Способы термической обработки материалов
Оборудование для термической обработки стали, чугуна, алюминия и других металлов предназначается для нагревания и последующего охлаждения сырья. Во время этих процессов изменяется его структура и свойства, в то время как химический состав остается первоначальным. Основными видами термического воздействия являются:
- Отжиг. Металлы греются, а затем охлаждаются. Понижение температуры происходит в печи в медленном темпе.
- Закаливание. Обработка происходит при повышении градусов до критической отметки, после чего следует быстрое охлаждение.
- Отпуск. Проводится после закалки, предназначен для уменьшения хрупкости и напряжения в стали, и повышения ее гибкости.
- Нормализация. Процесс, схожий с отжигом. Различие заключается в том, что металлы остужаются на открытом воздухе.
Процесс обработки металлических заготовок в промышленной печи
Обработка сварных швов — обзор методов
Сварные швы отвечают за целостность металлической конструкции. В частности, соединение должно быть достаточно прочным, устойчивым к ржавлению, влажности. Обработка сварных швов призвана обеспечить выполнение этих задач.
Методы обработки
Существует три методики, с помощью которых защищаются сварные соединения:
- Термическая обработка. Благодаря этому способу можно убрать остаточные напряжения в материале, возникающие вследствие сварочных работ. Термообработка проводится по одной из двух технологий: местной, когда прогревается или охлаждается только само соединение, или общей — температурной обработке подлежит вся деталь.
- Механическая обработка. В данном случае задача состоит в удалении остатков шлака и проверке надежности соединения. Типичный пример механической обработки — простукивание шва молотком или выполнение его зачистки. Если шлак не удалить, возможно развитие коррозии.
- Химическая обработка. Нанесение защитных покрытий на соединение — один из способов борьбы с коррозийными процессами. Наиболее доступный вариант химической защиты — обработка шва грунтовочным лакокрасочным материалом.
Термическая обработка
Помимо уменьшения остаточных напряжений металла, термообработка позволяет добиться следующих целей:
- сделать структуру шва и околошовных зон более приспособленной к воздействию внешних факторов;
- оптимизировать физические и эксплуатационные свойства материала, в частности, повысить стойкость к ржавлению, жаропрочность и т.д.
Термическая обработка сварных соединений предполагает нагрев на определенное время сварного соединения или всего металла до заданной температуры. Далее происходит искусственное охлаждение, которое также производится по определенному сценарию.
Оборудование для термообработки
Для термической обработки стыков может использоваться четыре вида технологического оборудования:
- Индукционные устройства. Индукционный нагрев часто применяется во время прокладки трубопроводов. Суть этого метода состоит в использовании медных индукторов, включающих в себя многожильный медный кабель с воздушным охлаждением. Во время монтажа индуктора на трубопровод нужно принимать во внимание расстояние между трубой и индуктором. Общее правило: чем больше зазор между объектами, тем хуже используется мощность оборудования.
- Гибкие нагреватели сопротивления. Данный способ считается одним из самых удобных и доступных способов обработки сварных швов.
- Муфельные печи. При работе с этим видом оборудования нужно особое внимание уделять равномерности нагрева соединения, что достигается нецентрированной установкой детали в печь.
- Нагрев с помощью газопламенного оборудования. При газопламенном нагреве применяются сварочные и особые многопламенные газовые горелки. Газовые нагреватели выделяют тепловую энергию, возникающую в результате сгорания смеси горючего газа с кислородом.
Оборудование для нагрева подбирается исходя из монтажных условий, доступности того или иного вида устройств и прочих обстоятельств. Нагревательное оборудование должно отвечать определенным требованиям: четко стыковаться со сварными швами, иметь не слишком большую массу и обеспечивать равномерный нагрев соединения как в ширину, так и в длину.
Чтобы сократить теплопотери, при термообработке сварных соединений используются всевозможные теплоизоляторы.
Теплоизоляция должна быть теплоустойчивой при небольшой теплопроводности, прочной, но в то же время гибкой, устойчивой к износу и безопасной в эксплуатации.
Способы термообработки
Известно несколько методов термической обработки сварных соединений:
- Предварительный нагрев. Используется как до проведения сварочных работ, так и в момент сваривания деталей. Данная разновидность термической обработки применяется при сварке конструкций из низкоуглеродистой стали. Металл прогревается до 150-200 градусов по Цельсию.
- Высокий отпуск. Методика состоит в нагреве материала до 650-750 градусов по Цельсию (конкретный показатель температуры зависит от сорта стали). Температура поддерживается в течение 5 часов. Технология позволяет уменьшить напряжения на 80%, а также повысить устойчивость материала к механическим воздействиям и увеличить его эластичность.
- Нормализация. Применяется по отношению к углеродистым и низколегированным маркам стали. Подобная термическая обработка соединения осуществляется при температурах от 950 градусов по Цельсию. По окончании нагрева производится выдержка и охлаждение в условиях окружающей среды. Нормализация дает возможность уменьшить зернистость металла, сократить напряжение, а также увеличивает прочность шва.
- Аустенизация. Представляет собой закалку сварного соединения путем его нагрева до температуры 1070 градусов и выше. Деталь греется в течение 60 минут, а затем производится быстрое искусственное охлаждение. Методика широко распространена для закалки аустенитных сталей. Результат аустенизации — возросшая эластичность сварного соединения.
- Стабилизация. От аустенизации стабилизирующий отжиг отличается более низкой температурой и менее продолжительным периодом выдержки металла.
- Термический отдых. Технология заключается в нагреве сварного шва до 250-300 градусов по Цельсию. Затем осуществляется выдержка металла в разогретом состоянии. В результате процедуры в сварном соединении снижается уровень диффузного водорода, и уменьшаются внутренние напряжения.
Выбор способа, которым будет осуществляться термическая обработка сварных соединений, зависит от физико-химических характеристик стали (определяется ее маркой). Особое значение имеет выполнение технологических требований, в противном случае происходит ухудшение качества сварного соединения.
Ключевые параметры, которые нужно учитывать при проведении местной термообработки:
- ширина нагреваемого участка;
- равномерность нагревания по толщине стенки и ширине нагреваемого участка;
- период выдержки;
- интенсивность охлаждения.
Механическая обработка
Механическое устранение недостатков сварочных работ осуществляется при помощи проволочной щетки. Можно значительно упростить задачу и сделать зачистку качественнее, если использовать портативное шлифовальное устройство или болгарку с лепестковой насадкой. Вместо насадки также можно применить абразивный круг.
Механическая очистка позволяет убрать следующие дефекты сварного соединения:
- окалины;
- заусенцы;
- окислы;
- последствия побежалостей.
Несмотря на простоту и дешевизну технологии, существует ряд нюансов, касающихся выбора насадки, знание которых позволит выполнить работу качественнее:
- Прежде всего, нужно выбрать шлифовальный круг из подходящего материала. Лучше всего для механической очистки подойдет круг из цирконата алюминия. Преимущество этого материала в том, что он, во-первых, провоцирует коррозийные процессы, а во-вторых, цирконат алюминия прочнее оксида алюминия, из которого также изготавливаются некоторые виды насадок.
- Лепестки шлифовального круга должны быть на тканевой составляющей. Ткань надежнее и устойчивее к большим нагрузкам в сравнении с бумагой, которая иногда применяется на лепестках в качестве основы. Однако стоят такие насадки намного больше аналогов на бумажной основе. Более высокая стоимость тканевых насадок вполне оправдана и окупится при такой агрессивной по отношению к материалу работе, как шлифование швов.
- Размер абразивного зерна зависит от типа выполняемой работы. Очень часто в ходе очистки соединений могут понадобиться насадки с разным размером зерна. Поэтому рекомендуется приобретать сразу несколько видов насадок.
- Если нужно качественно зачистить шов, то разные размеры зерен просто необходимы, так как шлифовка осуществляется с постепенной сменой насадок на зерна меньшего размера. К примеру, крупные окалины убираются крупнозернистыми насадками, а вот тонкая шлифовка производится мелкозернистыми насадками. Финишная проходка осуществляется наиболее мелким зерном. Насадки следует менять последовательно — допускается пропуск не более одного размера. Однако если речь идет о создании зеркального блеска сварного соединения, нельзя пропускать ни одного размера.
- Для обработки швов, расположенных в труднодоступных местах (полостях, кромках, отверстиях), используются особые устройства — борфрезы, устанавливаемые в шлифовальную машину. Существуют борфрезы самых разнообразных размеров и форм, поэтому подобрать нужную конфигурацию несложно.
Разновидности оборудования для термообработки
Так как печи и оборудование для термообработки предназначаются для различных целей, они различаются по:
- Расположению загрузочного отверстия. Горизонтальное, вертикальное, трубчатое, под колпаком, в виде колодца.
- Дополнительным возможностям. Работа в вакууме, газовой среде и т.п.
- Температурным возможностям. Низко-, средне- или высокотемпературные.
Так выполняется загрузка вертикальной печи
В зависимости от используемого топлива, оборудование для термообработки металлов и других материалов можно разделить на такие виды:
Газовые печи
Для того чтобы уменьшить теплопотери, камерные печи для термообработки обладают хорошей изоляцией и изготавливаются из огнеупорных материалов. Поды таких устройств выполняются из чугуна, стали, могут быть также керамическими или кремниевыми.
Благодаря возможности выставления точных настроек, печь может работать в широком температурном диапазоне – от незначительного нагрева до полного расплавления материала
Термическая камерная газовая печь на новом объекте, готовая к работе
Муфельные конструкции
Муфельное оборудование для термообработки, купить которое можно в , отличается особыми возможностями камеры. Она служит для нескольких целей одновременно:
- Поддерживает нужную температуру.
- Обеспечивает равномерный прогрев.
- Защищает образцы от контактов с продуктами сгорания, воздухом и испарениями.
Материалами для изготовления муфельных печей могут являться керамика, глина, минеральная вата, асбест, кирпич и другие.
Печь SNOL с керамической камерой и сама камера
Электропечи
Электрическое оборудование для термической обработки металлов отличается наибольшим разнообразием моделей и разновидностей. По способу воздействия на материал и преобразованию энергии, они делятся на:
- Индукционные. Тигель таких промышленных печей включает в себя металлические детали. Нагрев происходит посредством выделения энергии при прохождении через них электрического тока. В основном используется для изготовления сплавов.
- Дуговые. Функционируют при постоянном или переменном токе. Металлы обрабатываются в вакуумной или газовой среде. Устройства обязательно комплектуются системой охлаждения. Являются вариантом недорогого оборудования для термообработки, так как потребляют небольшое количество электроэнергии.
- Инфракрасные. Источник тепла в таких приборах выделяет ИК-излучение, способствующее быстрому и равномерному нагреву деталей.
Новенькая электрическая печь с камерой из термоволокна
Оборудование для отпуска изделий из металла от производителя
Производственное предприятие «Поллукс» выпускает широкую линейку высококачественных печей для отпуска. На выбор доступны установки для малых фирм, а также крупногабаритные печи, предназначенные для масштабных заводов, производственных компаний.
В процессе производства изделий применяются устойчивые к износу материалы превосходного качества. «Поллукс» изготавливает печи для отпуска с применением надежных комплектующих, деталей. Сборка оснащения производится согласно действующим требованиям стандартов, закрепленных в отрасли. Печи полноценно приспособлены к функционированию в непростых производственных условиях.
Промышленные установки для отпуска, производства , поставляются клиентам с полным комплектом сопроводительной документации (в т.ч. предоставляются сертификаты, паспорт изделия и прочее). На все оснащение распространяется гарантия фирмы-производителя (до 12-ти мес.).
Заказчики фирмы могут купить камерную печь для отпуска или шахтную установку. Оснащение производится на основании стандартных чертежей либо же по индивидуальному техническому заданию. Если клиент выбирает индивидуальный проект, необходимо на начальном этапе предоставить детальное техзадание, в котором содержится информация касательно особенностей подготавливаемой печи (специфика системы управления, размеры рабочей камеры и прочее). Чтобы оформить заказ достаточно связаться с менеджерами компании с помощью электронной почты, в телефонном режиме или онлайн запроса.
На сайте указаны цены на самые популярные модели печей. Для того, чтобы рассчитать стоимость оборудования, изготовленного по индивидуальному техзаданию, запросите просчет у специалистов фирмы.
Конструкция оборудования для термической обработки
Несмотря на различия в способах работы оборудования для термической обработки, все они имеют схожее устройство, которое включает в себя:
- Отверстие для загрузки. Для закладки сырья может использоваться ковш, конвейер, лебедка и т.д.
- Разгрузочный блок. Представляет собой камеру, где готовая продукция дозируется.
- Дымовыводящие пути. Последние модели приборов снабжены автоматическими дымоходами, располагающимися на задней стороне печей.
- Камеру. Основной конструктивный элемент, в который закладывается исходный материал.
Так как ассортимент аппаратов для обработки металлов, керамики, фарфора и пр. постоянно обновляется, для правильного выбора подходящего устройства обращайтесь к специалистам ! Мы непременно поможем вам выбрать оптимальное оборудование для поставленных целей.
Обработка сварного шва после сварки
Сварка — самый надежный, быстрый и экономичный способ создания неразъемных соединений металлов и их сплавов. В ходе сварочного процесса металл нагревается до температуры плавления. Это вызывает в нем внутренние напряжения. Кроме того, на поверхности сварочного шва остается шлак. Для удаления шлака и снятия внутренних напряжений в металле применяются различные способы обработки сварного шва.
Основные способы обработки сварных соединений
Наиболее распространенными стали следующие методы обработки сварного шва:
- Термическая. Применяется для ликвидации внутренних остаточных напряжений. Проводится путем локального или общего прогрева.
- Механическая. Зачистка сварных швов после сварки удаляет шлаки и окалину с поверхности соединения.
- Химическая. Состоит из обезжиривания и покрытия защитным слоем. Препятствует возникновению коррозионных очагов. Метод используют для обработки материалов, подверженных коррозии, которым предстоит работать в активных средах.
Способ воздействия выбирают, применяясь к техническим требованиям к конструкции и условиям ее эксплуатации. Часто применяют последовательно все три метода.
Термообработка
Термическая обработка сварных соединений обязательно проводится после сварки тонкостенных изделий, особо подверженных деформациям под воздействием внутренних напряжений. К таким конструкциям относятся трубопроводы, различные емкости, сосуды давления.
Термическая обработка сварного шва
Проводится термообработка и для большинства ответственных конструкций, таких, как корпуса атомных и химических реакторов.
Заключается термообработка в нагреве детали и ее последующем охлаждении по строго заданному температурному графику.
Зачем нужна
В ходе сварки нагревается небольшая область детали в районе шва. Неравномерный прогрев и приводит к возникновению внутренних напряжений, способных деформировать или даже разрушить деталь. Кроме того, в зоне неравномерного нагрева изменяется структура кристаллической решетки металла, что приводит к ухудшению его физико-механических и химических свойств.
Рядом со сварным швом зона закалки, в которой прочность повышена, а упругость, наоборот, понижена. Ее окружает зона разупрочнения, в которой пластичность сохраняется, а прочность становится ниже, чем была до сваривания.
Закалка металла
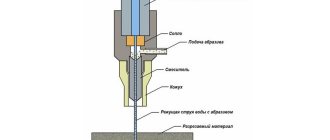
Нагрев металлических изделий производится в специальной печи, в среде защитных газов. Температура нагрева должна на 50 С превышать температурный порог изменения кристаллической решетки. Для стали данная температура составляет 768 С. После этого нагретый металл нужно резко охладить. Для данной цели и используется закалочная ванна.
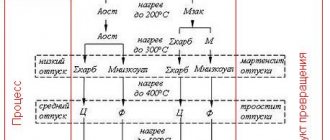
При нагреве металла кристаллическая решетка превращается из фазы феррита и цементита в аустенит. Достигнув фазы аустенитного превращения изделие обретает мелкозерниструю структуру, что делает металл предельно качественным. Далее нагретый металл необходимо быстро охладить.
Быстрое охлаждение нужно для получения так называемой неравновесной фазы (аустенит превращается в мартенсит). Это позволяет максимально полно зафиксировать мелкозернистую структуру металла.
Процесс закалки для различных марок стали, как и цветных металлов со сплавами, будет различаться. Чтобы добиться от закалки оптимального результата, необходимо проводить термообработку в полном соответствии с маршрутной картой.
Процесс закалки должен быть полностью контролируемым. Термисту нужно позаботиться о точном соответствии температурных режимов заданным в маршрутной карте значениям.
Чтобы взять под полный контроль термообработку металлических изделий, необходимо использовать закалочную ванну, которая оборудована всем необходимым для этого оснащением. Как выбрать ванну для закалки по конструкции.
Особенности конструкции камерной печи:
- Фехралевые нагреватели в виде спиралей на керамических трубках размещены не-посредственно в рабочей камере, что позволяет поднять уровень максимальной температуры по сравнению с муфельными печами.
- Комплект нагревателей легко заменяется во время ремонта, при этом футеровка печи не затрагивается.
- Износостойкие подовые карбидкремниевые плиты повышают надежность печей и улучшают равномерность нагрева садки.
- Экономия времени и электроэнергии за счет эффективной теплоизоляции с низкой аккумуляцией тепла, специальной конструкции кожуха с полимерным порошковым покрытием и применения системы управления с микропроцессорным регулятором температуры.
- Специальная технологическая полочка из нержавеющей стали у дверного проёма и различные способы открывания двери создают дополнительные условия для удобства эксплуатации печи.
Технические характеристики лабораторных камерных электропечей
| № | Модель печи | Объём, л | Температура номинал., °С | Устан. мощн., кВт | Рабочая камераШ х Д х В, мм |
| 1. | СНОЛ 6/12 | 6 | 1250 | 2,5 | 180х270х130 |
| 2. | СНОЛ 12/12 | 12 | 4,3 | 200x350x180 |
Технические характеристики лабораторных камерных электропечей СНОЛ с устройством вытяжки продуктов сгорания
| № | Модель печи | Объём, л | Температура номинал., °С | Устан. мощн., кВт | Рабочая камераШ х Д х В, мм |
| 1. | СНОЛ 6/12-В | 6 | 1250 | 2,5 | 180х270х130 |
| 2. | СНОЛ 12/12-В | 12 | 4,3 | 200x350x180 |
Стоимость камерных печей рассчитывается в зависимости от конфигурации и начинается от 78180 рублей.