Особенности сборки
Трансформатор
Тема нашей статьи — точечная сварка из трансформатора. Мы будем использовать трансформатор, снятый со старой микроволновки. Он отлично подходит для наших целей. Подбирая трансформатор обращайте внимание на его мощность. Для изготовления точечного аппарата нужен трансформатор мощностью от 1 кВт. Аппарат, построенный на базе этого трансформатора, сможет варить металл толщиной до 1 миллиметра. Если вам нужно больше мощности, можно использовать два трансформатора. Но об этом мы расскажем позже.
Возьмите трансформатор и отсоедините от него магнитопровод с первичной обмоткой. Зачастую на таких трансформаторах «первичка» состоит из нескольких витков толстого провода. Не обязательно снимать эти перечисленные детали с каркаса, достаточно убрать вторичную обмотку. Это можно сделать с помощью ножовки или стамески.
А если «вторичка» приклеена, то придется применить силу и в буквальном смысле вырвать обмотку. Иногда целесообразно высверлить «вторичку», если иные способы не помогают. Постарайтесь не повредить «первичку» и сам магнитопровод при снятии вторичной обмотки. Если у трансформатора есть шунты, то уберите их вместе со «вторичкой».
Далее вам нужно намотать новую «вторичку». Для этого возьмите медный провод с сечением от 100 мм2 (или 1 см в диаметре). Провода толстые, но необходимо именно это сечение. Всего нужно сделать около трех витков. Если вам удастся сделать больше витков, то аппарат получится мощнее. Но мы все-таки рекомендуем увеличивать мощность другим методом. Об этом мы расскажем далее.
Увеличение мощности
Как мы уже писали выше, вы можете использовать ни один трансформатор для точечной сварки, но и два. Это необходимо для того, чтобы получить большую мощность, а значит и больший сварочный ток. Такая связка из двух трансформаторов позволит собрать аппарат, способный сваривать толстые металлы.
Конечно, вы можете просто сделать больше витков при наматывании трансформатора, но зачастую окно сердечника не позволяет это сделать из-за толщины провода. В таком случае лучше соединить концы вторичных обмоток у двух трансформаторов. Соединение должно быть последовательным. Это значит, что один провод нужно протягивать через оба трансформатора. Количество витков должно быть одинаковым.
Обязательно следите за направлением витков. У вас не должно быть противофазы.Если вам нужно сделать еще более мощный аппарат, то можно соединить большее количество трансформаторов. Соединение производится тем же методом, что и для двух трансформаторов. Но учитывайте вашу электросеть и заранее подумайте, сможет ли она выдержать такой аппарат. Особенно, если вы собираетесь варить на даче. Применение таких мощных устройств часто приводит к скандалам с соседями и к выбитым пробкам.
Управление
Простота самодельного аппарата для точечной сварки выражается не только во внутреннем конструктиве, но и в органах управления. Все, что вам понадобится — это кнопка «вкл/выкл» и самодельный рычаг для сварочных клещей.
С выключателем все просто. Выберите тот, который вам больше нравится. Установите его в цепь с первичкой. Ни в коем случае не устанавливайте на вторичку, потому что там ток слишком большой и контакты у вашей кнопки могут расплавиться.
С рычагом все немного сложнее. Вы должны помнить, что при точечной сварке применяется не только местный нагрев металла, но и усилие прижима. Чем толще свариваемый металл, тем больше должно быть усилие. Если вы будете варить тонколистовые заготовки, то вам будет достаточно собственной илы, чтобы опустить рычаг и сжать металл между электродами. Но если вы планируете собрать более универсальный аппарат, то лучше прикрепить его к столу и сделать рычаг подлиннее и потяжелее.
Если есть желание, рычаг можно доработать, добавив к нему винтовую стяжку. Стяжка должна устанавливаться между основанием и самим рычагом. Тогда вам не придется применять собственное усилие для сжатия.
Если у вас будет рычаг с самым простым исполнением, то кнопку включения/выключения можно поставить прямо на него. Опускаете рычаг и одновременно включается ток. При этом вторая рука будет свободна, и вы сможете держать заготовки.
Электроды
Также не стоит забывать про электроды. В точечной сварке используются медные электроды. Чем толще электрод, тем лучше. Электроды можно купить или сделать самому на станке. Но купить проще и быстрее. Если собираете маленький маломощный аппарат, что в качестве электрода можете использовать жало от паяльника.
Электроды — материал расходные. Их нужно подтачивать, поскольку они теряют форму. При окончательной потере исходной формы электрод нужно выбросить и поставить новый.
Электроды подключаются к трансформатору с помощью проводов. Их длина должна быть по возможности минимальной. Соединений тоже должно быть немного, поскольку каждое соединение — это всегда потеря мощностей. Лучше всего, если вы наденете на провода специальные наконечники из меди, с помощью которых провод будет соединяться с электродами.
Наконечники из меди должны быть не просто надеты на провода, а спаяны с ними. Это необходимо, чтобы на месте соединения наконечника с проводом не происходило сопротивление и аппарат мог стабильно работать. На самом деле, это очень непростая работа и спаять наконечник с проводов довольно трудно. Но вы можете купить готовые луженые наконечники, предназначенные для пайки. Тогда задача облегчится.
Некоторые умельцы припаивают не наконечники, а сами электроды, чтобы упростить себе жизнь. Но на деле они только все усложняют, поскольку электроды нужно периодически заменять на новые, а значит отпаивать их. Лучше просто припаяйте один раз наконечники и не делайте больше лишнюю работу. Тем более, наконечник просто почистить от следов окислов.
Читать также: Потри наждачной бумагой изделия из этих металлов
Модернизация трансформатора от микроволновки
Трансформатор не обязательно должен быть именно от старой СВЧ-печи, его можно и купить. С помощью трансформатора мощностью от 600 до 1000 Вт получится соединять детали до 1 мм толщиной.
В работе понадобится только первичная обмотка преобразователя напряжения и магнитопровод. Вторичную обмотку нужно извлечь, стараясь не повредить остальные составляющие трансформатора.
Вместо удалённой обмотки в освободившейся нише делают 2-3 витка медного провода сечением 50 мм2. После переделки трансформатор может выдавать ток силой до 1000 А. Чтобы увеличить мощность самодельного аппарата, нужно последовательно соединить 2 модернизированных трансформатора.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
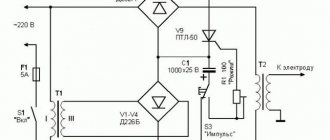
Принцип работы точечного сварочного аппарата от 220В
Посмотрите на картинке на готовый агрегат.
Чтобы металл расплавился, на него нужно подать очень большое количество тока. Степень напряжения тут не важна. Хватает 3 Вольт или даже меньше. Не желательно производить различные эксперименты с показателями. Уже давно протестировали самодельные сварочные аппараты, изготовленные из трансформатора микроволновой печи. Они прошли неоднократные испытания, а потому довольно надежные.
Мощность трансформатора необходимо выбирать в зависимости от толщины заготовок. К примеру:
- До одного миллиметра — мощность 1000 Вольт.
- Два мм — 2000 вольт.
- Три мм — 5000 Вольт.
Первичную обмотку нужно выбирать из расчета мощности устройства. Трансформатор самому сделать очень проблематично, потому желательно использовать готовый, помещающийся в микроволновке. У этого агрегата есть свои особенности:
- излучающим элементом потребуется большое напряжение — в несколько тысяч вольт. Но уровень силы тока не будет играть роли;
- мощность на обмотках будет одинаковая. Если человек захочет увеличить количество витков на вторичной обмотке, то и напряжение возрастет, но при этом сила тока уменьшится;
- трансформирующие элементы, находящиеся в СВЧ печи, обладают мощностью в 3000 Вольт или чуть меньше. Чтобы произвести точечную сварку, этого вполне достаточно.
Необходимые компоненты приобретаются в радиомагазинах. А также для изготовления используют внутренности из старой микроволновой печи. В результате получится мощность тока в 1 кА. Этого значения достаточно, чтобы расплавить металл в точках контакта. В результате образуется хорошее соединение нескольких деталей. Для этой цели используют трансформатор в 3кВт.
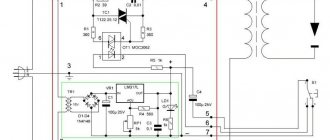
Зажим свариваемых деталей и применение прерывателя тока первичной обмотки
В самодельных устройствах изготавливают различные механические прижимные приспособления. Если в заводских аппаратах подача тока на электроды производится одновременно с прижатием деталей, то здесь всё происходит намного медленнее, так как детали сначала нужно зафиксировать и прижать, а уже потом подавать ток. Чтобы электроды не искрили во время установки и зажима деталей, ток на первичную обмотку от сети 220 V подаётся через прерыватель. Его кнопка постоянно находится в отжатом положении, ток от сети на устройство не проходит. По окончании фиксации и плотного зажима производят короткое нажатие на кнопку. При нормальной мощности устройства этого достаточно для создания точечного сварного соединения.
А вы бы смогли собрать аппарат контактной сварки из старой СВЧ-печи?
Как собрать из трансформатора — 6 нюансов
В любых микроволновых печах устанавливают магнетрон. Ему нужно значительное напряжение. Трансформатор имеет меньшее количество витков в первичной обмотке, и гораздо большее во вторичной. Именно на ней напряжение будет составлять 2000 вольт. Если имеется удвоитель, то значение возрастет в несколько раз. Именно это свойство необходимо использовать.
Трансформатор необходимо вынимать очень осторожно. Чтобы ничего не повредилась, не желательно применять различные грубые инструменты. Сначала нужно избавиться от корпуса, а также устранить все крепежные элементы. Трансформатор достает из точки фиксации. Из этого устройства будет использоваться магнитопровод, а также первичная обмотка, имеющая мощный провод и малое количество витков.
Вторичная обмотка
Посмотрите на картинке вторичную обмотку. Использовать ее при сборке сварки не нужно, потому желательно избавиться от неё. Для этой цели используется зубило и молоток. Важно производить все работы очень аккуратно, чтобы нужная обмотка не испортилась. При работе возможно человек найдет шунтирующее устройство, применяемое в различных СВЧ печах. От них также нужно избавиться.
Магнитопровод на сварке
Посмотрите на картинке магнитопровод, прикрепленный на сварке. Если в микроволновой печи стоит микропровод, что не приклеен, а приварен, то удалением этой детали придётся заниматься при помощи ножовки по металлу или стамески. Обмотка будет о крепко сидеть в магнитопроводе, потому нужно приложить много усилий. В таком варианте придется использовать более грубые методы, чтобы удалить конструкцию любыми подручными средствами. Но стоит учитывать, что операция проводится очень аккуратно.
После проведение всех вышеописанных операций, приходим к созданию вторичной обмотки — используется цельный провод, с диаметром в 100 мм в квадрате или чуть больше. Это соответствует одному сантиметру. Также используют пучок проводов, обеспечивающих необходимый диаметр.
Обмотка создана — трансформатор сможет создавать силу тока, равную 1кА. Именно это и нужно для точечной сварки.
Читать также: Печные газовые горелки с автоматикой
Если есть необходимость сделать аппарат мощнее, то единственного трансформатора не будет достаточно. Для этой цели необходимо совместить несколько элементов из разных СВЧ печь. Понадобится два или три витка.
Если изоляция очень толстая, ее нужно будет убрать и заменить на более тонкую — желательно тканевую. Если применяется несколько трансформаторов, то вторичная обмотка изготавливается по общей схеме соединения. Но тогда потребуется правильно соединить выходы.
Еще важно знать: 2 нюанса о создании самодельного аппарата из двух трансформаторов микроволновки
Посмотрите на картинке схему подключения нескольких устройств. Если использовать несколько трансформаторов из микроволновых печей, тогда мощность устройства возрастет. Напряжение повысится в 2 раза, и такие же пропорции станут относиться к увеличению сварочного тока. Но при таком способе сборки, могут наблюдаться и определенные потери, поскольку сопротивление цепи тоже сильно возрастет. Концы созданной обмотки потребуется подсоединить к электродам.
Если в наличии есть два трансформатора, но их напряжения не хватает для создания качественного сварочного аппарата, то применяют последовательное соединение их выходных обмоток. Следует убедиться, что на каждом элементе будет одинаковое количество витков. Это необходимо делать в тех вариантах, когда на магнитопровод нет возможности намотать нужное количество витков. При сборке подобного аппарата дома, также надо следить за направлением витков.
Точечная сварка своими руками из трансформатора микроволновки
Как избежать 4 ошибки при создании электродов
Посмотрите на картинке электроды, используемые на самодельном устройстве. Собирая сварку, надо сделать и правильные электроды. По диаметру они должны соответствовать проводкам, что крепятся к сварке. Обычно используются прутки из меди. Но если мощность оборудования будет очень большой, тогда желательно использовать жало от профессионального паяльника.
Для соединения аппаратов электродами, используют очень крепкие провода. Если проигнорировать это правило, то потери мощности не получится избежать. Мощность также может уйти в том случае, если будет использоваться большое количество различных соединений.
Для повышения эффективности сборного аппарата используют медные наконечники. Тогда получается избежать потери мощности в контактных местах.
Чтобы пайка происходила без проблем, желательно применять луженые наконечники. Поскольку электроды съёмные, то в местах фиксации с наконечником не стоит применять пайку. В этих местах образуется окисление — мощностью упадет. Съёмные электроды обеспечивают простоту очистки. Это очень удобно.
Наконечники будут фиксироваться с электродами на болтах. Важно проследить, чтобы соединение было более надежным. Если не позаботиться об этом, то будет происходить повышенное переходное сопротивление, а потому мощность споттера упадёт. Желательно создать отверстие одинаковых диаметров для двух деталей. Соединенные элементы желательно подбирать из меди. Выбор материала не безоснователен — в нем имеется маленькое электрическое сопротивление.
Самостоятельная сборка контактной сварки
Изготовление электродов является такой же ответственной операцией, как и сборка трансформатора. Необходимо заранее запастись медными прутьями, стержни должны иметь диаметр не меньше, чем толщина провода. Для изготовления сварки с невысокими техническими характеристиками, подойдут рабочие элементы от мощных паяльников. В процессе работы, особенно при частом использовании точечной сварки, происходит интенсивный износ электродов. Поэтому рекомендуется сразу же изготовить запасной комплект. При сборке всей конструкции должна использоваться схема контактной сварки.
Провод, соединяющий трансформатор и электроды, должен быть как можно короче, а количество соединений – минимальным. Это связано с тем, что на стыках происходит частичная потеря мощности. Соединения наконечников и проводов осуществляются методом пайки. Это достаточно сложный процесс из-за большого диаметра элементов. Если же использовать скрутки, то во время сварочных работ произойдет быстрое окисление медных контактов. Поэтому не редкость, что контактная сварка, изготовленная самостоятельно, очень быстро выходит из строя. Процесс соединения можно значительно облегчить, если заранее приобрести в специализированном магазине луженые наконечники, предназначенные для пайки.
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Конструкция и принцип действия
Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков.
В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы:
- преобразователь напряжения (трансформатор), обеспечивающий требуемую мощность контактного тока;
- выпрямитель на основе мощных тиристорных вентилей;
- комплект точечного оборудования (контактный блок).
Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей.
В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки.
Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
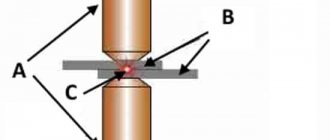
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Самодельный сварочный трансформатор для дуговой сварки
Прежде чем приступать к дальнейшей работе по изготовлению СТ, следует решить: что именно вы будете создавать. Вам необходимо:
- выбрать конструкцию и электрическую принципиальную схему будущего устройства;
- произвести электрический и, при необходимости, конструктивный расчёт его параметров.
Только после этого следует подбирать необходимую комплектацию, материалы и готовить, при необходимости,специальный инструмент.
Как рассчитать сварочный трансформатор. Схема
Вопрос, как рассчитать сварочный трансформатор самодельный, очень специфичен, так как он не соответствуют типовым схемам и общепринятым правилам. Дело в том, что при изготовлении самоделок параметры их компонентов «подгоняются» под уже имеющиеся в наличии комплектующие (в основном – под магнитопровод). Более того, часто случается, что:
- трансформаторы собираются не из самого лучшего трансформаторного железа;
- обмотки наматываются не самым подходящим проводом и много других отрицательных факторов.
В результате, самоделки греются и «гудят» (пластины сердечника вибрируют с частотой электросети: 50 Гц), но, при этом, «делают своё дело» – сваривают металл.
По форме сердечников различают трансформаторы следующих основных типов:
- стержневой;
- броневой.
Виды сердечника. Ист. https://v277.ru/svarka/65-svarochnyj-transformator.
Пояснения к рисунку:
- а – броневой;
- б – стержневой.
На стержневом сердечнике применяют схемы обмоток, приведённые на рисунке.
Пояснения к рисунку:
- а – сетевая обмотка на двух сторонах сердечника;
- б – соответствующая ей вторичная (сварочная) обмотка, включённая встречно-параллельно;
- в – сетевая обмотка на одной стороне сердечника;
- г – соответствующая ей вторичная обмотка, включенная последовательно.
Для примера выполним расчёт СТ собранного по схеме «в» – «г». Его вторичная обмотка состоит из двух равных частей (половинок). Они расположены на противоположных плечах магнитопровода, а между собой соединены последовательно. Расчёты заключаются в определении теоретических и выборе действительных размеров магнитопровода.
Определяемся с мощностью СТ (по величине тока во вторичной обмотке) из следующих соображений. Для электросварки в быту чаще всего используются покрытые электроды Ø, мм: 2, 3, 4. Выбираем «золотую середину» для самых ходовых – 120…130 А. Мощность СТ определяется по формуле:
P = Uх.х. × Iсв. × cos(φ) / η, где:
- Uх.х. – напряжение холостого хода;
- Iсв. – ток сварки;
- φ – угол сдвига фаз между напряжением и током. Принимаем: cos(φ) = 0,8;
- η – КПД. Для самодельных СТ: КПД = 0,7.
Для каждого сечения необходимо определить (по справочнику) количество витков первичной обмотки для обеспечения на выходе заданной мощности. Мы лишь заметим, что чем больше площадь сечения магнитопровода (S), тем меньше понадобится витков обеих катушек. Это существенный момент, т. к. большое количество витков может не поместиться в «окно» магнитопровода.
Возможно использование магнитопровода старого трансформатора (например, от микроволновой печки, конечно, после некоторой его реконструкции – замены вторичной обмотки).
Старый трансформатор. Ист. https://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.
Если у вас нет старого трансформатора, то следует прибрести трансформаторное железо, из которого вы иизготовите сердечник СТ.
Железо для магнитопровода. Ист. https://strgid.ru/mozhno-li-sdelat-svarochnyi-apparat-svoimi-rukami-chto-nuzhno-dlya-togo-chtoby-pravilno-sobrat-svaro.
Пояснения к рисунку:
- а – пластины Г-образной формы;
- б – пластины П-образной формы;
- в – пластины из полос трансформаторной стали;
- c и d – размеры «окна», см;
- S = a х b – площадь поперечного сечения сердечника (ярма), кв.см.
Расчёт количества витков первичных обмоток при напряжении питания сети 220…240 В, выбранных нами токах сварки и параметрах магнитопровода можно произвести по следующим формулам: N1 = 7440 × U1/(Sиз × I2). Для обмоток на одном плече (по половине обмотки друг на друге, соединённые последовательно); N1 = 4960 × U1/(Sиз × I2). Обмотки разнесены на разные плечи.
Условные обозначения в обеих формулах:
- U1 – напряжение источника питания;
- N1 – количество витков первичной обмотки;
- Sиз – сечение магнитопровода (кв.см);
- I2 – заданный сварочный ток вторичной обмотки (А).
Выходное напряжение вторичной обмотки СТ в режиме холостого хода у самодельных сварочных трансформаторов находится, как правило, в пределах 45…50В. По следующей формуле можно определить её количество витков: U1/U2 = N1/N2.
Для удобства подбора силы сварочного тока, на обмотках делают отводы.
Намотка сварочного трансформатора и монтаж
Для первичной обмотки трансформатора применяется специальный термостойкий медный провод, имеющий хлопчатобумажную или стеклотканевую изоляцию.
С учётом выбранной выше мощности, электрический ток в первичной обмотке может достигать 25 А. Исходя из этих соображений, первичную обмотку СТ следует наматывать проводом, имеющим сечение ≥ 5…6 кв.мм. Это, кроме всего прочего, существенно увеличит надежность СТ.
Вторичная обмотка выполняется медной проволокой, сечение которой: 30…35 кв.мм. Особое внимание следует уделить выбору изоляции провода вторичной обмотки, так как по ней протекает большой сварочный ток. Она должна быть очень надёжной – особое внимание следует уделить теплостойкости.
При монтаже обмоток обратите внимание на следующее:
- намотка производится в одном направлении;
- между рядами обмоток прокладывается изолирующий слой дополнительной изоляции (рекомендуем – хлопчатобумажной).
Собранный СТ следует поместить в защитный кожух с отверстиями для вентиляции.
Видео
Посмотрите, как была реализована задача сборки аппарата:
https://youtu.be/35SPAJB1Fyg