Большая часть операций, связанных с термической обработкой подразумевает один и тоже алгоритм действий:
- нагрев изделия до определенных температур;
- выдержку под действием набранной температуру в течение заданного времени;
- охлаждение, которое может быть проведено в разных средах и с разной скоростью.
Термообработка деталей может выступать и как промежуточный технологический процесс, и как финишный. В первом случае, через неё проходят те детали, которые еще будут обрабатываться, например, сверла или лопатки авиационных турбин. Второй случай подразумевает то, что после термообработки, готовая деталь получит новые свойства.
Нормализация стали – это один из видов термической обработки металла с последующим его охлаждением на воздухе. Результатом этой операции становится формирование нормализованной структуры стали. Кстати, отсюда и пошло название. Операцию применяют по отношению к поковкам, отливкам и пр. Нормализацию используют для минимизации зерен в структуре стали, образованного сварочным швом.
Суть процесса
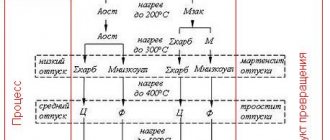
Процедура нормализации выглядит следующим образом. Деталь разогревают до температур, которые превышает максимально допустимые параметры (Ас1, Ас3) на 30 – 50 градусов Цельсия, затем, какое-то время ее выдерживают под воздействием этой температуры, после чего ее охлаждают.
Подбор температуры выполняют, руководствуясь маркой стали. Так, сплавы содержащие 0,8 % углерода так называемые заэвтектоидные, обрабатывают при температурах, лежащих между критическими точками Ас1 и Ас3.
Что такое критические точки – так называют температуры, при которых происходят фазовые изменения и структуры сплава при его нагреве или охлаждении.
Результатом этого становиться то, что в твердый раствор попадает некоторый объем углерода и закрепляется аустенита. То есть, на свет появляется структура, состоящая из мартенсита и цементита. Именно цементит приводит к росту стойкости к износу и твердости. Нагрев высокоуглеродистой стали свыше ас3 приводит к тому, что увеличиваются внутренние напряжения. Это происходит из-за того, что растет количество аустенита, в следствии роста концентрации углерода.
Сталь с содержанием углерода менее 0,8% при нагреве свыше критической точки Ас3 приобретает повышенную вязкость. Это происходит потому что в стали этого типа появляется аустенит (мелкозернистый), переходящий в мартенсит (мелкозернистый).
Доэвтектоидная сталь не обрабатывают при температурах, расположенных в диапазоне Ас1 – Ас3. Так как в этом случае появляются феррит, который снижает параметры твердости.
Время необходимое для выполнения операции
Для получения однородной структуры сплава, при определенной температуре, требуется какое-то время. Это время и будет определено как время выдержки стали при нормализации. Опытным путем определено, что слой металла толщиной в 25 мм через час становится однородным. Таким образом. и определяют время нормализации.
Завершающий этап – охлаждение
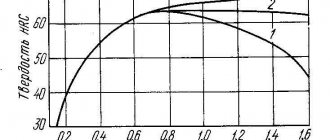
Скорость охлаждения играет существенную роль в образовании объема перлита и размера его пластин. Многочисленные исследования показали, что высокая интенсивность охлаждения увеличивает количество перлита и сталь получает повышенную твердость и прочность. Малая интенсивность охлаждения приводит к тому, что сталь теряет твердость и прочность.
При обработке деталей с существенными перепадами размеров, например. валов, целесообразно убрать напряжения, возникающие под воздействием колебания температур. Для этого их предварительно нагревают в емкости, заполненной разными солями. При понижении температуры допускается ускорить этот процесс помещая горячие детали в воду или специально подобранное масло.
Другими словами, нормализация стали устраняет напряжения внутри детали, минимизирует ее структуру. То есть она оказывает прямое влияние на изменение микроструктуры стальных сплавов.
Режимы термообработки стали
Термическую обработку применяют для устранения напряжений, оставшихся в изделии после сварки, а также для улучшения структуры металла сварного шва. После сварки или в процессе сварки применяют такие виды термической обработки, как отжиг, нормализация, отпуск.
Нагрев при отжиге изделия в предварительной печи ведут постепенно. Для низко и среднеуглеродистых сталей температура достигает 600-680°С. При этой температуре сталь становится пластичной, и напряжения снижаются. После нагрева следует выдержка при достигнутой температуре из расчета 2,5 минуты на 1 мм толщины свариваемой детали, но не менее 30 минут. Затем изделие охлаждается вместе с печью.
Существуют и другие виды отжига: местный и полный отжиг. Режимы отжигов выбирают согласно справочной литературе. Для разных сталей применяют свои технологические параметры отжига.
Нормализация отличается от отжига тем, что после отжига сваренную конструкцию охлаждают на спокойном воздухе. После нормализации сохраняется мелкозернистая структура металла, что позволяет обеспечить его относительно высокую прочность и твердость, но без напряженного состояния.
Стали с высоким содержанием углерода в процессе сварки закаливаются, возрастает их твердость и хрупкость. Такие изделия из углеродистых сталей подвергают нормализации с последующим отпуском. В этом случае нагревание производят до 400-700°С, и после этого сваренные детали медленно охлаждают.
При газовой сварке сталей термическая обработка служит средством повышения пластичности металла шва. В некоторых случаях участки шва нагревают до светло-красного цвета каления и в этом состоянии проковывают. Зерна металла измельчаются, пластичность и вязкость повышаются. Во избежание появления наклепа (новое напряженное состояние) проковку следует прекратить при остывании металла до темно-красного цвета. После проковки необходимо провести повторную нормализацию.
Режимы термообработки стали
Термическая обработка для конструкций из углеродистых и низколегированных сталей марок СТЗсп, Ст3пс, 20, 25, 30, 25Л, ЗОЛ, 20К, 22К, 09Г2С, 15ГС, 16ГС, 20ГСЛ, 1 ОХСНД, О8ГДНФЛ
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300+25°С на протяжении 1-2 часов.
- Нагрев со скоростью не более 70°С в час до Т=590°С.
- Выдержка при температуре 590°С ± 15°С назначается из расчета 1 час на каждые 25 мм наибольшего сечения сварного шва конструкции с округлением в большую сторону до целого часа.
В случае заварки выборок выборка берется из расчета 1 час на 25 мм глубины выборки. Началом выдержки следует считать время, когда показания печных или подставных термопар будут находиться в интервале 590°С ± 15°С. Примечание: При наличии в садке конструкций разных толщин выдержка назначается по максимальной толщине.
Термическая обработка аустенитных сталей, типа Х18Н10Т после сварки, для которых требуется испытание на МКК
- Посадка в «холодную» или нагретую печь до Т=300°С.
- Нагрев со скоростью не более 100-120°С в час до Т=850°С.
- Выдержка при температуре 850°С для толщин:
- ⌀ = 10 мм — 2 часа,
- ⌀ = 20 мм — 4 часа,
- ⌀ = 30 мм — 6 часов,
- ⌀ = 50 мм — 8 часов,
- свыше 50 мм — 10 часов,
- Охлаждение со скоростью не более 40°С в час до Т=200°С, дальнейшее охлаждение на воздухе.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из углеродистых стали и сталей 08Х13 после сварки электродами ЭА-39519
- Посадка в «холодную» или нагретую печь до Т-300°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300°С — 1 час.
- Нагрев со скоростью не более 50°С в час до Т=680°С.
- Выдержка при температуре 680°С ± 10°С для толщин:
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из углеродистых и низколегированных сталей марок СТ3сп, Ст3пс, 20, 25, 30, 25Л, ЗОЛ, 20К, 22К, 09Г2С, 15ГС, 16ГС, 20ГСЛ, 10ХСНД, 08ГДНФЛ
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев с производственной скоростью до Т=300°С.
- Выдержка при температуре 300°С ± 25°С на протяжении 1-2 часов.
- Нагрев со скоростью не более 70°С в час до Т=590°С.
- Выдержка при температуре 590°С ± 15°С назначается из расчета 1 час на каждые 25 мм наибольшего сечения сварного шва конструкции с округлением в большую сторону до целого часа.
В случае заварки выборок выборка берется из расчета 1 час на 25 мм глубины выборки. Началом выдержки следует считать время, когда показания печных или подставных термопар будут находиться в интервале 590°С ± 15°С. Примечание: При наличии в садке конструкций разных толщин, выдержка назначается по максимальной толщине.
Промежуточная термическая обработка для конструкций из стали ОбХ12НЗД и О6Х12НЗД-Л, после сварки электродами ЦЛ-51
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев со скоростью не более 70°С в час до Т=620°С ± 10°С.
- Выдержка при температуре 620°С ± 10°С для толщин:
- ⌀ = 40-70 мм — 4 часа,
- ⌀ = 80 мм — б часов,
- ⌀ = 100 мм — 8 часов,
- ⌀ = 200 мм 10 часов,
- ⌀ = З00 мм — 18 часов.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Окончательная термическая обработка для конструкций из стали ОБХ12НЗД и О6Х12НЗД-Л, после сварки электродами ЦЛ-51
- Посадка в «холодную» или нагретую печь до Т=200°С.
- Нагрев со скоростью не более 70°С в час до Т=630°С ± 10°С.
- Выдержка при температуре 630°С ± 10°С для толщин:
- ⌀ = 40-70 мм — 4 часа,
- ⌀ = 80 мм — 5 часов,
- ⌀ = 100 мм – 6 часов,
- ⌀ = 200 мм — 10 часов,
- ⌀ = 300 мм — 18 часов.
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Термическая обработка для конструкций из стали 08Х13 и 12Х13, после сварки электродами марки Э-12Х13
- Посадка в нагретую печь до Т=300°С.
- Нагрев со скоростью не более 70°С в час до Т=710°С.
- Выдержка при температуре 710°С ± 10°С для толщин:
- ⌀ = 4-8 мм — 3 часа,
- ⌀ = 10-15 мм — 4 часа,
- ⌀ = 20-30 мм — 5 часов,
- ⌀ = 40 мм — 6 часов,
Примечание: Время выдержки выбирается по наибольшей толщине в конструкции.
Использование нормализации
Эту форму термической обработки применяют для достижения разных целей. Так применение нормализации может повысить или снизить твердость стального сплава, вязкость и прочностные характеристики. Этот способ термической обработки используют тогда, когда надо улучшить обрабатываемость стали разными методами – резание, штамповка и пр.
Детали, получаемые методом литья проходят нормализацию в целях получения гомогенизированной структуры и устранению внутренних напряжений. То же самое можно и сказать о деталях, полученных после обработки ковкой. То есть нормализация служит для получения однородной структуры металла и устранению внутренних напряжений. Кроме того, этот процесс может быть использован, как замена закаливания изделий со сложным профилем. Кроме, названных результатов процесса нормализации можно добавить и такие как минимизация зерен в структуре сплава, удаление вторичного цементита, повышения обрабатываемости стали.
Цель проведения нормализации
Процесс нормализации призван изменить микроструктуру металла. В результате его проведения:
- снижается уровень внутренних напряжений;
- благодаря перекристаллизации измельчается крупнозернистое строение
- промежуточных заготовок, полученных способом пластической деформации – поковок;
- изделий, изготовленных заливкой расплавленного металла в специальные литейные формы – отливок;
- участка сварочного соединения, получившего название «сварной шов».
Использование нормализации предоставляет возможность реализовать совершенно различные, порой даже противоположные цели. В частности, можно как увеличить показатель твердости стали, так и уменьшить его. Это распространяется и на прочностные характеристики конечной продукции, а также на ее ударную вязкость. Все определяется термическими и механическими свойствами сплава.
У отливок, прошедших процедуру нормализации, формируется гомогенизированная структура, возрастает уровень подверженности термическому упрочнению и снижаются остаточные напряжения. Цель применения данной технологии в отношении изделий, произведенных обработкой давлением, – сокращение полосчатости структуры и ее разнозернистости.
Нормализация совместно с отпуском заменяет закалку заготовок, характеризующихся сложной конфигурацией, и имеющих резкие переходы в сечении. Такое технологическое решение предотвращает образование участков с дефектами.
Стоит упомянуть и другие сферы применения термообработки данного вида. Она проводится для:
- улучшения структуры металла перед прохождением процедуры закалки;
- повышения обрабатываемости операциями резания;
- устранения в заэвтектидном сплаве сетки вторичного цементита;
- подготовки металла к завершающему этапу термообработки.
Близкие по сути процессы термообработки
В перечень термообработки сталей, помимо нормализации, можно внести операции:
- отжиг;
- отпуск;
- закаливание;
- криогенная обработка и несколько других.
Операция отжига обеспечивает качественную, более тонкую структуру перлита, это происходит потому, что охлаждения деталей применяют печи. Назначение этой операции — понижение неоднородности структуры, удаления напряжений, повышение обрабатываемости.
Основы, заложенные в операцию закаливания, идентичны принципам нормализации, но существуют некоторые различия. Например, при закаливании применяют температуры куда как выше и высокие скорости охлаждения. Закаливание проводит к улучшению прочностных характеристик, твердости и пр. Но, нередко заготовки прошедшие через закаливание отличает сниженная вязкость и высокая хрупкость.
Отпуск деталей применяют после операции закаливания. Отпуск снижает хрупкость и внутренние напряжения. При этом диапазон температур ниже, чем тот, который используют в нормализации. Охлаждение деталей проводят на воздухе. При повышении температуры снижается предел прочности, твердость и в то же время растет ударная вязкость.
Криогенная обработка стали приводит к получению равномерной структуры металла и повышенной твердость. Эту технологию обработки применяют в отношении прошедшей закаливание углеродистой стали.
Режимы нормализации стали
Этот вид термообработки подразумевает:
- нагрев до температур аустенитного состояния, которые несколько ниже температуры закалки;
- непродолжительную выдержку при этой температуре;
- охлаждение на воздухе.
Определение! Характеристики нормализованных горячекатаных полуфабрикатов во многом зависят от сечения. Чем меньше размер сечения, тем меньше время охлаждения и тем выше прочностные характеристики.
Отличия нормализации от классического полного отжига:
- охлаждение происходит не в печи, а на воздухе;
- экономичность, поскольку на нормализацию затрачивается меньше времени и финансов, по сравнению с отжигом;
- обеспечение полной рекристаллизации, что становится причиной появления благоприятной мелкозернистой структуры, более высокой прочности, твердости и ударной вязкости.
Внимание! С увеличением содержания углерода разница между характеристиками нормализованной и отожженной стали увеличивается. Для марок, содержащих до 0,2% C, предпочтительнее более экономичная нормализация. Для средне- и высокоуглеродистых марок твердость нормализованных сталей гораздо выше отожженных, поэтому в данном случае эти две термические операции не всегда взаимозаменяемы.
Нормализация и её применение в практической деятельности
При назначении способа термообработки технолог должен учитывать концентрацию углерода. Стали, в которых содержание углерода не превышает 0,4%, могут быть обработаны и нормализацией и отжигом. Нормализация минимизирует размер зерен в структуре и повышает прочностные характеристики.
Сравнивая затраты времени между нормализацией и другими методами можно сделать вывод, что обработка другими способами, длится больше времени.
За счет скорости выполнения операции, охват большого количества сталей, качеством получаемых параметров (твердость, прочность и пр.), именно поэтому нормализацию широко применяют в машиностроении.
Оцените статью:
Рейтинг: 0/5 — 0 голосов