Среди обильного многообразия сварочных аппаратов на современном рынке особое место занимает ручной сварочный экструдер. Ручной экструдер для сварки представляет собой аппарат для соединения изделий из полиэтилена, полипропилена, пропилена, иных разновидностей пластмасс, пластиковых листов, пленки, ёмкостей (бочек, бассейнов и прочее), колодцев, детских горок и так далее. Редко используется для соединения изделий из ПВХ. Не подлежит для использования в сварке трубопроводов, так как прочность таких соединений не более 80%, они не будут герметичными.
Принцип работы этого аппарата заключается в следующем: горячий воздух подаётся из сопла экструдера и нагревает пространство (сварочная канавка или стык) между плоскостями деталей, доводя их до состояния пластика. Вместе с тем пруток подается в рабочую зону оборудования, нагревается и смешивается со шнеком (или диском), а затем образует однородную массу из пластика. Сквозь фильеру или сварочный башмак выдавливается полимер в расплавленном состоянии, затем после полного остывания получается готовый шов. Выдавливание полимера можно представить как выдавливание зубной пасты из тюбика.
Требование к идеальной чистоте при этом виде сварки самые жесткие. Тщательно очистить поверхности необходимо непосредственно перед началом сварки.
Соединяемые поверхности должны быть одинаковыми. Под этим понятием в данном ключе понимается одинаковый химический состав, плотность и текучесть материала. Пруток по этим показателям должен быть идентичный свариваемым деталям.
Виды ручного сварочного экструдера
- Шнековые (присадочный материал расплавляется в шнековом (экструзионном) отделении аппарата и выдавливается наружу с помощью шнека). Присадочный материал – это пруток или специальные гранулы, которые помещаются в шнековое отделение и уже там под воздействием высокой температуры при взаимодействии со шнеком становятся однородной массой, готовой к использования.
- Безшнековые или плунжерного типа. Пруток в таких экструдерах нагревается сначала с помощью электронагревателей вокруг области нагрева, а задняя твердая часть присадочного материала выступает в качестве поршня для передней уже вязкой массы.
- Комбинированные (сочетаются два вышеизложенных вида).
Безшнековые сварочные экструдеры обладают меньшей производительностью по сравнению со шнековыми. Но есть и плюсы: лёгкость и компактность, что позволяет использовать его в труднодоступном месте.
Особенность и приоритетность использования обусловлена следующими факторами.
- Ручной экструдер для сварки может варить изделия с толстыми стенками.
- Быстрая скорость сварки.
- Сведение к минимуму человеческого фактора. Здесь не требуется следить за состоянием сварочной ванны, как при сварке металла, контролировать правильное выведение сварочного шлака, выводить «ёлочки» и «зигзаги». Использовать это оборудование новичку будет проще всего.
Процесс соединения деталей
Процесс подготовки и проведения сварочных работ с применением экструзионных покрытий проходит следующим образом:
- После запуска и прогрева экструдера производится его очистка от материала, использовавшегося ранее. Повторно применять присадку нельзя, потому что ее прочностные характеристики снижены,
- За 15-20 минут до начала сварочных работ производится очистка соединяемых поверхностей от пыли, масляных и жировых загрязнений механическим воздействием (скребками, мелкой наждачной бумагой),
- Обрабатываются торцы соединений под требуемый шов, на соединяемых поверхностях готовятся скосы или сварочные канавки,
- Производится нагрев соединяемых поверхностей горячим воздухом,
- Материал присадки поступает в экструдер, где нагревается от рубашки шнековой камеры и перемешивается до получения однородной пастообразной массы,
- Разогретая до вязкого состояния экструзия выдавливается через башмак на сварочный шов, частично расплавляя свариваемые детали и перемешиваясь с их веществом,
- На свариваемые поверхности с помощью сварочного башмака подается необходимое давление, обеспечивающее фиксацию деталей. Сила оказываемого давления зависит от материалов: так, для ПВД допустим широкий интервал давлений, а прочность соединения полипропилена падает при оказании слишком высокого давления.
- Процесс охлаждения проходит при естественных условиях, так как принудительное охлаждение приводит к уменьшению прочности шва вследствие перепада температур.
Существует два основных типа экструзионной сварки – бесконтактный и контактный.
Бесконтактный способ сварки требует применения прижимных устройств или прессов, с помощью которых оказывается давление на соединяемые детали. Экструзия при данном способе подается из мундштука, который не вводится в разъем.
При контактном способе мундштук вводится в соединяемый разъем до контакта с кромками и перемещается вдоль стыка под углом 10-15° градусов, заполняя полость присадочной массой. Давление, создаваемое присадкой, позволяет отказаться от оказания дополнительного давления на материал. Такая сварка позволяет обеспечить потери тепла и обеспечить дополнительный нагрев соединяемых поверхностей за счет тепла от мундштука.
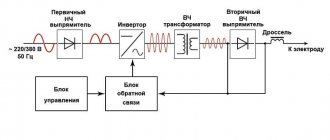
Ручной сварочный экструдер: схема работы
При осуществлении соединения обе детали должны быть нагреты. Ручной сварочный экструдер для целей нагревания поверхностей перед выдавливанием присадочного материала может содержать в своей конструкции специальный нагреватель потока воздуха или по-другому термофен. Также нагретый поток воздуха может идти от внешнего оборудования: компрессор или пневмосеть организации. Нагрев присадочного материала осуществляется с помощью специальных электрических нагревателей вокруг шнековой (экструзионной) камеры. Но в более старых экструдерах нагрев камеры происходит с помощью горячего воздуха, который используется для нагрева зоны сварки. Перед нагревом области сварки воздух проходит вокруг шнекового отделения и расплавляет присадочный материал. Присадочный материал в расплавленном виде выходит наружу в зону сварки через сварочный башмак.
Сварка экструдером чаще всего применяется для полиэтилена низкого давления, полипропилена и других видов термопластов первой группы. У этого вида термопластов разница температуры расплавленного состояния и состояния термодеструкции около 50 градусов. Это говорит о том, что даже большой перегрев материала (примерно на 30-40 градусов) не способен сильно повредить его.
К термопластам второй группы относятся ПВДФ и ПВХ. У них разница температур между термодеструкцией и текучим состоянием материала незначительная, поэтому при сварке жесткие требования к работе отдела нагрева. При работе с термопластами второй группы существуют особые требования к шнеку, он должен быть специальной формы, чтобы более тщательно перемешивать массу, не допуская перегрева.
Также в процессе работы с ПВХ и ПВДФ экструдер не должен выключаться и/или долго находится в режиме ожидания.
Принцип действия
Ручной экструдер для сварки пластика является термомеханическим устройством, которое вначале осуществляет нагрев пластика до состояния вязкости, а затем выдавливает размягченную массу в зону сварки изделий.
Перед началом сварки устройство необходимо заправить присадочным прутком, который должен быть изготовлен из того же материала, что и соединяемые изделия. Присадочный пруток пропускается через отверстие приемной втулки, расположенной на верхней панели устройства. При этом свободный конец прутка должен попасть в зону действия шнека. Вместо прутка могут использоваться специально предназначенные для этого полимерные гранулы.
Сварка экструдером осуществляется следующим способом:
- При включении в электросеть начинается разогрев присадочного прутка или гранул, который происходит под действием струи горячего воздуха.
- Через некоторое время, определяемое датчиком аппарата, происходит подача разогретого прутка в зону, где происходит его размельчение.
- Вращающийся шнек раздробляет пластик, из которого изготовлен пруток.
- Полученная масса, перемещаясь по своему пути, попадает в зону плавления.
- Под действием давления, осуществляемого движениями шнека, гомогенизированная масса поступает через сопло в зону сварки, и с прижимом выдавливается в виде полосы на соединяемые детали. Ширина полосы зависит от формы сопла.
- Происходит медленное остывание полученного соединения.
Сварка пластика экструдером предусматривает возможность выставления необходимой температуры, которая зависит от температуры, при которой происходит плавление данного вида материала. Чтобы исключить прилипание остатков присадочного материала в сварочной камере, терморегулятор отключает нагрев, пока еще продолжается вращение шнека.
Выполнение сварки экструдером
Если аппарат используется не впервые, тогда нужно удалить присадочный материал, используемый ранее. Даже если он того же состава. Повторный нагрев присадочного материала снижает его прочность.
Перед непосредственным началом сварки необходимо снять блокировки холодного пуска, нагреть аппарат и сварочный башмак до температуры, необходимой для работы, настроить производительность.
В процессе сварки необходимо поддерживать нужный угол наклона сварочного аппарата в зависимости от вида проделываемого шва. Если вам необходимо сделать перерыв, то экструдер нужно поставить на специальную подставку. Если перерыв планируется длительный – уменьшите температуру примерно на 40-50 градусов. Такое понижение температуры позволит приостановить нагревание присадочного материала и быстро возобновить работу.
Таким образом, сварка ручным сварочным экструдером является одной из самых несложных в применении среди остальных видов сварки и с применением других аппаратов. Совсем не необходимо быть профессионалом. Нужно лишь соблюдать инструкцию по эксплуатации экструдера и соблюдать вышеизложенные правила при работе с аппаратом и свариваемыми материалами.
Оборудование
Для проведения экструзионной сварки применяется специальный аппарат, который называется экструдером. Приспособление для сварки вручную напоминает электродрель со специальной насадкой и нагревающим устройством, поэтому его называют экструзионным пистолетом.
Внутри экструдера установлен шнек, в котором присадка нагревается от корпуса экструдера, превращается в вязкую однородную массу и через башмак подается на сварной шов. Присадка может подаваться в устройство либо в виде проволоки, разматываемой с катушки, либо в виде гранул, поступающих через бункер.
Башмак – это часть аппарата, которая прижимается к соединяемым деталям и выполняет роль своеобразного утюга, придавливающего присадочный материал и не позволяющего ему растекаться в других направлениях. Изготавливается это устройство из тугоплавких полимеров (фторопласт, политетрафторэтилен), и для каждого типа и размера шва применяется собственный башмак. Нос башмака должен повторять форму соединяемых поверхностей, но не должен их касаться.
Через башмак (или независимо) подается горячий воздух для нагрева соединяемых поверхностей. Таким образом, нагрев происходит непосредственно перед подачей присадки. Современные экструдеры могут регулировать температуру воздуха и температуру присадочной массы.
В зависимости от назначения, мощности и производительности существуют различные группы экструдеров, несколько различающиеся по конструкции. Например, для производства пластиковых емкостей применяются аппараты, у которых сопло подачи воздуха установлено справа, и сварка осуществляется строго слева направо.
Большинство экструдеров выпускаются со шнеком, но существуют так же и безшнековые (плунжерные) аппараты. Присадочный материал из них выталкивается за счет давления нерасплавленного прутка. Главным недостатком такого типа экструдера является низкая производительность, но зато им можно работать в труднодоступных местах.
Цена профессионального оборудования стартует от 30 тысяч рублей, а самые «продвинутые» модели для промышленной сварки могут стоить порядка ста тысяч рублей. При этом следует учитывать, что для экструдеров западных фирм подходят проволока или гранулы только от производителя либо одобренных фирм. Отечественные аппараты менее требовательны к качеству присадок.
Самодельное устройство
Стоимость нового экструдера достаточно высока – цена на модели начального уровня стартуют с 300 $. Это подталкивает мастеров к изобретению различных самоделок. Обладая необходимыми навыками, можно собрать ручной экструдер своими руками без особых затрат. В интернете можно найти рабочие чертежи рабочих аппаратов с различными характеристиками.
Для сборки самого простого агрегата понадобится промышленный фен и двигатель коллекторного типа, который легко переносит постоянные изменения режима работы. Подавать прутки придется вручную. Насадки изготавливают самостоятельно или приобретают и приспосабливают запасные части существующих моделей.
Использование плунжерного привода позволит выполнять работы на гранулированном сырье.
Такое устройство подходит только для простых домашних работ, поскольку качество готового соединения будет гораздо ниже, по сравнению со сваркой полиэтилена экструдером промышленного изготовления.
Комплектация и вес
Эти характеристики могут быть важными аргументами при подборе аппарата, так как если предстоит большой объем работ, то чем легче экструдер и чем качественнее система управления процессом сварки, тем проще будет с ним работать.
Немалую роль играет и наличие в комплекте аппарата сменных сварочных башмаков. Как правило, самые дешевые экструдеры российского производства поставляются без каких-либо насадок, китайские – с 1-2 насадками, дорогие европейские могут поставляться с большим комплектом.