает характерный зеркальный блеск и приятный внешний вид, что позволяет не наносить на нее декоративные покрытия. Эффект возникает благодаря взаимодействию содержащего кислоту раствора и электрических зарядов.
Сущность электрохимической полировки
При электрополировке поверхность изделия проходит процедуру анодного растворения. В местах повышенной шероховатости, где имеются выступы, реакция более интенсивна: начинается процесс быстрого растворения. В местах впадин процесс, напротив, замедлен. Появление зеркального эффекта объясняется именно неоднородной скоростью реакции.
Многие представляют услуги электрохимической полировки нержавейки как процедуру, “конкурирующую” с механической обработкой: шлифованием, бластингом и т.п. На самом деле эти технологии не соперничают, а скорее сопутствуют друг другу. И если та же шлифовка помогает выровнять поверхность металла и преодолеть его излишнюю шероховатость, электрохимическая полировка — услуга, наделяющая изделие эстетическими характеристиками.
В чем преимущества электрополировки
Электрополировка – это новая методика, которая уже блестяще зарекомендовала себя на рынке:
- Можно полировать разные металлы;
- Необходима при нанесении вакуумных покрытий на изделия;
- Придает лучшую стойкость в коррозии;
- Такая обработка придает статусность изделию;
- Идеальный стиль, дизайн, и статусность изделия;
- Отполировать можно детали абсолютно любой формой;
- Достигается минимально возможный уровень шероховатости.
Особенности электрохимической полировки
Электрохимическая полировка нержавеющей стали — услуга, основанная на взаимодействии двух объектов: с положительным и отрицательным зарядом, которое происходит в среде постоянного электрического тока. Анодом в этом случае становится сама заготовка, катодом — емкость, в которую она погружена. При подготовке к процессу важное место занимает изготовление электролита. Он состоит из четырех компонентов:
- двух кислот — серной и ортофосфорной,
- хромового ангидрида,
- воды.
Особо стойкая к воздействию химических реагентов нержавейка усложняет процесс электрохимической полировки в Москве: к раствору добавляется глицерин. Процесс проходит при достаточно высокой температуре — до +90 градусов. Чем интенсивнее нагрев электролита, тем более вредным считается производство. Специалист, контролирующий операцию, должен был полностью защищен, так как попадание вещества на кожные покровы может вызвать ожог. Дыхательные пути тоже должны быть защищены, потому что при обработке выделяется газ.
Мы не случайно упомянули о необходимости механической обработки детали перед электрохимической полировкой в Москве: чем более гладкой и ровной она подойдет к этом процессу, тем лучше. На ее поверхности не должно быть сколов, царапин и прочих дефектов, способным помешать процедуре.
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту.
В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях.
Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому.
Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания.
Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
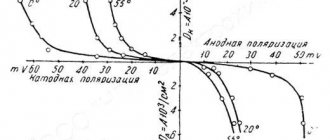
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
Инструментом служат:
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.
Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт, там Вы найдете множество информации о металлах, сплава и их обработке.
Электрохимическая полировка металла в промышленных условиях
Придание глянца нержавейке, как и электрохимическая полировка алюминия, — услуги, предложения по которым можно найти и на сервисах частных объявлений. Однако настоящее качество и полную безопасность ваших заготовок может гарантировать лишь предприятие, оснащенное всем необходимым оборудованием. Только в заводских условиях возможно поддерживать постоянный электрический режим и не нарушать температурный баланс раствора.
В цеховых условиях внимание уделяется тому, что на первый взгляд кажется мелочью. Например, материалу, из которого изготовлена емкость для электролита. На производствах ванны обычно покрываются нейтральными к процессу материалами — такими, как стекло, фарфор или керамика. Работа со стальными заготовками, особенно электрохимическая полировка нержавейки в Москве, требует постоянного контроля и регулировки процесса.
Электрохимическая полировка в борьбе с коррозией
Известно, что электрополировку на химической основе часто используют для очистки деталей, пораженных коррозией. Это возможно, если процесс ржавления не зашел слишком далеко и не коснулся глубинных слоев металла. Прибегая к данной технологии, можно провести микроочистку поверхности, устранить мельчайшие и только зарождающиеся очаги. Даже те, которые не может выявить не только человеческий глаз, но и сверхточная техника.
Парадокс, но услуги электрохимической полировки нержавейки, которые, казалось бы, делают металл беззащитным перед коррозией, на самом деле помогают ему активно сопротивляться ей. Не случайно эта технология считается одним из методов пассивации. Секрет явления может скрываться в том, что на вновь образованном слое сосредотачивается больше частиц никеля и хрома, хотя исследования в этой области еще продолжаются.
KEMBRITE C композиция для блестящей химполировки поверхности меди и сплавов меди
Скидки для партнёров до 30%
KEMBRITE C — жидкий продукт – смесь кислот и добавок, обеспечивающий чистую, зеркального блеска, химически полированную поверхность на покрытиях меди и сплавов меди.
Детали, обработанные в растворе с KEMBRITE C, не приобретают розового оттенка, как это бывает после обработки деталей в ванне травления на основе серной кислоты или зеленоватого оттенка после обработки в ванне хромовой кислоты.
Химполировка имеет решающее значение для достижения хорошей коррозионной стойкости и выравнивания негативного влияния базовых материалов!
Среди других преимуществ KEMBRITE C следует назвать:
- Возможность получения воспроизводимого, устойчивого потускнению финишного покрытия
- Несложный контроль прохождения процесса и широкое рабочее окно
Bанна для блестящего травления
| Концентрация — | Предельная |
| Teмпература — | Комнатная — 38o C. При температуре выше процесс полировки ускоряется.Чрезмерное повышение температуры (>60o C) ведет к повышению выделения пара (дыма), а также к снижению степени блеска поверхности. |
| Продолжительность погружения — | 10 — 30 секунд. После обработки в ванне травления, детали погружают в ванную с горячей водой. Это способствует ускорению процесса сушки. |
| Перемешивание — | Движение деталей во избежание образования вложений |
Химическое удаление заусенцев
KEMBRITE C оказался весьма эффективным средством для удаления с деталей заусенец, особенно в зонах впадин.
Удаление заусенец осуществляют при нормальном рабочем диапазоне ванны, однако, максимальная эффективность удаления заусенец при минимальной степени воздействия и удаления материала основы, когда процесс проходит при заниженной температуре раствора. Отличные результаты были получены при температуре раствора 0 — 4o C.
ОБОРУДОВАНИЕ
| Hагреватели — | ПТФЭ покрытый змеевик |
| Вентиляция — | У рабочей емкости должен быть оборудован вытяжной колпак (шкаф). Рекомендуют применение двухтактной (пушпульной) системы. Систему трубопроводов вентиляции рекомендуют производить из ХПВХ(хлорированного поливинилхлорида). |
| Емкости — | Из полипропилена, твердого полиэтилена, ХПВХ |
КОРРЕКТИРОВАНИЕ РАСТВОРА
ВАЖНО: При работе – контроле и корректировке раствора — необходимо надевать подходящие персональные защитные средства.
Добавление KEMBRITE C – по качеству обработанных деталей или на основе результатов анализа раствора. Необходимо обеспечение постоянной должной активности раствора и пополнение потерь в результате уноса. Замена ванны необходима, когда пополнение добавками не дает результатов — не обеспечивает нужного качества обработки.
- Химические реактивы
- Всё для гальваники
- Пищевая химия
- Индикаторы
- Технические моющие средства
- Абразивные материалы
- Промышленная водоподготовка
- Герметики, компаунды, смолы
- Припои
- Дезинфицирующие средства
- Промышленные смазки
- ТЭНЫ фторопластовые для агрессивных сред
- Лабораторная посуда и приборы Керамическая посуда
- Приборы для измерения плотности
- Изделия общего назначения
- Мерные изделия
- Ампулы уровней
- Аппараты, приборы, лаборатории, комплекты
- Ареометры
- Бутирометры
- Детали и оборудование к приборам и аппаратам
- Химико — лабораторная посуда
- Мерные изделия 2
- ph-метры
- Лабораторная мебель
- Сита лабораторные и вибрационное оборудование
- Лабораторный инвентарь
- Приборы для измерения
- Ручные насосы
7 простых способов полировки латуни до зеркала
Медь и ее производственный металл латунь (смесь меди с цинком) повсеместно используются в различных сферах жизни и деятельности человека, в том числе и в быту. Дверные ручки статуэтки, чайники и кофеварки, медные полосы и другие предметы хозяйства и интерьера часто выполняются из меди или латуни, ведь эти металлы не только эстетичны, но и практичны.
Однако со временем поверхность изделий из меди и ее сплавов может потускнеть, может появиться специфический налет, который является результатом взаимодействия латуни и меди с составляющими элементами кислорода.
Полировка латуни – несложный процесс, который можно осуществить в домашних условиях с помощью подручных средств и убрать окиси с поверхности медных сплавов.
Простые народные способы полировки латуни и меди
Латунь как сплав меди и цинка не является капризным металлом: его чистку можно произвести, не прибегая к промышленным методам. В качестве полироли для латуни и меди можно использовать подручные средства, которые хорошо показывают себя в чистке медных сплавов.
Использовать можно и зубную пасту, и средство для мытья посуды, и хозяйственное мыло – все эти нехитрые приспособления помогут вам вернуть медным вещицам привлекательный вид.
Однако если вы вознамерились отполировать медь и латунь до зеркального блеска, то вам могут прийти на помощь народные способы чистки латуни и меди.
Поваренная соль и молочная сыворотка
Для того чтобы вернуть медным и латунным изделиям первозданный вид, можно использовать следующую смесь:
- молочная сыворотка – 200 мл;
- поваренная соль – 1 ч. л.
Чтобы отполировать латунь, нет необходимости погружать изделие в раствор. Достаточно смочить небольшой кусок ветоши и тщательно обработать поверхность предмета из меди или латуни.
После полировки латунь и другие медные сплавы тщательно промываются прохладной проточной водой. После такой обработки изделием сразу можно пользоваться.
Лимонный сок и поваренная соль
Лимонный сок и поваренная соль в симбиозе могут оказать отличное очищающее воздействие на поверхности предметов из латуни и других медных сплавов. Для того чтобы применить данный метод на практике, лимон нужно разделить на две части поперек, а места разрезов посыпать солью. Удерживая половинку лимона за основание, мякотью нужно обработать проблемные участки меди.
После всех манипуляций, когда смесь из лимонного сока и соли разъест налет окиси, изделие необходимо промыть, вытереть насухо, после чего отполировать небольшим куском мягкой ткани.
Полировка при помощи кетчупа
Как ни странно, пикантный соус прекрасно справляется с полировкой латуни и других сплавов из меди. Для проведения процедуры понадобится совсем небольшое количество кетчупа.
С полировкой медных вещей справится даже самый дешевый соус.
На предмет, нуждающийся в полировке, необходимо нанести небольшое количество кетчупа, распределив его равномерно по всей поверхности, оставить на несколько минут, чтобы пошла реакция разрушения компонентов окиси.
Достоинства и недостатки технологии
Таким образом, электрохимическая полировка нержавеющей стали в Москве помогает повысить ее механическую и антикоррозионную прочность. С помощью нее можно обработать детали сложной формы без нарушения их очертаний. Это достаточно экономичный процесс и в плане затраченного времени, к тому же обладающий высокой производительностью. Что касается габаритов заготовки, они могут быть ограничены только размерами самой ванны.
Однако электрохимическая полировка — услуга, которую не отнести к бюджетным, и тому есть весомые причины. Во-первых, разные типы материалов, и в особенности неуступчивая нержавейка, требуют разных подходов к составлению раствора. Так как непосредственным участником процесса является электрический ток, неизбежны энергетические потери. Требует периодического обновления и сам электролит.
Следует учесть, что электрохимическая полировка в Москве возможна только для деталей, не имеющих значительной погрешности на поверхности: глубокие трещины и впадины этим процессом не скрыть.
Почему стоит заказать электрохимическую полировку нам?
Несмотря на недостатки, технология электрохимической полировки в Москве не теряет популярности. Тому свидетельство — число наших клиентов, которое растет с каждым месяцем. Вы тоже можете стать нашим постоянным заказчиком и воспользоваться льготными расценками на услугу в зависимости от объема и сложности проекта. Сотрудничество с нами — это:
- всегда демократичные цены на электрополировку;
- идеально ровные поверхности изделий со стойким зеркальным эффектом;
- высокая скорость работы, скрупулезное соблюдение сроков;
- отсутствие дефектов;
- надежная защита изделий от коррозии.
И все это в рамках одного производства. Обращайтесь!
Технология электрохимического полирования металла
При электрополировке металла его поверхность становится блестящей. Технологический процесс состоит из ряда операций:
- Предварительно заготовка подвергается механической обработке с целью доведения шероховатости поверхности до 6–7 класса.
- Промывка для удаления грязи.
- Обезжиривание.
- Подсоединение к положительно заряженному электроду.
- Электрохимическое полирование.
- Промывка в щелочной среде с целью устранения кислотных остатков.
- Сушка. Для этого используется горячий воздух или опилки.
- Выдержка деталей в горячем масле, подогретом до температуры 120 °C.
При полировке происходит устранение неровностей с поверхности детали. Поэтому любой процесс сопровождается:
- Макрополированием. При этом идет растворение крупных выступающих вершин.
- Микрополированием. Сглаживаются мелкие неровности.
Погружаемое в электролит изделие покрывается оксидной пленкой, которая является защитной средой между металлом и электролитом. В продолжение всего процесса она постоянно растворяется и образуется вновь. Правильность технологического процесса заключается в том, чтобы ее толщина оставалась стабильной.
Непосредственно под пленкой происходит полировка металла. Осуществляется она за счет обмена электронами и ионами между анодом и электролитом. Толщина формируемой пленки всегда меньше на выступающих частях вершин неровностей. Именно здесь и происходит усиленное растворение металла. В углублениях слой пленки толще, и здесь обмен заряженных частиц уменьшенный.
Существуют другие факторы, влияющие на скорость полирования поверхности:
- перемешивание электролита;
- повышение его температуры;
- увеличение силы тока и напряжения.
Все эти факторы уменьшают поверхностный слой, что ускоряет полировку.
Для каждого изделия существует свой временной режим. В зависимости от продолжительности процедуры пропорционально увеличивается снимаемый слой металла. Этого не следует допускать, потому что шероховатость поверхности, выйдя на свой уровень, остается неизменной. Происходит ненужное растворение слоя изделия, что не оказывает влияния на качество поверхности.
Электролитно-плазменное полирование
Важным условием является поддержание высокой температуры химической среды. Она необходима для создания условий пленочного кипения. Однако и превышать верхний предел нельзя. Например, для низкоуглеродистой стали интервал температур составляет 70–90 °C. За пределами этого интервала снижается качество полировки.