Главная / Техника сварки
Назад
Время на чтение: 2 мин
0
1315
Подготовительный этап зачастую является более важным, чем сама работа. Подготовка к свариванию несгибаемых (неповоротных) швов не является исключением.
Возьмите подходящий инструмент и очистите сварочное место от всего лишнего – мусора, ржавчины, остатков краски. Затем нарежьте заготовки, используя электроинструмент или термический метод, при этом их необходимо держать объединенными.
Исходя из габаритов наших труб, используются прихватки для фиксирования заготовок, которые походят на сварочный шов.
- Введение
- Как варить горизонтальный стык
- Как варить вертикальный стык
- Как варить стык под углом в 45 градусов
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.
Таблица соотношения сварочных токов в зависимости от различных показателей
Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.
Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Разбор вариантов сварки неповоротных стыков труб
Перед началом сварочного процесса, у человека есть еще один предварительный этап – зажигание. Выполнить операцию можно двумя путями – впритык или путем скольжения.
Второй вариант используется редко. Он предусматривает, прогрев в 2-5 точках одновременно, что при работе с трубами крупного диаметра тяжело организовать физически. Зажигание впритык же работает исключительно с областью, в которой происходит короткое замыкание.
1) Горизонтальная сварка
Считается сложнейшим вариантом работы для сварщика. Если человек не обладает опытом в направлении (хотя бы сварка поворотных стыков в трубопроводных системах), то шанс налажать при первой попытке сделать сварку неповоротных стыков труб крайне велика.
Основные моменты при работе с горизонтальным неповоротным стыком:
- полная непрерывность сварочного процесса;
- у каждого стыка требуется выдерживать собственную силу поступления электрического тока;
- калибровка расположения электродной проволоки в отношении к сварочному шву.
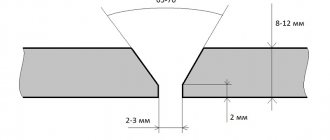
Хотя наплавка и называется горизонтальной, в процессе сварщику потребуется производить наплавку шва в 3 пространственных положениях – по вертикали, внизу и сверху. Особенность технологического процесса при горизонтальной сварке дугой – возможность частичного разделки кромки шва. Допустимо значение в 8-12 градусов.
Подобное допущение в технологии дает возможность прочнее осуществить стыковку элементов трубы, без потери качества на областях применения горизонтальной наплавки. Для упрощения работы, сварщику удобнее всего будет сваривать стыки заготовок послойно. Обычно используется технология горизонтального наплавления из 3 или 4 слоев. Детальнее по второй разновидности в таблице ниже.
| Слой | Особенности |
| Валик 1 | Данный заход является подготовительными. Сварщик проходится вдоль корневой части шва с помощью электрода с радиусом в 0.2 сантиметра и наносит фиксирующий слой. В соответствии с омом, допустимый промежуток по амперам составляет от 155 до 185 А. Тип движения электрода – поступательное с возвратом. Перед нанесением шва, кромки обязательно чистятся от пыли, краски и ржавчины. Высота получаемого валика составляет от 0.1 до 0.2 сантиметра. |
| Валик 2 | Здесь уже наносится основной слой наплавки. Валик полностью покрывает предыдущий слой вдоль шва. Тип движения электродной проволоки не изменяется, но добавляется едва уловимые плавные периодические переходы от кромки сверху до кромки снизу. |
| Валик 3 | Здесь уже необходимы некоторые изменения. Для начал увеличивается сила тока с 190 А, до значения в 260-290 А. Для повышения производительности процесса горизонтальной сварки на данном этапе применяются электродная проволока с большим от предыдущего радиусом – 0.25 сантиметра. Подстраиваем скорость прохождения вдоль шва таким образом, чтобы шов имел выпуклую форму в процессе наплавки. По ширине слой должен составлять не менее 65% от предыдущего. Угол сварки выбирается либо перпендикулярный, либо тупой (рисунок выше – часть 3). |
| Валик 4 | По значениям исполнения, оставляем все с валика 3. Направление аналогичное. Незначительно корректируется угол постановки электрода в отношении поверхности заготовки трубного типа. |
Допустимо и большее количество валиков, однако если процессом предусматривается 5+ слоев наплавки, важно при каждом последующем проходе, который выше 3-го, менять направление наложения.
Если речь о трубных заготовках с радиусом 10 сантиметров и менее свариваются швами сплошного типа. Если речь о заготовках с радиусом более 10 сантиметров, в работу вступает обратноступенчатый вариант накладки сварочных швов.
Диффузионная сварка металлов
2) Вертикальная сварка
Вертикальная сварка неповоротной трубы по своей сложности ничем не уступает горизонтальной. Ключевое отличие – смена положения электродной проволоки в отношении к значению периметра сварочного шва.
Технологический процесс вертикальной наплавки неповоротных труб:
- Создание корневого стыка из двух валиков. Первый делается по той же технологии, что и в горизонтальной наплавке, а вот второй слой накладывается лишь после предварительной проплавки – это увеличивает качество шва корня. В зависимости от толщины стенок заготовки + ее значения зазора между компонентами, корректируется сила тока подачи на электрод.
- Корневой стык – это основная часть работы. Дальше – проще. Наносим 2-3 валика, с помощью которых закрываем площадь разделки.
- Добавляем замок, которые объединяет воедино старт и финиш слоя.
- Добавляем сварочный шов декоративного типа.
Добавлять обратный слой наплавки стоит только для сварочных швов, которые требуют особо высокий уровень качества. Например, когда трубопроводная система будет транспортировать газ под высокими показателями давления, либо оборудование используется в глубоководных работах.
Особенности технологического процесса:
- предельно допустимая скорость залива кромки шва при сохранении положения электрода в перпендикулярном положении, либо в тупом угле;
- длина для замка вычисляется на основании радиуса сечения свариваемой заготовки трубы. Минимальный сдвиг составляет 0.6-0.9 сантиметра;
- корректировка длины дуги производится на основании степени проплавки. Так, при недостаточной степени проплавки валика используется дуга средней длины, а при «жирной» наплавке можно использовать дугу средней длины;
- при работе с лицевой частью шва, наплавка производится исключительно слоями узкого типа. Скорость проведения вертикальной сварки значительно повлияет на конечный результат в отношении плоскости полученной поверхности шва.
Скорость процесса сварочных вертикальных работ носит прямую зависимость от объема ванны. Некоторые сварщики делают высокую наплавку, что стопорит процесс из-за длительного времени застывания слоя. Кроме того, подобный подход в 30% случаев приводит к мелким дефектам вдоль шва, что для стратегически важных систем недопустимая роскошь.
Последний момент, стоящий внимания в процессе обработки/подварки/выборки во время вертикальной сварки – это толщина электродной проволоки. Оптимальными считаются элементы с радиусом сечения в 0.2 сантиметра + «угол назад». Корректировка скорости производится «на глаз». Достаточно чтобы форма валика оставалась в пределах нормального вида.
3) Сварка труб неповоротным способом с углом в 45 градусов
Если сварка по горизонтали или вертикали казалась вам сложной, то пришло время узреть по-настоящему проблематичный вариант наложения сварочных швов – угол в 45 градусов. Особенность метода кроется в универсальности навыков сварщика, ведь в процессе работы придется использовать как вертикальную, так и горизонтальную технологии наложения валиков.
Окончательный вид шов приобретает лишь в результате многих манипуляционных действий, основными из которых являются корректировка угла наклона электрода и смена направления наложения сварочных слоев.
Зависимость технологии и диаметра сварки:
- трубные системы для транспортировки газов с радиусом сечения не более 10 сантиметров. Сварочные работы протекают без остановок и в 2-3 слоя. Корректировка положения трубы происходит по мере заполнения самого шва. Валик №2 и №3 ложатся в противоположных направлениях, замок ставится более 1.4 сантиметра;
- трубные системы со средним радиусом от 10 до 25 сантиметров. В таких случаях сварочный шов разделяется на 4 сектора, и происходит постепенная проварка по этапам. Первыми заполняются 2 диагонально лежащих сектора, потом заготовка поворачивается на 90 градусов, и руки доходят до второй пары секторов сварки;
- крупные трубопроводные системы с радиусом более 25 сантиметров. Чем большего диаметра сечения заготовки трубы, тем большее количество секторов будет в процессе осуществления сварочных работ. Наплавка происходит сегментами в 2 валика. Лицевой шов делается сплошным по всему кругу сечения.
Если у человека не имеется опыта по сварке неповоротных стыков труб, видео либо инструкция с сети ему здесь слабо помогут. Перед работой над основным материалом (если сварка осуществляется в домашних условиях), рационально испытать навыки на заготовках, которые не страшно испортить. Пару недель практики помогут добиться более-менее адекватного навыка по вертикальной/горизонтальной сварке, а это уже первый шаг к освоению угловой в 45 градусов.
4) Прочие моменты и ситуации в работе с неповоротными стыками
По классической схеме работы, соединение неповоротных стыков происходит за счет трех- четырёхслойного шовного наложения. Первый является коренным, один-два шва – наполнители, и последний шов называют лицевым. Он придает работе завершенный вид, делая трубу презентабельной.
Помимо комплексного процесса наложения шва, в работе сварщик должен учитывать особенности обработки отдельных компонентов. В частности, исполнение замков и по каким правилам должно происходить заполнение заделки труб. Данные 2 момента мы с вами и разберем далее.
А) Как выполнять замки правильно?
Оговоренный этап – неотъемлемая часть в процессе формирования слоя наплавки. При прохождении первыми 2-3 швами (не декоративными), происходит формирование заступа в 0.2-0.3 сантиметра. Завершенный замок располагается в исходной точке слоя. Но с незначительным смещением в отношении предыдущего слоя. Обычно это смещение в районе 0.4-0.5 сантиметра.
Формирование лицевого шва при сварке неповоротных труб на порядок сложнее. Для получения качественного и красивого валика, требуется формировать тонкую плоскую нить вдоль всего обода по сечению трубы. В процессе полной сварки стыка необходимо брать в учет периметр за исключением обрыва. Смещение замка на расстояние более 5 сантиметров в профессиональной практике считается неприемлемым.
При использовании многопроходной технологии сваривания неповоротных стыков труб с толстыми стенками, используется спиралевидное ведение шва. Данная технология сокращает число внедряемых замков по швам, что снижает вероятность возникновения дефектов в точках наложения. Шов завершается на расстоянии в 2 сантиметра от своего начала по кольцу. Слишком высокие слои обрубаются или стачиваются.
Как подрубить валик:
- Кромка по слою незначительно плавится в начале за счет задержки дуги.
- Производится заход на слой с текущим состоянием дуги.
- Производится переход на новый слой с учетом предыдущего.
Результатом проделанных манипуляций станет новый слой, берущий свое начало с конца предыдущего валика. Весьма практичное решение, снижающее вероятность наступления проблем в процессе последующих наложений валиков сварки.
Б) Как заполнять заделки труб?
Процесс следует начинать строго с нижней части кромки – она является площадкой + позволяет определиться с лучшим методом сварки. Тип валика при горизонтальном типе сварки – повышенный (с горбинкой). Полученный наплыв станет своеобразной полкой, за счет которой упростится наложение последующего слоя сварки.
При формировании 2-го слоя, необходимо держаться нижнего края кромки и максимально аккуратно осуществлять движения электрода, соблюдая рекомендованный угол и скорость перемещения дуги вдоль сварочного шва. Третий же валик зависит от достигнутого уровня полноты разделки предыдущими двумя. Рекомендуется придерживаться ширины по диаметру электрода.
Технология сваривания неповоротной трубы на практике:
Методика работы с вертикальными стыками трубопровода без поворота
Процесс электросварки с вертикальными стыками аналогичен процессу работы с горизонтальными элементами. Осуществлять его нужно короткой дуговой сваркой. Главное различие состоит в необходимости регулярно изменять угол наклона электрода, одновременно рассматривая его относительно периметра шва. Технологический процесс проведения такого вида сварки определяется следующими основными блоками:
- «Варить» корневой шов нужно в два прохода. В процессе налаживания второго валика прослойку № 1 необходимо проплавлять — этим обеспечивается гарантия качества корневого шва. Величина стенки трубы и величина зазора между соединяемыми составными частями напрямую влияет не только на темп выполнения процесса, но и на величину силы тока.
- Кромки необходимо заполнять на довольно высокой скорости, одновременно положение электрода используется под «углом назад» или под углом 90 градусов.
- Замки смежных слоев осуществляются с учетом сдвига на 5-10 мм. Длина «замка» напрямую зависит от диаметра трубопровода.
- Плоскость получаемой поверхности с большего зависит от темпа сварки, наплавление лицевого слоя осуществляется узкими валиками.
Последовательность наложения швов при неповоротной сварке
Техника безопасности и подготовительный этап
Трубопроводы – одна из ключевых транспортировочных систем в нынешнем урбанистическом мире. Представить функционирование промышленного/хозяйственного подразделения без использования трубных систем различных масштабов + их узлов нереально. Зайдите в ванную комнату, и вы сами поймете, о чем речь.
1) Какой тип сварки используется для трубопроводных систем?
В процессе монтажа сборки трубопроводных конструкций неотложно возникает потребность в использования сварочного оборудования. Скажем больше, порядка 90% стыков, как и самих труб производятся за счет процесса сварки.
Для трубопроводной продукции есть 2 типа сварки:
- плавление.
Когда кромки соединяемых элементов вдоль шва нагреваются до температуры плавления (у каждого материала она своя) и соединяются воедино. В качестве источника нагрева чаще всего используется сварочный аппарат с электродом;
- деформация.
Здесь температура не достигает точки плавления. За счет простого накала материала вдоль кромки + прилагаемого внешнего давления, происходит межатомное образование связей- сварка.
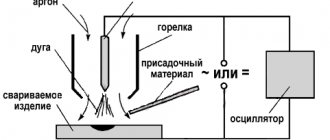
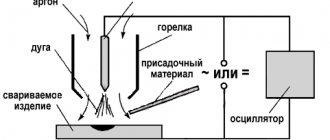
Сварка за счет плавления включает в себя и газовую разновидность соединения элементов. Такая технология осуществляется благодаря пламени, образуемом при сгорании газа (водород, ацетилен или кислород) в специальных ёмкостях – горелках.
Обратите внимание: газовая сварка прекрасно себя зарекомендовала при работе с цветными металлами, а благодаря простой технологии работы, в повседневной жизни и на стройках оговоренная технология используется чаще других.
Популярна, не значит незаменима. Окончательный выбор технологического процесса для обработки соединений трубопровода зависит от массы факторов – марка трубы, материал изготовления, радиус, толщина стенки и так далее. Помимо газовой сварки, технология плавления включает в себя и другие методы. Детальнее по которым расскажет таблица ниже.
| Тип сварки | Суть |
| Электродуговая | В качестве нагревательного элемента выступает электрическая дуга. |
| Электрическая | Элементарный вариант сварки, где в качестве нагревательного элемента выступает расплавленный шпак + проходящий сквозь него электрический ток. |
| Электронно-лучевая | Плавка происходит за счет течения электронов. |
| Лазерная | В качестве нагревательного элемента выступает пучок из фотонов. |
Если речь о сварке труб неповоротным способом, то здесь отыгрывает важную роль пространственное расположение заготовки. К примеру, дуговая сварка под флюсом здесь практически бесполезна, из-за сложности доступа к шовной области.
Сварка чугуна в домашних условиях
2) Техника безопасности в процессе работы
Работа работой, а здоровье дороже. При сварке неповоротной трубы количество опасностей резко увеличивается из-за сложности наложения шва и расположения заготовок в пространстве. Подготовленная заблаговременно рабочая площадка + специализированное оборудование – это минимальный набор, который имеет право требовать сварщик для начала осуществления своих задач.
Организация условий труда включает:
- наличие щитков для защиты от влияния на глаза электрической дуги. Как альтернатива, можно использовать специализированные ширмы – менее удобно, но более безопасно (и дорого). К тому же, подобное оснащение способно защитить не только сварщика, но и его окружение, которое мимо воли оказалось втянуто в рабочий процесс. На стройке такие случаи сплошь и рядом;
- при сварке неповоротной трубы с большим весом (более 25 кг) и диаметром, необходимо побеспокоится в отношении транспортировки заготовок. Для данной цели рационально использовать мини-подъемные транспортные средства;
- температурный режим в помещении, где будет производиться сварочный процесс обязан превышать 16 градусов по Цельсию;
- наличие качественного естественного/искусственного освещения + вентиляции. Второй пункт особо актуален для стесненный мест, когда человеку приходится ремонтировать неповоротные стыки труб в полевых условиях;
- наличие специализированной робы для сварщика – обязательное условие работы;
- заземление элементов оборудования, состоящих из металла. Стола и рабочего корпуса это касается, в том числе;
- проводка сопровождается качественной изоляцией. Даже мелкие дефекты могут стать опасностью в процессе работы сварщика.
Все оборудование/обмундирование для безопасной работы делается из материала, который хорошо выдерживает высокие температуры. При ошибках/дефектах в электрической цепи, выполнять ремонтные работы обязан специализированный сотрудник (электрик), а не сам сварщик, что часто практикуется в домашней и мелко производственной сварке.
Сварка алюминия при помощи электрода
3) Подготовительный этап к рабочему процессу
Весьма важный этап при сварке труб неповоротным способом, ибо 40% заготовок – это детали с большим диаметром. Без качественной фиксации заготовок, качество швов может сильно снизится, что для газовых/нефтяных систем транспортировки недопустимо.
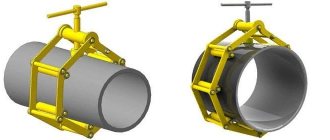
При обработке заготовок часто используется термическая резка – это обусловлено обилием труб, имеющих круглое сечение. Фиксация положения заготовок обеспечивается за счет специальных сварочных прихватов – это швы вдоль кромки соединения, имеющие толщину в 30% от основной. Если переводить толщину в сантиметры, то в зависимости от толщины стенок трубы и ее диаметра, значение колеблется в промежутке от 1.5 до 10 сантиметров.
К вспомогательным процессам на этапе подготовки также относят:
- зачистка поверхности элементов, что будут свариваться от результатов воздействия коррозии, старой краски и прочих мелочей. Производится данная работа за счет механического воздействия. Например, электрооборудование с насадками наждачного типа;
- нанесение разметки для нарезки. Тут два правила – перпендикулярность по отношению к оси трубы и добавление припусков (от 0.1 до 0.2 сантиметра). Второе требование обосновано укорачиванием заготовки в процессе сваривания швов;
- уже говорилось, что резка заготовок с большим радиусом сечения производится за счет термических процессов, та же кислородная резка. Если речь о трубах с мелким диаметром, то подойдет и простой абразивный инструмент типа болгарки;
- при фиксации заготовок важно соблюдать соосность кусков труб, дабы не получить в результате сварки перекошенное соединение. При работе с большими диаметрами труб, проблем в таком случае будет не обобраться.
При сварке в неудобном положении рационально использовать механические приспособления, что помогут надежно зафиксировать положение элементов в одной плоскости. Таковыми могут выступить те же мини-транспортеры со специальными насадками-вилами.
Самодельная точечная сварка из микроволновки
Осуществление сварки трубопровода под 45-градусным углом
При выполнении такого вида сварки сварной шов располагается под определенным углом. Он образуется только при проведении существенного количества действий с электродом: изменение направления сварки; изменение угла наклона. В этом состоит основная особенность данного вида сварки, что, в свою очередь, требует от исполнителя определенного уровня профессионализма и универсальных навыков. Это требование в особенности касается трубопроводов с высокими требованиями к герметичности сварных элементов. Важно запомнить, что выбор технологии сварки трубопровода под углом 45 градусов напрямую зависит от диаметра свариваемых труб:
- «Варить» газовые трубы до 200 мм диаметром нужно несколькими слоями подряд. С этой целью в процессе работы трубу плавно проворачивают по мере заполнения сварочного шва.
- При работе с другими видами труб до средних размеров в диаметре, их окружность делят на 4 сегмента и производят их последовательную проварку. После наплавления металла первых двух сегментов, трубопровод поворачивают на пол оборота, после чего работы продолжаются.
- Окружность трубы следует разделить на большее количество сегментов, если работы ведутся с трубой значительного размера (от 50 см). Размер сегментов должен быть от 150 до 300 мм.
Технология сварки
Сварка поворотных стыков труб может осуществляться левым или правым способом.
Сварка труб в неповоротном положении имеет более сложную технологию. Во многом это зависит от того, каким образом свариваемые трубы расположены в пространстве и их диаметр.
Существующие расположения стыков:
- В вертикальной плоскости. Ось трубы расположена горизонтально.
- В горизонтальной плоскости. Ось трубы расположена вертикально.
- Расположенные под углом.
Если трубы имеют размер стенок свыше трех миллиметров, то их сваривают посредством наложения слоев. Высота каждого из них не должна быть более четырех миллиметров. Если осуществляется сварка неповоротных труб дуговой сваркой, то ширина валика делается равной сумме 2-3 диаметров используемого электрода.
Наиболее рациональным является применение сваривания обратно-ступенчатым методом. При этом длина участка должна находиться в диапазоне 150-300 миллиметров. Сваривание осуществляется с помощью короткой дуги, величина которой равняется половине диаметра применяемого электрода.
Перекрытие швов, называемое замком, находится в зависимости от размера поперечного сечения труб, и обычно составляет 20-40 миллиметров. Играет роль при сварке труб положение электрода. Способ «углом назад» применяют в начале сварки, а «углом вперед» заканчивают ее.
Наиболее часто применяется сварка в три слоя. Сначала делается коренной шов, потом происходит заполнение кромок, а затем выполняется лицевой шов.
Сварку начинают с потолочного положения, расположенного внизу труб, а затем переходят к вертикальному и нижнему.
Первый слой выполняют, делая электродом возвратно-поступательные движения, задерживая при этом дугу над ванночкой, куда будет стекать расплавленный металл. Силу тока выбирают порядка 140-170 ампер. Необходимо следить, чтобы на свариваемый металл не попадали крупные брызги.
Чтобы в металле не возникло прожогов, сварку необходимо вести короткой дугой, не удаляя ее от ванны более, чем на пару миллиметров. Накладывать последующий слой следует таким образом, чтобы он перекрывал предыдущий. Электрод должен двигаться от одной кромки до другой, совершая поперечные колебания по принципу «полумесяц».
Заполнение разделки (рис. 70)
Здесь необходимо применить все методы и технику сварки заполнения разделки, описанную в предыдущих разделах. Сварку труб диаметром менее 150 мм рекомендуется выполнять электродом диаметром 3 мм.
Заполнение разделки труб толщиной стенки более 8 мм происходит неравномерно. Как обычно, отстает нижнее положение. Для выравнивания заполнения разделки необходимо проложить в каждом конкретном случае дополнительные слои в верхней части трубы. Предпоследний слой выполнить так, чтобы глубина незаполненной разделки была не более 2-х мм.