Термины и понятия
Сначала о терминологии
Для краткости будем применять вместо «гостовских» эквивалентных наименований «анодное окисление
» и «
анодное оксидирование
» более короткий, но с тем же смыслом, термин «
анодирование
», а вместо «гостовского» «
анодно-окисное покрытие
» – более простое и популярное «
анодное покрытие
».
Что такое анодирование
Анодирование – это метод повышения коррозионной стойкости металлического изделия путем формирования слоя оксида на его поверхности. Изделие, которое обрабатывается, является в этом электролитическом процессе анодом. Анодирование повышает стойкость поверхности изделия к коррозии и износу, а также обеспечивает более высокую адгезию для красок и клеящих веществ, чем просто «голый» алюминий.
Анодные покрытия могут также применяться как декоративные покрытия или в виде пористого покрытия, которое может впитывать различные красители, или в виде прозрачных покрытий, которые дают интерференционные эффекты при отражении света. Такие интерференционные покрытия применяют, например, на велосипедах или одежде велосипедистов, чтобы их можно было хорошо видеть ночью.
Как происходит анодирование
Процесс создания этого защитного оксидного покрытия происходит электролитически. Металлическое изделие, на котором нужно получить анодное покрытие (обычно алюминий) погружают в ванну с электролитическим раствором. В этой же ванне установлены катоды, обычно вдоль бортов ванны. Когда электрический ток проходит через раствор кислоты на катоде выделяется водород, а на аноде – кислород. Это приводит к тому, что на аноде – алюминиевом изделии – начинает расти оксидная пленка.
В зависимости от назначения анодного покрытия и применяемого процесса анодирования можно получать анодное покрытие с различными характеристиками. Анодное покрытие, которое может вырастать на алюминиевом изделии, способно иметь толщину в 100 раз больше, чем оксидное покрытие, которое образуется на алюминии естественным путем.
Поскольку металлическое изделие является «анодом» в этом электролитическом процессе, то весь этот процесс называют «анодированием».
Анодирование металлов
Хотя на различных металлах, включая титан, гафний, цинк и магний, также могут формироваться анодное покрытие, обычно под анодированием подразумевают анодирование алюминия и его сплавов.
Зачем анодировать алюминий?
Популярность алюминия во многом связана с его хорошей естественной коррозионной стойкостью. Она достигается из-за высокого химического сродства алюминия к кислороду, то есть их большого взаимного стремления вступать друг с другом в реакцию с образованием оксида алюминия. Эта очень тонкая оксидная пленка мгновенно покрывает любую свежую поверхность алюминия сразу после ее контакта с воздухом. Однако в некоторых случаях необходимо иметь более высокую степень защиты (коррозионной или химической), модифицировать внешний вид поверхности (цвет, текстуру и т.п.) или создать заданные физические свойства поверхности (повышенная твердость, износостойкость или адгезия). В таких случаях прибегают к анодированию алюминия и алюминиевых сплавов.
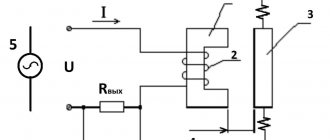
Рисунок 1 – Схема процесса анодирования
Анодирование в сернокислом электролите
Анодирование в серной кислоте позволяет получить полупрозрачные, бесцветные покрытия толщиной около 35 мк. Если процессу анодирования предшествует процесс глянцевания поверхности деталей, покрытия получают высокие декоративные качества (блестящее анодирование). В серной кислоте получают также пластичные анодные пленки, которые не разрушаются при формовке изделий.
Концентрация серной кислоты и температура электролита
Концентрация серной кислоты для анодирования в промышленных условиях принимается в диапазоне 8-35% (по массе). В концентрированном растворе анодная пленка получается мягкой и пористой, эластичность пленки высокая. Классической является концентрация 15% (по массе). Температуру в процессе анодирования задают в пределах от 180С до 250С. В большинстве случаев принимается температура в 200С. С применением серной кислоты получают также твердые анодные пленки, в этом случае процесс анодирования проводится при низких значениях температур (от -5 до +5 0С).
Контроль температуры в процессе анодирования является обязательным, от температуры зависит плотность тока и скорость растворения пленки, что в свою очередь оказывает прямое влияние на качество и характеристики покрытия. Для того, чтобы избежать локального перегрева раствора электролита используют специальные перемешивающие устройства.
Напряжение и плотность тока
При анодировании в серной кислоте используется стандартный выпрямитель с выходным напряжением до 24 вольта. При стандартном режиме сила тока составляет 16 вольт при плотности тока 1,5 а/дм2. Для получения коррозионностойких пленок большой толщины напряжение силу тока поднимают до 18 вольт, а при обработке сплавов алюминия с кремнием до 22 вольт. В отдельных случаях, например, при анодировании рулонного материала или проволоки используется переменный ток. Использование пониженной плотности тока позволяет получать тонкие, прозрачные окисные пленки, превосходящие по прозрачности пленки аналогичной толщины, полученные при стандартных значениях плотности тока.
Длительность процесса
Продолжительность процесса анодирования зависит от требуемых значений толщины пленки, а также используемой плотности тока. Для чистого алюминия это соотношение можно предложить в виде:
Толщина пленки, мк. = (Плотность тока, а/дм2 Х Время, мин.)/3
Соотношение является приблизительным, т. к. на продолжительность процесса может зависеть от типа сплава и режима обработки.
Рабочий процесс
Технологический процесс анодирования отличается от процессов нанесения гальванических покрытий прежде всего тем, что рассеивающая способность электролитов анодирования значительно выше, чем у электролитов, использующихся при процессах хромирования, меднения, цинкования или никелирования металла. Эффективная рассеивающая способность при активном перемешивании позволяет получать равномерные по толщине пленки на всей поверхности изделий, включая внутренние поверхности отверстий и пазов.
В остальном технологический процесс анодирования аналогичен процессам электрохимического нанесения покрытий – изделия погружают в предварительно нагретый электролит на подвесах или зажимах, детали не соприкасаются друг с другом, расстояние до катода должно быть не менее 15 см. (для габаритных изделий значения выше). Затем включается перемешивание раствора и подается ток. В обычных условиях площадь катода должна быть равна площади анода, сечение катода должно быть достаточным для обеспечения требуемой плотности тока.
По окончании процесса прекращают подачу тока и незамедлительно извлекают изделия из гальванической ванны. Изделия промывают в проточной воде и сушат.
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
- архитектурное (строительное) анодирование
- декоративное анодирование
- промышленное анодирование
- твердое анодирование.
Анодные покрытия подразделяется на классы по их толщине:
- минимально допустимая средняя толщина и
- минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
- АА10
- АА15
- АА20
- АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
- АА03
- АА05
- АА10
- АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными.
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.
Анодирование в хромовой кислоте
Хромовая кислота используется, если требуется провести анодирование ответственных алюминиевых деталей и узлов с тонкими стенками или с высокой точностью обработки. Растворение алюминия в хромовой кислоте ниже, чем в серной, снижение усталостной прочности металла ниже – пленка получается тонкой, непрозрачного серого цвета. Максимальная толщина окисной пленки достигает 10 мк., стандартная толщина от 2,5 до 5 мк.
Концентрация хромового ангидрида CrO3 принимается в пределах от 2 до 15% (по массе). Температуру режима в большинстве случаев задают в пределах 25-400С, активное перемешивание раствора электролита не требуется. При анодировании в 10% растворе хромовой кислоты температуру процесса поднимают до 540С при напряжении 30 вольт для обеспечения плотности тока равной 1,2 а/дм2. Для сплавов, содержащих в своем составе медь или цинк напряжение задается в пределах 15-20 вольт при той же плотности тока. При анодировании в электролите низкой концентрации 3-5% (по массе) применяется специальный режим подачи напряжения и процесс проходит циклами. Данный режим используется для обнаружения дефектов поверхности изделия или при формировании подслоя под покраску.
Технология
Электрохимия
Анодирование алюминия относится к электрохимическим процессам формирования стабильных оксидных покрытий (пленок) на поверхности металлов. Анодирование алюминия и алюминиевых сплавов может происходить с участием разнообразных электролитов с применением источников прямого или переменного тока или их комбинаций. При этом алюминиевое изделие (далее для определенности – профиль) всегда является анодом, то есть его подключают к положительному полюсу источника тока, а другой подходящий металл или сплав – катодом и его подключают к отрицательному полюсу (рисунок 1).
Анодные покрытия различают по типам электролитов, которые применяют при их получении. Покрытия бывают пористыми, например, в фосфорном и сернокислом электролитах, а также так называемыми «барьерными» – совсем без пор. Барьерные анодные покрытия обладают высоким электрическим сопротивлением и их применяют, например, при изготовлении электрических конденсаторов.
Сернокислое анодирование
Обычным, наиболее популярным и широко применяемым для алюминиевых профилей в строительных конструкциях является сернокислое анодирование алюминия. Этот вид анодирования отличается высокой технологичностью и позволяет получать покрытия в широком интервале толщин. Сернокислое анодное покрытие применяют как без дополнительного окрашивания – его называют бесцветным, так и с последующим окрашиванием по одному из нескольких известных способов – его называют цветным анодированием. Заключительной операцией обычно всегда является операция наполнения (или уплотнения) пор.
Анодирование или окраска алюминия
Сернокислое анодное покрытие образуется в результате «реакции» алюминия с ионами раствора серной кислоты. Оно занимает больший объем, чем исходный алюминий и поэтому в результате анодирования происходит увеличение толщины изделия. При сернокислом анодировании это увеличение составляет приблизительно одну треть от общей толщины покрытия. В этом заключается коренное отличие анодного покрытия от, например, порошкового (рисунок 2):
- анодное покрытие формируется из поверхностного слоя алюминия,
- порошковое покрытие – на поверхности алюминия.
Рисунок 2 – Изменение толщины изделия при анодировании и порошковом окрашивании
Способы анодирования алюминия
Конкретный способ анодирования зависит от вида изделия. Например, небольшие изделия или детали, могут анодировать «насыпью» в барабанах или корзинах. Профили длиной до 7 м, иногда до 10 м, анодируют на специальных навесках. Эти навески обычно представляют собой несколько токопроводящих стержней, рамок или каркасов, к которым прочно и достаточно жестко крепятся профили (см. рисунок 1). Прочное крепление профилей необходимо как для того, чтобы они, не свалились с навесок и прошли все циклы «окунания» и «полоскания» в ваннах, в том числе при интенсивном перемешивании растворов и промывочных вод (барботировании)/ Кроме того, что еще важнее, прочное крепление изделий к навескам должно обеспечивать постоянный и надежный электрический контакт профилей с положительным полюсом источника тока непосредственно в процессе анодирования.
Подготовка поверхности алюминия
Типичная линия анодирования алюминиевых профилей показана на рисунке 3.
На линию анодирования алюминиевые профили подают или прямо после прессования, или после предварительной механической подготовки поверхности (обработки стальными щетками, обработки дробью, полирования, шлифования и т.п.).
- Первой операцией процесса анодирования является навешивание профилей на навески. Навеска с алюминиевыми профилями обычно сначала проходит щелочное обезжиривание, а затем щелочное травление для удаления с поверхности профилей различных загрязнений: масел, твердых частиц и оксидной пленки.
- После щелочного травления проводят обработку навески в ванне осветления (desmutting), чаще всего – сернокислой (80-100 г/л), для удаления с поверхности темных продуктов щелочного травления.
- Обработка в ваннах с рабочими растворами сопровождается тщательной промывкой изделий в воде, последняя промывка перед анодированием – в деминерализованной. После этого изделие, в принципе, готово к анодированию.
Рисунок 3 – Типичная линия ванн для анодирования алюминиевых профилей [1]
Матовое анодирование
При особых требованиях к анодированной поверхности проводят дополнительную обработку поверхности профилей: матовое травление, а также химическое или электрохимическое осветление. Матовое травление обычно проводят в щелочных ваннах специального химического состава. При этом поверхностный слой алюминия заданной толщины удаляется вместе с различными поверхностными дефектами, а поверхность становится матовой (рисунок 4).
Рисунок 4- Матовая и блестящая поверхность анодированного алюминия [3]
Матовая поверхность максимально рассеивает свет и делает «невидимыми» оставшиеся дефекты поверхности. Если готовая продукция должна иметь блестящую или зеркальную поверхность, то перед анодированием изделия подвергают химическому или электрохимическому осветлению. При этой процедуре с поверхности изделия удаляется алюминий и образуется очень гладкая поверхность с очень большой отражательной способностью.
Наполнение анодного покрытия
После анодирования профили или отправляют дальше по линии на окрашивание, или сразу направляют на наполнение пор, если это бесцветное анодирование. Операцию наполнения (или уплотнения) после бесцветного анодирования или цветного анодирования проводят затем, чтобы «закрыть», «закупорить» поры анодного покрытия. Эта операция является очень важной для обеспечения длительного сохранения внешнего вида анодированного изделия. После операции наполнения изделия при необходимости подвергают сушке, снимают с навесок и отправляют на приемку и упаковку.
Рисунок 5 – Гидротермическое наполнение анодного покрытия [2]
ОПИСАНИЕ УСТАНОВКИ
ВАННА ОБЕЗЖИРИВАНИЯ + ВАННА ТРАВЛЕНИЯ
- Ванна из стального листового проката толщ. 3 мм
- Внешние стальные опоры, пластина 150×12
- Изоляция минватой, плотность 80 кг/м3, облицованной стальным листом толщ. 1,2 мм с двойной кислотостойкой окраской
11 ВАНН ПРОМЫВКИ
- Ванна из стального листового проката толщ. 3 мм
- Внешние стальные опоры, пластина 150×12 с двойной кислотостойкой окраской
ВАННА НЕЙТРАЛИЗАЦИИ
- Ванна из стального листового проката толщ. 3 мм
- Внешние стальные опоры, пластина 150×12 с двойной антикислотной окраской
ВАННЫ АНОДИРОВАНИЯ
- Ванна из стального листового проката толщ. 3 мм
- Внешние стальные опоры, пластина 150×12 с двойной антикислотной окраской
ВАННА ЭЛЕКТРООКРАШИВАНИЯ
- Ванна из стального листового проката толщиной 3 мм
- Внешние стальные опоры, пластина 150×12 с двойной антикислотной окраской
ВАННА ЗОЛОЧЕНИЯ
- Ванна из нерж. листа AISI316, толщина 3 мм.
- Внешние стальные опоры, пластина 150×12
- Изоляция минватой, плотность 80 кг/м3, облицованной стальным листом толщ. 1,2 мм с двойной антикислотной окраской
ВАННА ХОЛОДНОГО ЗАКРЕПЛЕНИЯ
- Ванна из нерж. листа AISI316, толщина 3 мм.
- Внешние стальные опоры, пластина 150×12
- Изоляция минватой, плотность 80 кг/м3, облицованной стальным листом толщ. 1,2 мм с двойной антикислотной окраской
ВАННА ГОРЯЧЕГО ЗАКРЕПЛЕНИЯ + ВАННА ГОРЯЧЕЙ ПРОМЫВКИ
- Ванна из нерж. листа AISI316, толщина 3 мм.
- Внешние стальные опоры, пластина 150×12
- Изоляция минватой, плотность 80 кг/м3, облицованной стальным листом толщ. 1,2 мм с двойной антикислотной окраской
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-ой ВАННЫ ОБЕЗЖИРИВАНИЯ И ВАННЫ ТРАВЛЕНИЯ
- 1 змеевик разогрева паром из нерж. AISI 304, в комплекте с кронштейнами, автоматическим клапаном терморегулированием
- 1 кронштейн для термодатчика
- 1 мешалка ванны, состоящая из перфорированной нерж. трубы Ø 42,2, с советующими кронштейнами и клапаном впуска воздуха.
- 1 труба из ПВХ Ø 40 и арматура для подачи воды.
ПРИНАДЛЕЖНОСТИ ДЛЯ 11 ВАНН ПРОМЫВКИ
- 1 мешалка ванны, состоящая из перфорированной трубы ПВХ Ø 40 закрепленная на дне ванны с соответвующими кронштейнами и клапаном впуска воздуха.
- 1 проходная заслонка верхнего уровня из ПВХ
- 1 выпускная труба из ПВХ Ø 90 для переполнения
- 1 клапан сброса из ПВХ Ø 50
- 1 труба из ПВХ Ø 40 и арматура для впуска воды
- облицовка из ПВХ толщ. 1.8 мм
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-й ВАННЫ НЕЙТРАЛИЗАЦИИ
- 1 труба сброса из ПВХ Ø 90 для переполнения
- 1 клапан сброса UNI 2277 Ø 40 из ПВХ
- 1 труба из ПВХ Ø 40 и арматура для впуска воды
- облицовка из ПВХ толщ. 1.8 мм
ПРИНАДЛЕЖНОСТИ ДЛЯ 3-х ВАНН АНОДИРОВАНИЯ
- Сдвоенная электроарматура с алюминиевыми штангами на противостоящих входах
- Прямоугольные электроды из экструзионного алюминия
- 1 мешалка ванны, состоящая из 2-х труб из ПВХ Ø 40
- 1 муфта из ПВХ в комплекте с вкладышем, хомутами, фланцем PN 10 Ø 4’’ для входа кислоты.
- 1 муфта из ПВХ в комплекте с вкладышем, хомутами, фланцем PN 10 Ø 4’’ для выхода кислоты в комплекте с фильтрами.
- 1 перфорированная труба из ПВХ Ø 110 в комплекте с кронштейнами для охлаждения серной кислоты.
- 4 фланца PN 10 DN 100 из ПВХ
- 2 клапана для втулок PN 10 DN 100 из ПВХ
- 1 труба из ПВХ Ø 40 впуска воды
- 1 труба из ПВХ Ø 40 впуска кислоты
- 1 пневмоцилиндр, содержащий:
- 2 электрических контакта с алюминиевыми штангами и охлаждение воды.
- 1 5-ти ходовой клапан
- 2 клапана для регулирования воздушного потока
- 1 электроклапан для автоматического управления
Спецификации:
Цилиндр с двойным эффектом:
- внутренний диаметр : 200 + 200 мм.
- Усилие 12 атм : 7.000 кг.
- Сжатый воздух : 10 атм.
- облицовка из ПВХ толщ. 1.8 мм
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-й ВАННЫ ЭЛЕКТРООКРАШИВАНИЯ
- Сдвоенная электроарматура с алюминиевыми штангами на противостоящих входах
- Трубчатые катоды из нерж. AISI304
- 1 мешалка ванны, состоящая из 2-х труб из ПВХ Ø 40
- 1 муфта из ПВХ в комплекте с вкладышем, хомутами, фланцем PN 10 Ø 4’’ для входа кислоты.
- 1 муфта из ПВХ в комплекте с вкладышем, хомутами, фланцем PN 10 Ø 4’’ для выхода кислоты в комплекте с фильтрами.
- 1 перфорированная труба из ПВХ Ø 110 в комплекте с кронштейнами для охлаждения серной кислоты.
- 4 фланца PN 10 DN 100 из ПВХ
- 2 клапана для втулок i PN 10 DN 100 из ПВХ
- 1 труба из ПВХ Ø 40 для впуска воды
- 1 труба из ПВХ Ø 40 для впуска кислоты
- 1 пневмоцилиндр, содержащий:
- 2 электрических контакта с алюминиевыми штангами и охлаждение воды.
- 1 5-ти ходовой клапан
- 2 клапана для регулирования воздушного потока
- 1 электроклапан для автоматического управления
Спецификации:
Цилиндр с двойным эффектом:
- внутренний диаметр : 200 + 200 мм.
- Усилие 12 атм : 7.000 кг.
- Сжатый воздух : 10 атм.
- облицовка из ПВХ толщ. 1.8 мм
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-й ВАННЫ ЗОЛОЧЕНИЯ
- 1 змеевик разогрева паром из нерж. AISI 304
- 1 3-х ходовой моторизованный клапан
- 1 кронштейн для термодатчика
- 1 комплектная мешалка ванны
- 1 клапан и сливной лоток для впуска воды
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-й ВАННЫ ХОЛОДНОГО ЗАКРЕПЛЕНИЯ
- 1 змеевик разогрева паром из нерж. AISI 304, в комплекте с кронштейнами, автоматическим клапаном и терморегулятором.
- 1 кронштейн для термодатчика
- 1 мешалка ванны, состоящая из нерж. перфорированной трубы Ø 42,2, с соответствующими кронштейнами и клапаном впуска воздуха.
- 1 труба из ПВХ Ø 40 и арматура для впуска воды
ПРИНАДЛЕЖНОСТИ ДЛЯ 1-й ВАННЫ ГОРЯЧЕГО ЗАКРЕПЛЕНИЯ + 1 ГОРЯЧАЯ ПРОМЫВКА
- 1 змеевик разогрева паром из нерж. AISI 304, в комплекте с кронштейнами, автоматическим клапаном и терморегулятором.
- 1 кронштейн для термодатчика
- 1 мешалка ванны, состоящая из нерж. перфорированной трубы Ø 42,2, с соответствующими кронштейнами и клапаном впуска воздуха.
- 1 труба из ПВХ Ø 40 и арматура для впуска воды
Контроль качества
Контроль толщины анодного покрытия
Обычно для приемо-сдаточного контроля качества анодированных алюминиевых профилей достаточно контроля внешнего вида, толщины анодного покрытия и качества наполнения. Толщина покрытия является одним из самых важных параметров и есть много методов ее измерения. Обычно толщину покрытия измеряют прибором, работающим на принципе вихревых токов. В спорных случаях применяют металлографические исследования поперечного сечения изделия.
Контроль наполнения анодного покрытия
Метод капли
Для быстрого контроля качества наполнения часто применяют один из вариантов так называемого «метода капли». В качестве контрольного или арбитражного испытания применяют методы потери массы образцов изделий.
Сущность неразрушающего «метода капли» заключается в оценке степени поглощения красителей анодированной поверхностью после того, как она была обработана соответствующим химическим реагентом. Различные варианты метода капли с предварительной кислотной обработкой поверхности устанавливают стандарты ISO 2143:2010 (он же – EN ISO 2143:2010 и он же – бывший EN 12373-4) и ГОСТ 9.302-88.
Метод капли по ISO 2143:2010
Стандарт Qualonod [1] считает приемлемым степени (рейтинга) интенсивности пятна не ниже 2 (рисунок 6). Если рейтинг составляет 2, то стандарт требует выполнить испытания на потерю массы или выполнить повторное наполнение.
Рисунок 6 – Критерии качества наполнения по методу капли согласно ISO 2143:2010
Метод капли по ГОСТ 9.031-74
Вариант метода капли без предварительной кислотной обработки c двумя вариантами материала капли – красителя или масла – дает ГОСТ 9.031-74.
Метод потери массы
Испытание на потерю массы основано на установленном факте, что не наполненное или недостаточно наполненное анодное покрытие быстро растворяется в кислотной среде, тогда как хорошо наполненное покрытие выдерживает длительное погружение без заметного воздействия на него. Варианты метода изложены в стандартах ISO 3210:2010 (он же – EN ISO 3210:2010 и он же – бывший EN 12373-7), а также ГОСТ 9.302-88 и ГОСТ 9.031-74.
Источники:
- Стандарт Qualanod (01.01.2018)
- TALAT 5203.
- Tom Hauge, Hydro Aluminium, IHAA Symposium, 2014, New York.
Анодирование в щавелевой кислоте
В растворе щавелевой кислоты получают пленки желтого оттенка, обладающие высокой износостойкостью. Этот метод один из первых открытых способов получения цветного покрытия. Износостойкость покрытия при истирании в два раза выше, чем при анодировании в серной кислоте. В процессе анодирования в щавелевой кислоте наряду с постоянным током с напряжением 30-60 вольт, используют режимы с переменным током. Для получения равномерного желтого или бронзового оттенка раствор интенсивно перемешивают. В остальном данный процесс не отличается от анодирования в серной кислоте. В качестве катодов могут быть использованы различные металлы – железо, свинец, нержавеющая сталь.