Схема сварочного инвертора в корне отличается от устройства его предшественника – сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок – это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Сварочный инвертор без крышки
Основным элементом электрической схемы любого сварочного инвертора является импульсный преобразователь, вырабатывающий ток высокой частоты. Именно благодаря этому использование инвертора дает возможность легко зажигать сварочную дугу и поддерживать ее в стабильном состоянии на всем протяжении сварки. Схема сварочного инвертора в зависимости от модели может иметь определенные особенности, но принцип его работы, который будет рассмотрен ниже, остается неизменным.
Какие виды инверторов представлены на современном рынке
Для определенного типа сварки следует правильно выбирать инверторное оборудование, каждый вид которого обладает специфической электрической схемой и, соответственно, особыми техническими характеристиками и функциональными возможностями.
Инверторы, которые выпускают современные производители, могут одинаково успешно использоваться как на производственных предприятиях, так и в быту. Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики.
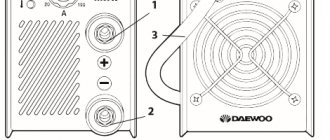
Количество разъемов и органов управления на передней панели во многом говорят об возможностях сварочного инвертора
Инверторные устройства в качестве основного оборудования широко используются для выполнения следующих технологических операций:
- электродуговой сварки плавящимся и неплавящимся электродами;
- сварки по полуавтоматической и автоматической технологиям;
- плазменной резки и др.
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Сварочные инверторы, вне зависимости от особенностей своей электрической схемы, позволяют получать качественные, надежные и аккуратные сварные швы, выполняемые по любой технологии. При этом, что важно, компактный и не слишком тяжелый инверторный аппарат при необходимости можно в любой момент легко перенести в то место, где будут выполняться сварочные работы.
Мобильность – одно из преимуществ инверторных аппаратов
Проверка оборудования
До подключения источника питания внешним осмотром контролируют целостность корпуса, рукояток регуляторов. Организуют рабочее место следующим образом:
- освобождают ровную площадку (металлический стол);
- устанавливают минимальное расстояние 2 м от аппарата до стен;
- подключают контур защитного заземления;
- устраняют взрывоопасные (легковоспламеняющиеся) предметы.
Рекомендуется эффективная вентиляция помещения при сварке, чтобы исключить нанесение вреда здоровью загрязненной атмосферой. Заранее надо подготовить маску, краги, электроды. Следует предотвратить свободный проход в рабочую зону посторонних людей. Убирают посторонние предметы, мешающие выполнению отдельных операций.
Рекомендуем к прочтению Как отремонтировать сварочный инвертор самому
Что включает в себя конструкция сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики и функциональность, включает в себя такие обязательные элементы, как:
- блок, обеспечивающий электрическим питанием силовую часть устройства (он состоит из выпрямителя, емкостного фильтра и нелинейной зарядной цепи);
- силовая часть, выполненная на базе однотактного конвертора (в данную часть электрической схемы также входят силовой трансформатор, вторичный выпрямитель и выходной дроссель);
- блок питания элементов слаботочной части электрической схемы инверторного аппарата;
- ШИМ-контроллер, который включает в себя трансформатор тока и датчик тока нагрузки;
- блок, отвечающий за термозащиту и управление охлаждающими вентиляторами (в данный блок принципиальной схемы входят вентиляторы инвертора и температурные датчики);
- органы управления и индикации.
Как работает сварочный инвертор
Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, – это то, для чего предназначен любой сварочный аппарат. Для этих же целей необходим и инверторный аппарат, позволяющий формировать сварочный ток с большим диапазоном характеристик.
В наиболее простом изложении принцип работы инвертора выглядит так.
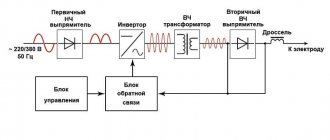
- Переменный ток с частотой 50 Гц из обычной электрической сети поступает на выпрямитель, где происходит его преобразование в постоянный.
- После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
- Из фильтра постоянный ток поступает непосредственно на инвертор, в задачу которого входит опять преобразовать его в переменный, но уже с более высокой частотой.
- После этого при помощи трансформатора понижают напряжение переменного высокочастотного тока, что дает возможность увеличить его силу.
Блок-схема сварочного аппарата инверторного типа
Для того чтобы понять, какое значение имеет каждый элемент принципиальной электрической схемы инверторного аппарата, стоит рассмотреть его работу подробнее.
Ремонт прибора
Ремонт этих устройств для преобразования одного вида напряжения в другой, лучше производить в сервисных центрах, где персонал имеет высокую квалификацию и впоследствии предоставит гарантии выполненных работ. Чаще всего любые современные качественные преобразователи состоят из нескольких сотен электронных деталей и если нет явных сгоревших элементов, то найти поломку и устранить её будет очень сложно.
Будет интересно➡ Зачем нужен преобразователь частоты
Некоторые же китайские недорогие устройства данного типа, вообще, в принципе лишены возможности их ремонта, чего нельзя сказать об отечественных производителях. Да может они немного громоздкие и не компактные, но зато подлежат ремонту, так как многие из их деталей можно заменить на аналогичные.
Процессы, протекающие в электрической схеме сварочного инвертора
Схема сварочного аппарата инверторного типа позволяет увеличивать частоту тока со стандартных 50 Гц до 60–80 кГц. Благодаря тому, что на выходе такого устройства регулировке подвергается высокочастотный ток, для этого можно эффективно использовать компактные трансформаторы. Увеличение частоты тока происходит в той части электрической схемы инвертора, где расположен контур с мощными силовыми транзисторами. Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Принципиальная схема заводского сварочного инвертора «Ресанта» (нажмите, чтобы увеличить)
Схема инвертора от немецкого производителя FUBAG с рядом дополнительных функций (нажмите, чтобы увеличить)
Пример принципиальной электрической схемы сварочного инвертора для самостоятельного изготовления (нажмите, чтобы увеличить)
Принципиальная электрическая схема инверторного устройства состоит из двух основных частей: силового участка и цепи управления. Первым элементом силового участка схемы является диодный мост. Задача такого моста как раз и состоит в том, чтобы преобразовать переменный ток в постоянный.
В постоянном токе, преобразованном из переменного в диодном мосту, могут возникать импульсы, которые необходимо сглаживать. Для этого после диодного моста устанавливается фильтр, состоящий из конденсаторов преимущественно электролитического типа. Важно знать, что напряжение, которое выходит из диодного моста, примерно в 1,4 раза больше, чем его значение на входе. Диоды выпрямителя при преобразовании переменного тока в постоянный очень сильно нагреваются, что может серьезно сказаться на их работоспособности.
Компоненты сварочного инвертора на примере самодельного аппарата
Чтобы защитить их, а также другие элементы выпрямителя от перегрева, в данной части электрической схемы используют радиаторы. Кроме того, на сам диодный мост устанавливается термопредохранитель, в задачу которого входит отключение электропитания в том случае, если диодный мост нагрелся до температуры, превышающей 80–90 градусов.
Высокочастотные помехи, создаваемые при работе инверторного устройства, могут через его вход попасть в электрическую сеть. Чтобы этого не произошло, перед выпрямительным блоком схемы устанавливается фильтр электромагнитной совместимости. Состоит такой фильтр из дросселя и нескольких конденсаторов.
Блок питания инвертора
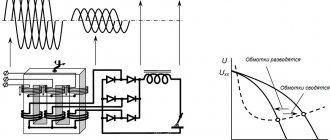
Сам инвертор, который преобразует уже постоянный ток в переменный, но обладающий значительно более высокой частотой, собирается из транзисторов по схеме «косой мост». Частота переключения транзисторов, за счет которых и происходит формирование переменного тока, может составлять десятки или сотни килогерц. Полученный таким образом высокочастотный переменный ток имеет амплитуду прямоугольной формы.
Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком. Для того чтобы получить с помощью инверторного аппарата постоянный ток, после понижающего трансформатора подключают мощный выпрямитель, также собранный на диодном мосту.
Транзисторы для силового модуля сварочного инвертора
Элементы защиты инвертора и управления им
Избежать влияния негативных факторов на работу инвертора позволяют несколько элементов в его принципиальной электрической схеме.
Для того чтобы транзисторы, которые преобразуют постоянный ток в переменный, не сгорели в процессе своей работы, используются специальные демпфирующие (RC) цепи. Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение.
Радиаторы и вентиляторы системы охлаждения занимают значительное пространство внутри инвертора
Из-за того, что конденсаторы фильтра после своей зарядки могут выдавать ток большой силы, который в состоянии сжечь транзисторы инвертора, аппарату необходимо обеспечить плавный пуск. Для этого используют стабилизаторные устройства.
В схеме любого инвертора имеется ШИМ-контроллер, который отвечает за управление всеми элементами его электрической схемы. От ШИМ-контроллера электрические сигналы поступают на полевой транзистор, а от него – на разделительный трансформатор, имеющий одновременно две выходные обмотки. ШИМ-контроллер посредством других элементов электрической схемы также подает управляющие сигналы на силовые диоды и силовые транзисторы инверторного блока. Для того чтобы контроллер мог эффективно управлять всеми элементами электрической схемы инвертора, на него также необходимо подавать электрические сигналы.
Для выработки таких сигналов используется операционный усилитель, на вход которого подается формируемый в инверторе выходной ток. При расхождении значений последнего с заданными параметрами операционный усилитель и формирует управляющий сигнал на контроллер. Кроме того, на операционный усилитель поступают сигналы от всех защитных контуров. Это необходимо для того, чтобы он смог отключить инвертор от электропитания в тот момент, когда в его электрической схеме возникнет критическая ситуация.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ.
- Благодаря совершенно иному подходу к формированию и регулированию сварочного тока масса таких устройств составляет всего 5–12 кг, в то время как сварочные трансформаторы весят 18–35 кг.
- Инверторы обладают очень высоким КПД (порядка 90%). Это объясняется тем, что в них расходуется значительно меньше лишней энергии на нагрев составных частей. Сварочные трансформаторы, в отличие от инверторных устройств, очень сильно греются.
- Инверторы благодаря такому высокому КПД потребляют в 2 раза меньше электрической энергии, чем обычные трансформаторы для сварки.
- Высокая универсальность инверторных аппаратов объясняется возможностью регулировать с их помощью сварочный ток в широких пределах. Благодаря этому одно и то же устройство можно использовать для сварки деталей из разных металлов, а также для ее выполнения по разным технологиям.
- Большинство современных моделей инверторов наделены опциями, которые минимизируют влияние ошибок сварщика на технологический процесс. К таким опциям, в частности, относятся «Антизалипание» и «Форсирование дуги» (быстрый розжиг).
- Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра.
- Сварка с использованием инверторного оборудования может выполняться электродами любого типа.
- Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Как у любых сложных технических устройств, у сварочных инверторов есть и ряд недостатков, о которых также необходимо знать.
- Инверторы отличаются высокой стоимостью, на 20–50% превышающей стоимость обычных сварочных трансформаторов.
- Наиболее уязвимыми и часто выходящими из строя элементами инверторных устройств являются транзисторы, стоимость которых может составлять до 60% цены всего аппарата. Соответственно, ремонт сварочного инвертора является достаточно дорогостоящим мероприятием.
- Инверторы из-за сложности их принципиальной электрической схемы не рекомендуется использовать в плохих погодных условиях и при отрицательных температурах, что серьезно ограничивает область их применения. Для того чтобы применять такое устройство в полевых условиях, необходимо подготовить специальную закрытую и отапливаемую площадку.
При сварочных работах, выполняемых с использованием инвертора, нельзя использовать длинные провода, так как в них наводятся помехи, отрицательно отражающиеся на работе устройства. По этой причине провода для инверторов делают достаточно короткими (порядка 2 метров), что вносит в сварочные работы некоторое неудобство.
Другие способы подключения своими руками
В старом доме защитные устройства, проводка и розетки не рассчитаны на большую нагрузку. Сильный ток провоцирует короткое замыкание. Броски напряжения способны повредить бытовую технику в собственной квартире и у соседей. Чтобы исключить проблемы с подключением, следует рассмотреть решение этой и других типовых задач.
С помощью генератора тока
Для организации автономного электроснабжения применяют компактную электростанцию с бензиновым (дизельным) двигателем. Такой генератор можно купить либо арендовать на время выполнения рабочих операций. При выборе оборудования проверяют:
- мощность;
- стабилизацию напряжения;
- соответствие условиям работы.
Расчет выходных параметров для рассмотренного примера со сваркой толстых листов:
- ток – 240 А;
- напряжение – 40 V;
- мощность – 9600 Вт = 240*40.
Генератор на 10 кВт в таком режиме будет работать на пределе своих возможностей. Это сокращает ресурс функциональных агрегатов, увеличивает риск перегрева и поломок. Чтобы исключить негативные факторы, выбирают источник с запасом по мощности 25±5%.
Использование удлинителей
Длина серийного сетевого кабеля не превышает 4 м. Для расширения рабочей зоны применяют «переноску». Если сварочный ток не более 150 А, подойдет 20-метровый удлинитель с площадью поперечного сечения проводников 2,5 мм кв. Линию питания устанавливают без изгибов, чтобы исключить паразитное влияние индуктивного сопротивления.
Рекомендуем к прочтению Как выбрать электроды для инвертора
Выбор параметров кабеля
Для передачи сильного тока применяют проводник с большим поперечным сечением в толстой защитной оболочке. Закрепленные клеммы используют для подключения к сварочному аппарату. При выборе кабеля обращают внимание на следующие детали:
- медный проводник обеспечивает низкое удельное сопротивление;
- применение алюминия снижает себестоимость изделия;
- многожильная конструкция сохраняет целостность жилы после неоднократного воспроизведения циклов скручивания/ выпрямления;
- оболочка со специальными добавками устойчива к высоким и низким температурам.
Важные параметры кабельной продукции определяют по специальной маркировке в названии:
- ХЛ (Т) – изделие предназначено для эксплуатации в холодном до -60°C (тропическом) климате;
- Н – негорючая изоляция;
- КГ – гибкий кабель;
- ПЭС – модификация для полуавтоматического аппарата.
Подходящее сечение выбирают с учетом силы тока (максимальной):
- 6 мм кв. – 100 А;
- 10 – 120;
- 25 – 200;
- 35 – 290;
- 50 – 300.
| Площадь сечения проводника, мм кв. | |||
| Ток (I), А | Длина кабеля, м | ||
| 0-15 | 15-30 | 30-60 | |
| 30-100 | 25 | 25 | 50 |
| 100-200 | 35 | 50 | 70 |
| 200-300 | 50 | 70 | 90 |
Для точного расчета применяют формулу Д=С/К, где:
- Д – допустимая длина;
- С – площадь поперечного сечения;
- К – поправочный коэффициент (К=I/100).
При проверке комплектации кроме кабеля следует правильно выбрать держатель и зажим для присоединения массы.
При выборе кабеля необходимо обратить внимание на ряд деталей.