Как определить расход сварочной смеси?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам. В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве. И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
От чего зависит потребление защитного газа
Основными показателями во время сварки, которые влияют на расход сварочных смесей, являются:
- Сила тока;
- Диаметр используемой проволоки;
- толщина свариваемого металла.
Многие производители указывают эти значения в паспортных данных на конкретный защитный газ, что значительно упрощает расчет.
Например, среднее потребление аргоновой смеси, применяемой при сварке методом TIG с током 100 А, будет равняться 6 л/мин. При увеличении силы тока до 300 А, расход увеличится до 10 л/мин.
Таблица влияния силы тока, напряжения дуги, скорости сварки на размер и форму шва
Такая же тенденция наблюдается и при методе MIG – увеличение диаметра проволоки с 1 мм до 1,6 мм приводит к увеличению потребления газа с 9 л/мин до 18 л/мин.
Диаметр проволоки также имеет важное значение
Большое влияние оказывают условия, в которых происходят сварочные работы. На открытом пространстве, или при наличии сквозняков, расход будет увеличиваться, поскольку для создания оптимальной защиты металла от влияния посторонних факторов потребуется больше защитного газа. В этом случае заправка баллонов будет осуществляться чаще, чем при работе в закрытом помещении. Кстати, обо всех нюансах наполнения газовых баллонов читайте в статье: заправка газовой смесью: как это делается.
Как происходит резка металла газом
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
Таблица толщин реза и расхода газа для мундштуков типа NXВ результате этого получается разрез. Кислород подается под большим давлением, Часто оно достигает 12 атмосфер, такая струя даже без подачи огня может разрезать кожу.
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Газовая горелка
Для обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м3 ацетилена (1 м3 пропана) и 10 м3 кислорода. В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева. Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Шланги необходимы для подачи кислорода и горючего вещества из баллонов в смеситель, их еще называют рукавами. Материал, из которого сделаны шланги – двухслойная резина, между слоями каркас, выполненный из хлопчатобумажной нити. Диаметр – до 12 мм, возможность эксплуатации при температуре воздуха не ниже -35 оС.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Резка металла пропаном и кислородом
Необходимое оборудование
Резак Р101
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
- Смена;
- Quicky;
- Орбита;
- Secator.
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
Машинка автогенной резки Messer
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
Резак Р2-01
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
- фигурную;
- прямую;
- кольцевую;
- под скосом.
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
Стационарная режущая установка
установками неудобно и не эффективно. Для промышленного производства применяются стационарные режущие установки — это, по сути, та же технология.
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Газовая резка металла будет эффективна только в том случае, когда температура воспламенения металла будет меньшей, чем температура плавления. Такие пропорции соблюдаются в низкоуглеродистых сплавах, они плавятся при 1500 оС, а процесс воспламенения наступает при 1300 оС.
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа.
Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Работа резака, обучение резки металла
Максимальная температура ручных газовых резаков достигает 1300 оС, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 оС (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 оС, никеля – 1985 оС.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
Устройство газовой горелки
- хорошая вентиляция в помещении, где будут осуществляться работы;
- на расстоянии 5 метров не должно быть баллонов с газом и прочими горючими веществами;
- работы должны вестись в защитной маске или специальных очках, а также в огнеупорной одежде;
- направлять пламя необходимо в противоположную сторону от источника газа;
- шланги в процессе эксплуатации прибора нельзя перегибать, наступать на них, зажимать ногами;
- если делается перерыв, то следует полностью погасить пламя у горелки и закрутить газовые вентили баллонов.
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
: Работа резака, обучение резки металла
Источник: https://promtu.ru/obrabotka-metallov/gazovyiy-rezak-dlya-metalla
Расчет расхода сварочной смеси
Существует формула, которая позволяет выяснить приблизительный расход сварочной смеси в процессе сварки:
Р = Ру х Т
где, Ру – удельный расход газа, заявленный производителем,
Т – основное время, потраченное на сваривание одного прохода.
Удельное потребление защитного газа в зависимости от диаметра проволоки при средних значениях силы тока можно посмотреть ниже:
- 1,0 мм – 9 л/мин;
- 1,2 мм – 12 л/мин;
- 1,4 мм – 15 л/мин;
- 1,6 мм – 18 л/мин;
- 2,0 мм – 20 л/мин.
Таблица 1 по зависимости параметров
Таблица 2 по зависимости параметров
Исходя из того, что в стандартном 40-литровом баллоне находится 6 м³ или 6000 литров сварочной смеси, можно легко вычислить, на сколько хватит одного резервуара при непрерывном процессе сварки.
Например, при использовании проволоки диаметром 1 мм и соединения аргона с углекислым газом, баллон объемом 40 л полностью опорожнится через 10-11 часов непрерывного процесса.
Естественно, такие расчеты являются достаточно грубыми, так как в них не учитывается потребление газа на подготовительные и финишные операции при одном проходе. Однако, они позволяют увидеть приблизительную картину. При использовании расходомеров и сверке показаний данные вычисления будут более точными и объективными.
Какая резьба на баллонах
Резьба под вентили в горловинах баллонов по ГОСТ 9909-81 W19,2 — 10-литровые и меньшего объема баллоны для любых газов, а также углекислотные огнетушители W27,8 — 40-литровые кислород, углекислота, аргон, гелий, а также 5, 12, 27 и 50 литров пропан W30,3 — 40-литровые ацетилен М18х1,5 — огнетушители (Внимание! Не пытайтесь заправлять в порошковые огнетушители углекислоту или любой сжатый газ, но вполне можно заправлять пропан.)
Резьба на вентиле для присоединения редуктора G1/2″ — часто встречается на 10-литровых баллонах, под стандартный редуктор нужен переходник G3/4″ — стандарт на 40-литровых кислороде, углекислоте, аргоне, гелии, сварочных смесях СП 21,8×1/14″ — для пропана резьба левая
Как можно сократить расход
Основным показателем в процессе сварки является качество и надежность шва. С данной целью, собственно, и применяется защитный газ. Поэтому не имеет особого смысла искусственно занижать расход сварочных смесей, так как это может привести к образованию пор и других побочных эффектов.
Дефектный шов, использовалась некачественная сварочная смесь
Также немаловажную роль играют качественные показатели самого газа. Например, при использовании многокомпонентного состава «Микспро 3212», потребление сокращается минимум в два раза, по сравнению с применением бинарных защитных газов на основе аргона и углекислоты. Кроме того, в случае с «Микспро», качество шва будет на порядок выше.
Кстати, больше информации о сварочных смесях Вы найдете в этом разделе блога.
Почему важно работать с проверенными поставщиками
Использование ненадежных компаний в качестве поставщиков не дает гарантию получения продукции, отвечающей всем нормам и требованиям, которые предъявляются к защитным газам. Поэтому очень важно сотрудничать с проверенными организациями, зарекомендовавшими себя только с лучшей стороны.
Заправляйте баллоны сварочной смесью в компании “Промтехгаз”, и вы получите газ наивысшего качества от лучших поставщиков на российском рынке.
Газовый и тепловой баланс ацетилено-кислородной резки
Материальный баланс ацетилено-кислородной резки можно представить следующим образом:
где GFe — вес сгорающего железа (удаленного из
Gк.ок, Gк. выд, Gк.п — вес кислорода, соответственно идущего на окисление металла, выдувание окислов и на подогревательное пламя;
Ga — вес ацетилена, идущего на подогревательное пламя;
GFe, GFeo, GFe3o4,Fe2О3 — вес составляющих шлака (железа и его
Gг — вес газовых продуктов окисления ацетилена (в основном СО2 и H2O с учетом и некоторого участия воздуха, не включенного в баланс);
Gк — вес неиспользованного кислорода. В упрощенном виде все основные составляющие материального баланса кислородной резки на основании рассмотренного выше и некоторых дополнительных сведений можно свести к количеству сжигаемого металла GFe.
Действительно для резки средних толщин расход кислорода на окисление Gк.ок составляет 16/56 GFe = 0,285 GFe. Так как Gк. выд = Gк.ок, то Gк.выд = 0,285 GFe. Суммарно GK. ок + GK.выд = 0,57 GFe.
Расход ацетилена подогревательного пламени Ga по отношению к общему расходу кислорода на резку (Gк.ок + Gк.выд + + Gк.п) при малых толщинах составляет около 15-20%, при толщинах около 50 мм примерно 10%, а при толщинах около 100 мм — примерно 5%. Так как соотношение Vк/Va в подогревательном пламени при резке имеет величину около 1,5, то и Gк.п и Ga могут быть определены. При резке средних толщин Gк.п= 0,15 GFe и Ga = 0,10 GFe.
Таким образом, общий весовой расход кислорода при резке средних толщин (Gк.ок + Gк.выд + Gк.п) составляет около 0,70-0,72 GFe или на сжигание металла объемом 1 см 3 расходуется около 4 л кислорода и около 0,5-0,6 л ацетилена.
Правая часть уравнения материального баланса (если пренебречь величинами Gг и Gк, не представляющими практического значения) сводится к сумме окислов, которая может быть принята как FeO, т. е. 1,285 GFe.
Полный тепловой баланс кислородной резки представляется следующим выражением:
где Qп — тепло, выделяемое подогревательным пламенем (рассчитывается, исходя из расхода горючего и его низшей теплотворной способности);
Qг.ж — тепло, выделяемое при сгорании железа (определяемое удельной теплотой образования FeO из Fe, равной 1150 кал/г);
Qг.пр — тепло, выделяемое при сгорании примесей в железе (при обычных составах низколегированных сталей дает увеличение общего теплового эффекта реакций горения металла на 2—4%);
Qм. п — нагрев металла подогревающим пламенем;
Qм (г. ж+г. пр) — нагрев металла сжиганием железа и примесей;
Qш — тепло, необходимое для нагрева сжигаемого металла до температуры воспламенения и для перегрева шлака до температуры, при которой он удаляется из разреза (
Qм.ш — тепло, отдаваемое металлу шлаком, застывшим на кромках разрезанных частей металла (обычно 10—15% Qш);
Qг — потери тепла с газами (унос перегретыми газами, потери на излучение, подогрев струи кислорода).
Температура горения ацетилена с кислородом
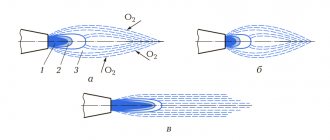
Для нормального пламени характерно отношение ацетилена к кислороду от 1:1 до 1:1,3. В нем отчетливо выражены все три зоны – ядро, средняя зона и факел.
Окисленным называют пламя, в котором есть избыток кислорода. В нем ядро имеет бледную окраску, меньшую длину и размытые очертания. Длина средней части и факела тоже короче. Такое пламя горит с шумом и его температура выше, чем нормального. Оно окислено, окисляет металл сварочной ванны, способствует получению пористости и значительно снижает качество шва. Такое пламя рекомендуется применять при сварке латуней, при пайке высокотемпературными припоями.
Пламя с избытком ацетилена называют науглероживающим. Его ядро также имеет нерезкие очертания, на его конце виден зеленый венчик. Средняя зона этого пламени светлее и почти сливается с ядром. Факел имеет желтоватую окраску, иногда на конце наблюдается копоть. Температура науглераживающего пламени ниже температуры нормального. Это пламя науглераживает металл, делая его хрупким. Его рекомендуется применять при сварке чугуна.
5) Для различной толщины свариваемого металла рекомендуется применять различную мощность свариваемого пламени, которая характеризуется часовым расходом ацетилена в литрах. В процессе сварки пламя не только расплавляет металл, но и защищает расплавленную ванну от вредного влияния кислорода и азота атмосферного воздуха. Поэтому при сварке необходимо, чтобы расплавленный основной металл и конец присадочного металла находились все время в восстановительной зоне пламени (в средней зоне).
Большое влияние на качество шва имеет угол наклона пламени горелки, который берется в зависимости от толщины свариваемых заготовок. Чем больше толщина заготовки, тем больше угол наклона горелки (Рис. 3).
Рис.3. Угол наклона горелки в зависимости от толщины в зависимости от толщины свариваемого металла
Изменением угла наклона мундштука горелки к поверхности свариваемого металла можно изменять интенсивность расплавления металла. Наиболее интенсивно металл расплавляется при перпендикулярном расположении мундштука к поверхности металла. При сварке же очень тонких и, особенно, легкоплавких металлов, мундштук следует располагать почти параллельно поверхности свариваемого металла. При сварке тонколистового металла и соединений с отбортовкой кромок, горелку следует передвигать прямолинейно, без поперечных колебаний. Если же свариваемый металл толстый – толщиной более 3 мм, то горелка должна совершать поперечные колебания наряду с прямолинейным перемещением, чтобы дольше воздействовать пламенем на металл.
6) В зависимости от направления перемещения горелки и присадочного прутка по шву различают левый и правый способы сварки(Рис.4).
При левом способе впереди перемещается присадочный металл, а за ним горелка. Левый способ более простой и применяется при сварке листов толщиной до 5 мм.
При правом способе впереди перемещается горелка, а за ней присадочный металл. Правый способ сложнее левого, но более производительный и экономически выгодный. Применяется этот способ при сварке более толстого металла – толщиной более 5 мм.
А б
Рис. 4.Способы газовой сварки:
а – левый; б – правый
1 – присадочный пруток; 2 – газовая горелка
Применение левого и правого способа в большей степени все-таки зависит от практических навыков сварщика.
Газовую сварку можно выполнять в различных пространственных положениях: нижнем, вертикальном, горизонтальном и потолочном.
Вертикальные швы выполняют левым способом, а горизонтальные и потолочные – правым.
2.1.3. Используемые газы.
Кислород. Основное назначение кислорода, используемого при газопламенной обработке – интенсифицировать горение газа с возможно большим тепловыделением. Кислород применяют трех сортов:
Газообразный технический первого сорта чистотой 99,7%;
второго сорта чистотой 99,5%;
третьего сорта чистотой 99,2%.
Примеси азота и аргона в техническом кислороде составляют 0.3…0,8%. Кислород при нормальной температуре представляет собой газ без цвета и запаха. Кислород получают разделением воздуха методом глубокого охлаждения или получают электролизом – разложением воды припропускании через нее электрического тока. Температура сжижения кислорода при нормальном атмосферном давлении -182,9 0 С, в твердое состояние он переходит при -218,4 0 С. Жидкий кислород транспортируют в специальных теплоизолированных сосудах – танкерах, газообразный – в стальных баллонах под давлением 15 МПа (150 атм). Танкеры, баллоны и другое оборудование для кислорода окрашивается в голубой цвет.
При соприкосновении с маслами кислород взрывается!
Ацетилен – горючий газ, представляющий собой химическое соединение углерода с водородом. Ацетилен получают из карбида кальция или из природного газа, нефти, угля. Ацетиленполучают из карбида кальция при взаимодействии последнего с водой. Реакция протекает с выделением значительного количества тепла
Теоретически для разложения 1 кг карбида кальция требуется 0,562 дм 3 , а практически во избежание перегрева ацетилена расходуют 5-20 дм 3 воды. Средний выход ацетилена составляет 0,23-0,28 м 3 /кг.
Карбид кальция получают сплавлением извести и кокса в электрических печах при температуре 1900 …2300 0 С. Карбид кальция транспортируют в стальных герметически закрытых барабанах.
При температурах от -82,4 0 С до -83,6 0 С ацетилен превращается в жидкость, а при понижении температуры до -85 0 С переходит в твердое состояние. В жидком и твердом состоянии ацетилен очень взрывоопасен и взрывается от трения или удара. Ацетилено-кислородная смесь очень взрывоопасна при наличии в ней 2,9 … 93% ацетилена (по объему). Взрывоопасна и ацетилено-воздушная смесь при содержании в ней ацетилена даже до 2,2%.
Ацетилен для сварки поступает из генератора, в котором его получают или из металлических баллонов. В баллонах ацетилен находится в смеси с ацетоном под давлением 1,5-1,6 МПа. Для безопасности баллон с ацетиленом заполняют древесным углем, создающим систему капиллярных сосудов.
Читать также: Сколько ведер в кубе бетона
Дата добавления: 2016-03-22 ; ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Выбор товара по марке
- Главная
- Статьи
- Горючие газы
Горючие газы
Кислород
Кислород – газ без цвета и запаха, соединяется с большинством элементов, кроме инертных газов, благородных металлов, а также фтора. Активно поддерживает горения. Химическая формула О2.Температура сжижения кислорода при нормальном атмосферном давлении -182,96°С. Температура затвердевания – 218,4 o С.
Кислород получают из атмосферного воздуха. Принцип получения заключается в следующем: воздух охлаждается и сжижается, а затем кислород выделяется вследствие разницы температур кипения кислорода (-183 o С) и азота (-195,8 o С), благодаря чему азот испаряется из воздуха раньше и быстрее, чем кислород.
Кислород поступает потребителю по трубопроводу под давлением 0,5-3,0 МПа (кгс/см 2 ) от кислородной станции или газификатора, от перепускных разрядных рамп или индивидуальных баллонов под давлением 15 МПа (150 кгс/см 2 ).
Кислород газообразный технический выпускается по ГОСТ 5583-78 трех сортов: (I, II, III) I сорт – чистота 99,7%; II сорт – чистота 99,5%; III сорт – чистота 99,2%.
На предприятиях используется в основном кислород I сорта. Для чистовой резки допускается применение кислорода II сорта, но при этом значительно возрастает его расход.
При работе с кислородом следует всегда помнить, что кислород при контакте с маслом или жиром образует взрывоопасное соединение, поэтому вся кислородная аппаратура должна подвергаться тщательному обезжириванию. В процессе работы необходимо следить, чтобы грязь, масло и жир не могли попадать на детали аппаратуры.
Ацетилен
Ацетилен – газ, ненасыщенный углеродом, легче воздуха, бесцветен, имеет сладковатый вкус и слабо эфирный запах. Химическая формула C2H2. Температура плавления при сгорании в смеси с кислородом до 3200 o С. Длительное вдыхание ацетилена вызывает головокружение и отравление. Ацетилен имеет наибольшую из всех горючих газов скорость реакции горения в кислороде. Этим объясняется его склонность к хлопкам и обратным ударам.
Смесь ацетилена с воздухом и кислородом крайне взрывоопасна в различных пропорциях (2,2 – 81% – с воздухом, и 2,8 – 93% – с кислородом), кроме того чистый ацетилен взрывоопасен в сжатом состоянии, начиная с 15 МПа (150 кгс/см 2 ). К потребителю ацетилен поступает по трубопроводу от газоразрядных перепускных рамп, в баллонах или его получают из карбида кальция в ацетиленовом генераторе. Использование растворенного ацетилена из баллонов предпочтительнее ацетилена, полученного в ацетиленовом генераторе: более устойчиво работает аппаратура, повышается безопасность работ и чистота рабочего места, обеспечивается лучшее использование дорогостоящего карбида кальция.
Газы – заменители ацетилена
Ввиду высокой стоимости ацетилена (С2Н2 стоит приблизительно в 4 раза дороже пропанобутановой смеси и в 43 раза дороже природного газа). Кроме того газы-заменители обладают рядом преимуществ перед кислородно-ацетиленовой резкой: более высокое качество поверхности реза; отсутствует оплавление кромок; процесс резки устойчивый, отсутствуют «хлопки» пламени; расстояние между мундштуком и разрезаемым металлом может изменяться в более широких пределах; износоустойчивость мундштуков при применении природного газа в 2-3 раза больше по сравнению с кислородно-ацетиленовой резкой. Газы-заменители подразделяются на две группы: сжиженные и сжимаемые.
Сжимаемые газы – метан и многокомпонентные газы, такие, как природный, городской, нефтяной и коксовый. К ним же относится и водород. Природные газы состоят в основном из метана и подаются, как правило, по трубопроводу или (реже) в баллонах под давлением 15 МПа (150 кгс/см 2 ). Городской газ по своему составу непостоянен и содержит от 70 до 98% метана. К заводскому потребителю газ поступает по трубопроводу под давлением 0,3 МПа (3 кгс/см 2 ).
Сжиженные газы – пропан, бутан и их смеси. Крупные потребители получают их в железнодорожных и автомобильных цистернах, из которых их переливают в заводские стационарные емкости (хранилища). Далее газ подается в газификатор или отбирается в паровой фазе. В таком виде он поступает в заводской газорегуляторный пункт и далее в межцеховые газопроводы под давлением не менее 0,01 МПа (0,1 кгс/см 2 ).
Техника кислородной резки с использованием газов – заменителей ацетилена принципиально такая же, как при резке ацетилено-кислородным пламенем. К особенностям кислородной резки на газах – заменителях ацетилена можно отнести следующее: максимальная температура пламени находится на расстоянии от ядра в 2-3 раза большем, чем у ацетилено-кислородного пламени. Это позволяет изменять расстояние между мундштуком резака и разрезаемым металлом в более широких пределах. Время начального подогрева металла при резке примерно вдвое больше, чем при нагреве ацетилено-кислородным пламенем, что несколько снижает производительность процесса резки.
В целом, кислородная резка с использованием газов-заменителей ацетилена (особенно природного газа) имеет ряд преимуществ перед ацетилено-кислородной: более низкая себестоимость процесса за счет низкой стоимости пропан-бутановой смеси и природного газа по сравнению со стоимостью ацетилена (в 3,5 и 43 раза соответственно!); более высокое качество поверхности реза (отсутствует оплавление кромок); процесс резки устойчивый, отсутствуют «хлопки» и обратные удары, что в свою очередь увеличивает безопасность и долговечность резака; износоустойчивость мундштуков в 2-3 раза больше у резаков с использованием газов-заменителей, чем у ацетиленовых; расстояние между мундштуком резака и разрезаемым металлом изменяется в более широких пределах.
Читать также: Подключение 380 вольт ноль и заземление
Помимо газов также следует уделять внимание нефтепродуктам. Бензин, керосин, мазут и битум востребованные на нефтяном рынке. Оптом купить дизельное топливо летнее можно в компании Евро Групп Ойл по недорогим ценам.
Основные свойства горючих газов и жидкостей
| Наименование | Низшая удельная теплота, МДж/м 3 (ккал/м) | Температура пламени в смеси с кислородом, о C | Коэффициент замены | Количество кислорода, подаваемого на 1 м 3 горючего, м 3 | Предел взрываемости в смеси с кислородом, % |
| Ацетилен | 52,8 (12600) | 3100-3200 | 1,0 | 0,8-1,3 | 2,3-93,0 |
| Природный газ | 31-38 (7500-9000) | 2000-2200 | 1,8 | 1,6-1,8 | 5-61 (по метану) |
| Городской газ | 17-21 (4100-5000) | 2000-2200 | 3,0 | 1,3-1,5 | 5-61 (по метану) |
| Пропан-бутан | 9,1 (22000) | 2500-2700 | 0,6 | 3,4-4,2 | 2,3-57 (по пропану) |
| Керосин (пары) | 4,2-5 (1000-1200) | 2400-2450 | 1-1,3 | 1,7-2,4 (м 3 /кг) |
Жидкое горючее
Жидкое горючее – керосин, бензин – поступает к потребителю только из специальных бачков (передвижных и стационарных) под давлением до 0,3 МПа (3 кгс/см 2 ). Бензин и керосин перед применением следует очистить от механических примесей фильтрованием через войлок. Бензин следует использовать в смеси с керосином в соответствии 1/1.
Карбид кальция
Карбид кальция – твердое вещество темно-серого или коричневатого цвета и представляет собой продукт плавления извести с углеродом. Ацетилен получается в результате разложения карбида кальция водой по формуле: СаС2+2Н20 = С2Н2 + Са(ОН)2. Карбид кальция получается в больших кусках, которые дробятся. Количество мелочи и пыли, во избежание взрыва генератора, не должно превышать 5%. Транспортируется и хранится карбид кальция в специальных герметических закрытых барабанах. Масса в наполненном состоянии от 50 до 130 кг. Вскрываться барабаны должны специальными искробезопасными ключами.
АЦЕТИЛЕН
, С2Н2. Молекулярный вес 26. Ацетилен по своим физическим свойствам представляет собой бесцветный газ, в чистом состоянии обладающий слабым своеобразным запахом; несколько легче воздуха (удельный вес 0,9056). 1 литр ацетилена весит около 1,17 г. Растворим в воде, в спирте и очень легко, под давлением, в ацетоне; 1 объем ацетона растворяет под давлением 12 atm около 300 объемов ацетилена; жидкость при этом сильно увеличивается в объеме. Ацетилен при 25° и 94 atm сгущается в бесцветную легко подвижную жидкость, кипящую под атмосферным давлением при —83°,8, удельный вес 0,451; критическая температура +37°, критическое давление 68 atm. При дальнейшем охлаждении жидкого ацетилена он застывает в белую снегообразную массу. Так как температура плавления лежит очень близко к температуре кипения, то такой твердый ацетилен испаряется, не плавясь, — возгоняется.
Химически ацетилен представляет собой непредельный углеводород, являющийся первым членом гомологического ряда аналогичных углеводородов. Все они характеризуются присутствием в частице так называемой тройной связи между углеродными атомами и имеют общую формулу СnН2n-2 (n= 2, 3, 4, . ).
Строение ацетилена изображается формулой СН : СН
. Согласно представлениям, развиваемым в органической химии, такого рода соединения являются менее прочными, чем соединения предельные, не содержащие кратных связей (двойной или, как в ацетилене, тройной). Эти соединения являются эндотермическими. Образование ацетилена может быть изображено следующим уравнением: 2С + 2Н = С2Н2 — 61 cal. Ацетилен, подобно всем эндотермическим соединениям, может при подходящих условиях разлагаться со взрывом. Однако при обыкновенном давлении он безопасен и получает свойства взрывчатого вещества лишь при повышении давления свыше 2 atm или в жидком виде. Смеси ацетилена с инертными газами или его растворы значительно более безопасны. Ацетилен горит светящимся и коптящим пламенем на воздухе. При полном горении 1 объем ацетилена дает 2 объема двуокиси углерода и 1 объем водяных паров. Для полного сгорания 1 объема ацетилена теоретически требуется 2,5 объема кислорода или 12,5 объема воздуха. Молекулярная теплота горения ацетилена 312,9 cal. при постоянном давлении. 1 л ацетилена при 0° и 760 мм имеет теплотворную способность 14100 cal. Температура светящегося пламени около 1900°; температура горения смеси 0,6 объема ацетилена и 1 объема кислорода (обычное соотношение при автогенной сварке) около 2400°; температура вспышки смесей ацетилена с воздухом и кислородом лежит в пределах 400—500°. При температуре 650—800° ацетилен отчасти распадается на элементы, отчасти полимеризуется с образованием жидких и твердых углеводородов. При температуре выше 1500° образуются этилен и этан.
Смеси ацетилена с кислородом и воздухом крайне взрывчатые. Смеси с воздухом, содержащие больше 5 и меньше 80% ацетилена, взрывают от пламени, электрической искры и т. п. Как непредельное соединение ацетилен характеризуется способностью к реакциям присоединения. Галоиды (хлор, бром) энергично взаимодействуют с ацетиленом, в виду чего реакцию приходится вести в растворах, с образованием галоидопроизводных углеводородов: этана и этилена. Йодистый и бромистый водород также прямо присоединяются к ацетилену. Присоединение хлорноватистой кислоты (НСlO) даже в водных растворах может сопровождаться взрывом. Разведенные водные растворы гипохлоритов (солей хлорноватистой кислоты, например, белильная известь) почти не действуют на ацетилен, концентрированные — реагируют бурно. Сухая белильная известь на холоде действует лишь на примеси технического ацетилена, чем и пользуются для его очистки, но всегда с добавкой избытка щелочей (чтобы избежать возможности образования взрывчатых соединений). Ацетилен может в присутствии катализаторов (Ni) присоединять водород, образуя этилен, этан и ряд жидких углеводородов. Азотная кислота окисляет ацетилен; при этом частью идет присоединение воды и нитрация; некоторые из получающихся продуктов взрывчатые. Щелочные растворы перманганата калия окисляют ацетилен до угольного ангидрида, частью до муравьиной и щавелевой кислоты. При действии на ацетилен хромовой кислоты образуются ацетальдегид и уксусная кислота. Водные растворы хромовой кислоты на ацетилен не действуют, чем можно пользоваться для очистки технического ацетилена. При пропускании ацетилена в смеси с аммиаком над окисью алюминия получаются при температуре 300—400° пирролы и пиридиновые основания (Чичибабин). При пропускании ацетилена над пиритом (серный колчедан) образуются тиофен и его гомологи (Штейнкопф). Ацетилен присоединяет элементы воды с образованием ацетальдегида при пропускании его в серную кислоту, содержащую соли окиси ртути (Кучеров). Характерна для ацетилена его способность образовывать нерастворимые в воде взрывчатые осадки производных меди, серебра и некоторых других металлов. Красный осадок ацетиленистой меди (состава ССu2, иногда ССu2∙Н2O) получается при пропускании ацетилена через растворы (нейтральные) медных солей или через аммиачный раствор окиси меди. В сухом виде осадок взрывается от ничтожных причин. Аналогично образуются ацетилиды серебра и ртути. Влажный ацетилен в присутствии аммиака (технический ацетилен) действует и на металлическую медь. На соли железа, никеля, кобальта, свинца, кадмия, платины, цинка и олова ацетилен не действует. Металлические производные меди, серебра и ртути разлагаются кислотами, выделяя обратно ацетилен. Производным ацетилена является и т. н. карбид кальция СаС2; этот ацетилид кальция легко разлагается уже водой с образованием ацетилена и гидрата окиси кальция. Карбид получается сплавлением в электрической печи (
Читать также: Принцип действия отбойного молотка
3000°) извести и угля. Эта реакция воспроизводится теперь в большом масштабе технически, и этот карбид служит источником технического ацетилена.
Синтетически ацетилен был получен впервые Бертело; он помещал вольтову дугу, образованную между угольными электродами, в атмосферу водорода. Ацетилен часто образуется при пирогенных процессах из более сложных соединений. Технически ацетилен теперь получают, как выше сказано, разложением карбида кальция водой.
С момента появления карбида в 1895 г. как массового продукта ацетилену предсказывали блестящее будущее. Считали, что он сможет вытеснить светильный газ из обихода. Это не оправдалось. Причины лежали в неприятных свойствах ацетилена: его взрывчатости, способности давать взрывчатые соединения с медью как материалом арматуры, отвратительном запахе и ядовитости примесей технического ацетилена Кроме того, устройство горелок требовало особой их конструкции. Ацетилен горит блестящим и не коптящим пламенем лишь в том случае, если он поступает в воздух под некоторым давлением и, если устройство насадок у горелок обеспечивает возможность достаточного смешения с воздухом, а также если в такой насадке не образуются продукты распада (графит) или полимеризации ацетилена под влиянием высокой температуры. Эта проблема разрешена, но ацетиленовым освещением пользуются лишь для установок малого размера или переносного типа. Высокая температура и малый объем ацетиленокислородного пламени обусловили широкое применение ацетилена для т. н. автогенной сварки. Перед мировой войной в Германии не менее 30—40% карбида шло на эту отрасль применения ацетилена.
В собственно химической промышленности широко пропагандировались и получили распространение некоторые галоидопроизводные, получаемые из ацетилена и хлора. Это — жидкости, превосходно растворяющие жиры, смолы и т. п. вещества, негорючие, с малой теплотой парообразования; они с успехом заменяют огнеопасные бензины и эфир для целей экстракции упомянутых веществ. Проще всего получить первоначально тетрахлорэтилен, обладающий, однако, некоторыми практически неудобными свойствами (реагирует со щелочами и действует в присутствии воды на железо); поэтому нагреванием с известковым молоком этот продукт превращают в трихлорэтилен С2НСl3 — жидкость с температурой кипения 85°, индифферентной даже в присутствии воды по отношению к железу, меди, свинцу, цинку и олову. Довоенное перепроизводство хлора нашло в этих продуктах новый способ реализации на рынке избыточного хлора. Вздорожание продуктов сухой перегонки дерева, в частности уксусной кислоты, необходимой для синтеза индиго (через фенилглицин из анилина и хлоруксусной кислоты), вызвало применение трихлорэтилена для замены уксусной кислоты в этой отрасли синтеза красителей. Нагреванием трихлорэтилена с алкоголятом натрия получался дихлорвиниловый эфир по схеме: C2HCl3 + NaOC2H5 = NaCl + C2HCl2OC2H5. Нагреванием с водой этого последнего получался хлоруксусный эфир: С2НСl2ОС2Н5 + H2O = HCl + СlСН2СООС2Н5.
В послевоенные годы начинает приобретать все большее значение следующий цикл реакций. Пропускание ацетилена в горячую 6 %-ную серную кислоту, содержащую соли окиси ртути (реакция Кучерова), дает уксусный альдегид по реакции: С2Н2 + Н2О = СН3∙СНО. Альдегид можно окислить кислородом воздуха, растворив его в готовой уксусной кислоте; окисление идет в присутствии небольших количеств марганцовых солей. Получается синтетическая уксусная кислота СН3∙СНО + О = СН3СООН. Можно конденсировать две частицы альдегида в одну частицу уксусного эфира (реакция Тищенко) в присутствии алкоголята алюминия: 2 СН3∙СНО = СН3СООС2Н5. Как видно, все эти реакции, в сущности, нуждаются лишь в дешевом ацетилене, ибо остальные исходные материалы — вода и кислород воздуха — ничего не стоят, катализаторы же регенерируются в процессе работы. Вопрос возможности конкуренции уксусной кислоты, полученной этим способом, с уксусной кислотой, получаемой при сухой перегонке дерева, — это вопрос дешевизны ацетилена или, в конечном счете, вопрос о дешевой электрической энергии для получения карбида. Во всяком случае получение уксусно-этилового эфира таким путем уже сейчас практикуется в техническом масштабе и вполне рентабельно.
Источник: Мартенс. Техническая энциклопедия. Том 1 – 1927 г.
Расход кислорода и пропана на резку металла
Расход кислорода и пропана на резку металла
Себестоимость процесса резки металла определяет расход кислорода и пропана, суммируемый с оплатой труда резчика. Причем расход окислителя и топлива зависит от технологии термического разделения металлов.
Поэтому мы начнем нашу статью с описания способов резки и дальше рассмотрим расход кислорода при резки труб.
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали. Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали. Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Причем качество разделочного шва, в данном случае, значительно выше, чем у конкурирующей технологии. При определении объемов рабочих газов, в данном случае, важен расход кислорода — при резке металла плазмой за горение материала отвечает именно окислитель. А сама плазма используется, как катализатор процесса термического окисления металла.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Для точного определения объемов расходуемых газов необходимо определить основу формулы — норму, которой определяется расход газа на погонный метр прорезаемого металла, обозначаемую в формуле литерой «H».
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Таблица расхода кислорода при резке труб
| Труба (наружный диаметр × толщина стенки), мм | Расход кислорода, м 3 |
| Ø 14 × 2,0 | 0,00348 |
| Ø 16 × 3,5 | 0,00564 |
| Ø 20 × 2,5 | 0,00566 |
| Ø 32 × 3,0 | 0,0102 |
| Ø 45 × 3,0 | 0,0143 |
| Ø 57 × 6,0 | 0,0344 |
| Ø 76 × 8,0 | 0,0377 |
| Ø 89 × 6,0 | 0,0473 |
| Ø 108 × 6,0 | 0,0574 |
| Ø 114 × 6,0 | 0,0605 |
| Ø 133 × 6,0 | 0,0705 |
| Ø 159 × 8,0 | 0,119 |
| Ø 219 × 12,0 | 0,213 |
| Ø 426 × 10,0 | 0,351 |
| Ø 530 × 10,0 | 0,436 |
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p (допустимый расход) и V (скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Особенности использования ацетилена и кислорода во время сварки
Кислород позволяет довести температуру пламени до нужной при проведении сварки. Газопламенная обработка позволяет получить высокую эффективность проведения работ и хороший конечный результат. При проведении работ применяется газообразный кислород.
Кислород позволяет довести температуру пламени до нужной при проведении сварки. Газопламенная обработка позволяет получить высокую эффективность проведения работ и хороший конечный результат. При проведении работ применяется газообразный кислород.
Уровень расхода газа будет зависеть от целого ряда параметров, среди которых толщина проволоки и металла, а также тип шва. Далее мы приведем таблицу расхода газа при использовании наиболее распространенной смеси с ацетиленом.
Толщина металла, мм
Для того чтобы узнать подробности, свяжитесь с . Наши специалисты ответят на вопросы о расходе конкретного газа, а также об особенностях его использования в различных условиях. Мы поставим вам баллон нужного типа по наиболее выгодным ценам.
источник
Нюансы использования
Перед началом работ с ацетиленовой либо другим видом горелки, необходимо придерживаться следующих правил:
- Проволоку необходимо тщательно очистить от грязи, краски, следов масла и коррозии, окалины. Последняя легко удаляется при ударе прутка о твердую поверхность.
- Швы формируются равномерно, достаточно медленно.
- Не допускать разбрызгивание металла при сварке.
- Остывший валик шва должен иметь гладкую однородную поверхность.
- Исключается наличие дефектов в виде пор, различных выемок, шлаковых включений.
- Тугоплавкие оксиды не должны образовывать корку на поверхности рабочих элементов.
Отсутствие в сварочной ванне присадочного материала предупредит оформление нежелательного покрытия, которое образуется вследствие реагирования азота на кислород.
Несоблюдение правила негативным образом отразится на качестве шва.
Выбрать необходимую проволоку для проведения работ по сварке, специалисту большого труда не составит.
Главными условиями являются — соответствие диаметра электрода толщине рабочих элементов и аналогичность химического состава.
Материал электродов должен совпадать по строению с элементами конструкции.
Границы применимости
Толщина свариваемых материалов: применение газовой сварки экономически целесообразно для материалов толщиной до 10 мм.
Типы материалов: нелегированные и легированные стали, стальное литье, серый чугун, цветные металлы.
Область использования: сварка тонкостенных металлических изделий, сельскохозяйственное и транспортное машиностроение, монтаж и ремонт трубопроводов.
Параметры: скорость плавления стали 0,2 — 0,5, алюминия 0,15 — 0,2 кг/ч.
Выбор характеристики пламени: нейтральное пламя (соотношение горючий газ: кислород = 1: 1) применяют при сварке стали, окислительное пламя (избыток кислорода) — при сварке латуни, восстановительное пламя (избыток горючего газа) — при сварке алюминия и алюминиевых сплавов.
Положение шва при сварке: нижнее, горизонтальное, горизонтальное на вертикальной поверхности, полупотолочное, потолочное, вертикальное (снизу вверх и сверху вниз).
Расход сварочных материалов
Расход горючего газа: при толщине материала s = 1 мм 100 ацетилена (из 1 кг карбида кальция получают 300 л ацетилена; для полного разложения 1 кг карбида кальция необходимо 10л воды).
Расход сварочной проволоки при газовой сварке в зависимости от толщины металла (при разделке кромок с углом раскрытия 50°)
Максимально допустимый отбор газа из баллона: ацетилена 1000, кислорода 10 000 из каждого баллона.
Рабочие давления, регистрируемые манометром редуктора: для ацетилена 0,2, для кислорода 2,5 — 3,5 кг/см².
Горючие газы для газовой сварки
| Параметр | Ацетилен С2Н2 | Бытовой газ | Водород H2 | Пропан С3Н8 |
| Мощность пламени, ккал/(см². с) Температура пламени при использовании кислорода, °С | 10,7 | 3,03 | 3,34 | 2,56 |
| 3200 | 2000 | 2100 | 2750 | |
| Концентрация, обеспечивающая воспламенение, % (объемн.) | 2,8 — 82 | 6,5 — 35 | 4,1 — 75 | 2,1 — 9,5 |
| 2,8 — 93 | 4,5 — 95 | 3,0 — 45 | ||
| Минимальная температура воспламенения в кислороде, °С | 300 | 450 | 450 | 490 |
| 1,171 | 0,680 | 0,090 | 2,004 | |
| Условия хранения | В стальном баллоне под давлением до 15 кг/см² | Отбор из городской сети | В стальном баллоне под давлением до 150 кг/см² | В стальном баллоне |
| Цвет маркировки баллона | Желтый | Красный | Красный |
Гранулометрия зерен карбида (по TGL 11649, лист I):
Газы, применяемые при сварке и резке
Кислород при атмосферном давлении и обычной температуре – это газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 °С масса 1 м3 кислорода равна 1,33 кг. Сгорание горючих газов или паров горючих жидкостей в чистом кислороде происходит очень интенсивно, в зоне горения развивается высокая температура.
Для получения сварочного пламени с высокой температурой, необходимой для расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с технически чистым кислородом.
Если горение газов происходит на воздухе, в котором кислорода содержится только 1/5 по объему (остальные 4/5 составляют азот и другие атмосферные газы), то температура сварочного пламени будет значительно ниже и процесс горения происходит значительно медленнее, чем в технически чистом кислороде.
Сам кислород не токсичен, не горюч и не взрывоопасен, однако, являясь сильнейшим окислителем, резко увеличивает способность других материалов к горению, а при очень высокой скорости горения – к взрыву.
Технический кислород добывают из атмосферного воздуха, который подвергают обработке в воздухоразделительных установках, где он очищается от пыли, углекислоты и осушается от влаги. Перерабатываемый в установке воздух сжимается компрессором до высокого давления и охлаждается в теплообменниках до сжижения.
Жидкий воздух разделяют на кислород и азот. Процесс разделения происходит вследствие того, что температура кипения жидкого азота жиже температуры жидкого кислорода на 13 °С. Азот оказывается более легкокипящим газом и испаряется первым, поэтому его отводят из воздухоразделительной установки в атмосферу.
Жидкий чистый кислород накапливается в воздухоразделительном аппарате. При испарении кислорода им заполняют баллоны под давлением, создаваемым с помощью компрессора.
Технический кислород транспортируют в стальных баллонах согласно требованиям существующих нормативных документов или в автореципиентах под давлением 15±0,5 МПа (150±5 кгс/см2) или 20±1,0 МПа (200 ±10 кгс/см2) при 20 °С.
При наполнении баллонов, их хранении и транспортировании в интервале температур от -50 до +30 °С давление газа в баллоне должно соответствовать приведенному в табл. 49.
Давление кислорода в баллоне в зависимости от температуры окружающего воздуха
Для сварки и резки выпускают технический кислород 1-го сорта чистотой не менее 99,7 % и 2-го сорта чистотой не менее 99,5 %.
При хранении или транспортировке наполненных баллонов давление в них должно соответствовать температуре окружающего воздуха. Хранение и транспортировка наполненных баллонов при температуре выше 60 °С не допускается.
Баллоны с кислородом должны возвращаться на заполнение с остаточным давлением не ниже 0,05 МПа (0,5 кгс/см2).
Вспомогательное оборудование для газовой сварки
Вспомогательное оборудование для газовой сварки
| Вспомогательное оборудование | Среда | Параметры | Изготовитель |
| Распределительный стеллаж I | Кислород, азот, сжатый воздух, водород, пропан, ацетилен, двуокись углерода | Распределительный стеллаж для 4 — 12 стальных баллонов | Autogen |
| Распределительный стеллаж II | Распределительный стеллаж для 2×6, 2×8; 2×10, 2×12, 2×24 стальных баллонов | ||
| Стандартные стальные баллоны для сжатого газа | Кислород, азот, сжатый воздух, ацетилен, двуокись углерода | Объем 40 л, масса без газа 70 кг | |
| Тележка для стеллажа | Кислород, азот, водород | Стеллаж для 20, 33, 54, 72 стальных баллонов | |
| Соединение баллонов | Кислород, водород, пропан, ацетилен | — | |
| Транспортная тележка для баллонов: | |||
| тип исполнения I | 2 стальных баллона | — | Предприятие , Грефендорф, ГДР |
| тип исполнения II | 1 стальной баллон, 1 газогенератор | — | |
| Быстродействующий клапан, один газ | Кислород, ацетилен | Расход 5200 м³/ч | Autogen |
| Быстродействующий клапан, смесь двух газов | Смеси: кислород — ацетилен, кислород — бытовой газ, кислород — водород | Расход кислорода 5200, ацетилена 2000 м³/ч |
Выбор основных и присадочных материалов, термообработка
Для групп материалов, указанных в п. 1.1.1, выбор основных и присадочных материалов при сварке сталей производится по табл. 1.7. Свойства (химический состав и параметры прочности) приведены в табл. 1.8. Параметры сварки стального литья соответствуют параметрам сварки стали.
Сварку серого чугуна производят с предварительным подогревом или до 250 °С («полугорячая сварка»), или до 600 °С (горячая сварка); скорость нагрева и охлаждения 50 °.
Присадочный материал — сварочный пруток из аманита (серого чугуна, Ó в = 30 кгс/мм2, твердость НВ 200, температура плавления 1200 °С), диаметром 4, 5, 6, 8, 10, 12 мм (изготовитель — предприятие по сварочной технике, Эйзенах).
Наиболее интересными (в аспекте газовой сварки цветных металлов) являются прежде всего алюминий и его сплавы. Присадочные материалы можно выбрать по TGL 14908, флюсы — по TGL 14709, лист 2, F-; подготовка соединений — по TGL 14906, листы 1 — 5.
Проволока для стали
Технологии резки металлов
На сегодняшний день в промышленности используются три типовых технологии термического разделения металлических заготовок:
- Кислородная резка.
- Плазменная резка.
- Лазерная резка.
Первая технология – кислородная резка – используется при разделении заготовок из углеродистой и низколегированной стали.
Кроме того, кислородным резаком можно подравнять края кромок уже отрезанных заготовок, подготовить зону раздела стыка перед сваркой и «подчистить» поверхность литой детали.
Расход рабочих газов, в данном случае, определяется тратой и топлива (горючего газа), и окислителя (кислорода).
Вторая технология – плазменная резка – используется при разделении сталей всех типов (от конструкционных до высоколегированных), цветных металлов и их сплавов. Для плазменного резака нет недоступных материалов – он режет даже самые тугоплавкие металлы.
Причем качество разделочного шва, в данном случае, значительно выше, чем у конкурирующей технологии. При определении объемов рабочих газов, в данном случае, важен расход кислорода — при резке металла плазмой за горение материала отвечает именно окислитель. А сама плазма используется, как катализатор процесса термического окисления металла.
Третья технология – лазерная резка – используется для разделения тонколистовых заготовок. Соответственно, объемы расходуемых газов, в данном случае, будут существенно меньше, чем у кислородной и плазменной резки, которые рассчитаны на работу с крупными, толстостенными заготовками.
Нормы расчета горючих газов и окислителя
Нормы расхода пропана и кислорода или ацетилена и кислорода или только окислителя рассчитываются следующим образом:
- Норматив расхода топлива или окислителя на погонный метр разреза (H) умножается на длину разделочного шва (L).
- После этого к полученной сумме прибавляют произведение все того же норматива расхода (H) на коэффициент потерь (k), связанных с продувкой и настройкой резака.
В итоге, расход кислорода при сварке (или расход горючего газа) считается по формуле:
P = HL x Hk
Причем коэффициент k принимают равным 1,1 (для мелкосерийного производства или штучной резки, когда требуется часто включать и выключать резак) или 1,05 (для крупносерийного производства, когда резак работает почти без перерывов).
Определение норматива расхода газов
Для точного определения объемов расходуемых газов необходимо определить основу формулы — норму, которой определяется расход газа на погонный метр прорезаемого металла, обозначаемую в формуле литерой «H».
Согласно общим рекомендациям нормированный расход равняется частному от допустимого расхода разделяющего аппарата (p) (кислородного, плазменного или лазерного резака) и скорости резания металла (V).
То есть формула, по которой рассчитывается нормированный расход кислорода на резку металла (Н), а равно и любого другого газа, участвующего в процессе термического разделения, выглядит следующим образом:
Н = р/V
Искомый результат подставляют в первую формулу и получают конкретное значение расходуемого объема.
Определение значения допустимого расхода и скорости резания
Используемые во второй формуле операнды p
(допустимый расход) и
V
(скорость резания) зависят от множества факторов.
В частности значение допустимого расхода определяется паспортными данными сварочного аппарата. По сути p
равно максимальной пропускной способности форсунки резака в рабочем режиме.
А вот скорость резания – V
– определяется исходя из глубины шва, ширины режущей струи окислителя или плазмы, типа разделяемого материала и целой серии косвенных параметров.
В итоге, значение допустимого расхода извлекают из паспорта «резака», а скорость резания находят в справочниках, которые содержат специальные таблицы или диаграммы, связывающие все вводные данные.
И согласно справочным данным допустимый расход кислорода равняется 0,6-25 кубическим метрам в час. А максимальная скорость резания – 5-420 м/час. Причем для лазерной резки характерен минимальный расход (0,6 м3/час) и максимальная скорость (420 м/час): ведь такой резак разделит только 20-миллиметровую заготовку.
А вот плазменный резак «сжигает» до 25 м3/час кислорода и 1,2 м3/час ацетилена. При этом он разделяет даже 30-сантиметровые заготовки, делая разрез на скорости в 5 метров в час.
Словом, в таких расчетах все относительно: чем больше скорость, тем меньше глубина и чем больше расход, тем меньше скорость.
Ацетиленовая сварка
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция.
И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили.
С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Содержание:
- Разновидности термической резки металла.
- Расход газов на резку металла: нормы.
Нормирование расхода кислорода на резку металла является основополагающей, как при вычислении общих затрат в течение трудового процесса, так и при вычислении себестоимости изготовления детали и производства определённых видов работ. Так как кислород является топливом для резки детали, то норма расхода кислорода на резку металла приобретает ключевое значение, наряду с расходом электроэнергии. Существует несколько способов термического разделения металлов, которые подразделяются в зависимости от способа и вида используемого топлива. Поэтому наряду с кислородной резкой металлов мы в данной статье обратим внимание и на другие способы резки металлических конструкций. Итак, приступим.
Разновидности термической резки металла.
Рассмотрим три основных способа терморезки. Первый по распространению тип – это кислородно-разделительная резка. Область применения – раскрой листового и сортового углеродистого, низколегированного металлопроката, обрезка лишних выступов и кромок, которые образовались во время литья, подготовка деталей под сварку и прочее. Данный способ не применяется для разделения нержавеющих высоколегированных сталей, цветных металлов и чугуна.
Следующий тип – это плазменно-дуговая резка. Область применения – это также раскрой, но в данном случае низко- и высоколегированных сталей, а также алюминия, меди и их сплавов.
И последний тип, который мы рассмотрим в данной статье – это лазерная резка, которая является одним из инновационных методов резки металлов. Этот способ значительно расширяет область применения газовой резки и, благодаря этому, можно эффективно разделять тонколистный прокат, специальный профильный прокат, тонкостенные трубы, как из металлических, так и не из металлических деталей.
Расход газового топлива в различных способах (кислород, ацетилен, газозаменители) на разделение определяется по специализированным таблицам в зависимости от режима резки, а также от толщины разрезаемого металла.
При вышеупомянутых типах резки по видам топлива номинируется расход газов, которые используются для разогрева разрезаемой конструкции, для резки, а также для образования плазмы. Повторим, что к таким относятся: кислород, газы-заменители (пропан- бутан, природный газ и др.), ацетилен, а также азот. Кроме этих газов, используются водород и аргон, но их область и популярность применения не значительна, поэтому включать в содержание статьи мы их не будем.
Во время работы с плазменно-дуговым прибором важно заранее планировать количество сменных специальных электродов (катодов), с циркониевыми или гафниевыми вставками. Нормы расхода данных электродов меняются в зависимости от интенсивности рабочего процесса и в общем, не превышают 4 стержней за одну смену. Более точное нормирование расхода стержней будет указано в инструкции по эксплуатации данного агрегата.
Расход ацетилена и кислорода при сварке труб
Разновидности термической резки металла.
Рассмотрим три основных способа терморезки. Первый по распространению тип – это кислородно-автогенная резка.
Область применения – раскрой листового и сортового углеродистого, низколегированного металлопроката, обрезка лишних выступов и кромок, которые образовались во время литья, подготовка деталей под сварку, разделка металлолома и прочее. Данный способ не применяется для разделения нержавеющих высоколегированных сталей, цветных металлов и чугуна.
Следующий тип – это плазменно-дуговая резка. Область применения – это также раскрой, но в данном случае низко- и высоколегированных сталей, а также алюминия, меди и их сплавов.
И последний тип, который мы рассмотрим в данной статье – это лазерная резка, которая является одним из инновационных методов резки металлов.
Этот способ значительно расширяет область применения газовой резки и, благодаря этому, можно эффективно разделять тонколистный прокат, специальный профильный прокат, тонкостенные трубы, как из металлических, так и не из металлических деталей.
Расход газового топлива в различных способах (кислород, ацетилен, пропан) на разделение определяется по специализированным таблицам в зависимости от режима резки, а также от толщины разрезаемого металла.
Читать также: Чем вырезать отверстие в дереве
При вышеупомянутых типах резки по видам топлива номинируется расход газов, которые используются для разогрева разрезаемой конструкции, для резки, а также для образования плазмы.
Повторим, что к таким относятся: кислород, газы-заменители (пропан- бутан, природный газ и др.), ацетилен, а также азот.
Кроме этих газов, используются водород и аргон, но их область и популярность применения не значительна, поэтому включать в содержание статьи мы их не будем.
Во время работы с плазменно-дуговым прибором важно заранее планировать количество сменных специальных электродов (катодов), с циркониевыми или гафниевыми вставками.
Нормы расхода данных электродов меняются в зависимости от интенсивности рабочего процесса и в общем, не превышают 4 стержней за одну смену.
Более точное нормирование расхода стержней будет указано в инструкции по эксплуатации данного агрегата.
Расход газов на резку металла: нормы.
Расхода кислорода на резку металла, как и расход других газов, рассчитывается по специальной формуле:
Рдет = HL + HКh
И в этом уравнении Н – это нормативы расхода во время рабочего процесса, кубический метр газа на метр реза. L – величина разреза или вырезаемой детали, метр.
Kh – это коэффициент, который учитывает множество особенностей рабочего процесса: расход газа на начальном этапе резке, продувка и регулировка, зажигание плазменной дуги, на прогрев металла, и, как правило, он равняется 1.
1 при единичном производстве, или 1.05 – при промышленном производстве.
Норма расхода кислорода на резку металла и прочих газов (Н, кубический метр на один метр разреза) во время разделения в зависимости от мощностей оборудования и режима резки, высчитывается по следующей формуле:
H = Р/V
Где Р – это допустимый расход газов, который указан в технических характеристиках используемого оборудования, метр кубический на час, а V – это скорость разделения метр на час.
Основные значения газового расхода по различным диапазонам скорости резки для некоторых типов оборудования, которые можно применять для расчётов крупного масштаба в промышленном производстве, приведены в следующей таблице.
Основные сведения
Наиболее распространенный способ для осуществления резки металла сегодня – автогенный, его еще называют газовый или кислородный. Его суть сводится к тому, что под воздействием пламени газа, металл нагревается и начинает плавиться, а под воздействием струи кислорода происходит его сгорание, делая узкий паз.
В качестве подогревателя используют ацетилен, пропан-бутан, природный, коксовый газ.
Резка металла может классифицироваться в зависимости от необходимого конечного результата:
- поверхностная;
- разделительная;
- резка копьем.
Поверхностная газовая резка применяется в случаях, когда необходимо удаление слоев металла, чтобы образовались шлицы, канавки и другие конструктивные элементы.
Разделительный вид предусматривает выполнения сквозного реза, для получения необходимого количества металлических элементов, частей. Прожиг металла для получения глубоких или сквозных отверстий называется резкой копьем.
Технологический процесс
Строение режущего аппарата сконструировано таким образом:
- газовая горелка;
- два баллона;
- смеситель;
- регулятор давления;
- шланги.
Газовая горелка состоит из головки с несколькими соплами, в основном достаточно трех. Через два боковых подается горючее вещество, через третий, который размещается посредине, подается кислород. Баллоны предназначены непосредственно для газа и кислорода, в зависимости от объемов предполагаемой работы подбираются соответствующие по вместительности баллоны.
Для обеспечения одного часа непрерывной работы будет расходоваться в среднем 0,7 м 3 ацетилена (1 м 3 пропана) и 10 м 3 кислорода.
В целом необходимое количество исходного сырья будет зависеть от плотности металла и необходимой температуры для его нагрева.
Сократить расход пропана можно за счет специальных насадок на сопла, которые фиксируют подачу газа в определенном направлении, чем ближе будет подача к кислородной струе, тем возрастет расход топлива.
Регулятор давления необходим для обеспечения разных режимов и скоростей резки. Подавая меньшее количество топлива можно обеспечить низкую температуру, которая необходима для тонкой стали или металла невысокой прочности, а также сократить расход сырья.
Еще одной важной функцией редуктора является поддержание равномерного уровня давления. Если в процессе резки будет прервана подача газа, металл быстро охладеет и дальнейшая обработка станет невозможной.
Необходимое оборудование
Самым первым резаком было устройство Р1-01, его сконструировали еще в СССР, затем появились более модернизированные модели – Р2 и Р3. Отличаются аппараты размерами сопел и мощностью редуктора. Более современные ручные установки:
Они отличаются набором дополнительных функций и производительностью.
Quicky-Е может осуществлять фигурную резку, по заданным чертежам, скорость работы достигает 1000 мм в минуту, максимально допустимая толщина металла до 100 мм. Устройство имеет набор съемных сопел для обеспечения обработки металлических листов или труб различной толщины.
Этот аппарат может работать, используя различные виды горючего газа, в отличие от прототипа Р1-01,который работает только на ацетилене.
Ручной резак Secator имеет более улучшенные характеристики по сравнению с аналогами.
С его помощью можно обрабатывать металл толщиной до 300 мм, это обеспечивают дополнительные насадки, входящие в комплект, они съемные и их можно приобрести дополнительно, по мере износа. Secator может производить следующие виды резки:
Скорость может регулироваться в диапазоне от 100 1200 мм в минуту, а с помощью встроенной муфты свободного хода обеспечивается плавное перемещение машины по листу металла. Редуктор с воздушным охлаждением обеспечивает более чистую работу и сокращает расход горючего вещества.
Вышеперечисленные модели относятся к ручным, то есть они компактные, управляются с помощью рук мастера. Но для больших объемов обрабатываемого металла работать с такими
Читать также: Материал для резьбы по дереву для начинающих
Они представляют собой станок со столешницей, в которую встроен режущий механизм. Работу его обеспечивает электрический
компрессор, для которого необходима электросеть с не менее 380 В и трехфазными розетками. Технология работы моделей стационарных режущих установок ничем, но отличается от ручных. Разница лишь в производительности, максимальной температуре нагрева, и способности обрабатывать металл, толщиной более 300 мм.
Условия для резки металла газом
Для качественной работы установки необходимо обеспечить постоянную подачу газа, поскольку кислороду необходимо постоянное количество теплоты, которая поддерживается в основном (на 70%) за счет сгорания металла и лишь 30% обеспечивает пламя газа. Если его прекратить, металл перестанет вырабатывать тепло и кислород не сможет выполнять возложенные на него функции.
Максимальная температура ручных газовых резаков достигает 1300 о С, это достаточная величина для обработки большинства видов металла, однако, есть и такие, которые начинают плавиться при особо высоких температурах, например, окисел алюминия – 2050 о С (это почти в три раза больше чем температура плавления чистого алюминия), сталь с содержанием хрома – 2000 о С, никеля – 1985 о С.
Если металл достаточно не разогрет и не начат процесс плавления, кислород не сможет вытеснить тугоплавкие окислы. Обратная этой ситуация, когда металл имеет низкую температуру плавления, под воздействием горящего газа он может просто расплавиться, так, нельзя применять данный способ резки для чугуна.
Техника безопасности
Осуществление резки металла с помощью газовой установки лучше доверить опытному специалисту, поскольку при неаккуратном обращении последствия могут быть достаточно печальными.
Техника безопасности предполагает выполнения следующих условий:
Соблюдение этих простых условий обеспечит безопасную и эффективную работу по резке металла газовой установкой.
Особенности резки
Резак надо вести плавно вдоль линии разреза и следить за углом наклона, который отклоняется на 5—6 градусов против движения инструмента. При толщине металла более 0,95 м отклонение увеличивают, прорезав металл на глубину около 20 мм, угол отклонения опять уменьшается. Как резать резаком, чтобы срез был ровным, мы уже подробно объясняли в предыдущем разделе.
Сколько расходуется газа
Расход газов при резке металла пропаново-кислородным резаком, зависит от толщины конструкции и конфигурации разреза. Для наглядности приводим расположенную ниже таблицу:
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти.
В этом случае «0» является самым малым размеров, соответственно «5» — самым большим. Здесь в основном имеется ввиду размер отверстия.
И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени.
Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм.
Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить.
И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке.
А этот химический элемент для сварочного процесса – не самый лучший показатель.
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока.
При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°.
Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла.
Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну.
Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким.
И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой.
Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок.
Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность.
Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°.
И чем толще металл, тем больше угол наклона.
Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Поделись с друзьями
Как определить расход сварочной смеси?
Во время планирования бюджета для сварочных работ основное внимание уделяется комплектующим и расходным материалам.
В случае использования защитных газов важным показателем является расход сварочной смеси, особенно если речь идет о серийном и крупносерийном производстве.
И хотя на данный параметр могут оказывать влияние несколько факторов, все же осуществить приблизительные расчеты, и на их основе составить план заправки газовых баллонов, вполне реально.
Расход газов на резку металла: нормы.
Расхода кислорода на резку металла, как и расход других газов, рассчитывается по специальной формуле:
И в этом уравнении Н – это нормативы расхода во время рабочего процесса, кубический метр газа на метр реза. L – величина разреза или вырезаемой детали, метр. Kh – это коэффициент, который учитывает множество особенностей рабочего процесса: расход газа на начальном этапе резке, продувка и регулировка, зажигание плазменной дуги, на прогрев металла, и, как правило, он равняется 1.1 при единичном производстве, или 1.05 — при промышленном производстве.
Норма расхода кислорода на резку металла и прочих газов (Н, кубический метр на один метр разреза) во время разделения в зависимости от мощностей оборудования и режима резки, высчитывается по следующей формуле:
Где Р – это допустимый расход газов, который указан в технических характеристиках используемого оборудования, метр кубический на час, а V – это скорость разделения метр на час.
Основные значения газового расхода по различным диапазонам скорости резки для некоторых типов оборудования, которые можно применять для расчётов крупного масштаба в промышленном производстве, приведены в следующей таблице.
Применение различных газов в качестве топлива для разделительных машин по металлу обусловлено требованиями к применяемому оборудованию и в зависимости от технологического процесса. Зависимость толщины и скорости резки от допустимого расхода газа является прямо пропорциональной и данное значение можно легко и просто определить интерполированием. И поэтому можно укрупнено, оценочно совершить вычисление расхода различных газов независимо от вида термической резки металлов, исходя из размеров разреза, толщины металла, а также мощности оборудования.
В конце важно отметить, что нормирование расхода газов – это одна из важных особенностей, от которых зависит эффективность и скорость рабочего процесса, поэтому не стоит забывать про нормативы расхода, особенно во время разделения металла в огромных масштабах.
Сколько баллонов можно перевозить без оформления специальных разрешительных документов
Правила перевозки газов автомобильным транспортом регламентируются Правилами перевозки опасных грузов автомобильным транспортом (ПОГАТ), которые в свою очередь согласуются с требованиями Европейского соглашения о международной перевозке опасных грузов (ДОПОГ).
В пункте ПОГАТ 1.2 указывается, что «Действия Правил не распространяются на … перевозки ограниченного количества опасных веществ на одном транспортном средстве, перевозку которых можно считать как перевозку неопасного груза. Ограниченное количество опасных грузов определяется в требованиях по безопасной перевозке конкретного вида опасного груза. При его определении возможно использование требований Европейского соглашения о международной дорожной перевозке опасных грузов (ДОПОГ)».
Согласно ДОПОГ, все газы относятся ко второму классу опасных веществ, при этом разные газы могут иметь различные опасные свойства: A — удушающие газы, O — окисляющие вещества, F — легковоспламеняющиеся вещества. Удушающие и окисляющие газы отностся к третьей транспортной категории, а легковоспламеняющиеся — ко второй. Максимальное количество опасного груза, перевозка которого не подпадает под Правила, указывается в ДОПОГ п.1.1.3.6, и составляет 1000 единиц для третьей транспортной категории (классов 2A и 2O), а для второй транспортной категории (класса 2F) максимальнное количество составляяет 333 единицы. Для газов под одной единицей понимается 1 литр вместимости сосуда, либо 1 кг сжиженного или растворенного газа.
Таким образом, согласно ПОГАТ и ДОПОГ, на автомобиле можно свободно перевозить следующее количество баллонов: кислород, аргон, азот, гелий и сварочные смеси — 24 баллона по 40 литров; углекислота — 41 баллон по 40 литров; пропан — 15 баллонов по 50 литров, ацетилен — 18 баллонов по 40 литров. (Примечание: ацетилен хранится в баллонах растворенным в ацетоне, и каждый баллон, помимо газа, содержит 12,5 кг такого же горючего ацетона, что учтено при расчетах.)
При совместной перевозке различных газов следует руководствоваться ДОПОГ п. 1.1.3.6.4: «Если в одной и той же транспортной единице перевозятся опасные грузы, относящиеся к разным транспортным категориям, сумма количества веществ и изделий транспортной категории 2, помноженного на «3», и количества веществ и изделий транспортной категории 3 не должна превышать 1000 единиц».
Также в ДОПОГ п. 1.1.3.1 содержится указание, что: «Положения ДОПОГ не применяются … к перевозке опасных грузов частными лицами, когда эти грузы упакованы для розничной продажи и предназначены для их личного потребления, использования в быту, досуга или спорта, при условии, что приняты меры для предотвращения любой утечки содержимого в обычных условиях перевозки».
Дополнительно имеется разъяснение ДОБДД МВД России от 26.07.2006 г. исх. 13/2-121, в соответствии с которым «Перевозку аргона сжатого, ацетилена растворенного, кислорода сжатого и пропана, находящихся в баллонах емкостью по 50 л. без соблюдения требований Правил перевозки опасных грузов автомобильным транспортом, возможно осуществлять на одной транспортной единице в следующих количествах: ацетилен растворенный или пропан — не более 6 баллонов, аргон или кислород сжатые — не более 20 баллонов. В случае совместной перевозки двух из указанных опасных грузов возможны следующие соотношения по количеству баллонов: 1 баллон с ацетиленом и 17 баллонов с кислородом или аргоном; 2 и 14; 3 и 11; 4 и 8; 5 и 5; 6 и 2. Такие же соотношения возможны в случае перевозки пропана и кислорода или аргона сжатых. При совместной перевозке аргона и кислорода сжатых максимальное количество не должно превышать 20 баллонов, независимо от их соотношения, а при совместной перевозке ацетилена и пропана — 6 баллонов, также независимо от их соотношения».
Исходя из вышеизложенного, рекомендуется руководствоваться указанием ДОБДД МВД России от 26.07.2006 г. исх. 13/2-121, там разрешается меньше всего и прямо указывается количество, чего можно и как. В этом указании конечно забыли про углекислоту, но всегда можно сказать, что она равна аргону, сотрудники ГИБДД как правило не являются великими химиками и им этого хватает. Помните, что ПОГАТ / ДОПОГ тут полностью на вашей строне, углекислоты по ним можно перевозить даже больше, чем аргона. Правда по-любому будет за вами. На 2014 год автору известно как минимум о 4 выигранных судебных процессах против ГИБДД, когда людей пытались наказать за перевозку меньшего количества баллонов, чем подпадает под ПОГАТ / ДОПОГ.
Расчет технологических параметров ацетиленокислородной сварки
Варианты расчета сварки деталей представлены в табл. 11.
| № варианта | Длина сварки Lсв.шв. , мм | Толщина листа h, мм | № варианта | Длина сварки Lсв.шв. , мм | Толщина листа, h, мм |
| 0,5 0,6 0,7 0,8 0,9 | 3,5 |
Расчет сварки деталей проводят в следующей последовательности.
1. Выбор наконечника горелки.
Мощность пламени зависит от количества сгорающих газов и задается толщиной свариваемых деталей. Часовой расход ацетилена определяют по формуле:
, л/ч,
где – толщина свариваемой детали, мм;
– коэффициент удельного расхода ацетилена на единицу толщины свариваемых деталей, л/ч´мм:
=100…130 л/ч´мм – низкоуглеродистые стали;
=80…100 л/ч´мм – высоколегированная сталь и чугунные детали;
=100…150 л/ч´мм – алюминиевые детали;
=150…220 л/ч´мм – медные детали.
Меньшие значения коэффициента k следует брать для левого, а большие — для правого способа сварки.
В зависимости от часового расхода А ацетилена по табл.12 находят номер наконечника газовой горелки.
Выбор номера наконечника в зависимости от толщины свариваемых деталей и расхода ацетилена
| Номера наконечников | ||||||||
| Расход ацетилена, л/ч | 20 … 65 | 50 … 125 | 120 … 240 | 230 … 400 | 400 … 700 | 660 … 1100 | 1100 … 1700 | 1700 … 2800 |
| Толщина свариваемого металла h, мм | 0,2 … 0,7 | 0,5 … 1,5 | 1 … 3 | 2,5 … 4 | 4 … 7 | 7 … 11 | 11 … 17 | 17 … 30 |
2. Обоснование способа сварки (левый или правый).
3. Выбор по табл. 10 схемы разделки кромок (отбортовка, скосы).
4. Подбор схваток (длина, расстояние между ними, количество).
5. Выбор угла наклона горелки к поверхности свариваемых деталей в зависимости от толщины h детали.
6. Подбор марки и диаметра присадочной проволоки:
dсв.пр=h/2+1, мм – для левого способа сварки;
dсв.пр=h/2, мм – для правого способа сварки.
Листы малой толщины (h до 1…2 мм) можно сваривать без присадочной проволоки, с предварительной отбортовкой кромок. Более толстые листы сваривают присадочной проволокой и с отбортовкой кромок, а при h>5…6мм – с разделкой кромок (табл.10). При сварке изделий толщиной свыше 20 мм диаметр присадочной проволоки берется не более 10…12 мм.
7. Определение количества расходуемой проволоки на 1 погонный метр шва:
, г/ м,
где – толщина свариваемых деталей, мм;
– коэффициент расхода проволоки, =
12 г/ мм´м для малоуглеродистой стали.
Находим общий расход присадочной проволоки (наплавленного металла) по массе: , г,
где .
– длина сварного шва, м;
и по длине присадочной проволоки , м,
где – удельный вес присадочной проволоки (= 7,8 г/см 3 для стали).
Расчет нормы времени
Основное время определяем по формуле:
, мин,
где – вес наплавленного металла, г,
– расход ацетилена, л/ч,
– поправочный коэффициент, зависящий от способа сварки и положения шва в пространстве; =1,0…1,6. Чем сложнее выполнение шва, тем больше значение этого коэффициента, так максимальное его значение будет при потолочном шве ( =1,6), меньше при вертикальном шве ( =1,2) и наименьшее при горизонтальном шве ( =1,0); при кольцевом шве значение коэффициентов будут в случае поворота детали =1,15 , а без поворота — =1,3.
– поправочный коэффициент, зависящий от длины сварного шва :
Основные сведения о газосварочных горелках
Горелки типа Г2 «Малютка», «Звездочка» являются самыми распространенными и универсальными сварочными горелками, и при покупке горелки для общих целей стоит приобретать именно их. Горелки могут комплектоваться разными наконечниками, и в зависимости от установленного наконечника обладать разными характеристиками:
Наконечник №1 — толщина свариваемого металла 0,5 — 1,5 мм — средний расход ацетилена/кислорода 75/90 л/час Наконечник №2 — толщина свариваемого металла 1 — 3 мм — средний расход ацетилена/кислорода 150/180 л/час Наконечник №3 — толщина свариваемого металла 2 — 4 мм — средний расход ацетилена/кислорода 260/300 л/час
Важно знать и помнить, что ацетиленовые горелки не могут устойчиво работать на пропане, и для сварки, пайки, нагрева деталей пропан-кислородным пламенем необходимо применять горелки типа ГЗУ и прочие, специально предназначенные для работы на пропан-бутане. Необходимо учитывать, что сварка пропан-кислородным пламенем дает худшие характеристики шва, чем сварка на ацетилене или электросварка, и поэтому к ней следует прибегать только в исключительных случаях, а вот пайка или нагрев на пропане могут быть даже более комфортны, чем на ацетилене. Характеристики пропан-кислородных горелок, в зависимости от установленного наконечника, следующие:
Наконечник №1 — средний расход пропан-бутана/кислорода 50/175 л/час Наконечник №2 — средний расход пропан-бутана/кислорода 100/350 л/час Наконечник №3 — средний расход пропан-бутана/кислорода 200/700 л/час
Для правильной и безопасной работы горелки очень важно установить правильное давление газа на входе в неё. Все современные горелки выполняются инжекторными, т.е. подсос горючего газа в них выполняется струей кислорода, проходящей по центральному каналу инжектора, и поэтому давление кислорода должно быть выше давления горючего газа. Обычно устанавливают следующее давление:
Давление кислорода на входе в горелку — 3 кгс/см2 Давление ацетилена или пропана на входе в горелку — 1 кгс/см2
Инжекторные горелки наиболее устойчивы к обратному удару пламени и рекомендуется использовать именно их. В старых, безинжекторных горелках, давление кислорода и горючего газа устанавливается равным, в силу чего развитие обратного удара пламени облегчается, это делает такую горелку более опасной, особенно для начинающих газосварщиков, которые часто умудряются макнуть мундштук горелки в сварочную ванну, что чрезвычайно опасно.
Также следует всегда соблюдать правильную последовательность открывания/закрывания вентилей горелки при её зажигании/гашении. При зажигании первым всегда открывается кислород, потом горючий газ. При гашении сначала закрывается горючий газ, а потом кислород. Учтите, что при гашении горелки в такой последовательности может происходить хлопок — не бойтесь, это нормально.
Обязательно нужно правильно выставлять соотношение газов в пламени горелки. При правильном соотношении горючего газа и кислорода ядро пламени (небольшая яркая светящаяся область прямо у мундштука) жирное, густое, четко очерчено, не имеет вокруг вуали в пламени факела. При избытке горючего газа вокруг ядра будет вуаль. При избытке кислорода ядро станет бледным, острым, колючим. Чтоб правильно выставить состав пламени сначала дайте избыток горючего газа, чтоб появилась вуаль вокруг ядра, и потом плавно добавляйте кислород или убирайте горючий газ до момента, когда вуаль полностью исчезнет, и тут же прекращайте крутить вентили, это и будет оптимальное сварочное пламя. Сварку нужно вести зоной пламени у самого кончика ядра, но не в коем случае не совать само ядро в сварочную ванну, и не относить слишком далеко.
Не стоит путать сварочную горелку и газовый резак. Сварочные горелки имеют два вентиля, а газовый резак — три вентиля. Два вентиля газового резака отвечают за подогревающее пламя, а третий дополнительный вентиль открывает струю режущего кислорода, который, проходя по центральному каналу мундштука, заставляет металл гореть в зоне реза. Важно понимать, что газовый резак режет не выплавлением металла из зоны реза, а его выжиганием с последующим удалением шлака динамическим воздействием струи режущего кислорода. Для того, чтобы разрезать газовым резаком металл, необходимо зажечь подогревающее пламя, действуя также, как в случае зажигания сварочной горелки, поднести резак к краю реза, нагреть небольшой локальный участок металла до красного свечения и резко открыть кран режущего кислорода. После того, как металл загорится и начнет образовываться рез, резак начинают перемещать в соответствии с необходимой траекторией реза. По окончании реза кран режущего кислорода обязательно закрывают, оставляя только подогревающее пламя. Рез всегда нужно начинать только с края, но если есть острая необходимость начать рез не с края, а с середины, то не стоит «пробивать» металл резаком, лучше просверлить сквозное отверстие и начать резку от него, это намного безопаснее. Некоторые сварщики-акробаты умудряются резать металл небольшой толщины обычными сварочными горелками, ловко манипулируя вентилем горючего газа, периодически перекрывая его и оставляя чистый кислород, а потом снова зажигая горелку о горячий металл, и хотя видеть такое можно достаточно часто, стоит предупредить, что делать это опасно, а качество реза получается низкое.
Сварка ацетиленом
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция. И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили. С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Технология сварки
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени. Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм. Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить. И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке. А этот химический элемент для сварочного процесса – не самый лучший показатель.
Резка металла кислородно-пропановым резаком
При возникновении необходимости работы с толстослойным металлом используется газовый резак. Он осуществляет разрез металлического листа с помощью горячей пламенной струи. Она формируется благодаря смешению двух газов — это пропан и кислород.
Кислородно-пропановым резаком невозможно осуществить резку высокоуглеродистых металлов, меди и ее сплавов, алюминия. Спектр материалов, поддающихся воздействию, ограничен низкоуглеродистыми сталями марки от 08 до 20Г по ГОСТу (1050-60) и среднеуглеродистым — от 30 до 50Г2 (ГОСТ 1050-60).
Пропановый резак раскраивает металл, имеющий толщину не более 300 мм.
Для работы необходимо иметь
- кислородные шланги высокого давления
- баллоны с пропаном и кислородом
- мундштук
- резак
Все детали газового оборудования стандартные и при поломке могут быть заменены.
Подготовка к работе
Перед началом работ необходимо убедится в безопасности: на одежде, полу, окружающих поверхностях должны отсутствовать следы масла и прочие легковоспламеняющиеся вещества. Далее следует осмотреть газовое оборудование на предмет полной комплектации и исправности. Следующие шаги помогут привести оборудование в режим готовности:
- Продуйте все шланги высокого давления газом для удаления пыли и грязи, прежде чем начнете подсоединять их. Проверьте подсос в каналах резака. Прикрепите с помощью ниппеля и гайки кислородный шланг к штуцеру с правой резьбой. Пропановый шланг прикрепите к левому штуцеру;
- Проверьте, нет ли утечки газов в разъемных соединениях;
- Проверьте исправность манометров. Обратите внимание на герметичность газовых редукторов.
Начало работы
Расход кислорода при резке металла в 10 раз выше, чем расход пропана.
- Закройте все вентили резака и выставьте на редукторах рабочие атмосферы: на кислородном – 5, на газовом – 0,5.
- Откройте пропановый баллон на четверть и подожгите.
- Уприте сопло резака под наклоном в металлическую поверхность и плавно откройте регулирующий кислород.
- Переходите к процессу регулировки пламени: поочередно открывайте кислород и газ, пока пламя не приобретет синий цвет и у него не появиться коронка.
- Силу пламени выбирайте исходя из толщины металла.
Процесс резки
- Начинайте резку металла с той точки, от которой должен пойти разрез.
- Разогрейте эту точку до температуры возгорания металла (1000-1300 C). Когда металл воспламенится (поверхность при этом будет выглядеть мокрой) откройте вентиль режущего кислорода и пустите узконаправленную струю.
- Плавно ведите резак кислородный по линии разреза, под углом 84-85° в противоположную сторону от резки. Если толщина метала больше 95 мм, сделайте отклонение на 7-10°.
- После того, как линия разреза достигла 15-20 мм, измените угол наклона на 20-30°.
При правильном выборе скорости перемещения газового резака поток искр и шлака вылетает из разреза прямо вниз, кромки при этом получаются чистыми, отсутствуют подтеки и наплавления.
Если в процессе выполнения работы у вас оборвался кислородный шланг – не паникуйте. Закройте подачу пропана, а затем оба баллона. Исчезнувшее в процессе регулировки пламя нужно разжечь повторно, предварительно закрыв вентили резака.
Техника безопасности при резке и сварке
Разработанные четкие правила техники безопасности позволили сделать процесс контролируемым, жизнь и здоровье резчиков и окружающих стала вне опасности:
- Использование специальной маски с светофильтрами, респиратора и защитного костюма.
- Допуск к работам лиц, достигших возраста 18 лет и прошедших специальный курс по газовому делу, имеющие удостоверение с отметкой на проведение данного вида работ.
- Обмыливание на плотность всех соединений аппаратуры, трубопроводов и арматуры для предотвращения утечки газа.
- Использование специальных тележек и носилок для перемещения отдельных баллонов. Отсутствие ударение баллонов друг о друга при транспортировке.
- Не допускается попадание на кислородный редуктор, вентиль или шланг сжиженного газа, жиров, масла.
- Запрещается открывание замасленными руками редуктора и вентиля кислородного баллона.
- Перед началом работ необходимо выпускать через резак смесь газа и воздуха, образующуюся в шланге. Таким образом предотвращаем появление обратного удара в шланг и редуктор.
- Прогрев металла только сжиженным газом без кислорода строго запрещается.
Источник: https://svarkagid.ru/tehnologii/rezka-metalla-kislorodom-i-propanom.html
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока. При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°. Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну. Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким. И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок. Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность. Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200) n .
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°. И чем толще металл, тем больше угол наклона. Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Ацетиленовая сварка
Старая сварочная технология, с помощью которой всегда получается красивый и прочный шов, ацетиленовая сварка. В основе данного процесса лежит горючий газ – ацетилен, который всегда получали при помощи смешивания воды и карбида кальция.
И делали это в специальном баллоне, называемом генератором. К оборудованию добавлялся кислородный баллон, комплект шлангов, горелка, установленная на специальной рукоятке, на которой располагаются регулирующие вентили.
С их помощью регулировалась подача и расход ацетилена и кислорода.
Возни с генератором газа всегда было много. Его необходимо было перед каждым сварочным процессом загружать карбидом и заполнять водой. После окончания сварки смесь сливали, тем самым получали непредвиденный расход материалов. Сегодня вместо капризных генераторов используют баллоны, которые в заводских условиях заполняются ацетиленом под необходимым давлением.
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти.
В этом случае «0» является самым малым размеров, соответственно «5» — самым большим. Здесь в основном имеется ввиду размер отверстия.
И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Перед тем как варить ацетилен сваркой, необходимо открыть подачу ацетиленового газа до появления резкого специфичного запаха. Горелка поджигается, после чего надо постепенно добавлять кислород до образования устойчивого синего пламени.
Обратите внимание, что на каждом баллоне: ацетиленовом и кислородном установлены редукторы. Так вот при подаче обоих газов на ацетиленовом баллоне должна устанавливаться подача под давлением 2-4 атм, на кислородном до 2 атм.
Повышать давление нет смысла, потому что это приведет к неправильной регулировке горючей смеси.
Когда производится сварка черных металлов, то обычно сварщики устанавливают так называемое нейтральное пламя. Состоит оно из трех частей, которые четко видны невооруженным глазом:
- Внутри располагается ядро, оно имеет яркий голубой окрас нередко с зеленоватым оттенком.
- Далее идет восстановительное пламя. Это так называемая рабочая область, имеющая бледно-голубой окрас.
- И сверху располагается факел пламени. И он тоже является рабочим.
Всего специалисты отмечают четыре разновидности пламени ацетиленовой сварки, но именно нейтральный вид используется чаще всего. Его нужно правильно настроить.
И если настройка была проведена неграмотно, то сварка ацетиленом будет не варить металл, а резать его. Очень важно не допустить, чтобы пламя горелки было длинным и с оранжевым концом. Такое пламя вводит в нагретый металл углерод в избытке.
А этот химический элемент для сварочного процесса – не самый лучший показатель.
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока.
При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°.
Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла.
Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну.
Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким.
И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой.
Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Особенности газовой сварки
Ацетилено-кислородная сварка имеет три основных параметра, от которых зависит качество конечного результата. Это мощность огня (пламени), это под каким углом к сварочной поверхности располагается горелка, диаметр используемого присадочного прутка.
Мощность пламени горелки выбирается в зависимости от теплофизических свойств металла и от толщины свариваемых заготовок.
Зависимость такая: чем толще детали, чем выше у их металла теплопроводность и температура плавления, тем больше должна быть и мощность пламени горелки. Последняя определяется расходом газовой смеси. Чем больше расход, тем выше мощность.
Для каждого вида металлов выбирается свой мощностной показатель. Существуют формулы, по которым он определяется. Основная зависимость – это толщина свариваемых заготовок.
- Для черных металлов (сталь и чугун) мощность располагается в пределах (100-150)n, где n – это толщина детали.
- Для цветных металлов, к примеру, для меди – диапазон равен (150-200)n.
Мощность пламени, как и расход газов, имеет единицу измерения – л/час.
Что касается угла наклона горелки, то она также изменяется в зависимости от толщины соединяемых изделий. К примеру, если толщина варьируется в диапазоне от 1 до 15 мм, то угол наклона будет изменяться от 10 до 80°.
И чем толще металл, тем больше угол наклона.
Но в самом начале сварки необходимо угол наклона выдерживать максимальным, даже до 90°, потому что при таком значении будет быстрее нагреваться соединяемые детали, плюс быстрее сформируется сварочная ванна.
Диаметр присадочного стержня также выбирается в зависимости от толщины заготовок. Формула определения проста: половина толщины плюс один миллиметр. К примеру, если свариваются между собой детали толщиною 4 мм, то для их соединения необходима присадка диаметром 3 мм.
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.
Поделись с друзьями
Плюсы и минусы
К преимуществам газовой сварки можно отнести:
- Полная независимость от электричества.
- Возможность изменять температуру сварочной ванны только за счет изменения угла направления пламени, то есть, расположения горелки.
- Возможность избегать прожогов, изменяя расстояние от сварочной поверхности до горелки.
- Аппарат и все оборудования для ацетиленовой сварки мобильно.
Но есть у данной технологии и свои минусы.
- Небольшая производительность сварочного процесса.
- Достаточно большая площадь нагрева, что чаще всего отрицательно влияет на сам основной металл.
- Для проведения сварных работ требуется сварщик с высокой квалификацией.
- Редко используется в промышленных объемах.
Чаще всего же сварка ацетиленовым газом применяется для соединения тонкостенных заготовок. К примеру, для стыковки тонкостенных труб, где невозможно изнутри использовать флюс или защитный газ. Обязательно ознакомьтесь с видео-уроком, правила ведения ацетиленовой сварки.