Образование сварочного пламени
Реакция горения обычно протекает при соединении твердых, жидких или газообразных веществ с кислородом. Однако некоторые металлы могут гореть не только в кислороде. Для процессов газопламенной обработки наибольшее значение имеет горение различных горючих газов в кислороде или воздухе. Горение любой газовой смеси начинается с ее воспламенения при определенной температуре, зависящей от условий процесса горения.
Устойчивый процесс горения возможен лишь в том случае, если выделяющегося при сгорании горючей смеси количества теплоты достаточно для нагрева новых порций газа и компенсации потерь теплоты в окружающую среду. Необходимое условие горения газа в кислороде или воздухе — содержание горючего газа в смеси в определенных пределах, называемых пределами воспламенения.
В зависимости от скорости воспламенения горючей смеси (скорости распространения пламени) различают три вида горения: спокойное — со скоростью распространения пламени, не превышающей 10 … 15 м/с; взрывчатое — со скоростью распространения пламени, достигающей нескольких сотен метров в секунду; детонационное — со скоростью распространения пламени более 1 000 м/с.
Скорость воспламенения зависит от состава газовой смеси и ее давления; характера и объема пространства, в котором происходит горение; термомеханических условий на его границе (например, при горении смеси в трубках основным параметром, определяющим эти условия, является диаметр трубки); чистоты горючего газа и кислорода (с увеличением содержания в них примесей скорость воспламенения уменьшается).
Используемые в процессах газопламенной обработки горючие газы представляют собой преимущественно смеси углеводородов с другими газами, в чистом виде применяют только водород. Все горючие газы, содержащие углеводороды, образуют пламя со светящимся ядром, аналогичным по строению ацетиленокислородному пламени. Чем больше углерода в составе горючего газа, тем резче очерчено светящееся ядро пламени. В отличие от углеводородных газов водородно-кислородное пламя светящегося ядра не образует, что затрудняет регулирование пламени по внешнему виду.
Строение сварочного пламени
Процесс горения горючего газа начинается с воспламенения газа при определенной температуре, зависящей от условий, в которых протекает процесс горения. После начала горения дальнейший нагрев газа от внешнего источника не требуется, если выделяемой при горении теплоты достаточно для поддержания горения новых порций горючей смеси и компенсации потерь теплоты в окружающую среду.
В зависимости от хода реакции сгорания ацетилена сварочное ацетиленокислородное пламя имеет определенную форму (рис. 1). Во внутренней части ядра 1 пламени происходит постепенный подогрев до температуры воспламенения газовой смеси, поступающей из мундштука. В ядре пламени происходит термическое разложение ацетилена, которое ускоряется за счет присутствия в ядре кислорода, подаваемого в горелку. Ацетилен в ядре пламени
разлагается по реакции
С2Н2 + О2 → 2С + Н2 + О2 (2.1)
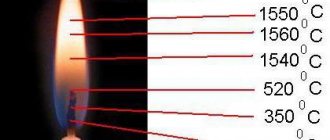
Образующийся углерод представляет собой мельчайшие твердые частицы, окружающие тонким раскаленным слоем ядро пламени, вызывая его свечение. Оболочка ядра является самой яркой частью сварочного пламени с температурой около 1 500 °С. По внешнему виду ядра можно визуально определить состав газовой смеси и исправность сварочной горелки.
В средней зоне 2 пламени протекает неполное окисление углерода кислородом, находящимся в смеси, по реакции
2С + Н2 + О2 → 2СО + Н2 (2.2)
Выделяющаяся теплота способствует подогреву смеси и ускорению протекающих в ней окислительных процессов. Средняя зона 2 характеризуется максимальной температурой (рис. 2).
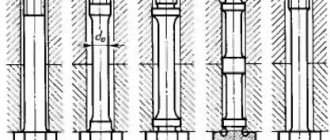
Рис. 1. Строение сварочного пламени: а — нормальное пламя: 1 — ядро; 2 — средняя зона; 3 — факел; б — окислительное пламя (с избытком кислорода); в — науглероживающее пламя (с избытком ацетилена)
В факеле 3 пламени происходит догорание оксида углерода и водорода при их взаимодействии с кислородом, поступающим из воздуха:
2СО + Н2 + 1,5О2 K 2СО2 + Н2О (2.3)
с выделением большого количества теплоты. Однако из-за большого объема зоны факела 3 температура в ней ниже, чем в средней зоне 2.
Рис. 2. Распределение температуры t вдоль оси ацетиленокислородного пламени: 1 — ядро; 2 — редняя зона; 3 — факел
Рис. 3. Зависимость максимальной температуры t пламени от содержания кислорода в газовой смеси
Для образования нормального пламени (см. рис. 1, а) и полного сгорания ацетилена необходимо на каждый его объем подводить в горелку такой же объем кислорода (отношение β = Vк/Vа = 1). Нормальное пламя получают при β = 1,1 … 1,3.
При увеличении этого отношения (β > 1,3) получают окислительное пламя, так как оно содержит избыточный кислород, окисляющий металл. В этом случае ядро пламени укорачивается, становится заостренным, с менее резкими очертаниями (см. рис. 1, б ), бледнеет и приобретает синеватую окраску.
При уменьшении количества поступающего кислорода (избыток ацетилена) получают науглероживающее пламя (см. рис. 1, в). Объем средней зоны при этом увеличивается, ядро становится расплывчатым, и за ним появляется «ацетиленовое перо» зеленоватого цвета. При значительном избытке ацетилена частицы углерода появляются и в наружной зоне, пламя становится коптящим, удлиняется и приобретает красноватую окраску.
Установлено, что наивысшая температура пламени и наивысшая производительность сварки наблюдаются при некотором избытке кислорода в смеси по сравнению с нормальным пламенем (рис. 3). Максимальную температуру для достаточно чистого кислорода и ацетилена можно принять равной 3 100 … 3 200 °С.
Строение пламени газов-заменителей, в состав которых входят углеводороды, существенно не отличается от строения ацетиленокислородного пламени, но имеет менее выраженное светящееся ядро, что затрудняет регулирование состава пламени по внешнему виду.
Окислительный вид сварочного пламени
Окислительное сварочное пламя получается при избытке кислорода. Т.е. когда соотношение кислорода к ацетилену больше чем 1,3. Ядро окислительного пламени короче, чем у восстановительного. У него более резкий контур и оно менее яркое. Восстановительная зона и факел также короче по длине, чем у нормального пламени.
Температура окислительного пламени немного выше, чем у нормального. Такой вид пламени не подходит для сварки сталей, т.к. избыток кислорода способствует окислению металла, в результате чего образуются множественные дефекты в сварном шве в виде пор. Сам шов получается хрупким. Окислительное пламя часто используют при сварке латуни.
Тепловые характеристики сварочного пламени
Температура пламени — один из важнейших параметров, определяющих его тепловые свойства. Чем выше температура, тем эффективнее нагрев и плавление металла.
Так как средняя зона, имея в своем составе оксид углерода и водород, обладает и восстановительными свойствами, то сварку, естественно, осуществляют именно этой зоной, располагая горелку так, чтобы ядро пламени отстояло от поверхности металла на расстоянии 2 … 3 мм.
Существенное влияние на температуру пламени оказывает соотношение смеси горючего газа с кислородом. С увеличением β максимум температуры возрастает и смещается в сторону мундштука горелки, что объясняется увеличением скорости процесса горения смеси при избыточном содержании в ней кислорода.
Температура ацетиленокислородного пламени сварочной горелки с удельным расходом ацетилена 250 … 400 дм3/ч при соотношении смеси газов β = 1,1 … 1,2 в зависимости от расстояния до внутреннего ядра пламени изменяется следующим образом:
| Расстояние, мм | 3 | 4 | 11 | 25 |
| Температура, °С | 3 050 … 3 150 | 2 850 … 3 050 | 2 650 … 2 850 | 2 450 … 2 650 |
С изменением соотношения смеси температура пламени существенно изменяется, достигая максимальных значений при повышенном содержании кислорода.
Нагрев металла пламенем обусловлен вынужденным конвективным и лучистым теплообменом между потоком горючей смеси пламени и соприкасающимся с ним участком поверхности металла. Лучистый теплообмен невелик — 5 … 10 % общего теплообмена пламени и металла, поэтому сварочное пламя можно рассматривать как конвективный теплообменный источник.
Интенсивность вынужденного конвективного теплообмена зависит от разности температур пламени и нагреваемой поверхности металла, а также от скорости перемещения потока пламени относительно этой поверхности.
В общем виде удельный тепловой поток пламени q2, представляющий собой количество теплоты, вводимой пламенем за единицу времени через единицу площади нагреваемой поверхности металла, можно выразить правилом Ньютона:
q2 = а(Тп — Т ), (2.4)
где а — коэффициент теплообмена между пламенем и металлом, равный сумме коэффициентов вынужденного конвективного и лучистого теплообмена, Вт/(м2 · К); Тп — температура потока газов пламени, К; Т — температура поверхности металла, на которую направлен поток пламени, К.
Коэффициент а в процессе нагрева металла и увеличения его температуры уменьшается.
Направленный на поверхность металла газовый поток пламени деформируется и, растекаясь, нагревает значительный по размерам участок поверхности металла. Этот участок называют пятном нагрева. Распределение удельного теплового потока пламени по пятну нагрева зависит от угла наклона пламени, расстояния от сопла до нагреваемого металла и средней скорости истечения горючей смеси из сопла горелки.
Эффективная тепловая мощность пламени q и зависит в основном от расхода горючего газа, с увеличением которого она возрастает (рис. 4).
Эффективность нагрева металла газовым пламенем оценивается эффективным коэффициентом полезного действия (КПД) η, представляющим собой отношение эффективной мощности пламени q к полной тепловой мощности пламени qп, рассчитываемой по низшей теплоте сгорания горючего:
η = q/qп. (2.5)
Из графика (рис. 5), построенного для различных расходов ацетилена (обеспечиваемых семью номерами наконечников простой сварочной горелки), следует, что с увеличением расхода ацетилена вследствие изменения условий теплообмена пламени с поверхностью металла эффективный КПД пламени η, а следовательно, и эффективность нагрева уменьшаются.
Рис. 4. Зависимость эффективной тепловой мощности пламени q от расхода ацетилена Vа (скорость сварки 30 м/ч, толщина стали 6 мм)
Рис. 5. Зависимость эффективного КПД пламени η от расхода ацетилена Vа
Основным параметром, определяющим производительность процесса проплавления, является расход горючего газа.
Полный КПД при газовой сварке невелик. Остальная теплота сжигаемого горючего расходуется на возмещение различных потерь. Например, при ацетиленокислородной сварке стали толщиной 3 мм затраты теплоты на нагрев свариваемого металла вокруг расплавляемой зоны (ванны, шва) составляют около 45 %. При увеличении толщины свариваемого металла или его теплопроводности составляющая расхода на его нагрев вне расплавляемой зоны увеличивается.
Для проплавления металла и управления формированием сварочной ванны важно механическое давление пламени, которое достигает на оси максимальной величины. В сварочных горелках большой мощности давление газов пламени достигает 0,01 МПа. Газовую сварку плавлением ввиду ее более низких производительности, тепловой эффективности и сложности автоматизации по сравнению с дуговой применяют для сварки стали малой толщины, чугуна и некоторых цветных металлов. При большой толщине металла газовую сварку используют только в тех случаях, когда по каким-либо причинам затруднено применение электросварки.
Науглероживающий вид сварочного пламени
Если в сварочной горелке соотношение кислорода к ацетилену меньше 1, формируется науглероживающее сварочное пламя. Ядро такого пламени не имеет резкого контура, а вершина ядра окрашивается в зелёный цвет, который свидетельствует об избыточном количестве ацетилена.
Восстановительная зона в таком пламени светлее, чем в нормальном пламени, а факел имеет жёлтую окраску. Не видно чёткой границы между зонами. Излишки ацетилена распадаются на углерод и водород. Углерод легко переходит в сварочную ванну, поэтому, науглероживающее пламя используют, если есть необходимость науглероживания металла сварного шва или для восполнения углерода, если при сварке происходит его угар. Такое пламя хорошо подходит для газовой сварки чугуна.
Образование сварного соединения
При нагреве пламенем горелки происходит местное расплавление металла соединяемых деталей. Расплавленный металл кромок вместе с металлом присадки образует сварочную ванну. Ее границы определяются твердым металлом. Жидкий металл смачивает кромки деталей, удаляет пленку, покрывающую их, и создает возможность проявления сил межатомного взаимодействия.
В процессе сварки газовое пламя перемещается вдоль кромок соединяемых деталей, вместе с ним перемещается и сварочная ванна. В результате последовательного охлаждения и затвердевания металла сварочной ванны образуется сварное соединение.
Объем сварочной ванны мал по сравнению с объемом соединяемых деталей, поэтому происходит интенсивный отвод теплоты. Для поддержания металла сварочной ванны в жидком состоянии и нормального протекания процесса сварки необходимо, чтобы источник нагрева имел высокую температуру и обладал большой тепловой мощностью. При ацетиленокислородной сварке на полезный нагрев металла затрачивается лишь 10 % общей тепловой мощности пламени, остальное — на возмещение различных потерь теплоты.
Металлургические процессы, протекающие в сварочной ванне
Жидкий металл сварочной ванны соприкасается с газами и шлаками, образующимися в результате окисления поверхностных слоев металла. Кислород и азот поступают в сварочную ванну из воздуха. Кислород может также поступать и из газовой смеси, подаваемой горелкой. Водород попадает в основном из пламени, а также в результате взаимодействия некоторых металлов с влагой при разложении водяного пара или углеводородов, входящих в состав загрязнений, оставшихся на кромках деталей после их очистки перед сваркой.
Взаимодействие газов с металлом сварочной ванны может быть различным. Например, кислород активно соединяется с такими металлами, как алюминий Al, магний Mg и медь Cu. Азот не взаимодействует с медью и алюминием.
При газовой сварке на расплавленный металл сварочной ванны активно воздействует газовый поток средней зоны пламени, содержащей оксид углерода СО, водород Н2, пары воды H2O, диоксид углерода СО2, атомарный водород Н, кислород О2 и азот N2. В средней зоне пламени возможно также наличие в незначительном количестве свободного углерода С, не успевшего полностью окислиться в оксид углерода СО на границе ядра пламени.
Характер реакций, которые протекают в сварочной ванне, определяется составом средней зоны пламени, зависящим от соотношения газов в горючей смеси. Остальные реакции сварочной ванны — реакции окисления и восстановления.
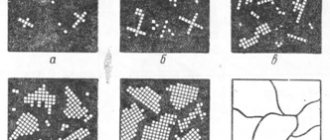
Наибольшим изменениям подвергается металл, расплавляющийся в процессе сварки. При этом изменяется содержание примесей и легирующих добавок в металле, может происходить его обогащение кислородом, а при некоторых условиях — водородом, азотом и углеродом. Так, при сварке стали, представляющей собой сплав железа Fe с углеродом с присутствующими в виде примесей и добавок марганцем Mn, кремнием Si, серой S, фосфором P, схема взаимодействия веществ в жидком металле сварочной ванны имеет вид, представленный на рис. 6.
Скорость образования оксидов в поверхностном слое жидкого металла очень высока. Оксиды, находящиеся в сварочной ванне, взаимодействуют с расплавленным металлом. Для предотвращения или ослабления процесса окисления в сварочную ванну в составе флюсов и присадочного материала вводят раскислители, т. е. вещества, обладающие бóльшим сродством к кислороду по сравнению с металлом сварочной ванны. В качестве раскислителей применяют углерод, оксид углерода и водород, поступающие из пламени горелки. Для цветных металлов пламя горелки не обеспечивает раскисления, поэтому необходимо применять флюс.
Рис. 6. Схема взаимодействия веществ в расплавленном металле сварочной ванны
Водород влияет на образование пор в сварном шве. Его растворимость в жидком и твердом металле различается. Растворимость водорода в жидком алюминии выше, чем в твердом, поэтому при затвердевании металла шва выделяются пузырьки газа, которым необходим выход в атмосферу. В противном случае, например при быстром затвердевании ванны, газ остается в металле, образуя поры. Наличие водорода также приводит к возникновению в металле остаточных напряжений. При этом снижаются пластические свойства металла и может произойти хрупкое разрушение.
С расплавленным металлом сварочной ванны взаимодействуют не только газы, но и шлаки. Обычно шлаки находятся на поверхности сварочной ванны, так как их плотность меньше плотности расплавленного металла.
Химические свойства шлаков определяются характером оксидов, входящих в состав шлаков. В зависимости от преимущественного содержания тех или иных оксидов шлаки могут быть кислыми или основными.
Желательно, чтобы шлаки, образующиеся при газовой сварке, быстро затвердевали, обладали низкими вязкостью и плотностью, высокой газопроницаемостью и слабой сцепляемостью с металлом шва в твердом состоянии. В противном случае частицы шлаков, оставаясь в металле шва, снижают его прочность и коррозионную стойкость. Газы не успевают выделиться из сварочной ванны, что приводит к образованию пор и затрудняет удаление остатков шлаков с поверхности шва, а в конечном счете ухудшает качество изделия.
При перемещении сварочной горелки ранее расплавленная сварочная ванна начинает охлаждаться. В ней происходит кристаллизация металла; при этом рост столбчатых кристаллов то замедляется, то прекращается, поэтому металл шва имеет столбчатое и слоистое (чешуйчатое) строение.
Газокислородное пламя, его строение, коэффициент регулирования
Газовая сварка – процесс получения неразъемного соединения с плавлением кромок соединяемых металлов и присадочного материала за счет теплоты пламени сжигаемых газов.
Газовое пламя – основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом.
Внешний вид, температура и влияние сварочного пламени на расплавленный металл зависят от состава горючей смеси, т.е. от соотношения в ней кислорода и ацетилена. Изменяя состав горючей смеси, сварщик изменяет свойства сварочного пламени.
Газокислородное пламя состоит из трех зон (см. рисунок 1): 1- ядра, 2 — средней зоны (зоны восстановления) и 3 — факела (окислительной зоны).
Рисунок 1
Ядро имеет довольно четко очерченную форму, близкую к форме цилиндра с закругленным концом, и ярко светящуюся оболочку, состоящую из раскаленных частиц углерода, сгорание которых происходит в наружном слое оболочки. Размеры ядра зависят от расхода горючей смеси и скорости ее истечения. Диаметр ядра пламени определяется диаметром мундштука, а длина – скоростью истечения газовой смеси.
Площадь поперечного сечения канала мундштука прямо пропорциональна толщине свариваемой стали. Скорость истечения должна обеспечивать устойчивое горение пламени. Пламя не должно быть слишком «мягким» или «жестким», так как первое склонно к обратным ударам и хлопкам, а второе – выдувает расплавленный металл из сварочной ванны. Если увеличить давление кислорода, то скорость истечения смеси увеличится, и ядро удлинится.
Восстановительная зона имеет темный цвет, отличающий ее от ядра и остальной части пламени. Она занимает пространство в пределах до 20 мм от конца ядра. Восстановительная зона состоит из окиси углерода и водорода. Эта зона имеет наиболее высокую температуру в точке, отстоящей на 2-6 мм от конца ядра. Данной зоной пламени нагревают и расплавляют металл в процессе сварки.
Факел пламени состоит из углекислого газа, паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура факела значительно ниже температуры восстановительной зоны.
При сгорании ацетилена в воздухе без добавления кислорода пламя имеет желтоватый цвет и длинный факел без светлого ядра. Такое пламя не пригодно для сварки, так как имеет низкую температуру и коптит, выделяя много сажи (несгоревшего углерода).
Когда в ацетилено-воздушное пламя прибавляют кислород, открывая кислородный вентиль горелки, пламя резко меняет цвет и форму, а температура его повышается. Изменяя соотношение кислорода и ацетилена в смеси, можно получать три основных вида пламени: нормальное, окислительное и науглероживающее.
Нормальное пламя (рисунок 2) – нейтральное сварочное пламя (с резко очерченным ядром, плавно закругляющимся на вершине).
Рисунок 2
Окислительное сварочное пламя (рисунок 3) – сварочное пламя с избытком кислорода, имеет укороченную конусообразную форму ядра, менее отчетливую, чем у нормального пламени. Окислительное пламя имеет голубоватый оттенок и горит с большим шумом.
Рисунок 3
Окислительное пламя применяют при сварке стали с целью повышения производительности процесса, но при этом обязательно пользоваться проволокой, содержащей повышенные количества марганца и кремния в качестве раскислителей. Окислительное пламя также необходимо при сварке латуней и пайке твердым припоем.
Науглероживающее сварочное пламя (рисунок 4) – имеет увеличенные размеры пламени. Ядро теряет резкость своего очертания. За ядром проявляется средняя зона пламени. Факел приобретает красноватый оттенок и выделяет некоторое количество копоти, зависящее от избытка горючего.
Рисунок 4
Пламя с избытком ацетилена применяют при наплавке твердыми сплавами. Пламя с незначительным избытком ацетилена используют для сварки алюминиевых и магниевых сплавов. Всё это представлено на рисунке 5.
Сварочное пламя должно обладать достаточной тепловой мощностью, т.е. давать количество тепла, необходимое для расплавления свариваемого и присадочного металла и покрытия потерь тепла в окружающую среду. Тепловая мощность пламени определяется количеством сгорающего горючего газа. Чем больше это количество, тем выше тепловая мощность. Тепловую мощность выражают часовым расходом (дм3/ч или л/ч) ацетилена или другого горючего.
Изменяя тепловую мощность пламени, можно в широких пределах регулировать скорость нагрева и расплавления металла, что является одним из положительных качеств процесса газовой сварки.
Рисунок 5. Сварочное пламя
Химический состав пламени смеси состава О2:С2Н2=1 приведен в таблице 1.
Таблица 1.
| Части пламени | Содержание по объему, % | |||||
| СО | Н2 | СО2 | Н2О | N2 | O2 | Прочие |
| Вблизи конца ядра | — | — | — | |||
| В конце восстановительной зоны | — | Остальное | ||||
| В средней части факела | 3,7 | 2,5 | 2,6 | — | ||
| Вблизи конца факела | — | . | 2,2 | — |
Характер сварочного пламени сварщик определяет на глаз по форме и окраске пламени. При регулировании пламени необходимо обращать внимание на правильность подбора расхода горючего газа и кислорода.
Вытекающая из мундштука горючая смесь оказывает механическое воздействие на расплавленный металл сварочной ванны и формирует валик шва. Жидкий металл отжимается к краям ванны. Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла (рис. 6,а,б).
Давление газов оказывает влияние на жидкий металл, перемещая его к задней стенке сварочной ванны, образуя чешуйки шва (рис. 6,в).
Рисунок 6. Схема механического воздействия пламени на жидкий металл сварочной ванны при различных положениях мундштука:
а — вертикальном, б — наклонном, в — схема перемещения жидкого металла в ванне
При большом давлении кислорода горючая смесь вытекает из мундштука с большой скоростью, пламя становится «жестким» и выдувает расплавленный металл из сварочной ванны, затрудняя тем самым сварку.
Качество наплавленного металла и прочность сварного шва зависят от состава пламени, поэтому во время сварки сварщик должен следить за его характером, регулировать ею состав в течение всего процесса сварки. Характер пламени подбирают в зависимости от свариваемого металла и его свойств. Для сварки сталей требуется нормальное пламя, для сварки чугуна, наплавки твердых сплавов — науглероживающее, для сварки латуни — окислительное пламя.
Структурные превращения в сварном шве и околошовной зоне
Под воздействием теплоты пламени горелки происходят расплавление металла сварочной ванны и нагрев основного металла, примыкающего к ее границам. Та часть основного металла, структура которого изменяется при нагреве, называется зоной термического влияния (ЗТВ) или околошовной зоной.
Рис. 7. Схема сварного соединения: 1 — шов; 2 — зона термического влияния; 3 — основной металл
Различные участки ЗТВ подвергаются нагреву от температуры, близкой к температуре плавления (вблизи границы сварочной ванны), до температуры начала структурных превращений (около границы основного металла, не подвергшегося нагреву).
Сварное соединение (рис. 7) состоит из шва 1, образовавшегося в результате кристаллизации сварочной ванны, ЗТВ 2 и основного металла 3, не подвергшегося воздействию нагрева. В зависимости от характера структурных изменений ЗТВ можно разделить на отдельные участки (рис. 8).
Рис. 8. Схема строения зоны термического влияния при газовой сварке низкоуглеродистой стали: I — участок неполного расплавления; II — участок перегрева; III — участок нормализации; IV — участок неполной перекристаллизации; V — участок рекристаллизации; VI — участок синеломкости
Рядом со швом расположен участок неполного расплавления (граница сплавления). За ним идет участок перегрева (участок полной перекристаллизации), на котором металл нагревается до температуры образования жидкой фазы. Этот участок характеризуется крупнозернистой структурой и при газовой сварке имеет значительную протяженность около 21 … 23 мм от границы шва. Далее следует участок нормализации, который имеет протяженность порядка 4 … 5 мм. За ним следует участок неполной (частичной) перекристаллизации, переходящий в основной металл. Протяженность участка неполной перекристаллизации составляет 2 … 3 мм, а суммарная протяженность ЗТВ при газовой сварке стали составляет в среднем 27 … 30 мм.
Увеличение номера наконечника горелки приводит к увеличению протяженности ЗТВ. При увеличении скорости сварки размеры ЗТВ уменьшаются.
Преимущества газовой сварки
Основным преимуществом газовой сварки является ее независимость от электрических источников питания. Это делает удобным ее применение в строительных и монтажных условиях, где не всегда имеется силовая электрическая сеть. При газовой сварке легко изменяется тепловложение в металл за счет изменения угла наклона горелки и ее расстояния до изделия, что позволяет избегать прожогов даже при сварке тонкого металла. Типичным примером является сварка водопроводных труб малого диаметра, когда отсутствует доступ к обратной стороне шва для размещения подкладок или подварки корня. Оборудование для газовой сварки достаточно мобильно и транспортабельно.
Напряжения и деформации
В результате менее концентрированного ввода теплоты по сравнению с дуговой сваркой нагретый металл при газовой сварке имеет больший объем, чем при дуговой. Это, в первую очередь, приводит к значительному увеличению временных деформаций, возникающих в период выполнения самой сварочной операции.
Временные деформации в ряде случаев становятся настолько существенными, что препятствуют нормальному ведению процесса сварки. Например, кромки, подлежащие сварке, расходятся на значительные расстояния. В этих случаях при сварке тонколистового металла встык и внахлестку в самом процессе сварки приходится применять правку местным прижимом или ударами.
Развитие деформаций во времени происходит с опережением выполнения самого шва, в связи с чем соединяемые сваркой элементы получают необратимые искажения. Суммируясь с деформациями при последующем охлаждении, общие остаточные деформации после газовой сварки приводят, как правило, к большему искажению формы сварных узлов, чем при дуговой сварке. Применение жесткого закрепления элементов перед газовой сваркой во многих случаях не дает желаемого результата, так как закрепление вне шва при нагреве приводит к пластическому сжатию в значительной зоне вблизи шва, которое может даже увели-
чить деформации. При закреплении вблизи свариваемых кромок большие пластические деформации, полученные в процессе нагрева, могут привести к разрушению сварного соединения при охлаждении.
Газовая сварка недостаточно жестких сварных конструкций часто не позволяет получить изделия требуемой формы.
При газовой сварке швов в жестких контурах возрастает возможность возникновения трещин в связи с большей областью пластических деформаций металла в зоне нагрева.
A) Строение пламени при газовой сварке
Введение.
Сварка — это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагреве, пластическом деформировании или совместном действии того и другого. С помощью сварки между собой соединяются однородные и разнородные металлы, их сплавы, некоторые керамические материалы и пластмассы. Сварка является одним из наиболее широко распространенных технологических процессов в машиностроении, строительстве, ремонтном деле.
Особое место среди видов термической сварки занимает газовая сварка. Способ газовой сварки был разработан в конце XIX столетия, когда начиналось промышленное производство кислорода, водорода и ацетилена. В тот период газовая сварка являлась основным способом сварки металлов и обеспечивала получение наиболее прочных сварных соединений. В дальнейшем с созданием и внедрением высококачественных электродов для дуговой сварки, автоматической и полуавтоматической дуговой сварки под флюсом и в среде защитных газов (аргона, гелия и углекислого газа и др.), газовая сварка была постепенно вытеснена из многих производств этими способами электрической сварки. Тем не менее, сравнительная простота оборудования и инструментов, большая универсальность позволили использовать газовую сварку для соединения небольших деталей из различных металлов и для всевозможных ремонтных работ в различных отраслях народного хозяйства.
Физическая свариваемость характеризует принципиальную возможность получения монолитных сварных соединений и главным образом относится к разнородным металлам.
Газовая сварка в сравнении с дуговой обеспечивает более плавный нагрев и медленное охлаждение изделий — это и определяет в основном области ее использования.
Газовая сварка находит применение при ремонтных работах, газовой сваркой соединяют стали малой толщины, чугуны, цветные металлы и сплавы. Широкое применение получила газовая сварка для получения заготовок из листового проката большой толщины и других работ.
Газовая сварка.
Газовая сварка- сварка плавлением, при которой нагрев и плавление кромок соединяемых частей производится плавлением газов сжигаемых на выходе специальной горелки.
Процесс газовой сварки можно проводить как с введением в сварочную ванну расплавленного металла присадочной проволоки или стержня, так и без них. В качестве горючих газов используются ацетилен, водород, бутан, пропан и их смеси, пары бензина и керосина. В качестве газа, который поддерживает горение, используется воздух или чистый кислород.
Газовая сварка, схема процесса
Важной характеристикой пламени является его температура. При сгорании ацетилена температура пламени достигает 3150оС, остальные горючие газы образуют пламя с температурой 2200-2800оС, что затрудняет их широкое применение для сварки металлов.
a) Строение пламени при газовой сварке
В своем сечении пламя состоит из трех зон (см. рисунок ниже):
· ядро пламени (А),
· восстановительная зона (Б),
· факел пламени (В).
Строение газового пламени и распределение температур по его сечению
b) Преимущества газовой сварки
1.Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах. 2. Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления. 3. Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки. 4. При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки. 5. Медленный нагрев и остывание свариваемых поверхностей. 6. Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна. 7. Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества. 8. Газовая сварка позволяет сваривать, резать и закалять металлы.
c) Недостатки газовой сварки
1. Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева. 2. С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку. 3. При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки. 4. При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам. 5. Медленный нагрев и остывание свариваемых поверхностей. 6. Практически не поддаётся механизации, в отличие от электродуговой сварки. 7. При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки. 8. Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
Сварные швы.
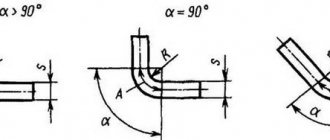
Подлежащее сварке место свариваемых изделий должно быть предварительно надлежащим образом подготовлено; такая подготовка обычно заключается в скашивании свариваемых кромок, или, как говорят, в разделке кромок. На фиг. 338 показана наиболее типичная разделка свариваемых кромок.
Скошенные поверхности кромки аб и а’б’ называют скосами и фасками, остающуюся после снятия фаски часть листа бв и б’в’ — притуплением, расстояние вв’ между кромками листа — зазором, а угол А, образуемый фасками, называют углом разделки (или углом скоса кромок)
Классификация шва
Сварные швы можно классифицировать по различным признакам. На фиг. 339 приведена схема классификации сварных швов.
Рассмотрим различные типы сварных швов в порядке, соответствующем приведенной схеме.
При сварке встык свариваемые детали помещают рядом. Разделку свариваемых поверхностей определяют толщиной свариваемых деталей и общими условиями работы. На фиг. 340, а показаны различные способы разделки кромок при стыковой сварке. На фиг. 340, б показаны различные схемы тавровых соединений; на фиг. 340,в — соединение внахлестку (этот тип соединения редко применяется при газовой сварке).
На фиг. 341 показаны сварочные швы, получаемые при различных положениях в процессе сварки.
Все показанные на фиг. 341 швы являются непрерывными. В тех случаях, когда нет надобности в плотном соединении и когда это возможно по условиям прочности, шов делают прерывистым. На фиг. 342 показаны прерывистые швы; изображенный на схеме а называют цепным швом, изображенный на схеме б — шахматным.
На фиг. 342, в показан шов, расположенный параллельно действующей на него силе; такой шов называется фланговым. На фиг. 342, г действующая сила направлена перпендикулярно к длине шва; такой шов называется лобовым.
При промежуточном положении сварного шва, когда он расположен под некоторым углом (острым или тупым) к действующему усилию, шов называется косым.
На фиг. 343 показана схема разреза сварного шва. Выступ шва над поверхностью сваренных листов называют усилением, выступ шва на обратной стороне — подваркой или обратной подваркой.
Металл подлежащих сварке деталей называют основным, металл, подаваемый извне и расплавляемый вместе с основным, — присадочным. Присадочный металл после расплавления пламенем газовой горелки образует вместе с расплавленным основным металлом свариваемых кромок металл шва (или наплавленный металл).
Процессы окисления металла при газовой сварке происходят за счет взаимодействия с кислородом, подаваемым через горелку и поступающим из окружающего воздуха. Восстановительные процессы происходят главным образом за счет окиси углерода и водорода горючих газов.
Присадочный материал.
Присадочный материал должен обеспечивать получение металла шва, по механическим качествам близкого к основному материалу. Исходя из этого основного условия, присадочный материал должен удовлетворять следующим требованиям:
1) химический состав присадочного материала должен быть близок к химическому составу основного металла;
2) температура плавления присадочного материала должна быть близка к температуре плавления основного металла
3) плавление присадочного материала должно быть спокойным, без разбрызгивания его частиц и не должно давать газовых пузырей и шлаковых включений в наплавленном металле;
4) проволока или прутки присадочного материала должны быть гладкими, чистыми, не должны иметь на поверхности окалины, ржавчины, масла.
Толщина присадочного прутка берется в соответствии с толщиной свариваемых изделий (листов, прокатных профилей и т. п.).
Повышение производительности труда наших сварщиков-стахановцев связано с применением присадочного материала возможно больших диаметров и пользованием горелками больших размеров. Применение прутков большого диаметра требует более внимательной работы сварщика, который должен в этом случае сильнее греть пруток и обеспечивать своевременное расплавление основного металла.
1
Подогревающее пламя для газовой резки
Кислородная (газовая) резка представляет собой процесс интенсивного окисления металла в определенном объеме с последующим удалением жидкого оксида струей кислорода. Процесс резки начинают с подогрева верхней кромки металла подогревающим пламенем до температуры воспламенения металла в кислороде, которая в зависимости от химического состава стали составляет 1 050 … 1 200 °С. При достижении температуры воспламенения на верхней кромке металла на нее из режущего сопла подается струя кислорода; при этом сталь начинает гореть в струе кислорода с образованием оксидов и выделением значительного количества теплоты, обеспечивающей разогрев стали около верхней кромки до температуры плавления. Расплав жидких оксидов и железа, образовавшийся на верхней части кромки, перемещается по боковой кромке металла струей кислорода и нагревает нижние слои металла, которые последовательно окисляются до тех пор, пока весь металл не будет прорезан на всю глубину. Одновременно с этим начинают перемещать резак с определенной скоростью в направлении резки. На лобовой поверхности реза по всей толщине образуется непрерывный слой горящего металла. Окисление металла в каждый момент времени начинается сверху и последовательно передается нижним слоям металла.
Для протекания процесса кислородной резки необходимо обеспечение следующих условий:
- контакт между струей кислорода и жидким металлом;
- подогрев неокисленного металла до температуры воспламенения;
- выделение продуктами горения определенного количества теплоты, достаточного для создания на поверхности реза слоя расплавленного металла;
- достаточная вязкость жидкого расплава для создания возможности перемешивания жидкого металла струей кислорода.
Приведенные условия определяют требования к металлу, обрабатываемому кислородной резкой. Прежде всего температура плавления оксидов должна быть ниже температуры плавления самого металла. В противном случае струя кислорода не сможет окислить расплавленный металл.
Если температура воспламенения металла будет выше температуры плавления, то металл начнет плавиться и выдуваться струей кислорода без последующего его окисления («плавильный процесс»). Этот процесс требует значительных энергетических затрат. При низкой теплоте образования оксида лобовая поверхность реза не прогревается до температуры плавления, процесс резки прерывается. По тем же причинам отрицательно влияет на способность металла подвергаться кислородной резке его высокая теплопроводность.
Высокая вязкость расплава не обеспечивает его перемещения в поверхностных слоях, в результате снижается выделение теплоты на кромке реза.
Среди чистых металлов кислородной резкой хорошо обрабатываются железо и титан. Нельзя разрезать обычным кислородным способом никель, медь, алюминий, магний, хром и цинк.
Подогревающее пламя служит для нагрева поверхностных слоев металла до температуры воспламенения. При кислородной резке в качестве горючего используют газообразные и жидкие углеводороды. При сгорании горючих веществ в смеси с кислородом образуется высокотемпературное пламя. Наивысшую температуру пламени обеспечивает ацетилен. Ацетилен является дорогостоящим газом, поскольку производство исходного продукта для его получения — карбида кальция — требует больших энергозатрат. Вследствие этого в настоящее время при кислородной резке ацетилен применяют редко. Для этих целей используют газы-заменители: природный газ, пропан или пропан-бутановые смеси и др.
Процесс нагрева металла газовым пламенем протекает в две стадии. На первой стадии осуществляется разогрев кромки металла до температуры воспламенения в струе кислорода при неподвижном источнике теплоты. Время нагрева до заданной температуры зависит от мощности источника теплоты, теплофизических свойств материала и его массы. С увеличением толщины разрезаемого металла необходимо повышать расход горючего газа. Переход на горючий газ с меньшей теплотой сгорания по сравнению с ацетиленом требует увеличения его расхода. Увеличение расхода горючего газа необходимо также в том случае, если поверхность металла покрыта различными загрязнениями (окалина, пригар) или увеличено расстояние между поверхностью разрезаемого металла и резаком по технологическим соображениям.
На второй стадии процесса подогревающее пламя разогревает впереди лежащие поверхностные слои металла до температуры воспламенения, чем обеспечивается непрерывность ведения процесса. На первой стадии процесса применяют, как правило, пламя с избыточным содержанием кислорода, что обеспечивает ускоренный разогрев кромки. В процессе резки подогрев металла осуществляется пламенем нормального состава.
Смесь горючего газа и подогревающего кислорода выходит из специальных отверстий в мундштуках, расположенных определенным образом по отношению к выходному отверстию режущего кислорода. Для ручных и машинных резаков применяют концентрическое расположение выходных отверстий по отношению к режущему соплу. В ручных резаках пламя выходит из щели, образуемой наружной поверхностью внутреннего мундштука и внутренней поверхностью наружного мундштука.
Cварочное пламя и его свойства
Сварочное пламя возникает в результате сгорания газообразного горючего или паров горючей жидкости в чистом кислороде. От состава горючей смеси, т. е. от соотношения в ней кислорода и ацетилена зависит внешний вид, температура и влияние сварочного пламени на расплавленный металл. С изменением состава горючей смеси изменяется свойство сварочного пламени.
Схемы различных видов ацетилено-кислородного пламени (нормального, окислительного и науглероживающего) приведены на рис. 1.
Нормальное пламя теоретически получают, когда на один объем ацетилена в горелку подают один объем кислорода.
Рис. 1. Ацетилено-кислородное пламя а — нормальное; б — окислительное; в — науглерожизающее; 1 — ядро; 2 — восстановительная зона; 3 — факел
В данном случае металл шва получается более однородный, без пор, газовых пузырей и включений.
Практически же, вследствие некоторой загрязненности кислорода, нормальное пламя образуется при несколько большем количестве кислорода — при отношении ацетилена к кислороду от 1 : 1 до 1 : 1,3.
Нормальное ацетилено-кислородное пламя имеет три ярко очерченные зоны. Ядро имеет резко очерченную, несколько бочкообразную форму с закругленным концом. Оболочка ядра ярко светится, так как состоит из раскаленных частиц углерода. Само же ядро имеет синеватый цвет и температуру около 900 °С. Размеры ядра находятся в прямой зависимости от расхода горючей смеси и скорости ее истечения. Диаметр канала мундштука определяет диаметр ядра пламени, а скорость истечения газовой смеси — длину пламени.
Площадь поперечного сечения канала мундштука прямо пропорциональна толщине свариваемого металла. Устойчивое горение пламени зависит от скорости истечения смеси.
Сварочное пламя не должно быть слишком «мягким» или «жестким». Первое склонно к обратным ударам и хлопкам, а второе — выдувает расплавленный металл из сварочной ванны. С увеличением давления кислорода скорость истечения смеси увеличивается и ядро удлиняется, Если уменьшить скорость истечения смеси, то ядро укорачивается. При увеличении номера мундштука размеры ядра соответственно увеличиваются.
Восстановительная зона темного цвета, отличается от ядра и остальной части пламени. Она состоит из продуктов неполного сгорания ацетилена: окиси углерода и водорода. Они раскисляют расплавленный металл, т. е. отнимают кислород от окислов металла, имеющихся в ванне расплавленного металла. Процесс отнятия кислорода от окислов металла называется восстановлением, отсюда данную зону пламени называют восстановительной. Если в процессе сварки расплавленный металл сварочной ванны находится в восстановительной зоне, то металл шва получается без пор, газовых и окисных включений и других дефектов. Восстановительная зона обладает наиболее высокой температурой в точке, отстоящей на 3—6 мм от конца ядра (около 3200 °С). Этой зоной пламени разогревают и расплавляют металл.
Факел (окисная зона) расположен за восстановительной зоной. Факел состоит из углекислого газа (двуокись углерода), паров воды и азота, которые появляются в пламени при сгорании окиси углерода и водорода восстановительной зоны за счет кислорода окружающего воздуха. Температура факела значительно ниже, чем температура восстановительной зоны, и колеблется в пределах 1200—2500 °С.
Окислительное пламя образуется в том случае, когда в горячей смеси на один объем ацетилена приходится более 1,3 объема кислорода. При этом ядро приобретает конусообразную форму, значительно сокращается по длине, приобретает менее резкие очертания, более бледную окраску.
Восстановительная зона и факел сокращаются по длине, пламя становится короче и приобретает синевато-фи-олетовую окраску. Горение идет с шумом, степень которого зависит от давления кислорода и соотношения газовой смеси. При повышении содержания кислорода в газовой смеси пламя горит с большим шумом.
Температура окислительного пламени выше нормального, однако сварить им сталь нельзя из-за наличия в пламени избытка кислорода. Избыток кислорода приводит к окислению, и шов становится пористым и хрупким.
Науглероживающее или ацетиленистое пламя образуется в результате подачи в горелку 0,35 и менее объема кислорода на один объем ацетилена. У конца ядра появляется зеленый венчик, который указывает на избыток ацетилена, а ядро пламени теряет резкие свои очертания и становится расплывчатым.
Восстановительная зона несколько светлее и почти сливается с ядром, совсем исчезает граница между восстановительной зоной и факелом. Факел приобретает желтоватую окраску. При большом избытке ацетилена пламя начинает коптить, так как в нем ощущается недостаток кислорода, необходимого для полного сгорания ацетилена.
Находящийся в ацетиленовом пламени избыток ацетилена разлагается на углерод и водород. Углерод легко переходит в ванночку расплавленного металла и ухудшает качество шва. Температура ацетиленового пламени ниже нормальной. Уменьшая подачу ацетилена в горелку до полного исчезновения зеленого венчика на конце ядра, ацетиленовое пламя превращают в нормальное.
Пламя с избытком ацетилена применяют для наплавки твердых сплавов. Для сварки алюминиевых и магниевых сплавов используют пламя с незначительным избытком ацетилена.
Характер сварочного пламени сварщик определяет на глаз. Как правило, начинающий сварщик очень быстро приобретает навык точно регулировать сварочное пламя по форме и цвету. При регулировании пламени горелки следует обращать внимание на правильность подбора расхода кислорода и размера ядра пламени. С повышением давления кислорода смесь выбрасывается из мундштука со слишком большой скоростью и пламя становится «жестким», выдувая расплавленный металл сварочной ванны напором струи горячих газов и тем самым затрудняя сварку. При большой скорости истечения кислорода пламя отрывается от конца мундштука, а при слишком низком давлении кислорода пламя становится короче, при приближении мундштука горелки к металлу горелка начинает резко хлопать и может возникнуть обратный удар. При правильно подобранном давлении кислорода пламя горит ровно и устойчиво, не сдувая расплавленный металл с поверхности сварочной ванны.
Горючая смесь вытекает из мундштука горелки с большой скоростью, поэтому пламя оказывает механическое воздействие на жидкий металл сварочной ванны и формирование валика шва. Вследствие этого жидкий металл отжимается к краям ванны.
Характер формообразования металла зависит от угла наклона мундштука горелки к поверхности свариваемого металла.
Качество наплавленного металла и прочность сварного шва во многом зависят от характера пламени. Поэтому сварщик должен обращать внимание на внешний вид сварочного пламени и правильно его регулировать. В течение всего процесса сварки пламя необходимо регулировать, так как при нагреве наконечника горелки состав газовой смеси изменяется, в частности уменьшается количество ацетилена. В связи с этим при регулировке пламени необходимо оставлять некоторый «запас ацетилена», поэтому ацетиленовый вентиль на горелке не должен открываться полностью. Тогда, по мере нагрева горелки и уменьшения количества ацетилена в газовой смеси, сварщик, не прекращая процесса сварки, добавляет ацетилен в газовую смесь, постепенно открывая вентиль большим пальцем правой руки.
Рис. 2. Схема механического воздействия пламени горелки на расплавленный металл ванны при различных положениях мундштука а — вертикальном; б — наклонном; в — схема перемещения металла в ванне
Тепловая мощность пламени выражается часовым расходом (дм3/ч) ацетилена или другого горючего газа.
Характер пламени подбирают в зависимости от толщины металла и его физических свойств. Так, например, для сварки чугуна, хромистых сталей и наплавки твердого сплава пламя подбирают с небольшим избытком ацетилена, а для сварки латуни —с избытком кислорода. Изменением тепловой мощности пламени можно в широких пределах регулировать скорость нагрева и плавления металла; это является одним из положительных качеств газовой сварки.
Читать далее: Эксплуатация газосварочной и газорезательной аппаратуры и оборудования Эксплуатация переносных ацетиленовых генераторов Качество сварных соединений Технология резки Механизированная резка Ручная резка Cварочные деформации и напряжения Cварка чугуна Cварка цветных металлов и сплавов Сварка низкоуглеродистой стали
Струя режущего кислорода
Струя режущего кислорода служит инструментом; от ее свойств в значительной мере зависят качество поверхности реза и производительность резки. Одно из главных требований к струе режущего кислорода состоит в том, что она должна сохранять свои геометрические размеры по всей толщине разрезаемого металла.
При истечении газа из сопла в атмосферу струя на некотором расстоянии от сопла сохраняет свои параметры (скорость, температуру торможения), равные значениям на выходе струи из сопла. Распространяясь далее, струя захватывает частички окружающей среды (воздуха), вследствие чего вокруг зоны с постоянными параметрами образуется турбулентный пограничный слой, толщина которого с удалением струи от сопла увеличивается. Вследствие этого струя режущего кислорода по мере удаления от сопла расширяется и одновременно ее скорость уменьшается, при этом снижается чистота кислорода.
Стальной прокат толщиной 5 … 8 мм обрабатывают при давлении режущего кислорода перед резаком 392 … 1 176 кПа. Для резки стальных отливок и поковок большой толщины (более 300 мм) применяют низкое давление кислорода (до 392 кПа) при применении в мундштуках сопел режущего кислорода цилиндрического типа.
Важным параметром режущей струи является скорость ее истечения из сопла. При кислородной резке наиболее благоприятным считается получение максимальных скоростей потока кислорода на выходе, причем статическое давление в струе на срезе сопла не должно отличаться от атмосферного.
Превышение давления на срезе по сравнению с атмосферным давлением приводит к расширению газовой струи на выходе из сопла. Это снижает кинетическую энергию струи и ухудшает ее режущие свойства.
Повышение скорости потока режущего кислорода увеличивает степень динамического воздействия на пленку жидкого металла, что обеспечивает повышение скорости кислородной резки при прочих равных условиях (рис. 9). В связи с этим для резки следует применять кислород высокого давления. Кроме определенного объема кислорода, поступающего для окисления металла, в зону реза необходимо подать дополнительное количество кислорода для выдувания из щели реза жидких шлаков. Практика кислородной резки показывает, что коэффициент использования кислорода определяется в основном требованиями, предъявляемыми к качеству поверхности реза, и толщиной металла. Коэффициент использования кислорода имеет наименьшие значения (0,2 … 0,4) при резке металла толщиной 5 … 10 мм, а с увеличением толщины до 100 мм возрастает примерно в 2 раза и далее изменяется несущественно.
Рис. 9. Зависимость скорости резки vр от скорости потока кислорода w при толщине стали 20 мм (1) и 100 мм (2)
Значительное влияние на процесс кислородной резки оказывает чистота кислорода режущей струи. Поскольку струя кислорода используется не только для окисления металла, но и для выдувания оксидов из реза, в нижней части реза концентрация примесей в кислороде значительно возрастает. При коэффициенте использования кислорода, равном 0,5, количество инертных примесей в струе кислорода возрастает в 2 раза. Проникновение частиц кислорода через слой инертных примесей затрудняется, и реакция окисления замедляется. При резке кислородом пониженной чистоты на нижних кромках появляется большое количество трудноотделяемого грата. В этом случае для получения необходимого качества поверхности реза приходится снижать скорость резки. Современные установки для получения кислорода обеспечивают высокую чистоту кислорода — не ниже первого сорта (99,2 %). В настоящее время нижний предел чистоты кислорода, используемого для кислородной резки, ограничивается 98 %.