Большинство профессиональных и домашних сварщиков рано или поздно сталкиваются с необходимость сварить трубы. Не удивительно! Это один из самых распространенных типов сварки. Но сварка труб отличается повышенными требованиями к качеству и герметичности швов, особенно это касается газовых и водопроводных узлов. Для этих целей используют специальные электроды.
Электроды для сварки трубопроводов сконструированы с учетом всех особенностей будущей эксплуатации труб. Швы получаются прочными и долговечными, они выдерживают максимальную температурную нагрузку. Такие электроды имеют особый состав, за счет чего и обеспечивают хорошее качество сварных соединений. У начинающих сварщиков обычно много вопросов по этой теме. Как правильно выбрать электроды? Какими стержнями варить трубу нкт? Какие электроды лучше для сварки труб? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Электроды для газопровода
Каким электродом варить трубу, если планируется вводить через нее подачу магистрального газа? Мы рекомендуем электроды марки ОК-46, ЛБ-52 или УОНИ-13/55 (этими же электродами можно сварить трубу нкт). У всех перечисленных марок подходящий состав, они могут быть сделаны с применением марганца, фосфора, серы или кремния. А электроды ОК-46 с рутиловым покрытием и вовсе считаются универсальными. По нашему опыту ими особенно удобно варить детали с широким зазором.
Также на рынке есть марка LB 52U с основным покрытием. Давайте остановимся на ней поподробнее. Такие электроды содержат незначительное количество водорода, поэтому шов получается очень качественным. При этом дуга стабильна, легко зажигается, полностью проваривает металл.
Если предстоит сварка особо ответственных узлов (например, поворотных), при этом труба сделана из углеродистой или низколегированной стали, то мы рекомендуем электроды для сварки труб марки МТГ-01К. Дуга горит стабильно, шлак удаляется легко и быстро, при этом разбрызгивание металла незначительное.
Подбор электродов
Когда цинк подвергается плавлению, он имеет свойство издавать пар, поскольку кипение начинается при температуре 906°С. При попадании цинковых паров в сварочную ванну, шов может иметь поры либо микроскопические трещины, и будет некачественным и ненадежным.
С этой целью необходимо очистить всю поверхность материала. Стоит отметить, что не всегда можно удалять слой цинк, поэтому существуют иные способы, благодаря которым можно получить качественный сварной шов. Если мастер использует дуговую ручную сварки, то ему понадобятся электроды для оцинкованных труб.
При варении углеродистой стали, электрод необходимо подбирать меньше диаметра трубы. В некоторых случаях в роли электрода может выступать деталь, имеющая рутиловое покрытие. Чтобы сварить запчасти, изготовленные из низколегированной стали, электрод может быть с основной поверхностью.
Схема сварки труб.
Существует несколько преимущественных свойств электродов:
- его химический состав позволяет детали разгораться за короткое время без каких-либо усилий;
- плавленый материал не разбрызгивается в разные стороны;
- сварные швы в результате получаются высококачественными без возникновения трещин, сколов или вздутий.
Иногда для пониженной удельной массы углеродистого раствора, находящего в поверхности из цинка и для повышения сопротивляемости изделия к возникновению повреждений, рекомендуется в рутил добавлять немного железа в виде порошка.
Чтобы швы и поверхность в свариваемых трубопроводах и оцинкованных трубах не вздувались, специалисты увеличивают подачу тока и снижают скорость варения.
В жаркой окружающей среде, где будут находиться трубы, цинк не будет негативно влиять на заделанные швы. Чтобы скрепить несколько частей трубопровода с цинковым покрытием, не повредив поверхность, используют пайку.
Достоинства этого метода заключаются в следующем:
- изделие имеет хорошую стойкость к возникновению коррозии, шов герметичен;
- монтажные работы по времени занимают минимальное количество времени;
- цена за такую услугу относительно низкая.
Для этого метода специалисту очень важно правильно выбрать электрод и припой с флюсовым покрытием. Стоит также отметить, что обычные трубы для водопроводной коммуникации варятся с помощью простого электрода без дополнительных защитных слоев.
Электроды для труб отопления
Если вам нужно качественно варить трубы отопления, то рекомендуем следующие марки электродов: Э42А, УОНИ 13/45 (диаметр 3 мм). У этих стержней толстое покрытие, благодаря которому можно удобно сварить углеродистую сталь. Также для сварки труб отопления подойдут марки Э-09Х1МФ и ЦЛ-20. Они предназначены для формирования прочного шва при сварке теплоустойчивой стали. У таких стержней тоже довольно толстое покрытие. Если нужно сварить нержавеющую, углеродистую или легированную сталь, то воспользуйтесь электродами марки ЦЛ-9 с основным покрытием. Водорода в таких стержнях мало, а мы уже знаем, что это гарантирует отличное качество шва.
Если планируется сварка труб, в которых будет осуществляться непрерывная подача горячей воды и может быть повышенное давление, то используйте электроды для труб марки МР-3. Этими же стержнями можно сварить трубу нкт. Электроды данной марки имеют рутиловое покрытие и изготавливаются из специальной проволоки. Производители предлагают диаметр от 3 до 5 мм. При работе с этой маркой наклоните электрод в сторону наплавления и применяйте короткую дугу. Тогда сварное соединение получится максимально герметичным.
Очень важно правильно настроить ток. Чем меньше толщина металла и диаметр электрода, тем меньше значение напряжения. Если установить слишком маленькое напряжение, то металл может не провариться. И наоборот: если установить слишком большое значение тока, то деталь может деформироваться. Поэтому обратите внимание на толщину металла и размеры электрода.
Какие бывают электроды для сварки труб?
Токопроводящие стержни могут быть 2 типов – металлические и неметаллические. Для наложения швов на трубы вторые не годятся, потому далее мы на них останавливаться не будем. Основа качественного сваривания – мастерство + подбор нужных материалов, но и металлические прутки в этом плане могут сыграть злую шутку. Рынок настолько переполнен продукцией, что выбрать стоящий товар может быть трудно даже профи, а о дилетантах сварки и говорить нечего.
Начнем с того, что металлические электроды могут быть 2 типов – плавящиеся и неплавящиеся. Которые плавятся, в дополнение имеют покрытие для образования сварочной ванны, а сам стержень выполняется из распространенных типов цветных и черных металлов.
Важно: плавящиеся электроды без покрытия в практике сейчас используются только в случаях, когда сварочные работы протекают в защитной среде из газа. По формату это проволока на небольших катушках.
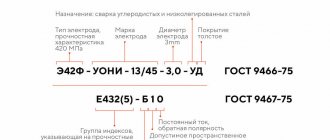
Причина повышенной стоимости неплавящихся электродов кроется в материалах их стержней. Основной документ, который регламентирует производство прутков является ГОСТ 9467-75. Детальнее о классификации электродов для сварки в таблице ниже.
| Параметр | Маркировка | Обозначение |
| Толщина покрытия электрода | А | Прутки с тонким покрывающим слоем. |
| С | Прутки со средним покрывающим слоем. | |
| Д | Прутки с толстым покрывающим слоем. | |
| Г | Особо толстый покрывающий слой. | |
| Тип | А | Кислого типа |
| Б | Базовое | |
| Ц | Из целлюлозы | |
| Р | Из рутила | |
| П | Покрытие смешанного типа, которое подразделяется на комбинации из двух – АР, РБ, РП, РЖ. | |
| Материалы | Углерод и низколегированная сталь | Материал показывает пиковые значения сопротивления разрыву. |
| Высоколегированная сталь | Обладают особыми свойствами. | |
| Конструкционная сталь | Для использования дуговой сварки. Сопротивление разрыву аналогично углеродистым. | |
| Чугун | Используется в частных случаях. | |
| Цветные металлы | Для работы с цветными металлами. |
В зависимости от выбранного материала электрода, меняется его сопроводительная документация. Базовый перечень состоит из ГОСТа 9467-75, 10052-75, 9466-75 и 10051-75. Далее мы более тщательно пройдемся по типам сварки и предоставим актуальные модели электродов для каждой из них.
Электроды для водопровода
Для сварки водопровода рекомендуем следующие марки: МН-5, МНЖ5 (для медных труб), НЖ-13 (для труб из нержавеющей стали) и МНЧ-2 (для сварки чугунных труб). Если предстоит домашняя сварка инвертором, а трубы изготовлены из черного металла, то можно использовать марку МР-3с. Они могут качественно сварить на низком токе даже трубу с диаметром 32 на 2.8 мм.
Если нужно сделать вертикальный шов, то используйте электроды МНЧ-2. Для сварки холодным и горячим способом подойдут ЦЧ-4, но учтите, что его можно использовать только в нижнем положении. Кстати, при выборе электродов обращайте внимание на наличие покрытия. Обязательно покупайте стержни с обмазкой, поскольку она защитит сварочную зону от негативного влияния кислорода. Мы рекомендуем электроды для сварки трубопроводов с толстым покрытием.
Если вам предстоит какой-то определенный вид работ, то проконсультируйтесь с продавцом в магазине. Внимательно прочтите информацию на упаковках. Для большинства работ подойдут трубные электроды таких производителей, как УОНИ, ОЗС, АНО, KOBELKO, ESAB. Среди отечественных производителей также рекомендуем электроды Уральского и Каменского завода.
Особенности соединения
Когда обустраивают инженерные коммуникации, то сварка оцинкованной стали становится весьма востребованной процедурой.
Но сплавление таких изделий благодаря резьбе является проблематичным процессом из-за свойства строительного материала. Это добавляет сварке оцинкованных изделий большей стоимости на выполнение работы.
Напыление цинка при помощи газовой горелки.
Для оцинкованной сварки зачастую используют классические сварочные инструменты, но к их выбору необходимо подходить внимательно, поскольку любое неверное движение может привести к повреждению поверхности, а это провоцирует появление коррозии.
Необходимо отметить, что для того чтобы защитить оцинкованные детали нужно постараться минимизировать работу сварочного инструмента, тогда материал не будет испаряться.
Для этой процедуры специалисты зачастую используют электрод, который может выдержать большую частоту тока. Это дает возможность пользоваться более высокой температурой, нежели в обычной ситуации.
Электроды для сварки цинка также обладают определенными преимуществами, которые облегчают рабочий процесс:
- повышают безопасность в момент эксплуатации;
- доводят материал до нужных условий за максимально короткое время;
- не дает материалу возможности испариться.
Для защиты оголенных мест небольшой площади тубы, слой цинка можно перенести при помощи катоды электромеханическим методом. Для больших площадей данный способ не рекомендуется применять, поскольку процесс является трудным и нет полной уверенности, что поверхность будет защищена от коррозии.
Электроды для прочих работ
В этой статье мы уже несколько раз упоминали трубу нкт. Это не случайность. Вопрос «Какими электродами сварить трубу нкт?» активно обсуждается в интернете, и у многих сварщиков вызывает споры. Мы не претендуем на истину, но все же рекомендуем использовать для этих целей электроды марок УОНИ 13/45 или 13/55. Дело в том, что такой тип труб зачатую изготавливается из высоколегированной стали с повышенной прочностью, и такому металлу нужны электроды с особым составом. Приведенные выше марки отлично справляются с задачей, шов получается достаточно надежным и долговечным. Но учтите, что за сварку труб не стоит браться без должного опыта и хорошего сварочного аппарата, иначе вы рискуете испортить работу.
Проблемы при сварке
Пары цинка, получаемые при испарении, являются вредными для дыхания производителя работ. При попадании в дыхательные пути они могут вызвать задержку дыхания или даже его остановку. Испаряться цинковое покрытие начинает уже при температуре немногим больше, чем 900 градусов. Поэтому требования безопасности являются повышенными. Работу желательно проводить на свежем воздухе.
Если сварка осуществляется в помещении, то дополнительно можно применять респиратор. К обязательным мерам предосторожности относится наличие исправной вентиляции. Еще одна проблема состоит в том, что наличие цинка ухудшает качество стыкового соединения. Это происходит, потому что цинк смешивается с основным металлом, и, выстраиваясь в кристаллическую решетку, способствует ее ослаблению.
Вследствие интенсивного испарения покрытия из цинка происходит образование таких дефектов, как полости, пузырность, неоднородность шва. Если удалять оцинковку локально в месте расположения стыка, то это приведет к быстрому изнашиванию состыкованных деталей.
Правила выполнения сварочных работ
Для того, чтобы грамотно провести процесс цинкования при помощи сварочного инструмента, каждому мастеру необходимо придерживаться определенных правил выполнения сварочных работ.
Чертеж сварки труб.
- Во время рабочего процесса необходимо контролировать цинк. Его температура не должна превышать положенную норму. Это дает возможность защитить трубопроводу от коррозийного налета.
- Для крепкой сварки оцинковки используют электроды. Перед началом работы необходимо поверхность почистить от пыли и грязи, а также обезжирить. Для защиты цинкового слоя в момент сварки наносят флюс. Его количество должно превышать в несколько раз больше, нежели при классическом скреплении.
- При сваривании труб со стенками меньше, чем 3 миллиметра, специально обрабатывать материал необязательно. Можно ограничиться скосами и гартами.
- Сварочный инструмент для оцинковочных работ должен иметь меньший размер, чем при работе со сталью.
- Используя газовую горелку, огонь необходимо подрегулировать таким образом, чтобы кислорода было немного больше полагаемого количества.
- Прежде чем сваривать детали, их нужно немного прогреть. Желательно захватить большую часть поверхности.
- Для сварки оцинкованных труб необходимо поставить уголок на том участке, где планируется скрепить части. Он нужен, чтобы защитить поверхность и материал от воздействия огня горелки.
- После того, как все сварочные работы будут закончен флюсовый слой необходимо снять.
Сложность сварки оцинкованных труб
Единственная сложность при сварке оцинкованных труб кроется в разнице температуры плавления различных металлов. Сталь начинает плавиться при температуре +1 450…+1 520 °С, а кипение цинкового расплава происходит при температуре +907 °С, при этом выделяется вредный токсичный пар, приводящий к отравлению. В результате этого происходит выгорание металла, снижение его коррозионной стойкости, образование пористости сварного шва и снижение качества.
Избежать таких проблем помогает использование альтернативных методов. В сортаменте трубного проката ВГП используются резьба и муфты, а также применяют пресс-фитинги с уплотнителем и обжимным кольцом.
Пункт 1.6 СНиП 3.05.01-85 «Внутренние санитарно-технические системы зданий» рекомендует сваривать оцинкованные трубы одновременно с отсосом токсичных газов или зачищать слой оцинковки от торцов на расстоянии 20–30 мм. После этого необходимо нанести на зону около шва слой 94%-ной цинковой краски.
В 2012 году этот документ аннулировали. В пришедшем ему на смену новом СП 73.13330.2016, согласно пункту 4.6, запрещено использовать внутри любых помещений трубопроводные системы из оцинкованной стали, соединенные посредством сварки. Но пункт 5.1.2 допускает производить монтаж таких конструкций, выполненных из ковкого чугуна, с помощью фланцев и фитингов.