Для чего получают удостоверение НАКС?
Организация государственного уровня – НАКС, проводит аттестацию работников, выдаёт соответствующие документы и контролирует квалификацию сотрудников предприятий, связанных со сварочным производством.
Аттестационное удостоверение НАКС наделяет правом выполнять должностные инструкции сварщика на опасных производствах, в соответствие с регламентом проверяющих органов и Ростехнадзора.
В сфере опасной производственной деятельности специалист сможет работать с различными техническими устройствами:
- Газовым, котельным, металлургическим оборудованием.
- Нефтегазодобывающими установками.
- Техникой для перевозки опасных грузов разных классов опасности.
- Подъёмно-транспортными агрегатами и строительными конструкциями.
- Устройствами нефтехимической, химической, нефтеперерабатывающей отрасли, взрывопожароопасных производств.
Что же это такое?
Реестр НАКС сварщиков позволяет быстро узнать по личному клейму, кто сварил данную конструкцию, т. к. данные прошедшего курс переподготовки в аналогичных центрах, заносятся в компьютерную базу агентства. Подобное правило введено совсем недавно, а сделано это для того, чтобы быстро отыскать виновника брака и наказать за некачественно выполненное задание.
После окончания курсов сварщики получают личное удостоверение, данные которого заносятся в реестр НАКС ЭДО (Электронный Документооборот). При возвращении к профессиональной деятельности на производстве, окончившие курсы имеют право на получение более ответственных заданий и повышения заработной платы. Для этого надо представить руководству документ о повышении квалификационного разряда.
Центры НАКС проводят три основных вида аттестации:
- Первичная.
- Повторная подготовка, которая проводится для повышения уровня сварщика после отработки на производстве определённое количество лет.
- Внеочередная переподготовка — необходима, когда исполнитель по каким–либо причинам не выполнял обязанности в течение полугода или руководство сомневается в квалификации сварщика.
Цель аттестации — проверка готовности предприятия к выполнению сварочных работ и подтверждение квалификации исполнителей, имеющих допуск к сложным видам сварки.
Т. И. Кирюшкин, образование: колледж по подготовке сварщиков, специальность: сварщик шестого разряда, опыт работы: с 2003 года: «Сертификат центра НАКС необходим каждому сварщику, потому что только такое удостоверение даёт право на проведение ответственных операций по прочному соединению конструкций из металла».
Для чего получают удостоверение НАКС?
Организация государственного уровня – НАКС, проводит аттестацию работников, выдаёт соответствующие документы и контролирует квалификацию сотрудников предприятий, связанных со сварочным производством.
Аттестационное удостоверение НАКС наделяет правом выполнять должностные инструкции сварщика на опасных производствах, в соответствие с регламентом проверяющих органов и Ростехнадзора.
В сфере опасной производственной деятельности специалист сможет работать с различными техническими устройствами:
- Газовым, котельным, металлургическим оборудованием.
- Нефтегазодобывающими установками.
- Техникой для перевозки опасных грузов разных классов опасности.
- Подъёмно-транспортными агрегатами и строительными конструкциями.
- Устройствами нефтехимической, химической, нефтеперерабатывающей отрасли, взрывопожароопасных производств.
Аттестация НАКС предполагает контроль навыков специалистов и сварщиков по нескольким способам наплавки и сварки: от автоматической аргонодуговой, газовой и высокочастотной до механизированной и ручной.
Аттестация/обучение сварщиков и специалистов НАКС регламентируется следующими документами:
- ПБ 03-273-99 — «Правила аттестации сварщиков и специалистов сварочного производства».
- РД 03-495-02 — «Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства».
Сварщиков/специалистов аттестуют в независимых аттестационных центрах, входящих в структуру НАКС.
Аттестация НАКС сварщиков/специалистов подразделяется на 4 уровня:
- Первый уровень (I уровень)
– для сварщиков. Аттестация дает право выполнять непосредственно сварочные работы. - Второй уровень (II уровень)
– для мастеров сварочного производства. Аттестация дает право контроля всего сварочного процесса. - Третий уровень (III уровень)
– для технологов сварочного производства, специализирующихся на сварочном производстве. Аттестация дает право определять технологию сварочного процесса, разрабатывать и подписывать технологические карты. - Четвертый уровень (IV уровень)
– для инженеров сварочного производства. Аттестация дает право подписывать и утверждать документацию, согласно которой проводятся сварочные работы на предприятии.
Стоимость аттестации и обучения НАКС для сварщиков и специалистов:
| Аттестация | Цена |
| Аттестация сварщиков 1 уровня | от 15 000 рублей |
| Аттестация специалистов 2 и 3 уровней | от 18 000 рублей |
Точная стоимость формируется на основании Анкеты и зависит от уровня аттестации, количества специалистов и от необходимых параметров сварочного производства.
Направьте нам заявку на аттестацию, и наши менеджеры рассчитают стоимость нужных вам услуг.
Наша компания предлагает свою помощь в обучении и дальнейшей аттестации сварщиков и специалистов сварочного производства в НАКС для I, II, III уровней.
I уровень.
Для аттестации сварщиков 1 уровня учитываются следующие основные параметры:
1. Метод сварки/наплавки:
Для металлических материалов
- РД (111) — Ручная дуговая сварка покрытыми электродами.
- РДН (111) — Ручная дуговая наплавка покрытыми электродами.
- РАД (141) — Ручная аргонодуговая сварка неплавящимся электродом.
- РАДН (141) — Ручная аргонодуговая наплавка.
- МП (135) — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
- МПН (135) — Механизированная наплавка плавящимся электродом в среде активных газов и смесях.
- МАДП (131) — Механизированная аргонодуговая сварка плавящимся электродом.
- МАДПН (131) — Механизированная аргонодуговая наплавка плавящимся электродом.
- МПГ (136) — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
- МПГН (136) — Механизированная наплавка порошковой проволокой в среде активных газов и смесях.
- МПИ (137) — Механизированная сварка порошковой проволокой в среде инертных газов и смесях.
- МПИН (137) — Механизированная наплавка порошковой проволокой в среде инертных газов и смесях.
- МПС (114) — Механизированная сварка самозащитной порошковой проволокой.
- МПСН (114) — Механизированная наплавка самозащитной порошковой проволокой.
- МЛСН (114) — Механизированная наплавка самозащитной порошковой лентой.
- МСОД (113) — Механизированная сварка открытой дугой легированной проволокой.
- МФ (121) — Механизированная сварка под флюсом.
- МДС (781) — Механизированная дуговая приварка шпилек (стержней).
- МКС (782) — Механизированная контактная приварка шпилек (стержней).
- АФ (12) — Автоматическая сварка под флюсом.
- АФПН (12) — Автоматическая наплавка проволочным электродом под флюсом.
- АФЛН (12) — Автоматическая наплавка ленточным электродом под флюсом.
- АФДС (782) — Автоматическая дуговая приварка под флюсом шпилек (стержней).
- ААД (141) — Автоматическая аргонодуговая сварка неплавящимся электродом.
- ААДН (141) — Автоматическая аргонодуговая наплавка неплавящимся электродом.
- ААДП (131) — Автоматическая аргонодуговая сварка плавящимся электродом.
- ААДПН (131) — Автоматическая аргонодуговая наплавка плавящимся электродом.
- АПГ (135) — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
- АПГН (135) — Автоматическая наплавка плавящимся электродом в среде активных газов и смесях.
- АППГ (136) — Автоматическая сварка порошковой проволокой в среде активных газов и смесях.
- АППГН (136) — Автоматическая наплавка порошковой проволокой в среде активных газов и смесях.
- АПИ (137) — Автоматическая сварка порошковой проволокой в среде инертных газов и смесях.
- АПИН (137) — Автоматическая наплавка порошковой проволокой в среде инертных газов и смесях.
- АПС (114) — Автоматическая сварка самозащитной порошковой проволокой.
- АПСН (114) — Автоматическая наплавка самозащитной порошковой проволокой.
- АЛСН (114) — Автоматическая наплавка самозащитной порошковой лентой.
- П (15) — Плазменная сварка.
- ППН (15) — Плазменная наплавка проволокой сплошного сечения.
- ПНП (15) — Плазменная наплавка порошком.
- ЭШ (72) — Электрошлаковая сварка.
- Г (3) — Газовая сварка.
- ГН (3) — Газовая наплавка.
- КТС (21) — Контактная точечная сварка.
- КСС (25) — Контактная стыковая сварка сопротивлением.
- КСО (24) — Контактная стыковая сварка оплавлением.
Для полимерных материалов
- НИ — Сварка нагретым инструментом.
- ЗН — Сварка с закладными нагревателями.
- НГ — Сварка нагретым газом.
- Э — Экструзионная сварка.
- Т — Термитная сварка-типы сварочных швов.
2. Группа OТУ (опасные тех.устройства):
ПТO — Подъeмно-транспoртное оборудование
- Грузоподъемные краны.
- Краны — трубоукладчики.
- Краны — манипуляторы.
- Лифты.
- Тали.
- Лебедки.
- Устройства грузозахватные.
- Подъемники (вышки).
- Эскалаторы.
- Дороги канатные, их агрегаты, механизмы и детали.
- Цепи для подъемно-транспортного оборудования.
- Строительные подъемники.
- Конвейеры пассажирские.
- Металлические конструкции для подъемно-транспортного оборудования.
КO — Котельное оборудование
- Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
- Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
- Сосуды, работающие под давлением свыше 0,07 МПа.
- Арматура и предохранительные устройства.
- Металлические конструкции для котельного оборудования.
ГО — Газовое оборудование
- Трубопроводы систем внутреннего газоснабжения.
- Наружные газопроводы низкого, среднего и высокого давления. 2.1. Стальные. 2.2. Из неметаллических материалов.
- Газовое оборудование котлов, технологических линий и агрегатов.
- Газогорелочные устройства.
- Емкостные и проточные водонагреватели.
- Аппараты и печи.
- Арматура из металлических материалов и предохранительные устройства.
НГДО — Нефтeгазо-добывaющее оборудование
- Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
- Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
- Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
- Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ, и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
- Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
- Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
- Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией).
- Запорная арматура при изготовлении и ремонте в заводских условиях.
- Детали трубопроводов при изготовлении и ремонте в заводских условиях.
- Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях).
- Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
- Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
- Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
МO — Металлургическое оборудование
- Доменное, коксовое и сталеплавильное оборудование.
- Технологическое оборудование и трубопроводы для черной и цветной металлургии.
- Технические устройства для производства черных и цветных металлов и сплавов на их основе.
- Машины для литья стали и цветных металлов.
- Агрегаты трубопрокатные.
- Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
OХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
- Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
- Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
- Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
- Резервуары для хранения взрывопожароопасных и токсичных веществ.
- Изотермические хранилища.
- Криогенное оборудование.
- Оборудование аммиачных холодильных установок.
- Печи.
- Компрессорное и насосное оборудование.
- Центрифуги, сепараторы.
- Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
- Котлы-утилизаторы.
- Энерготехнологические котлы.
- Котлы ВОТ.
- Трубопроводная арматура и предохранительные устройства.
- Технологические трубопроводы и детали трубопроводов.
ГДO — Горнодобывающее оборудование
- Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов (в том числе оборудование шахтных установок и лифтовых шахтных подъемников).
ОТOГ — Оборудование для транспортировки опасных грузов
- Контейнеры специализированные и тара, используемые для производства и транспортировки опасных грузов и строительных материалов.
- Цистерны.
- Экипажная часть.
CК — Строительные конструкции
- Металлические строительные конструкции.
- Арматура, арматурные и закладные изделия железобетонных конструкций.
- Металлические трубопроводы.
- Конструкции и трубопроводы из полимерных материалов.
КСМ — Конструкции стальных мостов
- Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
- Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
3. Группы основных материалов, с которыми работает сварщик
- М01 — Углеродистые и низколегированные конструкционные стали перлитного класса с пределом текучести до 360 МПа;
- М02 — Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса;
- М03 — Низколегированные конструкционные стали перлитного класса с пределом текучести свыше 360 МПа;
- М04 — Высоколегированные (высокохромистые) стали мартенситного, мартенситно-ферритного и ферритного классов с содержанием хрома от 10% до 30%;
- М05 — Легированные стали мартенситного класса с содержанием хрома от 4% до 10%;
- М06 – Чугуны;
- М07 — Арматурные стали железобетонных конструкций;
- М11 — Высоколегированные стали аустенитно-ферритного и аустенитного классов;
- М21 — Чистый алюминий и алюминиево-марганцевые сплавы;
- М22 — Нетермоупрочняемые алюминиево-магниевые сплавы;
- М23 — Термоупрочняемые алюминиевые сплавы;
- М31 – Медь;
- М32 — Медноцинковые сплавы;
- М33 — Медно-никелевые сплавы;
- М34 – Бронзы;
- М41 — Титан и титановые сплавы;
- М51 — Никель и никелевые сплавы;
- М61 — Полиэтилен (РЕ);
- М62 — Сшитый полиэтилен (РЕ-Х);
- М63 — Поливинилхлорид (PVC);
- М64 — Полипропилен (РР).
II и III уровни.
Для аттестации специалистов 1 и 2 уровней учитываются следующие основные параметры:
- Группы OТУ (опасные тех. устройства).
Аттестация сварщиков и специалистов НАКС может проводиться в любом регионе РФ вне зависимости от того где специалист планирует работать.
Удостоверения сварщиков и специалистов сварочного производства дает право выполнять только те работы по сварочному производству, на которые он аттестован.
Сведения о полученных документах по итогу аттестации сварщиков/специалистов вносятся в открытый реестр НАКС.
Срок действия документов для сварщиков и специалистов НАКС:
- 2 года – для рабочих-сварщиков 1 уровня;
- 3 года – для мастеров 2 уровня и технологов 3 уровня;
- 5 лет – для инженеров 4 уровня.
По окончании действия удостоверения оно продлевается- проходит периодическая аттестация сварщика/специалиста. Подать документы на продление можно не позднее 1 мес. до окончания их срока. Периодическую аттестацию можно проходить не более двух раз. Далее снова необходимо пройти первичную аттестацию.
О сроках действия удостоверения
Период действия документа напрямую зависит от полученного уровня после аттестации:
- Первый уровень – первичная аттестация, действует 2 года со дня получения квалификации «сварщик НАКС».
- Второй уровень присуждает квалификацию «мастер-сварщик», что даёт право специалисту осуществлять контроль, проводить мониторинг сварочного процесса и выносить распоряжения по тем или иным операциям рабочего процесса. Удостоверение второго уровня действует в течение трёх лет.
- Третий уровень – подтверждает квалификацию «технолог», этот специалист осуществляет полный контроль над сварочными работами в организации. Вновь проходить аттестацию НАКС придётся через 3 года, так как срок действия будет окончен.
- Четвёртый уровень – инженеры, относящиеся к руководящему составу служб сварки. В их полномочия входит: регулировка сварочных процессов, утверждение и проверка документации.
ЭДО НАКС: понятие и функции
Для того чтобы пройти всю процедуру аттестации, следует подать в НАКС все необходимые документы. Подача их осуществляется с помощью специального сервиса электронного документооборота – ЭДО НАКС.
Ключевая функция данного сервиса – возможность быстрой подачи всех необходимых документов для любых организаций, прошедших процедуру регистрации в данном сервисе. Удаленность регионов от аттестационных центров при этом не играет никакой роли.
Для того чтобы получить возможность использовать ЭДО НАКС, необходимо обратиться в эту организацию с целью получения карточки учетной записи. Обращение происходит по доступным адресам электронной почты с направлением специальной заявки, в которой указываются сведения о юридическом лице, которое планирует использовать сервис электронного документооборота.
В заявке на получение доступа следует указать: полное наименование организации-заявителя, данные о ее почтовом и юридическом адресах, банковские реквизиты и реквизиты ИНН и КПП, сведения о руководителе организации и лице, выполняющем контактную роль, а также обо всех контактных данных, с помощью которых возможно поддерживать связь с организацией, в том числе для направления необходимых данных для использования ЭДО НАКС. Учетная карта с логином и паролем будет выслана организации в течение двух рабочих дней с момента направления заявки на регистрацию. После получения такой карточки необходимо провести заполнение учетной записи, что даст доступ к полноценному использованию данного сервиса.
Что делать, если не выходит найти мастера
Аттестованный специалист может не найти себя в реестре НАКС, если:
- При заполнении формы запроса была допущена ошибка.
- Перепутаны прописные и заглавные буквы (поиск чувствителен к регистру).
- Вместо букв кириллицы введены латинские такого же вида, например «а» или «х». Подобные ошибки часто допускают при работе с мобильными устройствами.
- Произошел сбой системы. Такое иногда случается, поэтому рекомендуется повторить попытку через 5-10 минут.
- Запись еще не сформирована. База пополняется новыми данными в течение 2 недель с момента сдачи экзамена.
Если поиск ведется в отношении стороннего лица и информация о нем введена верно, отрицательный результат свидетельствует о подделке документов.
Как можно попасть в реестр
Чтобы фамилия сварщика появилась в реестре, он должен пройти специальные курсы либо обучиться непосредственно в научно-техническом центре, авторизованным НАКС.
Далее необходимо подготовить пакет документов:
- заявка от собственного имени или от руководства организации;
- документ, подтверждающий образование по профессии сварщика либо смежной профессии;
- свидетельство о специальной подготовке по профессии;
- копии документов, подтверждающих сдачу необходимых нормативов по ТБ при выполнении сварочных работ;
- справка о состоянии здоровья (форма №086у);
- информация о стаже сварочных работ или заверенная руководством отдела кадров выписка из трудовой книжки;
- квитанция об оплате обучения в центре;
- две фотографии формата 3х4 см.
Внимание: в интернете можно встретить предложения пройти онлайн-курсы для сертификации по НАКС. Все эти объявления — мошеннические, так как аттестацию НАКС можно получить, только отучившись непосредственно в авторизованном центре.
Если все необходимые документы сданы, претендент зачисляется в группу для изучения теории и практики сварочных работ. По завершении обучения назначается экзамен, в ходе которого проверяются навыки претендента.
Аттестация предприятий и организаций
Компании, которые занимаются сварочными процессами, также должны пройти аттестацию НАКС. Ее цель – подтверждение, что компания имеет все возможности (технические, технологические и организационные) по проведению аттестованной технологии, что внутри производства правильно проводится контроль. Конечно, наличие специалистов, подтвержденных НАКС, обязательное условие.
При этом на предприятии должна присутствовать документация технологического характера, где описана технология сварочного процесса, используемая на объекте. По сути, это технологическая инструкция, как грамотно проводить сварочные операции. Ее обычно разрабатывают специалисты с высшим образованием. От того, как качественно была разработана документация, будет зависеть длительность аттестации НАКС. Недочеты только увеличат проверку, что может в конечном итоге привести к отказу дачи свидетельства.
Поэтому рекомендуется специалистам компаний хорошо подготовиться. Что для этого надо будет предоставить комиссии НАКС.
- Технологическую карту сварочного процесса.
- Инструкцию.
- Договор о том, что лаборатория контроля сварки проводит периодические проверки.
- Сертификаты качества на сварочное оборудование и расходные материалы.
- Список на оборудование, которое уже прошло аттестацию НАКС.
- Свидетельства НАКС, подтверждающие квалификацию работников компании.
В процессе проверки компании на соответствие нормам НАКС обычно обследуются сварные соединения. Здесь используются и разрушающие методы, и неразрушающие. Проверяется и сварочное оборудование. Если все нормативы соблюдены, то выдается удостоверение. Его подписывают члены комиссии с указанием фамилии и должности. Действие удостоверения – 4 года.
Что касается проверки оборудования, то его аттестуют по техническим характеристикам, которые должны соответствовать показателям в сопроводительных документах (паспорте). Отклонение в низшую сторону дает право комиссии не принимать его в качестве возможно используемого при проведении сварочных операций. То же самое касается расходных материалов. Если они выпускаются серийными партиями, то аттестат выдается на три года, если мелкосерийными партиями, то на один год. Обязательно проверяется комплектность технологического оборудования.
При тестировании проверяются все системы: электрическая, пневматическая, гидравлическая, механическая. Обычно проверка проходит в виде сварки стыка двух металлов. На основе этого и дается оценка.
Поиск аттестованных сварщиков
Информация в реестре НАКС доступна для общего пользования. Любой заинтересованный человек, будь это руководитель предприятия, сотрудник контролирующего органа или сам аттестованный работник, может легко проверить информацию в реестре, обратившись на сайт Национального агентства контроля сварки.
Какие сведения нужны для поиска
Для проверки аттестации конкретного специалиста достаточно ввести его фамилию или номер удостоверения. Если же требуется найти сварщика для выполнения конкретных работ или аттестованного в каком-то определённом регионе, то сервис предоставляет и такую возможность — нужно просто заполнить соответствующие поля.
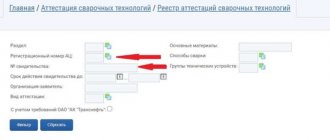
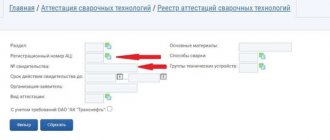
Описание формы поиска и алгоритм действий
Значение каждого поля:
- Место аттестации аттестационного центра. Здесь можно отметить галочками те аттестационные центры, которые находятся в нужном регионе. Так повышается вероятность нахождения сварщиков, проживающих в месте проведения будущих работ.
- ФИО. Это поле заполняется при поиске конкретного лица с целью проверки его квалификации.
- Номер удостоверения. Заполняется, к примеру, если есть сомнения в подлинности документа.
- Клеймо. Личный шифр присваиваемого каждому аттестованному сварщику клейма. Нужно для того, что найти изготовителя конкретной конструкции.
- Дата аттестации, срок аттестации и срок продления. В этих графах можно указать период действия удостоверения НАКС. Например, это нужно, чтобы система не выдавала в результатах поиска сварщиков с просроченными аттестациями.
- Вид деятельности. Галочками отмечаются те виды работ, допуск к которым должен иметь потенциальный работник.
- Область аттестации. Галочками отмечаются те области производства, к которым должен быть допущен сварщик.
- С учётом требований ПАО «АК «Транснефть». Эта галочка ставится в случае, если к сварщику предъявляются повышенные требования для работы с газовым и нефтяным оборудованием.
Главная страница сайта Национального агентства контроля сварки. Форму поиска по реестру НАКС можно найти здесь. Список аттестационных центров НАКС с поиском по городу тут.
Заполнив форму, нужно поставить галочку в поле «Я не робот» (это защита системы от автоматических запросов) и нажать кнопку «Фильтр». Система сразу же выдаст все результаты, соответствующие заполненным полям.
Почему система может не выдавать результат
В редких случаях система может не выдать никаких результатов. Это может произойти по нескольким причинам:
- Ошибка при заполнении формы поиска. Достаточно ошибиться в одной цифре номера удостоверения или шифра клейма, и результат будет неверным. Нужно тщательно перепроверить правильность введённых данных и попробовать ещё раз.
- Ошибка системы. Такое случается очень редко, но и этот фактор нужно учитывать. Если при проверке введённых данных ошибок не найдено, то стоит повторить попытку ещё раз через некоторое время. Однако после нескольких таких попыток с одинаковым результатом можно предположить, что введённые данные заранее были неверны или же удостоверение поддельное.
Также нужно знать, что база реестра пополняется не моментально. Обычно добавление аттестованного сварщика в реестр происходит в срок до двух недель. Обратите внимание на дату выдачи удостоверения и если оно выдано недавно, повторите попытку позже, по истечении двухнедельного периода от этой даты.