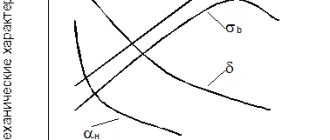
Основные характеристики
Базовые параметры стали такой марки – это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.
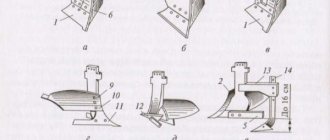
Нож с клинком из стали Р6М5.
Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.
Минусы
Основной недостаток – из-за низкого содержания хрома сплав подвержен коррозии. Чем выше температура, тем быстрее проходят деструктивные процессы.
Другие минусы:
- Тонкая острая режущая кромка, даже при незначительном надавливании, приводит к повреждению мягких тканей – высокая вероятность причинения травм, не подходит для тропических фруктов с нетвёрдой кожицей, твёрдой костью (манго, авокадо – риск попадания сколов кости в мякоть).
- Качество заточки снижается при частом одномоментном охлаждении – резкое высвобождении энергии вольфрама воздействует на атомы других элементов кристаллической решётки.
- Потеря качества заточки при прекращении эксплуатации на длительный срок.
- Потеря свойств при длительных воздействиях отрицательных температур в среде с высокой влажностью. сокращение срока эксплуатации при обледенении разморозки. если такое случилось – постепенно размораживать в маслянистом некислотном растворе. аккуратно очистить от налёта. во время первой, после избавления от наледи, эксплуатации, нагревать постепенно.
- Сложность ручной обработки – без токарного оборудования затруднительно самостоятельно заточить клинок.
- При ручной заточке не рекомендуется резать песочное тесто – 1 край крошится, другой стягивается.
- Вопреки основному целевому назначению, ручная быстрая резка без надлежащей подготовки может привести к получению травмы. Это касается и работы не под прямым углом.
- Такими ножами не получится отделять продукты разнородной плотности (филе рыбы от кости).
Применение Р6М5 в производстве и быту
Р6М5 часто применяют для производства ножей, причем как в серийном производстве, так и в быту. Надо отметить, что правильно заточенный нож справляется практически любым материалом, в интернете можно найти видео где видно как нож, произведенный из этой марки, режет пластину из металла.
Несмотря на высокую цену, ножи из Р6М5 весьма популярны в быту, но проблема заключается в том, изделие из этой стали сложно заточить и поэтому чаще всего такой нож можно встретить у охотников, туристов и пр.
Практически в каждом доме можно встретить электроинструмент, а вот вся технологическая оснастка и инструмент выполняется из Р6М5.
Сверла из этой стали применяют для различных работ по дому. Из этого сплава производят такие изделия, как:
- простые сверла, заточенные с одной стороны;
- выполненные в виде коронки, они предназначены для гипсокартона;
- с концовкой, выполненной в форме копья.
Конечно, из этой стали производят и сверла для работы с металлом.
В промышленности, Р6М5, применяют для изготовления различного инструмента, например:
развертки;
плашки (лерки);
долбежные резцы;
полотна для ручных и механических ножовок.
Особенности заточки
Изделия из Р6М5 подвергаются периодическому затуплению. Сразу можно сказать, что обыкновенные круги, выполненные из электрокорунда, вряд ли помогут выполнить заточку. Для этого целесообразно применять абразивы, изготовленные на основании эльбора.
Для заточки и правки применяют круги плоского профиля (ПП), а также чашечные. Но заточка кругами на основе эльбора имеет свои недостатки, выражающиеся в некачественной чистоте поверхности и появлению изменений в структуре металла.
Для достижения максимального эффекта от заточки Р6М5 рекомендовано выполнять заточку в два захода:
- предварительная, для этого применяют круги с зерном 40;
- чистовая, для этого используют круги с зерном 25 — 16.
Методы производства и обработки
Несмотря на то, что значительную часть продукции быстрорежущих сталей по-прежнему производят прокаткой, более перспективным выглядит применение порошковой металлургии. Она позволяет получать детали с равномерным распределением карбидов и, следовательно, с изотропными механическими свойствами. Основным недостатком этого метода производства является его малая чувствительность к параметрам спекания, таким как температура и атмосфера. Более того, оптимальные условия определяются составом быстрорезов, при этом содержание углерода особенно сильно влияет на развитие микроструктуры и температуру спекания, причём содержание углерода и кислорода в исходном материале в процессе спекания претерпевает значительные изменения.
Критическая зависимость свойств HSS-сталей от содержания углерода привела к разработке метода компенсации потерь углерода во время производства. Было обнаружено, что наиболее надежный способ получения хороших результатов заключается в смешивании элементарного углерода (графита) с металлом, поскольку было продемонстрировано, что этот процесс может не только изменить состав, но и улучшить кинетику спекания.
Спекание происходит с помощью процесса суперсолидусного жидкофазного процесса, который позволяет достичь почти полной плотности полуфабриката. Важное отличие процесса от традиционного жидкофазного спекания заключается в том, что в первом случае жидкий расплав концентрируется не только на межчастичных границах, но также на границах зёрен, и внутри них.
Температура и содержание углерода являются наиболее важными переменными, поскольку они определяют объемную долю жидкой фазы, которая появляется в процессе уплотнения.
Высокие механические свойства и однородная микроструктура, полученные с помощью методов порошковой металлургии, а также возможность легко достичь почти полной плотности за счет точного контроля состава, температуры и атмосферы определяют широкие перспективы данного метода для производства HSS-сталей. Кроме того, для получения практически точных заготовок, используется литьё под давлением. Оно позволяет избежать дорогостоящих операций механической обработки.
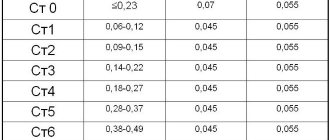
Углеродистые стали
Углеродистые инструментальные стали маркируются буквой У, а следующая за ней цифра показывает содержание углерода в десятых долях процента. Для изготовления инструмента применяют углеродистые качественные стали марок У7-— У13 и высококачественные стали марок У7А—У13А. Высококачественные стали содержат не более 0,02 % серы и фосфора, качественные — не более 0,03 %. По назначению различают углеродистые стали для работы при ударных нагрузках и для статически нагруженного инструмента. Стали марок У7—У9 применяют для изготовления инструмента при работе с ударными нагрузками, от которого требуется высока я режущая способность (зубила, клейма по металлу, деревообделочный инструмент, в частности пилы, топоры и т. д.). Стали марок У10—У13 идут на изготовление режущего инструмента, не испытывающего при работе толчков, ударов и обладающего высокой твердостью (напильники, шаберы, острый хирургический инструмент и т. п.). Из стали этих марок иногда изготавливают также простые штампы холодного деформирования. Углеродистые доэвтектоидные стали после горячей пластической обработки {ковки или прокатки) и последующего охлаждения на воздухе имеют структуру, состоящую из пластинчатою перлита и небольшого количества феррита, а заэвтектоидные стали — пластинчатого перлита и избыточного цементита, который обычно образует сплошную или прерывистую сетку но границам бывших зерен аустенита. Термическая обработка углеродистых инструментальных сталей состоит из двух операций: предварительной и окончательной обработок. Предварительная термическая обработка сталей заключается в отжиге при 740—760 °С, цель которого — получить микроструктуру, состоящую из зернистого перлита — псевдоперлита, так как при такой микроструктуре после последующей закалки получаются наиболее однородные свойства. Кроме того, при такой структуре облегчается механическая обработка инструмента. Окончательная термическая обработка состоит из закалки и низкого отпуска. Закалку проводят в воде от 780—810 °С, т. е, с температур, для доэвтектоидных сталей лежащих несколько выше Лс3, а для заэвтектоидных — лежащих ниже Аст.
Углеродистые стали имеют очень высокую критическую скорость закалки — порядка 200—300 °С/с. Поэтому недопустимо даже малейшее замедление охлаждения при закалке, так как это может привести к частичному распаду аустенита при температурах перлитного интервала и, как следствие, к появлению мягких пятен. Особенно быстро протекает распад аустенита в углеродистых сталях при температурах, близких к 500—550 °С, где он начинается почти мгновенно, протекает чрезвычайно интенсивно и в течение нескольких секунд полностью заканчивается. Поэтому только инструменты малого диаметра могут после закалки в воде прокаливаться насквозь. Однако при этом в них возникают большие внутренние напряжения, которые могут вызвать существенные деформации. Инструменты, имеющие крупные размеры, при закалке в воде и в водных растворах солей, кислот и щелочей, охлаждающая способность которых выше, чем воды, закаливаются на мартенсит лишь в тонком поверхностном слое. Структура же глубинных зон инструментов представляет собой продукты распада аустенита в перлитном интервале температур. Сердцевина инструментов, имеющая такую структуру, является менее хрупкой по сравнению с мартенситной структурой. Поэтому инструменты, имеющие такую сердцевину, лучше переносят толчки и удары по сравнению с инструментами, закаленными насквозь на мартенсит. Углеродистые стали наиболее целесообразно применять для инструментов небольшого сечения (до 5 мм), которые можно закаливать в масле и достигать при этом сквозной прокаливаемости, а также для инструментов диаметром или наименьшей толщиной 18—25 мм, в которых режущая часть приходится только на поверхностный слой, например напильники, зенкера, метчики. Углеродистые инструментальные стали отпускают при температурах не более 200 °С во избежание снижения твердости. Твердость окончательно термически обработанного инструмента из углеродистых сталей обычно лежит в интервале НВ.С 56—64. Достоинствами углеродистых инструментальных сталей являются низкая стоимость, хорошая обрабатываемость давлением и резанием в отожженном состоянии. Их недостатками являются невысокие скорости резания, ограниченные размеры инструмента из-за низкой прокаливаемо-сти и его значительные деформации после закалки в воде.
Расшифровка – что обозначают символы маркировки
Элементы оборудования, приборы имеют высокий показатель прочности, материал владеет отменной вязкостью. Сталь обеспечивает продолжительную работоспособность, как в составе компонентов изделий, так и в клинках или готовых инструментах.
Подобные маркировки являются наследством советской эпохи:
- Буква “Р” – это индикатор быстрорежущих сталей. Выражение получается из перевода английского “rapid”” – “стремительный”.
- Знак после “Р” отмечает наличие в составе вольфрама в процентном отношении. Для конкретно этого металла находится в приделе 6% с незначительными отхождениями.
- После следует буква “М”, означающая наличность в марке молибдена. Показатель, стоящий дальше – процент наличия элемента в общей массе.
- Помимо М, быстрорежущие стали могут включать в свою маркировку следующие обозначения: “К” – кобальт, “Т” – титан, “Ф” – ванадий, “Ц” – цирконий.
Рассматривая обозначение “Р6М5”, расшифровывание способно включать ещё и другие буквы. В случае, если сталь выплавили методом электрошлакового переплава, возникает дополнение в виде “Ш” (Р6М5-Ш). С введением в производственный процесс новейших технологий теперь попадается и такая формулировка – Р6АМ5. Это обозначает добавление в общий состав азотом.
Где применяются быстрорежущие стали?
Область применения износостойкого металла зависит от состава, определяющего его рабочие свойства. В основном – это инструмент, к которому предъявляются высокие требования прочности, термостойкости, длительного срока службы.
- Производство сверл, резцов, фрез, метчиков;
- Изготовление режущих кромок для инструмента, которые в ряде случаев могут быть съемными;
- Детали для металлообрабатывающих станков и оборудования;
- Изготовление инструментов, с помощью которых осуществляется чистовая отделка труднообрабатываемых металлических изделий.
По использованию данных марок металла специалисты дают следующие рекомендации:
- Вольфрамомолибденовые составы подходят для инструментов, предназначенных для черновой обработки изделий, изготовления фрез, протяжек и шеверов.
- Кобальтовые соединения используют для обработки жаропрочных и коррозионностойких изделий в сложных условиях.
- Ванадиевые сплавы используются для чистовой обработки материалов.
- Марка P9 применяется для создания элементов оборудования, не подвергающихся чрезмерной нагрузке.
- Марка P18 подходит для инструментов сложной формы и фасонных изделий, с повышенными требованиями износостойкости.
Сортамент металлических изделий представлен квадратом, кругом, полосой, листовым прокатом. Чаще всего режущий инструмент изготавливаются из круга. Квадратный прокат применяется для производства электрорубанков, ножей, токарных резцов. Если есть сомнения в правильном выборе подходящего сплава, лучше обратиться к специалистам. В профильных компаниях смогут подобрать прокат высокого качества и нужных эксплуатационных характеристик.
Материалы и инструменты
Чтобы сделать самодельный нож, потребуется следующее оборудование:
График зависимости толщины ножа от твердости стали.
- Деревообрабатывающий станок. Если его нет, то для предварительного выпиливания рукояти можно использовать электрический лобзик. Для окончательной шлифовки применяют наждачную бумагу разной зернистости.
- Гвозди или лучше медная проволока для заклепок.
- Древесина.
- Станок для шлифования и заточки. В его отсутствие можно воспользоваться болгаркой, перфоратором, дрелью большой мощности. Кроме того, необходимы насадки или круги, с помощью которых можно сделать эти операции. Один из этих инструментов следует жестко закрепить, а затем выполнять работы.
- Напильники с различными видами насечек.
- Маркер.
- Латунная пластина и прут, если рукоятка будет крепиться не на заклепки.
- Эпоксидный клей.
Ножи должны обладать удобной рукояткой. Для нее наиболее подходящим материалом является древесина. Чаще всего используют березовые, дубовые брусочки. Эти породы являются наиболее твердыми, менее подвержены воздействию влаги при длительном использовании. Они приятны на ощупь и имеют красивую фактуру. Так как для изготовления рукоятки ножа не требуется большого количества исходного материала, то для этих целей можно использовать 1 паркетную доску, обрезок доски или бруска. Важно, чтобы деревянная заготовка не была повреждена, треснута и не содержала сколов и прочих дефектов.
После того, как клинок будет достаточно прокален, нужно охладить его.
Для того чтобы сделать нож, необходимо использовать определенные марки стали. Следует помнить, что от того, как технологически выполнялась закалка металла, зависят его характеристики. Например, при увеличении твердости возрастает хрупкость металлических изделий. Для ножа подходит сталь марок Р6М5 или Р3М3Ф2. При этом толщины металла в 2 мм вполне будет достаточно.
Прочность самодельного ножа не зависит от толщины металла. На нее влияют его геометрические размеры: длина, ширина, форма лезвия и спуска. При правильном выборе этих составляющих и аккуратной обработке металла получение отличного ножа гарантировано. Такие марки сталей используют при производстве дисков, полотен, таких инструментов, как, например, циркулярная пила.
Расшифровка – что обозначают символы маркировки?
Каков же смысл аббревиатуры Р6М5 – расшифровки стали по буквам? Такие обозначения оказались наследием советских времен.
Буква «Р» – это обозначение быстрорежущих сталей. Слово взято из транскрипции английского «rapid»», переводящегося, как «быстрый».
Цифра за буквой «Р» обозначает процентное содержание в сплаве вольфрама. Для описываемой марки оно колеблется в районе 6% с небольшими отклонениями.
Далее идет буква «М», обозначающая присутствие в сплаве молибдена. Параметр, стоящий рядом – доля присутствия вещества в составе.
Кроме Mo, быстрорежущие стали могут содержать в своей маркировке такие обозначения: «К» – кобальт, «Ф» – ванадий, «Т» – титан, «Ц» – цирконий.
Анализируя далее аббревиатуру Р6М5, расшифровка стали может включать дополнительные буквы. Если металл получили путем электрошлакового переплава, появляется номенклатура «Ш» (Р6М5-Ш). С внедрением новых технологий Р6М5 расшифровка стала встречаться и в такой интерпретации, Р6АМ5. Это означает легирование азотом, которое происходит на этапе охлаждения сплава после разогрева его до температуры закаливания (подробнее ниже). Такую сталь используют при изготовлении фрезерных кругов.
Сверло японской фирмы Nachi из стали HSS
Импортные аналоги быстрорезов маркируют, как HSS, что означает High Speed Steel, в буквальном переводе, это высокоскоростная сталь, а аналоги Р6М5 это стали:
1.3343 (Германия DIN);
S600/S601 (стандарт Д-016);
М2 (США ПО стандарты AISI/ASTM).
Расшифровка обозначения марок сталей
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.
Пример расшифровки марки быстрорежущей сталиВ зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
Свойства стали марки Р9К5
Характеристики быстрорежущих сталей
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.
Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
Характеристики и назначение быстрорежущих сталей
Быстрорежущая сталь Р6М5. Расшифровка, состав и свойства
Быстрорежущая сталь Р6М5 является самозакаливающейся, она принадлежит к инструментальному классу. В качестве легирующих компонентов выступают вольфрам (6%) и молибден (5%), такой же состав имеет американская сталь М2. Иностранные аналоги имеют в своем обозначении номенклатуру HSS (высокоскоростная).
Область применения стали включает обработку твердых металлов, что обусловлено высокой прочностью сплава. Материал позволяет максимально повысить скорость работы оборудования для резки, шлифовки, сверления по сравнению с другими видами инструментальных составов.
Особенным преимуществом является долговечность резьбонарезного инструмента, изготовленного из стали Р6М5, при работе с динамическим и вибрационным воздействием.
Расшифровка стали Р6М5
Наименование подразумевает следующие параметры сплава:
- Р – быстрорежущая сталь (rapid – быстрый);
- 6 – 6% вольфрама;
- М5 – 5% молибдена.
В зависимости от состава материала в наименовании могут присутствовать дополнительные индексы. При наличии кобальта – К, ванадия – В, титана – Т, циркония – Ц.
Электрошлаковый способ получения обозначается Ш, а современные технологии изготовления предполагают использование названия Р6АМ5. В данном случае речь идет о введении азота в состав быстрорежущей стали Р6М5 в качестве легирующего компонента.
Он вводится во время отпуска после закалки. Основная область применения такого типа металла – создание фрезерных кругов.
Химический состав и свойства
В состав материала согласно нормативным документам входят:
- вольфрам – 6,15±0,35%;
- молибден – 5,05±0,25%;
- стронций – 4,1±0,3%;
- ванадий – 1,9±0,2%;
- C, Si, Mg, Ni, S, P, Co – менее 1%.
Специальные свойства стали позволяют производить из нее фрезы, метчики, развертки и прочие инструменты. К преимуществам их относится надежность и долговечность. Основные характеристики металла представлены:
- твердостью стали Р6М5 при повышении температуры, что обусловлено минимальным нагревом при длительной работе без перерыва. Это исключает мягкость сверла или другого инструмента при работе, снижает хрупкость. Максимальная температура нагрева, при которой сохраняются свойства сплава – 600 градусов;
- сопротивлением накаливанию при продолжительном температурном воздействии;
- способностью на протяжении длительного времени сохранять остроту режущей кромки;
- ударной вязкостью;
- простотой обработки и технологичностью;
- возможностью воспринимать механическую, в том числе динамическую нагрузку.
Сталь Р6М5 инструментальная быстрорежущая
Аналоги и заменители
Иностранные аналоги — HS 6-5-2 (Германия, DIN), 1.3343 (Европа, En)
Расшифровка стали Р6М5
Буква «Р» означает, что сталь является быстрорежущей. Цифра 6 после буквы «Р» указывает содержание вольфрама в процентах, т.е. для стали Р6М5 содержание вольфрама 6%. Буква «М» означает, что сталь легирована молибденом, а цифра 5 указывает содержание молибдена в процентах, т.е. молибдена в стали 5%. Во всех быстрорежущих сталях содержится около 4% Хрома (Cr), но в обозначении марки буквы «Х» не указывается.
По требованию потребителей могут изготавливаться стали марок Р6М5 с легированием азотом (массовая доля азота от 0,05% до 0,10%). В этом случае марка стали будет обозначаться Р6АМ5.
Применение стали Р6М5
Сталь Р6М5 относится к вольфрамолибденовым сталям и применяется для изготовления — режущего инструмента всех видов для обработки при обычной скорости резания деталей из углеродистых и среднелегированных конструкционных сталей с пределами прочности до 90—100 МПа, а также зуборезных инструментов для обработки нержавеющих сталей.
Наиболее широко сталь Р6М5 применяется для изготовления сверл, метчиков, долбяков, протяжек и других инструментов. Прочность 315—325 кгс/мм2 и вязкость 4—5 кгс*м/см2 (для проката диаметром 25 мм). Теплостойкость немного ниже (в указанных пределах), чем вольфрамовых и Р8МЗ. Шлифуемость стали хорошая.
Недостатки: а) повышенное обезуглероживание при нагреве выше 1000 С; ванны нагрева для закалки надо тщательно раскислять MgFa2 б) чувствительность отдельных плавок к перегреву и росту зерна при нагреве для закалки, что затрудняет установление одинаковых температур закалки для инструментов разных плавок.
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 19265—73, ГОСТ 2590-88, ГОСТ 2591-88. Калиброванный пруток ГОСТ 19265-73, ГОСТ 7417-75. Шлифованный пруток и серебрянка ГОСТ 19265—73, ГОСТ 14955—77. Поковки и кованые заготовки ГОСТ 19265—73, ГОСТ 1133—71.
Химический состав, % (ГОСТ 19265—73)
| C | Cr | W | V | Mo | Mn | Si | Ni | S | P |
| не более | |||||||||
| 0,80-0,88 | 3,8-4,4 | 5,5-6,5 | 1,7-2,1 | 5,0-5,5 | 0,4 | 0,5 | 0,4 | 0,03 | 0,03 |
Термообработка стали Р6М5
Закалка
Инструменты подогревают при 800-850°С 10-15 мин или при 1050-1100°С 3-5 мин, а крупные инструменты предварительно при 550-600°С 15-20 мин.
Нагрев выполняют в смеси ВаСl2 (78%) и NaCl (28%) при 800-850°С и в ВаСl2 при нагреве выше 1050°С. Соли каждые 8-12 ч раскисляют добавками 2—3% буры по массе или MgFa2 (4—5% по массе). Раскисление MgFa2 создает лучшую защиту и обязательно для сталей, легированных молибденом или кобальтом, как более чувствительных к обезуглероживанию.
Выдержка при окончательном нагреве 10—12 с на 1 мм диаметра или наименьшей стороны (для стали В11М7К23 — 30—60 с).
Инструменты простой формы охлаждают в масле, а сложной — в горячих средах (KNO3) при 400—250°С.
Может быть и более высокая температура выдержки — 650°С.
Выдержка в горячих средах 3—5 мин при более высоких температурах и 8—15 мин при более низких.
Инструменты небольшой толщины (прорезные фрезы, пилы и др.) при 600—650°С помещают под пресс, а сверла диаметром 8—20 мм охлаждают под катком или между роликами правильной машины для уменьшения деформации.
Температуры закалки понижают на 10—15°С для инструментов небольшого сечения или сложной формы.
Температура закалки стали Р6М5
| Инструменты | Температура нагрева стали Р6М5, °С | Балл зерна | Твердость HRC после отпуска при 560°С и нагрева при 620°С (4 ч) |
| Крупные сверла и резцы | 1220-1240 | 10-8,5 | 60-61 |
| Остальные режущие инструменты | 1210-1230 | 10,5-9,5 | 59-60 |
| Остальные режущие инструменты | 1180-1200 | 12 | 56-57 |
Отпуск
После закалки выполняют многократный 2 раза для вольфрамомолибденовых. Температуры первого отпуска 350—375°С, а второго 550—560°С для вольфрамомолибденовых сталей. Назначают также температуры первого отпуска 550—560°С, но твердость и теплостойкость в этом случае немного меньше.
Для инструментов небольшого сечения (сверл), нагреваемых в автоматизированных агрегатах с точной регулировкой температур, применяют краткосрочный отпуск в течение 20 мин при 580—590°С для вольфрамомолибденовых сталей.
Отпуск после шлифования выполняют при 400—450°С в течение 30—40 мин для снятия напряжений и повышения стойкости инструментов.
Критические точки, °С
| Аc3 | Аc3 | Аr2 | Аrm |
| 800 | 860 | 720 | 780 |
Механические свойства (ГОСТ 19265-73)
| Режим термообработки | HRCz после отпуска | σизг, МПа | Красностойкость (HRC58), °С |
| Закалка с 1200-1230 °С, охл. на воздухе, в масле, в расплаве солей; отпуск при 540- 560 °С, охл. в соляных ваннах | 63-65 | 320-360 | 620 |
Технологические свойства
Температура ковки, °С: начала — 1160, конца — 850. Обрабатываемость резанием: В отожженном состоянии при 255 HB Kv = 0.8 (твердый сплав). Kv = 0.6 (быстрорежущая сталь). Для повышения твердости, износостойкости, коррозионной стойкости поверхностного слоя используют цианирование, азотирование, сульфидирование, обработку паром. Флекеночувствительность — не чувствительна. Склоность к отпускной хрупкости. Не применяется для сварных конструкций.
Узнать еще
Сталь инструментальная легированная…
Сталь У12, У12А инструментальная углеродистая…
Сталь Р18 инструментальная быстрорежущая…
Сталь У9, У9А инструментальная углеродистая…
Химический состав
Химсостав Р6М5 включает, помимо перечисленных выше углерода и молибдена, следующие компоненты:
- углерод (С) 0,82 – 0,90 %;
- марганец (Mn) 0,20 – 0,50 %;
- хром (Cr) 3,8 – 4,4 %;
- кремний (Si) 0,20 – 0,50 %;
- молибден (Мо) 4,8 – 5,3 %;
- ванадий (V) 1,7 – 2,1 %;
- кобальт (Со) 0,5 %;
- никель (Ni) 0,4 %;
- фосфор (Р) 0,03 %;
- сера (S) 0,025 %;
- вольфрам (W) 5,5 – 6,5%.
Сплав с добавками кобальта, применяют ещё с начала двадцатого века. Из него выпускают приборы для резки кислотостойких, устойчивым к большим температурам металлов. Обработка подобных металлов приборами из иной марки требуют дополнительных затрат. Эта сталь характеризуется высокой твёрдостью и термостойкостью.
Расшифровка маркировки данного сплава
Расшифровка маркировки стали Р6М5 следующая:
- Буква «Р» означает быстрорежущая или рапидная сталь, так как для маркировки бралось сокращение от английского слова «rapid» (на русском читается как рапид), которое в переводе означает «быстрый». А число, которое стоит за этой буквой обозначает процентное соотношение вольфрама в этом сплаве. В данном случае оно равняется 6 %, с небольшими отклонениями.
- Буква «М» показывает на то, что в составе этого сплава присутствует молибден. А число, которое стоит за буквой, также показывает количество его нахождения в сплаве этого металла в процентах.
Пример расшифровки маркировки
Если к этой стали больше не прибавляется никаких дополнительных элементов, то на этом обозначение ее заканчивается. Если же, к сплаву добавлен кобальт, то обозначаться она уже будет, Р6М5К5. Маркировка «Ф» — ванадий, «Т» — титан и другие добавочные элементы.
По ГОСТу сталь Р6М5 делится на следующие изделия, который принадлежит одному из межгосударственных стандартов. В нем описаны все технические требования, относящиеся к этой марке. Хоть и металлопрокат в последнее время переходит уже на твердые сплавы, эта марка все еще удерживает свои лидирующие позиции в спросе на рынке.
Ниже перечислены некоторые изделия из сплава этих металлов и соответствующий ГОСТ к ним:
- круги горячекатанные относятся к ГОСТу под номером 2590-88;
- калиброванный прут имеет ГОСТ 7417-75;
- полосы и пруты (для изготовления этих изделий используется разновидность стали Р6М5К5) – ГОСТ 19265-73;
- круги, у которых имеется специальная отделка верхнего слоя имеют ГОСТ 14955-77.
Виды и особенности
Разновидностей сверл большое количество, они отличаются конструктивно, функционально. Изделия для обработки металла могут использовать в других сферах, например, для сверления:
- дерева,
- полимерных изделий,
- керамики,
- кирпича,
- бетона.
Конструктивная особенность сверла для металла такова, что позволяет решить определенные технологичные процессы, учитывая особенности самого изделия. Поэтому перед тем как выбрать товар, необходимо разобраться в составляющих инструмента. Они включают такие элементы:
- режущая часть, которая нужна для выполнения основной работы — сверления отверстия в металле,
- рабочая поверхность — удаляет металлическую стружку с обрабатываемого участка,
- хвостовик — нужен для фиксации изделия в дрели или патроне другого оборудования.
В зависимости от использования, выделяют несколько типов сверл, которые помогают обработать металлические изделия по-разному.
Плоские
Их рабочая часть плоская, изделие часто называют перовым. Среди основных достоинств выделяют:
- низкую стоимость,
- простоту исполнения,
- исключение чувствительности к перекосам в ходе обработки поверхностей.
К недостаткам относится невозможность сделать отверстия большого диаметра, а также нет рабочей поверхности для удаления стружки.
Спиральные
Самые распространенные виды, при помощи которых делаются отверстия в металле. Конструктивно сверло сделано в виде спирали, в форме цилиндрового стержня. По бокам есть канавки, которые захватывают всю поверхность и удаляют стружку во время работы. В зависимости от своей конструкции, данный тип сверла может входить в определенную категорию:
- общего назначения — обладают формой цилиндра, используются для сверления отверстий разного диаметра, вплоть до 8 см. Часто используются дома и в промышленности,
- левосторонние — применяются в ограниченных сферах, часто пользуются для создания резьбовой дырки в предмете. К примеру, чтобы высверлить болт или крепеж, что не откручивается. Отличительной особенностью будет спираль, закрученная в обратную сторону,
- повышенной прочности — используются для идеальной обработки. Подходят для домашних и промышленных целей. Сверло этого вида имеет код А1, помогает создавать высокоточный диаметр отверстий.
Все описанные типы подходят для дрели, часто используются в домашних условиях и продаются в обычных строительных магазинах.
Корончатые
Такие товары сделаны в виде стакана из металла, на торце есть зубья для резки. Часто используются, чтобы делать отверстия больших диаметров. Режущая часть создается из твердых сплавов или алмазного напыления. Подобные изделия делятся на:
- конусные,
- кобальтовые,
- твердосплавные.
Первый вид может иметь гладкое или ступенчатое покрытие. Чаще используется, когда нужно создавать дырки в металлах с малой толщиной. При помощи сверла достигается высокая точность центрирования в самом начале работе, чего сложно добиться, применяя цилиндрический тип. Главным достоинством в использовании ступенчатой формы является возможность делать разные по диаметру отверстия одним инструментом.
Кобальтовые сверла делаются из быстрорежущих материалов, легированных кобальтом. При помощи подобного дополнения элемент получает дополнительную прочность, в ходе нагрева не деформируется и не подвергается механическому воздействию. Товары этого вида часто применяются для обработки вязкого металла или изделий повышенной прочности. Стоимость товара высокая, но он обладает отменными характеристиками.
Твердосплавные сверла имеют пластины на режущей части, а основная часть делается из прочной стали, которая применяется для строительных инструментов. При формировании пластин используют карбид, он очень твердый, не подвергается быстрому износу. Используются товары чаще для обработки толстого металла или твердых сплавов.
Описание хода работ по изготовлению ножа
Материалом производства клинка выбрана механическая пила из быстрореза.
Причиной такого выбора стала та особенность, что для изготовления этой пилы применяется надежная сталь промышленной закалки. Ее трудно обрабатывать, но из-за того, что она красностойка – может подолгу выдерживать нагрев, не теряя в твердости – ее не нужно охлаждать.
Механическая пила имеет толщину 2 мм – это оптимальный показатель для клинка. Недостатком можно назвать то, что при боковых нагрузках сталь может крошиться, а также ее слабая защищенность от коррозии.
Лишнее было обрезано, и с помощью наждака сделан контур будущего клинка.
С помощью штангенциркуля размечены линии будущих спусков, внимательно проверена синхронность их выхода на обух.
Клинок установлен на специальное приспособление для выведения спусков. Черновой съем металла выполнен желтым кубитроном II от 3М с зерном Р24 на станке с абразивной лентой (гриндер).
Затем лента была заменена абразивом Р60, мастер перешел к выравниванию линии спусков – дальше Р80, Р120. Нож из быстрореза не нужно постоянно охлаждать при обработке, что значительно облегчает рабочий процесс.
Прижимать лишний раз металл к абразиву не желательно.
С помощью войлочного круга с полировальной пастой были исправлены следы побежалости сплава. Следует напомнить, что мы делаем нож из быстрорежущей стали, которая не теряет свойств от нагрева.
После нанесения фломастером разметки в местах для двух отверстий на хвостовике, эти отверстия были проделаны с помощью шестимиллиметрового перьевого сверла для кафеля.
Следующий шаг – изготовления рукоятки. Заготовка обрезана на ленточной пиле под заданные габариты, к заготовке приложен хвостовик, обычным сверлом просверлено первое отверстие в деревянной заготовке.
По идее это была рукоятка прямой формы универсального клинка, которая в сечении представляется восьмигранником. Вся работа делалась на гриндере, с использованием лент для дерева.
Дальше переходим к монтажу. После измерения толщины рукояти в местах крепления, было прибавлено по 2 миллиметра и с помощью маленького трубореза отрезаны куски трубки требуемой длины. Хвостовик клинка вставлен в прорезь рукоятки.
Прессом трубочки аккуратно вдавлены в рукоять, насквозь через хвостовик, и развальцованы.
Популярные публикации
Последние комментарии
Со стороны кажется, что сделать нож легко, что это лишь заточенная стальная полоса да деревянная ручка. Но когда дело доходит до практики, картина резко меняется. Главное в этом процессе — знание и опыт. Когда знаешь, все просто, когда нет опыта, все сложно.
Недавно я выложил в интернете фотографию с семью клинками, сделанными за один день в стахановском порыве.
Александр Кудряшов в комментарии попросил рассказать, как я делаю ровные и симметричные спуски.
В ответ я пошутил: «Это просто: берешь «волшебный маркер», рисуешь ровные спуски, произносишь чудесные слова, и ровные спуски готовы».
Но шутка ли это на самом деле? Шутка, конечно, но истина где-то рядом.
Позднее я предложил приехать и на практике увидеть, как делаются правильные спуски и весь нож целиком. И это предложение было принято.
По моей задумке Александр должен был сам немного поучаствовать в изготовлении: выбрать заготовку под клинок, материал для рукояти, предпочтительную длину клинка и рукояти. С нашего эксперимента Александр должен был уехать с готовым, добротным, а главное, рабочим ножом.
Приехал Александр нарядный, в светлых штанах песочного цвета и флисовой куртке цвета койот, что совершенно не подходило для предстоящей работы. Пришлось выдать ему рабочие штаны и камуфляжную рубашку на случай, если испачкается. Все подошло идеально — мы с ним одних габаритов.
В мастерской работы пошли по заранее намеченному плану. В качестве материала для клинка была выбрана старая добрая механическая пила из быстрореза. Почему?
Читать также: Мини подъемник для гаража
Это широко известная и многократно проверенная сталь промышленной закалки. Да, она трудна в обработке, но благодаря красностойкости (способности длительное время выдерживать нагрев без уменьшения твердости) не требует охлаждения.
фото: Кудряшова Александра
Толщина мехпилы 2 мм, этого достаточно для большинства рабочих ножевых задач. Ножи из мехпил легки, хорошо держат заточку и, что немаловажно, полностью легальны: малая толщина клинка отметает любые подозрения на причастность к холодному оружию.
Вообще марок быстрорежущих сталей много, но производитель не всегда указывает конкретную марку, зачастую ограничиваясь клеймом HSS (high speed steel). Новые пилы попадаются редко и стоят дороже.
фото: Кудряшова Александра
Для ножедела новизна мехпилы не имеет никакого значения, поэтому для изготовления ножа можно использовать как новую пилу, так и изрядно поработавшую и даже сломанную. Результат будет мало напоминать исходный материал. Из недостатков можно отметить склонность стали к выкрашиванию при боковой нагрузке и ее подверженность коррозии.
Александр выбрал подходящее полотно мехпилы из быстрореза (HSS made in USSR). Я обрезал лишнее и на наждаке сделал контур будущего ножа, затем обработал заготовку крацовкой — вращающейся стальной щеткой, придав ей благородный черный блеск, и окрасил клинковую часть с двух сторон синим широким маркером, предназначенным для складских работ.
фото: Кудряшова Александра
По краске маркера штангенциркулем разметил линии будущих спусков, уделив особое внимание синхронности их выхода на обух. Полученные линии обвел «волшебным маркером» с серебристой краской, которая есть не что иное, как алюминиевая пудра в полимерной связующей.
Почему именно им? Очень просто. Эта краска выдерживает высокие температуры, хорошо ложится на металл и прочно держится. Краски обычных цветных маркеров при обработке металла выгорают, стираются, осыпаются. А серебрянка держится. Вот и все волшебство.
фото: Кудряшова Александра
Клинок я установил на специальную приспособу для выведения спусков (удешевленный вариант приспособы от Chapay, сделанный самостоятельно из стального уголка). Отметил маркером место, где будут начинаться спуски, и зафиксировал ручными тисками.
Черновой съем металла я выполнял желтым кубитроном II от 3M с зерном Р24 на станке с абразивной лентой (на гриндере). Для равномерности я начинал съем металла от отметки маркером у будущей рукояти и двигался к острию с равномерным несильным нажимом.
фото: Кудряшова Александра
При этом очень важно ровно, параллельно, без перекосов прикладывать к ленте будущий клинок. Я дал Александру немного постоять у станка на начальном этапе, используя специальные приспособления. Вывод спусков — процесс, требующий опыта.
Немного не дойдя до серебристых линий «волшебного маркера», я сменил ленту на абразив Р60 и начал выравнивать линию спусков. Сделал несколько движений от острия к рукояти, создавая прямой угол у начала спусков. Потом уже началась работа над риской спусков.
фото: Кудряшова Александра
Для этого оказалось достаточно работы на абразивах Р80 и Р120. Применять для очень твердых быстрорежущих сталей абразивы Р180 и мельче неоправданно. Это не кубитрон II, и по таким тугим сталям абразивы работают плохо и недолго. При этом важно, чтобы финишная обработка клинка была выполнена на одной ленте, иначе стороны будут выглядеть по-разному.
Нож из быстрореза не требует постоянного охлаждения в процессе обработки, и это один из приятных моментов в его изготовлении. Само собой, нож не стоит перегревать, потому как повышенная температура стали приводит к быстрому забиванию абразива липкими частичками металла — к засаливанию.
фото: Кудряшова Александра
Избыточный прижим металла к абразиву нежелателен по той же причине. Ленту, забитую металлом, которая уже не «грызет», а «лижет», можно освежить. Для этого надо убрать забитые металлом, зализанные вершинки абразива и освободить зерна, лежащие глубже.
Сделать это просто. Нужно взять быстрорезное полотно мехпилы и легко, как напильником, провести им наискосок, навстречу движущейся ленте на месте изгиба (на контактном ролике). Это действие не придаст абразиву первозданную агрессивность, но освежит его и позволит поработать еще.
фото: Кудряшова Александра
После того как первая сторона была выведена в чистовое состояние, я перевернул клинок на приспособе на другую сторону, зафиксировал его и занялся второй стороной. Ее делать всегда труднее, ведь нужно, чтобы она была такой же, как первая.
Кроме того, заготовка видна хуже, больше греется, а контакт с массивной приспособой, выполняющей функцию теплообменника, уже не такой плотный. Однако клинок был готов.
фото: Кудряшова Александра
На войлочном круге с полировальной пастой я исправил следы побежалости металла. Еще раз хочу напомнить, что это была быстрорежущая сталь, твердость которой от нагрева не страдает.
Разметив фломастером места для двух отверстий на хвостовике, я просверлил их шестимиллиметровым перьевым сверлом для кафеля. Надо сказать, что на первом из этих отверстий сверло исчерпало свой ресурс (это было примерно 50-е его отверстие).
фото: Кудряшова Александра
Без малейшего расстройства я достал из блистера другое дешевое перьевое сверло, досверлил незаконченное первое отверстие и секунд за 40 просверлил второе. Потом сверлом большего диаметра с твердосплавной напайкой снял фаски с отверстий.
А дальше был обед. Подкрепившись рамёном с курицей, приготовленным красавицей-женой, мы приступили к изготовлению рукояти. Для рукояти Александр выбрал палисандр.
фото: Кудряшова Александра
Я обрезал заготовку на ленточной пиле под заданные габариты, приложил к ней хвостовик и просверлил обычным сверлом первое отверстие в деревянной заготовке. Вставил в отверстие шестимиллиметровый штифт, насадил на него отверстие хвостовика и просверлил второе. Отметил маркером, где в рукояти будет край хвостовика, и занялся разметкой для будущей прорези под хвостовик. Пропил под хвостовик выполнил на ленточной пиле.
Читать также: Микроволновка пробивает на корпус
Я знаю, что конкретное полотно делает пропил шириной 1,5 мм. Мне же был нужен пропил под хвостовик толщиной 2 мм, поэтому я левее заготовки вставил сложенный вдвое лист картона суммарной толщиной 0,5 мм и допилил прорезь до требуемой ширины.
фото: Кудряшова Александра
После этого я занялся приданием заготовке формы рукояти. По замыслу это была прямая рукоять универсального ножа, представляющая в сечении восьмигранник. У меня это был уже не первый нож с восьмигранной рукоятью, которая выглядит строго, но ухватиста, очень удобна и не проворачивается в руке.
Все работы я выполнял на гриндере, используя ленты для дерева. Задал нужные грани и занялся выведением риски с уменьшением зерна абразива. В конце уже вручную выгладил все абразивом скотч брайт, похожим на жесткую плоскую мочалку.
фото: Кудряшова Александра
И вот пришло время монтажа. Измерив толщину рукояти в местах монтажа, я прибавил по 2 миллиметра и отрезал маленьким труборезом кусочки трубочки заданной длины. Хвостовик клинка вставил в прорезь рукояти. Он шел с натягом, так что даже пришлось задействовать ручной реечный пресс (до 600 кг).
Прессом же аккуратно вдавил трубочки в рукоять через хвостовик насквозь. Потом занялся непосредственно развальцовкой.
фото: Кудряшова Александра
Достал набор блестящих шариков от подшипников разного диаметра, положил один маленький шарик на нижнюю площадку пресса, а второй на верхний срез одной из трубочек и растянул края трубочки. Так же поступил и со второй трубочкой.
Выполнял я эту операцию с постепенным увеличением диаметра шариков. Теперь оставалось сделать чистовые операции по развальцовке ювелирным молотком с полированным бойком.
фото: Кудряшова Александра
Банка с натуральным пчелиным воском уже разогрелась на водяной бане. Рукоять ножа отправилась в воск на пропитку и последующее остывание. Пчелиный воск — это натуральный пищевой полимер. Дерево, пропитанное им, не принимает влагу и не скользит в руке.
У меня на кухне все ножи обработаны воском, и им ничего не делается. В воске на водяной бане нож можно держать сколько угодно — хоть час, хоть два, а можно и пять минут.
фото: Кудряшова Александра
Дерево рукояти ножа или приклада ружья всегда хорошо время от времени освежать баллистолом или маслом — льняным, растительным. Альтернативой горячему воску будут натуральные масла, составы на основе латекса, силиконовое масло, специальные масла для дерева (когда-то в Икее продавались), лаки.
У каждого варианта свои плюсы и минусы. Так, недостаток воска состоит в том, что он нежелателен для ножей, при сборке которых применялся клей (он обычно плохо переносит повышенную температуру).
фото: Кудряшова Александра
Натуральные масла долго полимеризуются (навсегда). Баллистол при регулярном применении дает приятную ровную поверхность.
Силиконовые масла не полимеризуются, но хорошо входят в дерево и влагостойки. Лаки выполняют исключительно поверхностную защиту. После остывания воска я снял его излишки с рукояти, отполировал на войлочном круге, а потом вручную бумажной салфеткой.
фото: Кудряшова Александра
Осталось последнее — заточка. Оставлять клинок просто сведенным в ноль нельзя — выкрошится, и это проверено. Нужно сделать небольшой подвод.
Его я делал на российских алмазных брусках (в сторону уменьшения размера зерна), предварительно смочив и натерев их кусочком мыла. Мыльная вода лучше прилипает к камням и лучше смазывает.
фото: Кудряшова Александра
Финишную доводку без нажима кромкой вперед я выполнил с мыльной водой на сланце Green brazilian. Все! Нож бреет. Взяв хорошо высушенное в мастерской тестовое березовое полено (лет 5–6 лежало), я проверил на нем лихим строганием остроту и стойкость режущей кромки, удобство и управляемость ножа.
фото: Кудряшова Александра
Итог: нож склонен злобно зарываться в дерево, режет бодро, в руке удобен, срез дерева блестит, как полированный, а кромка цела и не блестит. В общем, нож можно спокойно отдавать в работу.
фото: Кудряшова Александра
Приятно видеть детский блеск в глазах здорового мужика, разглядывающего новую полезную игрушечку, родившуюся при нем!
Понравился наш сайт? Присоединяйтесь или подпишитесь (на почту будут приходить уведомления о новых темах) на наш канал в МирТесен!
В магазинах представлено большое количество ножей. Они имеют различный дизайн, назначение, выполняются с применением современных технологий. Кроме того, материалами для производства может быть не только металл, но и особой жесткости керамика. Такие ножи очень острые, длительное время не нуждаются в заточке, но при этом достаточно хрупкие. При образовании скола восстановить прежний вид ножу не представляется возможным, тем более в домашних условиях.
Лезвия ножа должны быть изготовлены из закаленной стали, чтобы им было удобно пользоваться.
Чтобы ножом было приятно работать и при этом удобно резать, он должен надежно и комфортно сидеть в руке. При удобной рукоятке им можно пользоваться долго. Но не всегда удается найти такой нож в готовом виде. Тогда его можно выполнить самостоятельно. При этом учитываются особенности ладони, длина и форма режущего лезвия. Ножи должны быть выполнены из закаленной стали. Поэтому самодельные ножи из пилы вполне будут соответствовать предъявляемым требованиям.
Химический состав и характеристики
В зависимости от легирующих элементов стали HSS делятся на три основных группы:
- Т – с высоким содержанием вольфрама.
- М – для легирования использован молибден.
- Высоколегированная группа.
Аналогами отечественных марок стали являются Р18, Р6М5 и другие сплавы Р, широко применяемые для изготовления инструментов.
HSS-стали с высоким содержанием вольфрама применяются редко по причине высокой стоимости. Наибольшее применение получили марки Т1 и Т15, первый относится к сплавам общего назначения, второй, помимо вольфрама, содержит ванадий и кобальт, что обеспечивает высокую стойкость к износу и работе в высокотемпературном режиме.
Горячая твердость
При использовании режущих приспособлений в процессе работы происходит постоянное выделение тепла, при этом около 80% тратится на разогрев инструмента. Температура режущей кромки повышается и происходит отпуск материала, что влечет за собой понижение его твердости. Тем не менее быстрорежущая сталь сохраняет свои показатели даже при нагреве до 500-600оС.
Это интересно: Мартенсит и мартенситные стали: виды, структура, превращение
Красностойкость
Показатель, учитывающий временной промежуток, в период которого сталь сможет выдержать повышенную температуру, не меняя своих эксплуатационных характеристик. Завышенный показатель трения приводит к разогреву металла, от чего происходят изменения в кристаллической решетке. В результате некоторые свойства быстрорежущей стали существенно меняются.
Сопротивление разрушению
Материал, который применяют для изготовления режущего инструмента, должен обладать высокими механическими свойствами — сопротивлением хрупкому разрушению. Высокая прочность сплава обеспечивает режущему приспособлению стойкость к большому усилию, подаче и глубине резания, что в свою очередь приводит к повышению производительности процесса.
Сопротивление разрушению
Кроме «горячих» свойств от материала для режущего инструмента требуются и высокие механические свойства; под этим подразумевается сопротивление хрупкому разрушению, так как при высокой твердости (> 60 HRC) разрушение всегда происходит по хрупкому механизму.
Прочность таких высокотвердых материалов обычно определяют как сопротивление разрушению при изгибе призматических, не надрезанных образцов, при статическом (медленном) и динамическом (быстром) нагружении. Чем выше прочность, тем большее усилие может выдержать рабочая часть инструмента, тем большую подачу и глубину резания можно применить, и это увеличивает производительность процесса резания.
Термическая обработка стали Р6М5
Термическая обработка сплава Р6М5 имеет ряд тонкостей, которые относятся к свойствам ее. Дело в том, что она способна во время нагревания к обезуглероживанию. Чтобы этого не произошло, ее обычно нагревают с помощью медленного прогревания.
Закалка
Быстрорежущая сталь Р6М5 нагревается до 1230 градусов. Во время нагревания, работники сталелитейного завода внимательно следят за процессом. При первом прогреве температура поднимается до двухсот градусов и нагрев прекращается на час, затем производится еще один дополнительный нагрев до тридцати градусов. И снова отпуск на час. После этого, ее продолжают нагревать до 690 градусов и снова останавливают на час. И последние два нагрева доводят до температуры 860 и 1230 соответственно.
Это очень сложная процедура накаливания. Благодаря такой закалке сплав приобретает свойства, соответствующие ему, но и себестоимость его, кончено же, увеличивается.
После того, как закончится нагрев до 1230 градусов, ее охлаждают, используя селитру, воздух и масло. Затем, температура опускается до 560 градусов. Данная температура выдерживается в течении полутора часов. В это время к стали добавляют различные легирующие элементы, которые улучшают его свойства. А также они придают ему соответствующую твердость.
Перед началом такого длительного прогрева сплав металла отжигают. Это делается для того, чтобы уменьшить хрупкость будущих изделий, сохранив параметры прочности на должном уровне.
Для улучшения характеристики свойств данного сплава, для того, чтобы они обладали хорошей износостойкостью, устойчивостью от коррозии, высокой твердостью используют азотирование. Эта обработка металла проводиться в газовой среде, которая состоит из 80 процентов азота и аммиака двадцати процентов. Время, которое занимает данная процедура, около сорока минут. Температура нагревания будет колебаться от 550 градусов до 6600. Такая закалка позволит сформировать сплаву менее хрупкий слой поверхности.
Такой сплав могут дополнять еще одним элементом, а именно цинком. Оцинкование происходит в газовой или жидкой среде, которая содержит большое количество цинка. Температура нагревания в ней соответствует 5600 градусам. А время составляет около тридцати минут.
Характеристика быстрорезов
Быстрорежущие стали обладают уникальными физико-механическими свойствами, которые делают их хорошими кандидатами для производства инструмента с оптимальным сочетанием высокой прочности, износостойкости, ударной вязкости и твёрдости. Главное же, что эти свойства позволяют быстрорезам сохранять устойчивость к высокотемпературному отпуску (до 600°C включительно), чего подавляющее большинство инструментальных сталей, даже легированных, не выдерживает.
Концепция легирования любой быстрорежущей стали основана на наличии в химсоставе более 7% вольфрама, молибдена и ванадий при содержании углерода более 0,6%.
Первоначально, до применения процессов термической обработки в печах с контролируемой атмосферой главным компонентом химсостава считался вольфрам. Впоследствии часть его была заменена молибденом. Причина заключается в том, что при длительном воздействии высоких температур размеры и количество карбидов вольфрама, железа и хрома существенно увеличивается, а инструментальный материал становится мягким и хрупким. Поэтому, в быстрорежущие стали (марки которых по отечественной терминологии начинаются с буквы Р), кроме молибдена в состав добавляют ванадий. Этот элемент активно участвует в формировании вторичных карбидов, которые обладают повышенной стабильностью при высоких температурах.
В связи с высоким содержанием углерода и вольфрама обычная твёрдость быстрорежущих сталей после их окончательной термообработки не бывает ниже 60…64 HRC. Быстрорезы характеризует превосходная закаливаемость, причём после термообработки эти стали имеют однородную твёрдость от поверхности к центру.
Применение сплава
Положительные характеристики данного сплава помогли найти применение этой стали в домашнем обиходе. Из нее изготавливают ножи. Причем, если изделие будет правильно заточено, то оно сможет резать не только плоть животного, но металлическую тонкую пластину.
Диски из стали Р6М5
Единственным минусом такого изделия является его заточка. Но, если знать все хитрости правильной заточки, то данный инструмент станет очень полезным в быту. Такими изделиями чаще всего пользуются охотники и туристы.
Несмотря на дорогую стоимость, применение сплава для ножей стало очень популярно в быту.
У каждого мужчины в доме имеется электроинструмент, в котором, в виде вспомогательной оснастки к нему, используются сверла из этого типа стали. К разновидностям сверл, которые изготавливаются из этой стали Р5М6 относятся:
- корончатые, которые используются для гипсокартона;
- ступенчатые;
- сверла, предназначенные для камня, дерева или металла.
Нож из стали Р6М5
Сверла, изготовленные из стали Р6М5
Нож клиновый рифлённый
Из данного материала изготавливают не только сверла и ножи. Из стали Р6М5 делают резцы долбежные, ножовочные полотна, зенковки.
Варианты изготовления ножей
Самодельные ножи можно сделать из множества деталей из металла, которые по своему прямому назначению использоваться не могут, так как пришли в негодность.
Формы рукояток ножа.
Среди деталей, из которых можно сделать самодельные ножи, можно выделить несколько:
- изношенные шатуны мотоцикла, из которых можно сделать набор ножей различной длины;
- баллонные ключи с 1 отломанным концом;
- костыли, которые используются при укладке рельсов;
- диски циркулярной пилы различного диаметра и толщины;
- поврежденное ножовочное полотно маятниковой пилы.
Читать также: Роль синтетических полимеров в современной технике
При определенных навыках в ковке можно сделать нож из металлического толстого троса, цепи от домашнего агрегата. Для этого оптимально подходит бензопила. Ее цепь является достаточно прочной, а самодельный нож получится наподобие дамасских ножей.
Если циркулярная пила имеет большой диаметр диска, а его повреждения минимальны, то из него может получиться два самодельных ножа. Диски обладают значительной прочностью металла изготовления, так как пила используется для различных целей длительное время.
Основные характеристики
Базовые параметры стали такой марки – это: высокая вязкость, прекрасная износостойкость, неплохой уровень шлифуемости. Эта марка используется при выпуске многих типов лезвий и режущего оборудования для работы с конструкционными прочными сталями.
Нож с клинком из стали Р6М5.
Сплав вольфрамово-молибденового типа — второе название этой марки, которая может удерживать характерные ей качества даже при экстремальных температурных перепадах. Более того, её крепость на изгиб доходит до 4700 МПа. Сочетание её с ударной вязкостью даёт ей ощутимое превосходство над многими собратьями.