Сварочный аппарат инверторного типа (плюсы)
1. Преимущества технического характера:
Постепенно эти версии будут почти полностью заменены. Производитель: это может быть хорошим советом, когда вы пытаетесь найти, где вы найдете сварщиков по хорошим ценам для профессиональных сварщиков. Передавая все эти функции в список ожиданий, а после просмотра более лучших сварочных аппаратов вы сможете лично выбрать устройство, соответствующее вашим потребностям. Если вас интересует только дешевая модель или профессиональный продукт, вы найдете практически любой вариант для заказа онлайн. Существует краткий топ с самыми популярными топ-продуктами.
- хороший КПД – в пределах от 85 до 95%;
- идеальное значение коэффициента мощности — 0,99;
- дефицитные электротехнические материалы расходуются значительно долее медленно;
- параметры режима регулируются в широком диапазоне — от значения в несколько ампер до значения в сотни и тысячи;
Регулировка сварочного тока, так же осуществляется в намного более широком диапазоне, чем в обычном аппарате, явный плюс такой сварки
Он продается по очень выгодной цене. Он подходит для бытового использования, с хорошей переносимостью. Позволяет длительные сварочные работы достигать температуры перегрева в течение 25 минут. К нему подключаются кабели и защитная маска. Для тех, кто хочет практиковать этот полупрофессиональный уровень, устройство будет чрезвычайно полезно, так как оно может работать с электродами и без них.
Вы можете выбрать любой тип электродов: основы, рутил, нержавеющую сталь или даже чугун. Продукт позволит вам хранить все виды материалов, от титана и меди, до никеля, нержавеющей стали и всех видов сплавов этих металлов. Для обеспечения безопасного использования устройство включает в себя набор функций безопасности с перенапряжением и защитой от перегрузки.
- показатели продолжительности нагрузки источника питания достигают 80%;
- источники питания могут работать параллельно для общей нагрузки;
- широкий диапазон регулировки тока и напряжения;
- управлять источником можно дистанционно;
- минимум потерь электроэнергии на таких элементах как сварочные кабеля и соединительные элементы;
- малый объем и вес, удобство в переноске и источника до места сварки;
- двойная изоляция, что обеспечивает электробезопасность высокого уровня.
Преимущества технологического характера
Включенная гарантия является соблюдением и действует в течение 2 лет. Любой потенциальный покупатель, которому приходится самостоятельно выбирать сварочный инвертор качества, потребует некоторых советов по выбору, если у него нет никаких предварительных знаний в этой области. Для тех, кто думает, что у них мало времени в их распоряжении, мы можем сказать, каковы наши рекомендации. Этот продукт подходит для хобби и даже полупрофессиональных работ, с любыми типами электродов, а основная утилита находит его в небольших мастерских, ремонте или обслуживании.
- сварочный процесс осуществляется при помощи покрытых электродов любой марки, с использованием постоянного и переменного тока;
- внешняя статическая характеристика универсальна. Обеспечивается возможность ручной дуговой сварки при помощи покрытого неплавящегося электрода в аргоновой среде, а также механизированной сварки с использованием плавящегося электрода в защитном газе;
- стабильное зажигание дуги;
- использование короткой дуги, для уменьшения энергопотерь и улучшения качества сварных соединений за счет уменьшения зоны высокотемпературного воздействия;
- формируется качественный шов в любом пространственном положении;
- эффект разбрызгивания во время сварки сведен к минимуму;
- возможность исключения магнитного дутья во время сварки, с использованием постоянного тока;
- возможность сваривать трудносвариваемые стали и сплавы;
- устойчивая обратная связь между такими параметрами как ток и напряжение дуги, и параметры выхода, за счет микропроцессорного управления сварочным инвертором;
- возможность сваривать сложные металлоконструкции, не обладая высокой квалификацией.
Учитывая комплект аксессуаров, предложение удобно для новичков. Существуют ограничения, за которые мы не рекомендуем проходить, поскольку с максимальной силой тока 80А это не профессиональный продукт и не может расплавить большие электроды. Если вы пытаетесь выбрать его для профессиональной работы, мы с самого начала предупреждаем вас, что он не предназначен для этого и что гарантия не будет покрывать эти риски.
Когда вы идете по магазинам с небольшими деньгами, это простой выбор. — Это правильно изолированное электрическое устройство, легко переносимое, эффективное и надежное. Это профессиональное устройство и поставляется с заводов специализированного поставщика сварочных аппаратов; Более того, это также видно из продемонстрированных технических возможностей: использование с несколькими методами сварки и стабильная дуга при колебаниях питающего тока.
Как замерить напряжение холостого хода сварочного инвертора?
Добрый день. Подскажите, как замерить напряжение холостого хода сварочного инвертора? У меня GYSmi 161, по паспорту 75 вольт.. но что-то берут смутные сомнения. За ранее спасибо.
Осциллографом. Или приборами, измеряющими методом True RMS.
А это что такое? А осцилографом чё куда совать?
Да какие там ТруЭРМэЭсы, какие осциллографы? Тыкние обычный тестер китайский да померяйте постоянку. Делов то. Это ж не генератор СВЧ, а всего-навсего источник ПОСТОЯННОГО тока. А присутствующие на его выходе всплески и неравномерность выходного напряжения — следствие недостаточно полного сглаживания (фильтрации). Правда, некоторые инверторы на холостом могут в целях безопасности понижать напряжение. Но это явно не Ваш случай.
moskow написал : А осцилографом чё куда совать?
moskow написал : как замерить напряжение холостого хода сварочного инвертора?
Один щуп прибора на выходную клемму «+», второй, соответственно — на «-«.
Константин М написал : Тыкние обычный тестер китайский да померяйте постоянку.
А лучше несколько «обычных» (т.е. дешевых) китайских тестеров — все покажут разное напряжение.
Всем большое спасибо!
Константин М написал : Тыкние обычный тестер китайский да померяйте
Только ничему не удивляйтесь!
avaks написал : Только ничему не удивляйтесь!
Действителльно удивился, замерял китайским тестером показывает от 75 до 90, такие показатели у PICO 162, так он на порядок выше.
Ну вот, Moskow, Вы и узнали напряжение холостого хода своего инвертора. А Вы думали — там строгая прямая? А если бы Вы воспользовались осциллографом, то ещё больше бы удивились. Ну увидели Вы там какую нибудь кривулину, и что дальше? Как трактовать? И, что главное, ЗАЧЕМ?
Затем, штоб узнать, что в инверторной сварочной технике напряжение хх не такой важный параметр, как у трансформатора. Может быть его даже и почти нет хх, скажем какие- нибудь 10В дежурной напруги. а динамические свойства, продуманные законы управления, позволяют свободно жечь УОНю, а сварочнег с 80В нифига вапще не жгет этой УОНей.
Константин М ХХ в инвертерах основной показатель возможности использовать разные электроды в работе. При низком ХХ вы замучаетесь работать с УОНИ. На своем САИ я смотрел осцилографом. Чистейшая постоянка.
купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка написал: купил ARC 209B посмотрел осциллографом на выходных ключах,а там меандр и не меняется при регулировке тока правда на холостом ходу-так и должно быть?мб блокировка потоку нагрузки? варить пока не могу тк в гор квартире,
всезнайка , Это наверное Сварог с бсн? Вот осцилограф и показывает бсн. Я измерял бытовым мультиметром, а накрузку делал из расствора чайной ложки соли в поллитровой баночке и двух металических пластин.
Виталий С 31 написал: накрузку делал из расствора чайной ложки соли
Хлор — ядовитый газ, вызывает удушье, Лучше сода
ДОМОСТРОЙСантехника и строительство
- Главная
- Связаться с нами
- Четверг, 12 декабря 2022 1:08
- Автор: Sereg985
- Прокоментировать
- Рубрика: Строительство
- Ссылка на пост
- https://firmmy.ru/
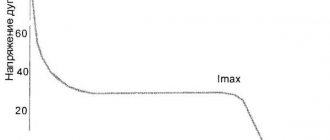
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
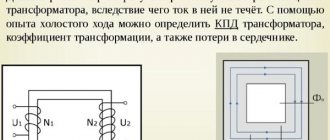
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
- неисправности самого инвертора;
- неудовлетворительного состояния сварочных кабелей и цепи питания устройства.
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Как напряжение хх влияет на качество шва?
- Авторизуйтесь для ответа в теме
#21 слива
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
morgmail и причем тут твоя реплика- молитва помогает? А если и помогает то что будет?
Это ВЫ зря,бывает не идет,и все,помогает,и твою мать помогает.
- Наверх
- Вставить ник
#22 Nub
Точно могу сказать, УОНИ хоршо зажигаются,и повторно поджигаются на аппаратах с высоким напряжением хх (80в).
- Наверх
- Вставить ник
#23 слива
Это следствие недорогого аппарата у которого ток в паузах может падать до нуля (режим прерывистого тока силовой части инвертора), тогда вступает в силу напряжение холостого как и у обычного выпрямителя.
Согласен,я по факту (и про вд тоже).
А дорогие аппараты хазяина покупать не хочет.
- Наверх
- Вставить ник
#24 Александр Козлов
Ответственная работа -длительная работа (ПВ аппарата на необходимом для выполнения задачи токе должно быть 100%), иначе в самый неподходящий момент аппарат может уйти в защиту. Чем выше напр.ХХ- тем лучше поджиг . Сомневаюсь про качество шва и глубину проплавления. Не зря на пачке ответственный производитель указывает напр.ХХ минимальное для работы с данными электродами. Так например если на пачке ХХ 75V , то шов сваренный аппаратом с ХХ что 75V что 80V будет одинаковым. Отличаться будет шов сваренный аппаратом с ХХ менее 75V(брызги и т.д). Как то так.