Краткое описание
В нормативных документах указано, что гнутые швеллеры могут выпускаться с разной точностью профилирования. Чаще всего встречается обычная, высокая или повышенная степень прокатки. Благодаря этому специалисты стали различать несколько разновидностей стального профиля, которые отличаются между собой не только по точности прокатки и форме, но и по другим параметрам.
Крупные предприятия занимаются производством швеллеров из различных типов стали, главными из которых считаются:
- Углеродистая.
- Рулонная горячекатаная. Эта технология подразумевает изменение кристаллической решётки стали.
- Низколегированная. Эта сталь содержит специальные легирующие добавки, которые существенно повышают эксплуатационные характеристики изделий металлопроката.
- Рулонная холоднокатаная. Этот металл обладает повышенной устойчивостью к деформациям.
- Конструкционная сталь.
Согласно нормативным документам ГОСТ, все изделия, которые отличаются равными полками, могут иметь длину от 3 до 12 метров. Что касается неравнополочных изделий, их длина всегда варьируется в пределах от 4 до 11 метров. Несмотря на это специалисты различают несколько разновидностей стальных гнутых швеллеров:
- Мерная. В этом случае все показатели соответствуют требованиям, которые были указаны в договоре или заказе.
- Немерная. Длина, которая была регламентирована определённым диапазоном стандартов, но не меньше той, что была указана в заказе.
- Кратная мерной. В обязательном порядке должна быть согласована с изготовителем.
- Мерная длина с немерным швеллерным прокатом. Его количество не превышает 7% от массы всей партии.
- Кратная мерной с немерным швеллерным прокатом (все в пределах 7%).
Стоит учесть, что для неравнополочных гнутых изделий к немерным отрезкам принято относить те швеллеры, длина которых превышает 3 метра.
Принцип производства
Современное изготовление этой универсальной детали основано на применении горячекатанной, холоднокатаной и низколегированной стали. Специалисты утверждают, что именного горячекатанная технология сумела зарекомендовать себя исключительно с положительной стороны в сфере массового производства швеллеров, балок и других изделий.
Стальная разновидность этого металлопроката подразумевает использование холодного проката, благодаря чему можно создать высококачественные изделия, которые будут хорошо противостоять любым деформациям. Что касается низколегированной стали, то такие материалы получаются самыми дорогими, но и надёжными. Стоит заметить, что эта разновидность материала разбавлена своеобразными примесями, которые в несколько раз повышают итоговые эксплуатационные качества самого металла.
Чтобы все изделия соответствовали установленным стандартам качества, их производством должен заниматься исключительно квалифицированный персонал. Прежде чем приступить к самому ответственному процессу — изготовлению швеллеров, все детали должны быть проверены на наличие сколов и деформаций. Кромки и торцы заготовок не должны иметь каких-либо зазубрин, расслоений.
Для изготовления профилей используется только качественное оборудование, из-за чего нужно несколько ответственных этапов, дабы в итоге получить качественную продукцию. Выбор технологии производства зависит от конкретного профилирования. После формирования отрезка, осуществляется универсальная нарезка станом. Что касается поштучного профилирования, то вся необходимая нарезка проводится заранее.
Из-за того, что эта разновидность профилей производится с помощью специального станка, любые изменения в калибровке могут привести к той ситуации, когда итоговое качество изделий будет снижено в несколько раз. В этом случае можно столкнуться с такими разновидностями повреждений: винтообразность, волнистость, искажение форм, серповидность.
Ассортимент швеллеров разнообразен, из-за чего применение того или иного изделия может варьироваться в зависимости от требуемых эксплуатационных качеств. Отдельно стоит учесть, что нанесённые на изделие цифры всегда означают его высоту. К примеру: швеллер 11 может использоваться для монтажа конструкций, а 16 больше всего подходит для армирования строений, так как обладает высокими показателями прочности. Конечно, в зависимости от типа швеллера варьируется и его итоговая цена.
Изготовление гнутого стального швеллера.
Швеллер стальной гнутый изготавливается с помощью специального профилегибочного оборудования.
Для производства этого изделия металлопроката могут использоваться самые разные виды стали:
- горячекатаная рулонная сталь;
- холоднокатаная рулонная сталь;
- конструкционная сталь;
- низколегированная сталь;
- углеродистая сталь.
Производство швеллера стального профиля осуществляется в соответствии с действующими государственными стандартами. И ассортимент получаемой продукции довольно велик: он включает в себя разные типы каналов (равные и неравные), а также различные его размеры по ширине и длине.
Особенности применения
Современные швеллеры относятся к категории металлических изделий, сечение которых напоминает букву «П». Сам материал состоит из широкой стенки и двух прилегающих полосок. Чаще всего стальной швеллер (гнутый, равнополочный) выпускается длиной от 3 до 12 метров, при этом толщина его стенок варьируется в пределах 8 миллиметров. Главная особенность этого изделия состоит в небольшом удельном весе и высокой прочности. Все конструкции, которые были изготовлены из такого металлопроката, отличаются лёгкостью и качеством, так как они способны выдерживать большие нагрузки.
Гнутый профиль отличается тем, что он всегда имеет точные размеры и немного скруглённые углы. Отдельно стоит учесть, что готовое изделие никогда не имеет дефектов, так как все погрешности заготовок устраняются под действием профилегибочного станка. Благодаря этому конечный материал не требует дополнительной обработки. В ремонтных работах все чаще используются именно гнутые профили, которые можно эксплуатировать вместе с фаской.
На сегодняшний день швеллер гнутый равнополочный активно используется в реконструкции зданий, а также для строительства различных объектов. Все металлоконструкции, в которых присутствует этот материал, составляют огромную конкуренцию традиционным постройкам из железобетона.
Благодаря этому мастера получают множество экономических и технологических преимуществ, что позволяет снизить трудоёмкость монтажных работ, сократив тем самым сроки строительства. К примеру, многие инженеры привыкли всегда обращать своё внимание на разновидности швеллера, который, в частности, представляет оцинкованный тип термопрофиля, изготовляемого по индивидуальным размерам.
Отдельно стоит учесть, что масштабное использование этого материала позволяет существенно снизить уровень нагрузки на итоговую конструкцию, благодаря чему можно использовать более доступные типы фундамента. Итоговые размеры гнутого швеллера сделали этот материал универсальным и многофункциональным, за счёт чего он активно используется как в частном, так и промышленном строительстве. Опытные мастера задействуют его для производства качественных перегородок в офисах и жилых зданиях.
Не стоит забывать и о машиностроении, где без гнутого металлопроката просто не обойтись. Швеллеры активно используются для изготовления долговечных деталей и механизмов для автомобилей, а также для сооружения универсальных рамных конструкций. Прочность этого материала настолько велика, что он считается обязательным на тех заводах, где происходит изготовление надёжных рам для массивных грузовиков.
Основные преимущества
Гнутый профиль обладает множеством положительных характеристик, благодаря чему он высоко ценится во многих промышленных и бытовых сферах. Такая популярность обусловлена большим количеством преимуществ, главными из которых считаются:
- Рациональное использование швеллеров даёт потребителю отличную возможность снизить итоговый вес возводимой конструкции. Благодаря этому можно сэкономить более 30% используемого материала, чего невозможно добиться, используя двутавр или горячекатанный швеллер.
- Изделия отличаются невысокой стоимостью и хорошими прочностными характеристиками. Благодаря этому такой металлопрокат широко используется в промышленности и строительстве.
- Гнутый профиль отличается своим качеством, благодаря чему его чаще всего используют без предварительной очистки от фаски.
- Для проведения монтажных работ не нужно задействовать сварочный аппарат.
- Готовая конструкция имеет небольшой вес.
- Профиль хорошо переносит поступающее давление на изгиб.
- Материал имеет очень гладкую поверхность.
- Высокая точность и совместимость всех деталей.
- С помощью таких швеллеров можно создавать уникальные конструкции произвольных форм.
- Когда заготовки проходят через пресс профилегибочных станков, то происходит устранение всех имеющихся дефектов, благодаря чему не требуется дополнительная обработка материала.
Благодаря наличию всех этих преимуществ гнутый стальной профиль активно используется на многих современных производствах.
Особенности изгиба швеллера
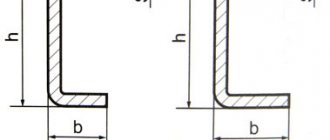
Швеллер симметричен лишь по условной горизонтали. Этим осложняется его изгиб, выполняемый в трех направлениях:
- по полкам;
- по стенке (полками наружу или внутрь).
Если гнуть металлический швеллер по полкам при помощи специального оборудования, риск деформации последних исключается. Во втором случае возможен их перекос из-за повышенного давления рабочего элемента оборудования.
Различают три типа изгиба П-образного швеллера:
- плавный (заготовка превращается в криволинейное изделие с одним или несколькими радиусами);
- местный (на выходе получается деталь с парой прямых концов, соединенных под одним заданным углом).
В домашних условиях согнуть плавно швеллер практически невозможно — для этого требуются профилегибочные станки, весьма громоздкие и дорогие. Местным способом гибки пользуются многие любители, которым для определенных целей понадобился гнутый профиль. Тем более, для этого достаточно пары инструментов, которые у настоящего умельца всегда под рукой.
Варианты исполнения
Самым востребованным материалом в сфере металлопроката считается гнутый швеллер. Основная цель этого изделия состоит в том, чтобы придать конструкции необходимый уровень устойчивости и прочности. Специфика швеллера состоит в том, что он не только хорошо переносит поступающую на него нагрузку, но и равномерно её перераспределяет. В зависимости от размера и формы, в продаже можно встретить несколько разновидностей швеллера:
- С параллельными гранями всех полок.
- С небольшим уклоном граней полок.
- Универсальные экземпляры.
В зависимости от способа изготовления их принято делить на неравнополочные и равнополочные швеллера. Что касается последнего вида изделия, основной процесс его изготовления не считается сложным, так как в процессе работы задействуется трубный станок. В качестве заготовок используется рулонная сталь стандартного качества и углеродистая конструкционная сталь высокого качества. Стальной гнутый неравнополочный швеллер производится при помощи универсальных профилегибочных станов.
Отдельно стоит учесть, что оцинкованный тип гнутого швеллера, благодаря своей прочности и удельному весу, нашёл своё применение не только на масштабных строительных площадках, но и в машиностроении, станкостроении, автомобилестроении, вагоностроении и многих других областях. Сам процесс изготовления этой разновидности металлопроката состоит из двух основных этапов:
- Из заготовки производится изделие нужной формы и размера.
- Готовая деталь покрывается оцинкованным покрытием, которое служит надёжной защитой от негативного воздействия коррозии.
Нержавеющий тип швеллера может быть как гнутым (не покрытым цинком), так и горячекатанным. В период активной эксплуатации таких изделий необходимо тщательно следить за его прочностными характеристиками, так как он участвовал в создании металлических конструкций и от него зависит качество и безопасность всего объекта.
Как провести радиусную гибку листового металла?
Одной из распространенных технологических операций при работе с металлическими листами является гибка. Она позволяет изменять форму заготовок без механических повреждений, разрезания, сварки. Радиусная гибка листового металла выполняется на заводах, в частных мастерских.
Листовой металл ( Instagram / fortis_metaldesign)
Когда мастеру нужно получить изделие с углами определённой формы, он может разрезать металлический лист, а затем сварочным аппаратом соединить отдельные детали под нужным углом. Однако нагревание материала до высоких температур изменяет его структуру, что может негативно сказаться на свойствах металла.
Чтобы не нарушать целостность заготовки, не изменять структуру материала, можно провести сгибание металлических листов. Принцип гибки заключается в том, что наружные слои металла растягиваются, а внутренние сжимаются.
Листы предварительно не разогреваются. Оборудование работает по принципу системы рычагов, на которые передаёт усилие мастер или привод.
Максимальный угол изгиба определяется зависимо от толщины заготовки, вида материала, его характеристик.
При изгибании листов по радиусу или под острыми углами, необходимо предварительно проверять точность выставления деталей. Если произошёл перекос, а изделие было согнуто, могут образоваться микротрещины, которые приведут к разрушению целостности заготовки при эксплуатации.
Типы гибки
Существует два основных способа сгибания металлических листов:
- Продольная — до изгиба материал не разогревается. Из-за этого невозможно сгибать заготовки большой толщины.
- Поперечная — включает три технологические операции — изгиб, осаживание, вытяжка. Предварительно деталь нагревается. Кромки сгибаются без разогревания.
Радиусная гибка металла осуществляется с помощью ручного или промышленного оборудования. Зависимо от того, какую форму готового изделия нужно получить, изменяется конструкция станков.
Листогибочный пресс ( Instagram / stankoprom)
Разновидности и конструкция гибочных станков
Изделия из листового металла обрабатываются с помощью разных видов оборудования для гибки. Разновидности листогибов:
- Ручные механизмы. Представляют собой станки, которые работают по системе рычагов. Для сгибания заготовок мастеру нужно прилагать усилия через специальные ручки, поднимающими прижимную пластину.
- Оборудование с гидравлическими, пневматическими приводами, электродвигателями. Это промышленные станки, которые позволяют сократить усилие со стороны рабочего при проведении гибки.
- Вертикальные листогибочные прессы. Заготовка располагается на рабочем столе. Сверху на неё начинает давить рабочая часть пресса. Она приводится в движение пневматической или гидравлической системой.
- Трубогибы с разными системами управления. Могут быть ручными, оборудованными приводами, облегчающими рабочий процесс.
- Угловые трубогибы.
- Дорновые трубогибы.
Сложности применения станков напрямую зависят от системы управления. Ручные модели требуют точной проверки размещения заготовки, передачи усилий на рычаги, чтобы согнуть заготовку.
Если на оборудовании установлена система ЧПУ, рабочий процесс становится более эффективным, точным, быстрым. Однако работать на станках, оборудованных ЧПУ сложнее чем на простых моделях.
Нужно знать, как выставлять настройки, задавать алгоритмы, снимать ошибки.
Создание станка для сгибания листового металла
Для бездефектной гибки можно использовать самодельные механизмы. Их можно изготовить своими руками, не обладая дополнительными навыками. Для этого нужно создать чертеж, подготовить материалы, инструменты:
- швеллера, металлические уголки;
- прижимную пластину;
- дверные петли;
- деревянный брусок;
- металлические прутья.
Из инструментов нужен сварочный аппарат, дрель со сверлами по металлу, болгарка, шлифовальная машинка.
Этапы изготовления станка:
- Изначально нужно подготовить материалы, нарезать швеллера, уголки, прутья по размеру болгаркой.
- Собрать раму с устойчивыми ножками. Соединить отдельные части сварочным аппаратом. Швы зачистить шлифовальной машинкой покрыть антикоррозийным составом.
- Соединить два уголка дверными петлями, чтобы получилась подвижная конструкция.
- Наварить на один из уголков металлические прутья, которые будут выполнять роль ручек.
- Закрепить подвижную конструкцию на раму так, чтобы можно было работать с заготовками.
Некоторые мастера изготавливают механизмы без основания, которые закрепляются на готовом верстаке.
Швеллера ( Instagram / stockwood.ru_moscow)
Собственноручная гибка
Чтобы знать, как работать с металлическими листами, изготавливать изделия требуемой формы, нужно учитывать радиусы гибки листового металла. Максимальные и минимальные радиусы можно посмотреть по специальным таблицам, которые можно найти в интернете. Этапы проведения технологического процесса:
- Проверяется целостность листа.
- Рассчитывается соотношение толщины заготовки, усилий, передаваемых через оборудование на неё, прочности металла.
- Изготавливается чертёж будущего изделия.
- Выставляется угол на оборудовании.
После запуска производится изгиб. Важно перепроверить точность выставления детали, чтобы не случилось перекоса.
Радиусная гибка — отдельный технологический процесс, с помощью которого обрабатываются металлические листы. Он позволяет деформировать металл, не изменяя его структуры. Мастеру нужно рассчитывать углы, принимая во внимание вид металла, сплавов, толщину листа. Неправильные расчёты приведут к образованию микротрещин, которые повлияют на целостность детали.