Общее
Шовная сварка является одним из методов контактной сварки. Два куска металла соединяются друг с другом и плотно сжимаются между двумя сварочными электродами-роликами. После этого на электроды подаётся напряжение с импульсного блока, и свариваемый материал прокатывается между сварочных роликов. Процесс сварки может быть непрерывным, если необходима сварка непрерывным швом, либо периодическим для образования прерывистого шва. Рабочий цикл, состоящий из импульсов напряжения и пауз между ними, может быть выбран оператором. Также имеется плавная регулировка скорости вращения сварочного ролика и тока сварки. Станок имеет систему охлаждения и пневматическую систему сжатия роликов.
Машина шовной сварки FN-1B/2B является усовершенствованной моделью сварочного станка, основанного на модели FN-1A/2A. В Модели
FN-1B/2B
улучшены некоторые технические решения, введены усовершенствования. Данная модель имеет
следующие особенности
: 1. Пневматический цилиндр создаёт давление сварочного ролика на свариваемый металл. Упрощённая структура механизма решает проблему изменения давления, вызываемую трением сварочного ролика, а также эффективно стабилизирует колебательные движения, возникающие в результате работы станка. 2. Устройство регулирования тока сварки имеет плавную и точную регулировку, вследствие применения мощных управляемых кремниевых тиристоров и системы контроля тока. 3. Электронная регулировка частоты вращения двигателя приводного сварочного ролика на интегральных микросхемах позволяет задавать скорости сварки в диапазоне 0~3.2 м/мин. 4. Автоматическая система управления сварочным процессом позволяет задавать все необходимые параметры сварки и, далее: процесс сварки выполняется автоматически, и оператору не нужно делать ничего, кроме как нажимать на ножную педаль и загружать-выгружать заготовки.
Роликовая сварка нержавейки — Справочник металлиста
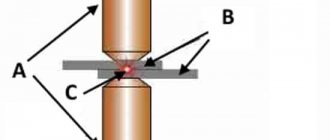
Роликовая сварка, схема
Роликовая сварка является таким усложненным видом точечной сварки, когда точки так тесно, с перекрытием, сближены между собой, что образуется полоса сплошного соединения. В отличии от других видов этой сварки, она применяется она для изготовления различного рода тонкостенных изделий, требующих:
Ход роликовой сварки
Примеры роликовой сварки
Толщина свариваемых деталей обычно не превосходит 3 мм.
Диаграммы изменения тока, давления и скорости вращения роликов приведены на рис.
- Давление в течение всей сварки остается неизменным.
- Во избежание перегрева ток пропускается отдельными импульсами.
- Сила тока, длительность сварочных импульсов и пауз между ними выбираются так, чтобы, во-первых, при каждом импульсе образовалась полноценная сварочная точка и, во-вторых, чтобы эти точки перекрывали друг друга «а 1/2 — 2/3 их длины.
| пример роликовой сварки 2 | пример роликовой сварки 3 | пример роликовой сварки 4 |
| пример роликовой сварки 5 | пример роликовой сварки 6 | пример роликовой сварки 7 |
Перемещение деталей относительно роликов или вращение роликов обычно непрерывное, как показано на рис. Реже применяется так называемая шаговая сварка (рис, б), когда ролики вращаются с остановками. Ток включается при неподвижных роликах, во время паузы они поворачиваются и перемещаются по детали на некоторое расстояние (1,5—4,5 м) для сваривания очередной точки и т. д.
Механическая часть машины здесь существенно усложняется, линейная скорость сварки ниже, чем при первом способе.
Ввиду того, что образование и отвердевание ядра происходит при неподвижных роликах, охлаждение поверхности детали здесь более интенсивнее, а уплотнение расплавленного ядра более полное, так как они происходят в момент продолжающегося давления неподвижного ролика (при первом способе затвердевание ядра происходит частично уже тогда, когда зона сварки вышла из- под электродов).
Роликовая сварка в схеме
Приминение
Примеры роликовой сварки
Шаговую сварку целесообразно применять в тех случаях, когда особенно опасен перегрев наружной поверхности детали, например при сварке плакированного дюралюминия и в других случаях.
На рис, в приведена сварка с непрерывным течением тока. Применяется она относительно редко — для соединения тонких (до 1 мм) листов малоуглеродистой стали.
Параметрами режима роликовой сварки являются сила тока, давление, скорость сварки, длительность импульса и паузы, ширина рабочей поверхности роликов. Оказывает некоторое влияние я диаметр роликов.
- Сила тока в 1,5—2 раза больше, чем при точечной сварке.
- Это объясняется тем, что во избежание перегрева поверхности листов режим сварки каждой элементарной точки должен быть достаточно жестким
- Увеличение тока требуется также в связи с шунтированием, которое венду непосредственной близости смежных точек достигает значительной величины. Примерно в таком же соотношении принимается и давление.
Скорость сварки а суммарное время импульса и паузы находятся в следующей зависимости:
роликовая сварка
где Vсв —скорость сварки в м/мин;
а — шаг точек в мм:
tсекtn —длительность импульса и паузы в сек.
Шаг точек зависит от толщины н рода металла. Для малоуглеродистых и низколегированных сталей шаг составляет 2,8—3,2 от толщины более тонкой детали, для нержавеющей стали — 2,4—2,8 и для легких и цветных металлов и сплавов 2,0—2,4.
Пример сварочных электродов для сварки
Аппарат для роликовой сварки
Физические характеристики
Время сварки и время паузы между собою должны находиться в определенном соотношении. Для малоуглеродистой стали tсв= (1 — 2) tn, для нержавеющей стали tсe — (0,7 / 1,5)tn и для легких сплавов — tce=(0,2/0,5)„. Выбору большей скорости соответствует уменьшение длительности всего цикла» а значит» и длительности каждого импульса.
Это потребует увеличения тока и давления. Обычно скорость роликовой сварки лежит в пределах 0,5-2,0 м/мин. С увеличением толщины необходимая механическая и электрическая мощность машин должна сильно увеличиваться, а скорость сварки снижаться.
Поэтому, начиная с толщины 3 мм и выше» более выгодно применять не роликовую сварку, а автоматическую сварку под слоем флюса.
Ширина рабочей поверхности роликов влияет на процесс сварки аналогично диаметру электродов при точечной сварке.
От диаметра роликов зависит его износ и в некоторой мере нагрев поверхности деталей. С увеличением диаметра улучшается охлаждение ролика и детали, сильно уменьшается износ ролика. Диаметр ролика принимается в пределах 150—300лш.
Для сварки легких сплавов на нормальных машинах сила тока должна быть примерно в два раза большей а время импульса в два раза меньше, чем для малоуглеродистой стали.
Давление принимается таким же, как при сварке стали. Как и при точечной сварке этих сплавов. электроды изготовляются из чистой меди; рабочей поверхности их иногда придают сферическую форму.
Очистка поверхности деталей и электродов должна быть еще более тщательной, чем при точечной сварке.
Аппарат для роликовой сварки
Сварка металла
Сварка нержавеющей стали осуществляется при силе тока примерно в два раза меньшей и давлении в 1,5 раза большем по сравнению со сваркой малоуглеродистой стали. Обязательно интенсивное наружное охлаждение.
Подготовка под сварку
Очистка поверхности для роликовой сварки производится также, как и для точечной сварки, но тщательность очистки должна быть повышенной.
Перед роликовой сваркой детали с помощью приспособлений собираются и свариваются на точечной машине в нескольких точках.
Направление деталей по месту сварки часто осуществляется вручную. При повышенных скоростях сварки (больше 1,5 м мин) точное направление деталей, особенно громоздких, становится затруднительным, поэтому рекомендуется создавать специальные поддерживающие и направляющие приспособления.
Наличие зазоров после сборки и прихватки может привести к образованию выплесков и под плавлению поверхности деталей; зазоры после прихватки должны быть устранены или сведены к минимуму.
Ширина нахлестки или отбортовки должна быть не менее 12—18 мм при толщине стали 1-2 мм, что необходимо для предотвращения раздавливания металла кромок и для беспрепятственной деформации при сварке.
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан.
Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE).
АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина.
Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист.
Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм Лучше всего сваривается нержавейка с пониженным содержанием углерода.
В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Технические характеристики
| Модель | FN-35-1B/2B | FN-50-1B/2B | FN-75-1B/2B | FN-100-1B/2B | FN-125-1B/2B | FN-160-1B/2B |
| Номинальная мощность, кВт | 35 | 50 | 75 | 100 | 125 | 160 |
| Продолжительность загрузки, % | 50 | 50 | 50 | 50 | 50 | 50 |
| Напряжение питания, В | 380 | 380 | 380 | 380 | 380 | 380 |
| Толщина сварки, мм | 1+1 | 1.5+1.5 | 2+2 | 2.5+2.5 | 3+3 | 3.5+3.5 |
| Скорость сварки, м/мин | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 | 0.8~3.2 |
| Потребление воды, л/ч | 300 | 300 | 400 | 600 | 800 | 800 |
Структура машины шовной сварки
Машины шовной сварки данной серии состоят из: корпуса, пневматической системы, блока регулировки частоты вращения мотора, системы вентиляции, системы электроуправления и системы постоянного охлаждения воды. Ниже представлено подробное описание каждой детали станка: 1. Корпус: основная деталь сварочного станка, совокупность сварочной угловой стали и листового железа. 2. Система пневматики: включает в себя систему очистки воздуха, электромагнитный клапан, штуцера, шланги пневматики. 3. Система регулировки частоты вращения мотора: включает в себя редуктор, двигатель постоянного тока и блок управления. 4. Система вентиляции состоит из: баллона, направляющей трубки и пр. 5. Система электроуправления включает в себя блок тиристорных переключателей и автоматический регулятор тока. 6. Система охлаждения воды состоит из: устройства подвода воды, гибкой второстепенной охлаждающей воду трубки, фиксатор электрода охлаждающего трубопровода, датчик замера уровня воды.
Шовная (роликовая) контактная сварка
Технология шовной контактной сварки была разработана в конце XIX века. Сварка ведется без плавящегося электрода и присадочного материала. Нагрев и расплавление небольшой области заготовок происходит за счет электрического разряда высокой интенсивности, периодически пропускаемого между двумя роликовыми электродами, к которым прикладывается значительно усилие на сжатие. Шов состоит из множества перекрывающихся зон проплавления. Метод предназначен для сваривания тонкого листового проката, в том числе и имеющего сложные пространственные формы.
Установка и использование
1. Закрепите сварочный станок на ровном бетонном полу при помощи анкерных или закладных болтов. 2. Подключите станок к источнику питания 380В, 50-60Гц, соответствующий мощности потребления сварочного станка. Сварочный станок не должен соприкасаться с поверхностью, на которой он стоит, сопротивление заземления должно быть менее 4 Ом, а сопротивление изоляции не менее 2,5 МОм. 3. Включите источник подачи сжатого воздуха, внешний воздушный компрессор должен поддерживать давление воздуха между 0.2~0,5 МПа, как было настроено. 4. Дальнейшие действия: 1) При включении питания включается световой указатель. 2) Включите регулятор мотора, установите скорость сварочного ролика для выбора подходящей скорости сварки. 3) Нажимая на ножную педаль, проверьте функции станка. Необходимые параметры шовной сварки установите на панели управления.
Машины и станки контактной сварки
Для роликовых электродов чаще всего используют бронзу. Изготавливают их в виде заостренных дисков диаметром 35-45 см, ширина рабочего обода 4-10 мм. Для сваривания сложных заготовок применяют аппараты с двумя и более роликовых пар.
Потребляемая мощность аппаратов варьируется в пределах от 25 до 300 киловатт.
Маломощными считают станки в 25-40 киловатт, средняя мощность — 4-100 , машины большой мощности потребляют от 100 до 300.
Устройство средней мощности МШ-2203 требует трехфазного электропитания 380 вольт, рабочий ток — до 22 тысяч ампер. Усилие прижима достигает 5 тонн
Сваривает машина контактной шовной сварки стальные листы толщиной до 1 мм. Существует две модификации – с вылетом роликов 400 и 700 мм.
Эксплуатация панели управления
В соответствии с потребностями наших клиентов автоматический режим сварки подразделяется на два вида: общую постоянную сварку и периодически пульсирующую сварку. 1. Счетчик: считает сварочные швы. 2. Очистка счётчика: нажмите кнопку для сброса счётчика на ноль. 3. «Выпуск Да\Нет»: при включении на графу «нет», нажмите на ножную педаль, все части станка, будут работать в автоматическом режиме. 4. Включение питания: включите главный переключатель блока управления для подготовки работы со станком. 5. Время предварительного прижима: относится ко времени предварительного давления между каждым циклом сварки и продувом, это время должно быть больше, чем время, необходимое пневматическому цилиндру, чтобы переместиться сверху вниз. 6. Регулировка тока шовной сварки: по часовой стрелке – увеличение мощности тока, против часов – уменьшение. 7. Скорость вращения мотора: по часовой стрелке – частота вращения мотора увеличивается, против часовой – уменьшается. 8. Пауза: увеличивается время электродного заряда перед сваркой, действуя как перерыв в процессе периодической сварки. Чем больше объём работы, тем дольше перерывы в работе станка. 9. Сварка: во время сварки, питание подаётся в импульсном режиме. Чем больше объём работы, тем дольше время работы станка. 10. Нерабочее время — это время, между последней работой станка и настоящим включением. Обычно, не отражается на качестве сварки. 11. Посмотрите настройку сварки на картинке, расположенной ниже.
На рис. 1 показаны параметры фактического объёма и время продолжительности одного цикла сварки. Поскольку используется прерывистый сварной шов, то чем дольше время работы станка и сильнее ток, тем выше производительность. Если время цикла достаточно велико — места сварки глубокие и нечастые. Конечно, скорость вращения сварочного ролика также важна.
Примечание при использовании машины шовной сварки
1. Воду необходимо включать прежде, чем сварочный станок начнёт работу. Каждая подвижная часть машины, вместе с коробкой для отходов должны быть постоянно смазаны. Обрабатываемый материал должен быть почищен перед сваркой, чтобы не повредились электроды и сварочные ролики. 2. В случае, если температура помещения, где установлен станок, ниже нуля по Цельсию, необходимо удалить воду из трубопровода системы охлаждения после окончания работы станка во избежание разрыва трубы при замерзании воды. 3. Сварочный станок необходимо проверять после каждого выключения электропитания. Оператору необходимо надеть брезентовые перчатки и плотный фартук, чтобы не ошпариться. 4. Машина шовной сварки не должна стоять в сыром помещении, ввиду возможности отсыревания блока питания. Сопротивление изоляции между питающей цепью и наружным корпусом должно быть не менее 2.5 МОм, и только в этом случае станок можно включить и использовать. 5. Место размещения сварочного станка должно быть чистым и не должно содержать каустические и горючие вещества, едкие газы и какие-либо продукты химического разложения соединений, так как это может нанести серьёзные повреждения изоляционной системе сварочного станка. 6. Сварочный станок должен работать в точном соответствии с номинальной грузоподъёмностью, перегруз станка не разрешён.
Описание технологии шовной сварки
Листовые заготовки накладываются друг на друга и сжимаются роликовыми электродами с большой силой. На электроды периодически подаются мощные импульсы тока, сила которого достигает тысяч ампер. Протекающий ток сильно нагревает контактное пятно между электродами, доводя метал до плавления. По окончании импульса зона расплавления кристаллизуется под сильным давлением, образуя шовный материал и соединяя заготовки в единое целое. Ролики перекатываются на соседний участок заготовки, подается следующий импульс и рабочий цикл повторяется. Вдоль линии шва образуется цепочка пятен точечной контактной сварки овальной формы. Эти пятна могут частично перекрываться, образуя непрерывную и герметичную шовную линию.
В зависимости от типа передвижения деталей и способа подачи импульсов тока шовная контатная сварка продразделяется на :
- Шаговая. Давление роликов постоянно, детали перемещаются рывками, при остановке подается рабочий импульс. Получается прерывистая цепочка точек, сваренных контактным способом. Применяется при сваривании цветных сплавов и легких металлов. Не обеспечивает герметичности шовного материала.
- Непрерывная. Усилие прижима постоянно, ток также подается постоянно. Практически применяется редко из-за быстрого расходования роликов, высокого расхода электроэнергии и перегревания свариваемых деталей, приводящего к их короблению.
- Прерывистая. Усилие прижима сохраняется неизменным, скорость подачи заготовок также постоянная. Импульсы подаются с такими перерывами, чтобы обеспечить непрерывную линию шва за счет частичного перекрытия зон точечной контактной сварки.
Схема шовной сварки (принцип работы)
Прерывистая контактная шовная роликовая сварка позволяет получить надежное и герметичное шовное соединение при приемлемом расходе роликов и электроэнергии. Степень перекрытия сварных зон регулируется путем подстройки скважности (периода следования) импульсов. Эта технология шовной сварки получила наибольшее распространение. Требования к проведению операции описаны в стандарте ГОСТ 15878-79.
Техническое обслуживание сварочной машины
| Техническое обслуживание деталей станка | Пояснение технического обслуживания | Что необходимо сделать | Как часто необходимо делать |
| Полный спектр | Вытереть пыль с корпуса | Вытереть пыль | ежедневно |
| Смазка пневматики и движущихся частей станка | Наполнить маслом смазочное устройство | При необходимости | |
| Уборка разбрызганной жидкости и пыли | Убрать разбрызганную жидкость при помощи ковша и пыль при помощи компрессора | ежемесячно | |
| Трансформатор | В установленном порядке проверяйте шланг, подключённый к трубопроводу, если нет воды – долейте | Совершайте проверку как можно чаще. При утечке воды, устраните проблему вовремя. | ежедневно |
| Состояние соединения болтов, вторичной обмотки и натяжных ремней | Плотно затяните раскрученные болты | каждый сезон | |
| Грязь, попавшая на трансформатор, должна быть убрана вовремя | Убрать грязь | ежемесячно | |
| Сварочный электрод | Держите поверхность обрабатываемого материала чистой | Вымыть и протереть поверхность | ежедневно |
| На рабочей поверхности не должно быть металлических предметов | Протереть или переместить электрод | ежедневно | |
| Система охлаждения | Станок не может быть использован без охлаждающей жидкости | Сначала включить воду, только затем сам сварочный станок | как указано в инструкции |
| Убедитесь, что система охлаждения не засорена | Вовремя чистите систему от засора и отложений | каждый сезон | |
| Температура воды не должна быть слишком высокой | Убедитесь, что температура воды на впуске не превышает 30oC, а конечная температура воды не выше 50oC | ежедневный осмотр | |
| Предотвратите замерзание станка, чтобы трубы не лопнули от замерзшей жидкости | Ежедневно при помощи компрессора убирайте воду из системы охлаждения | преимущественно зимой |
Примечание:
нет необходимости часто доливать масло в смазочную коробку. Когда уровень масла будет ниже о, долейте смесь касторового масла с графитным в пропорции 2:1.
Оборудование для контактной шовной сварки
Производители предлагают сварочные станки и аппараты различных модификаций. Наиболее востребованными остаются стационарные машины. К неподвижной станине крепятся основные узлы:
- источник электрического тока с блоком регулятора (малогабаритный инвертор с импульсной схемой прерывания тока и двойным преобразователем напряжения, сглаживающим скачки);
- держатель неподвижного роликового электрода – сужающегося к кромке диска из бронзового сплава;
- кронштейн подвижного диска, он крепится на подшипнике, стандартный вылет кронштейна 400 или 700 мм;
- прижимной механизм, он бывает нескольких типов: ножная педаль, пневматический привод, гидравлика, комбинированный;
- устройство подачи заготовок.
При перпендикулярном соединении заготовок ведущим считается верхний нажимной диск, при продольном – опорный.
Сварочные машины различаются роликовыми электродами, их может быть два или в устройстве устанавливают сразу несколько роликовых пар. Диаметр диска колеблется от 35 до 45 см, ширина обода от 0,4 до 1 см. Процесс сваривания листов бывает односторонним и двухсторонним.
Машины различают по мощности:
- маломощные потребляют от 25 до 40 кВт, работают от стандартной сети 220 В;
- среднемощностные – от 40 до 100 кВт, подключаются к трехфазному току 380 В;
- большой мощности – от 100 до 300 кВт, у них прижимное усилие достигает 5 тонн, ампераж 22 кА.
Роликовый сварочный стенд снабжен вращателем, с помощью которого привариваются круглые детали, соединяют сопряженные цилиндры. Заготовки вращаются на специальном стенде с разнонаправленными регулируемыми опорами, широким вылетом кронштейнов. Электродные диски вращаются червячной передачей. Образуются герметичные ровные швы по всей окружности.
Шовные клещи выпускают двух видов:
- подвесные, неподвижно закрепляется один из электродов, другой регулируется;
- переносные, прижимное устройство и диски крепятся на подвижных рычагах.
В рабочее положение клещи устанавливаются шарнирным пневмоприводом. Аппарат предназначен для сварки изделий сложной конфигурации, когда заготовки нельзя поместить в машину или установить на стенд.
Проблемы и их решения
| Характер проблемы | Возможные причины | Решения |
| Лампочка индикации контроллера не работает | 1. Неисправна плата или лампочка. | Проверить, заменить |
| 2. Сгорел предохранитель контроллера. | Проверить, заменить | |
| 3. Выключатель сломан. | Проверить, заменить | |
| Выключатель не работает при нажатии на педаль | 1. Сломана педаль. | Проверить, починить, заменить |
| 2. Сломан выключатель. | Проверить, заменить | |
| 3. Сломана монтажная схема. | Проверить, заменить | |
| Не вращается сварочный ролик | 1. Повреждён мотор. | Проверить, заменить |
| 2.Сгорел предохранитель. | Проверить, заменить | |
| 3. Контроллер повреждён. | Проверить, заменить | |
| 4. Сломан узел очистки. | Проверить, починить, заменить | |
| 5. Установлена слишком маленькая скорость. | Проверить, отрегулировать | |
| Повышенное искрение электродов при сварке | 1.Давление в цилиндре слишком маленькое либо слишком большое. | Настроить |
| 2.Расстояние между электродами слишком большое или слишком маленькое. | Настроить | |
| 3.Время предварительного зажима слишком мало. | Настроить | |
| 4. Выбран неподходящий режим сварки. | Настроить | |
| 5. Грязный материал для сварки. | Почистить | |
| При нажатии на педаль цикл не запускается | 1. Сломана микросхема. | Проверить, заменить |
| 2. Главный трансформатор повреждён. | Проверить, заменить | |
| 3. Пульт управления сломан. | Проверить, заменить | |
| Сварка недостаточно плотная | 1. Выбран неподходящий режим сварки. | Настроить |
| 2. Плохой контакт сварочного ролика, ролик грязный. | Проверить, протереть | |
| После нажатия на педаль, вращение мотора не прекращается | 1. Цилиндр повреждён. | Проверить, заменить |
| 2. Сломан клапан. | Проверить, заменить | |
| 3. Пульт управления сломан. | Проверить, заменить |
Схемы
Схема № 1
Схема № 2
Схема № 3
Схема № 4