На сегодняшний день пластиковые трубы практически вытеснили трубы, изготовленные из других материалов. Причина этого проста: они долговечны, износоустойчивы, а их сборка и монтаж не доставляют больших хлопот. Именно поэтому они широко применяются во внутренних и наружных водопроводных и канализационных сетях, газопроводных и даже нефтепроводных магистралях.
Что такое электромуфтовая сварка
Электромуфтовая сварка предполагает применение особой муфты. Она сделана из пластика, внутри — электрическая спираль. Из-за электрического тока эта спираль нагревается и нагревает заодно и трубопровод, на который надета. Так, для использования электромуфтовой сварки подойдут только ПНД и любые пластмассы, потому подобный метод соединения предполагает, что пластик или полиэтилен немного расплавится под действием высоких температур, а потом склеится. Остыв, соединение станет цельным и наиболее крепким, так как структура получится неразрывной.
Наглядно процесс электромуфтовой сварки
Требования к использованию
Важным требованием в муфтовой сварке является сходность материала. А именно: полипропиленовые муфты не подойдут к полиэтиленовым трубам, и наоборот. Материал соединительного элемента должен быть сходен по химическому составу с материалом, из которого изготовлены трубы. Но при этом вполне допускается сварка материалов одной группы, но разной прочности, например, электромуфты из труб ПЭ-100 могут подходить к трубам ПЭ-80, и наоборот. Но при этом стоит учитывать, что прочность соединения будет слабее, чем в случае с полной идентичностью двух частей.
Муфтовая или электромуфтовая сварка – способ соединения труб, который наиболее комфортен, причем как в бытовых условиях, так и в промышленных масштабах. Однако данный способ не подходит к металлическим изделиям. Это нужно учитывать, выбирая элементы для системы коммуникации.
Преимущества и недостатки
В числе преимуществ электромуфтовой сварки такие характеристики, как:
- Можно делать почти при любой погоде, в любой сезон.
- Ремонтирует трубы без необходимости удаления их целиком или частями.
- Простота варки, так как нужно лишь ровно соединить трубы нагревательной деталью. Далее электромуфтовая варка идет автоматически.
- Подойдет для соединения материалов любой толщины, а также диаметра (от 2 см).
- Соединение получается долговечным, так как материалы на стыках проникают друг в друга.
- Детали для аппарата дорогие, но отличаются долговечностью. Муфтовый сварочный аппарат имеет низкое энергопотребление.
- Этот метод подходит для работы в полевых условиях, когда нужно произвести быстрый ремонт.
- Муфтовая варка не делает диаметр трубопровода меньше, поэтому ее можно применять в ливневых и дренажных системах, а не только тех, что с постоянным давлением.
- Полиэтилен не теряет гибкость, если соединить трубы из него таким способом.
Достоинства
Электромуфтовая сварка полиэтиленовых труб имеет большое количество преимуществ:
- В процессе сварки внутренний диаметр труб не становится меньше. Это означает, что данная технология может использоваться не только в системе с постоянным давлением, но также и в дренажных и ливневых системах она будет эффективна.
- Хорошо подходит для создания шва на трубах большого диаметра.
- Сварка электромуфтами отличается простотой. Для сварки ПНД труб, требуется свести окончания труб и соединить их посредством нагревательного элемента. Затем надо осуществить подачу электрического тока к муфтам (при помощи специального аппарата). В большинстве аппаратов многие процессы автоматизированы.
- Соединения, произведенные таким способом очень прочные и надежные.
- Сварочные аппараты, используемые для электромуфтовой сварки – весят немного и потребляют немного электрической энергии.
Устройство сварочного аппарата
Универсальный электромуфтовый сварочный аппарат — это легкое, компактное устройство с низким потреблением электроэнергии. Работает от розетки или небольшой электростанции, и даже от аккумуляторной батареи.
В состав электромуфтового устройства входят:
- Предохранительный трансформатор.
- Блок управления с микропроцессором.
- Электронный регулятор напряжения.
- Несколько индикаторов, обозначающих тот или иной этап работы.
- Устройство памяти, сохраняющее значения даже после аварийного отключения.
- Омметр, вольтметр.
- USB порт.
- Кнопка включения/выключения.
- Регулятор температуры.
- Защитные элементы на случай коротких замыканий.
Также в составе могут быть инструменты, помогающие снизить количество брызг, а еще уровень шума во время электромуфтовой варки. А также нередко есть считывающая функция, которым можно отсканировать код на трубопроводе, из-за чего устройство автоматически подберет режим для ее варки.
Набор оборудования электромуфтовой сварки
Удобство в использовании оборудования
Когда речь идет о больших диаметрах, стоит отметить, что оборудование для электромуфтовой сварки значительно легче, дешевле, в сравнении с оборудованием для двух других видов сварки. Также аппарат более долговечный, так как не имеет подвижных частей или тефлоновых элементов, которые очень хрупкие и требуют профессионального подхода. Так получается, что и качество соединения не зависит от человеческого фактора. Следовательно, его проще взять в аренду у продавцов такого оборудования.
Неразъемное соединение образуется при последующем остывании сварного стыка
Муфтовая сварка является важной и неотъемлемой деталью для починки трубопровода, где нет возможности осевого перемещения. Также незаменим этот метод будет для сварки армированных полиэтиленовых труб. Единственной отрицательной особенностью муфтовой сварки является относительно высокая стоимость электросварных фитингов.
Неразъемное соединение образуется при последующем остывании сварного стыка
Оборудование и инструменты
Для того чтобы сделать сварку муфт, потребуются инструменты. В их числе:
- Сварочный аппарат с муфтами (или тройниками-седлами).
- Фитинги.
- Позиционер.
- Маркер для разметки.
- Обезжириватель, ветошь и другие средства для предварительной очистки.
- Труборез, который позволит выровнять торцы.
Для электромуфтовой сварки используются специальные штуцеры, их помещают вокруг будущего соединения. А металлические катушки помещаются в те самые фитинги. Сами штуцеры будут всегда чуть больше диаметра трубопровода, чтобы проще было надевать, и они в любом случае смогут правильно нагреть место стыка. Гораздо важнее разместить муфту ровно, чтобы катушки не переместились, иначе можно сделать соединение кривым или вовсе с разрывами.
Фитинг делается из полиэтилена с высокой плотностью, нагревательная спираль в нем всегда закрыта, чтобы избежать повреждений.
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность. Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины. Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;электромуфтовая.
Технология электромуфтовой сварки
Чтобы правильно применить сварочный аппарат для электромуфтовой сварки, потребуется выполнить следующие шаги:
- Зачистить трубы, чтобы подготовить их к сварке. Это делается щеткой, потом обезжиривателем и другими средствами.
- Сделать торцы ровными, чтобы они могли плотно состыковаться друг с другом.
- Снять с обеих труб небольшой слой стружки с помощью зачистного инструмента.
- Если сечение овальное, ее потребуется выровнять.
- Когда зачистка закончена, на торцы нужно надеть муфту.
- Закрепить узел.
- Подключить к сети аппарат для муфтовой сварки, проверить его на исправность.
- Подсоединить кабели к нагревателю.
- Настроить аппарат для электромуфтовой сварки ПНД труб на нужный режим, выставить температуру и время.
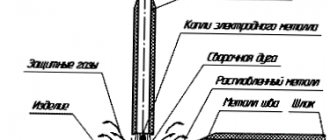
- Муфтовая варка будет проходить автоматически, ее этапы будут отмечаться индикаторами на сварочном аппарате. Сначала будет происходить нагревание, потом консолидация, когда начинается основное плавление. Стабилизация, при которой температура все еще повышается, позволяет трубам как можно равномернее скрепиться друг с другом.
- Когда электромуфтовая варка заканчивается, кабеля отсоединяются. Теперь нужно оставить свежий узел для остывания, температура должна снижаться естественным путем. Это последний, четвертый этап.
Внимание!
По окончании работ на узел наносят номер и другие данные, если необходимо.
Сварка электромуфтами становится все популярнее для пластмассовых труб благодаря своей простоте и качеству получаемых соединений. Поэтому теперь соединять пластиковые трубопроводы стало намного проще, а такая технология обязательно будет развиваться дальше, делая процесс варки легче и комфортнее.
Параметры ввода информации со штрих-кода
Основным способом ввода информации является штриховой код, информация с которого с помощью фотооптического карандаша вводится в систему управления сварочного аппарата. Считывание производят с главного штрихового кода, расположенного в верхней части этикетки-наклейки. После считывания штрих-кода данные электросварного фитинга должны соответствовать данным, появившимся на дисплее аппарата.
Штрих-код, расположенный на фитинге
Штриховой код, находящийся под главным штрих-кодом, содержит данные для обратного отслеживания изделий и при сварке изделий не используется. Штрих-код сварки нанесен на этикетке белого цвета, штрих-код предпрогрева (для муфт, имеющих этот режим) на этикетке желтого цвета.
В случае ввода параметров сварки вручную необходимо пользоваться прилагаемой к деталям с ЗН информационной карточкой, содержащей информацию о величине корректировки времени сварки в зависимости от окружающей температуры.
Информация о процессе сварки регистрируется в памяти аппарата. Распечатка протокола сварки может производиться как по окончании сварки каждого стыка, так и через определенные промежутки времени, в зависимости от объема памяти аппарата. Нагружать сваренный трубопровод внутренним давлением можно через 10 — 30 мин после охлаждения соединения.
Муфты с закладными нагревателями могут предусматривать возможность повторной сварки. Повторная Электромуфтовая сварка производится в том случае, когда есть сомнения в качестве полученного соединения.
Режимы сварки труб ПНД встык – изучаем особенности
Для выполнения сварочных работ ПНД труб, в современном строительстве существует несколько методов, которые имеют свои преимущества и недостатки. Среди них известны следующие:
- Сварка швов встык;Муфтовая (с помощью раструбов) сварка;Электромуфтовый тип сварочных работ.
Рекомендуем! Как варить алюминий полуавтоматом в среде аргона
Чтобы у простого и неопытного мастера не возникало вопросов, рассмотрим каждый из них в отдельности и изучим принцип работы.
Итоги
Как стало понятно, каждая методика сварки труб ПНД по-своему хороша и применима в определенных условиях. Следует обратить внимание на тот факт, что работа на любом из выше обозначенных агрегатов не требует специальной подготовки – достаточно соблюдать технологию и выполнять работу в строгом соответствии с требованиями и таблицами.
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала.
Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.