Аргонодуговая сварка получила такое название из-за специфики своего действия: в среде инертного газа-аргона возникает дуговой разряд, который ведет к образованию плавильной ванны и соединения металлических поверхностей между собой. Электроды для аргонодуговой сварки могут быть двух видов.
Сварка поверхностей таким методом может осуществляться с помощью электрода-расплава или электрода из вольфрама, который остается целым и плавит соединяемые кромки.
В технической номенклатуре аргонодуговые сварочные аппараты обозначаются следующими аббревиатурами:
- РАД – сварка аргонодуговая ручная с помощью вольфрамового электрода;
- ААД – сварка аргоном в автоматическом режиме, когда газовая горелка подается к сварным кромкам автоматически с помощью специального суппорта;
- ААДП – добавочное “П” означает, что в данном аппарате используются плавящиеся электроды.
В международном стандарте используются следующие аббревиатуры, как правило, в аппаратах с неплавящимися электродами:
- TIG – сварка производится с помощью вольфрама в инертной среде;
- GTAW – газовая сварка вольфрамом.
Самостоятельная, без участия профессионалов, но качественная и быстрая сборка металлических конструкций во время ремонтных работ, пайка швов, а также резка различных металлических изделий возможна при помощи хорошего сварочного аппарата для дома. Как же выбрать простой в использовании сварочный аппарат для дома?
Среди множества технологий по обработке металла лазерная резка выделяется своей экономичностью и эффективностью. Детальнее о лазерной резке металла здесь.
Что такое НАКС
Национальное агентство контроля сварки – организация, функционирующая для проведения аттестаций специалистов сварочного производства. Сварщик категории НАКС имеет право работать с особо ответственными конструкциями. Такой труд оплачивается выше, но и требований к профессионализму аттестованным сварщикам гораздо больше.
Кроме проведения экзаменов, учреждение НАКС проводит обучение сварщиков, занимается выпуском методических пособий и усовершенствованием предписывающих документов, а также оказывает услуги консультации во время ответственных проектов.
Виды аттестации сварщиков выделяются на основе очередности прохождения процедуры сварщиком или организацией; уровней сдачи экзамена; основных групп технических устройств, для обслуживания которых требуются высококвалифицированные специалисты; применяемых технологий.
Кто должен проходить аттестацию
Аттестация НАКС может проводиться для:
- Рабочего персонала. Сотрудники могут повышать свою квалификацию добровольно, рассчитывая на лучшую должность или с прицелом на другое место работы. Кроме того, работники предприятия могут быть обязаны пройти аттестацию перед тем, как будут вовлечены в работу над крупным ответственным проектом. Чтобы после аттестации НАКС получить документы, подтверждающие квалификацию, сварщику необходимо успешно сдать практический, теоретический и специальный экзамены.
- Технологии. Обязательной аттестации подлежат технологии, которые используются при установке, ремонте, монтаже конструкций, применяющихся на опасных производственных объектах. Контрольные сварные соединения (как правило, свариваются изделия из различных металлов) подлежат экспертизе в лаборатории, после чего комиссия НАКС выносит свой вердикт.
- Оборудования и инструментов. При аттестации оборудования тщательно проверяется соответствие реальных технических характеристик приборов прописанным в паспортах, изучается степень износа техники и ее комплектность. Испытания также включают в себя анализ сварных швов, произведенных в присутствии комиссии.
- Сварочных материалов. Как и в случае с оборудованием, прописанные в техническом паспорте характеристики должны соответствовать реальным. Как правило, удостоверения НАКС для мелкосерийных партий расходных материалов имеют меньший срок действия, чем предназначенные для серийных партий.
Преимущества и недостатки этой технологии
К преимуществам РАД технологии можно отнести следующее:
- Аргон обеспечивает качественную защиту шва от окисления.
- Вся работа выполняется при относительно невысокой температуре, поэтому свариваемые изделия сохраняют свою форму и размеры.
- Тепловая мощность дуги находится на высоком уровне, что позволяет существенно сократить время работы.
- Сама процедура несложная, поэтому обучиться ей может каждый.
- Есть возможность соединения различных по своим характеристикам металлов.
Из недостатков выделим следующие:
- Такую работу рекомендуется выполнять в закрытых помещениях.
- Могут появиться определённые сложности с правильной настройкой оборудования.
Очередность прохождения
В зависимости от очередности выделяются следующие разновидности аттестации:
- Первичная. Ее проходят сварщики, ранее не сталкивавшиеся с необходимостью усовершенствовать профессиональные навыки.
- Повторная. Предназначена для сварщиков НАКС, срок действия удостоверений которых подходит к концу. В зависимости от уровня специалиста, корочки могут быть действительны на протяжении 2, 3 или 5 лет.
- Внеочередная. Необходима тогда, если работодатель имеет обоснованные претензии к качеству работ, осуществляемых аттестованным сварщиком.
- Дополнительная. Проводится в случае, когда сотрудник хочет расширить область аттестации, проведенной ранее. Прохождение дополнительной проверки актуально и для сварщиков, которые более 6 месяцев не работали по специальности.
Полномочия НАКС специалиста
После проведения аттестации НАКС информация о сфере полномочий указывается в аттестационном удостоверении специалиста. Аттестация проводится на четырех уровнях:
- Сварщик. В компетенцию сварщика НАКС входит произведение сварочных работ по металлам и сплавам любой толщины в любых пространственных положениях. Специалист должен обладать знаниями и опытом, необходимыми для проведения операций на опасных производственных объектах, и уметь сориентироваться в случае непредвиденной ситуации.
- Мастер-сварщик. Этот специалист имеет право раздавать устные и письменные указания, которые должны быть исполнены сварщиками НАКС.
- Технолог-сварщик. Осуществляет руководство отделением предприятия, производящим сварочные работы.
- Инженер-сварщик. Сотрудник, отвечающий за руководящие и нормативные документы, касающиеся проведения сварочных работ всех видов.
Область использования
Данный вид технологических работ широко используется при производстве:
Механизированная сварка – это вид сварочных работ, где все ключевые манипуляции, кроме погрузки и разгрузки изделий, выполняются в автоматическом режиме.
Частично механизированная – представляет собой металлообработку, где в ручном режиме осуществляется передвижение горелки и заготовки, погрузка и разгрузка изделий, а проволока поступает механически.
Группы ТО НАКС
Группы технических устройств опасных производственных объектов также указываются в удостоверении аттестованного сварщика. Классификация довольно обширна, поэтому отметим основные из таких групп:
- ПТО. Подъемно-транспортное оборудование. Сюда относятся краны, лебедки, лифты, канатные дороги, а также комплектующие к ним и т.д.
- КО. Котельное оборудование включает в себя трубопроводы, паровые котлы и иные сосуды, работающие при давлении пара более 0, 07 МПа и температуре свыше 115 градусов по Цельсию. Сюда же можно отнести конструкции, предназначенные для установки котельного оборудования.
- ГО. Газовое оборудование, а именно газопроводы внешнего и внутреннего газоснабжения, аппаратура для котлов и прочих газовых агрегатов, печи, водонагреватели и т.д.
- НГДО. Нефтегазодобывающее оборудование включает в себя трубопроводы для транспортировки нефти, газа, нефтепродуктов и конденсата (в том числе морские), резервуары для хранения нефтепродуктов, оборудование для добычи и переработки нефти, запорную арматуру и прочие комплектующие.
- ОХНВП. Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств включает в себя системы, работающие в условиях вакуума и давления более 16 МПа, резервуары для пожароопасных веществ, емкости для утилизации взрывоопасных соединений, оборудование для заморозки, печи, технологические трубопроводы и т.д.
- СК. К строительным конструкциям относят трубопроводы и конструкции из металла, арматуру и металлические остовы железобетонных изделий.
Нормативные акты, используемые при проведении сварных работ
Перечень основных Государственных стандартов, посвященных механизированной сварке, включает:
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий;
- ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры;
- ГОСТ 19521-74 Сварка металлов. Классификация;
- ГОСТ 3.1705-81 Единая система технологической документации. Правила записи операций и переходов. Сварка;
- ГОСТ 11969-79 Сварка плавлением. Основные положения и их обозначения;
- ГОСТ 29273-92 Свариваемость. Определение;
- ГОСТ 30430-96 Сварка дуговая конструкционных чугунов. Требования к технологическому процессу;
- ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений;
- ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
- ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
- ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры.
Виды сварки
Аттестация проводится с учетом способов сварки, которые должны применяться для конкретного оборудования. Аттестат работника, имеющего доступ к опасным производственным объектам, обязательно содержит указание — какой вид сварки специалист должен осуществлять. Приведем расшифровку самых распространенных аббревиатур.
- РАД – аргонодуговая сварка, проводимая вручную вольфрамовым электродом.
- ААД – аргонодуговая сварка, проводимая в автоматическом режиме тугоплавким электродом.
- ААДП – аргонодуговая сварка при помощи плавящегося электрода, которую нужно проводить в автоматическом режиме.
- АПГ – аргонодуговая сварка при помощи плавящегося электрода, которую осуществляют в среде активных газов.
- АПИ – сварка порошковой проволокой, которая происходит в среде инертных газов. Необходимо выбрать автоматический режим.
- АПС – сварка самозащитной проволокой порошкового типа, которая происходит также автоматически.
- АФ – автоматическая сварка, при которой применяется флюс.
- Г – газовая сварка.
- РД – ручная сварка электрической дугой, которая проводится с помощью покрытых электродов.
- КТС – контактно-точечная сварка.
- МАДП – механизированная сварка в среде аргона, которую осуществляют при помощи плавящегося электрода.
- МП – механизированная сварка , которая происходит в среде активных газов с использованием плавящегося электрода.
- МПС – механизированная сварка при помощи самозащитной порошковой проволоки.
- ЭШ – электрошлаковая сварка.
Рекомендации
При длинной сварочной дуге образуется широкий шов с небольшой глубиной провара. Это может привести к ухудшению выполненного соединения. В этом случае рекомендуется держать используемый неплавящийся электрод как можно ближе к стыкам свариваемых деталей.
Для выполнения глубоких и узких швов следует выдерживать продольное движение горелки и электрода. При этом поперечных движений следует избегать.
Неплавящийся электрод и присадочная проволока должны находиться в зоне сварки и полностью прикрываться аргоном. Это защитит сварной шов от воздействия азота и кислорода.
Подача присадочной проволоки выполняется равномерно и плавно, так как быстрая и резкая подача проволоки приведет к разбрызгиванию металла, отчего пострадает качество шва.
Наличие у сварного шва выпуклой или округлой формы свидетельствует о том, что соединение выполнено не должным образом. Проплавлением поверхности в этом случае не обойтись.
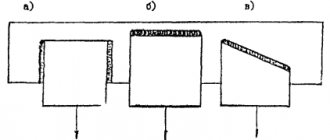
Присадочную проволоку следует подавать перед горелкой, при этом держать ее под небольшим углом, что позволит обеспечить минимальную ширину сварочного шва и отличное проплавление металла.
Прекращать подачу инертного газа сразу же после завершения сварки не рекомендуется, так как может пострадать антикоррозийная защита соединения.
Стыки соединяемых деталей следует перед началом работ обезжирить и зачистить.