Мастер изготовил довольно удобный для использования в мастерской и транспортировки, ящик для инструментов. Сегодняшнюю самоделку нельзя назвать в полной мере кустарной. Это канистра, точнее, бокс, ящик для сварочного аппарата. Застежки, сзади петли. Взял, разрезал, что же внутри? Мастер живет в городской квартире и самоделками занимается в подвале. Может делать все, кроме сварочных работ. Чтобы выполнить их, обычно едет на дачу или в частный дом. Тут, столкнулся с трудностями. Нехватка времени, поэтому заскочив вечером после работы, собираем все необходимое. Поэтому решил сделать ящик, в который всё вошло. Сделал его из канистры. Было несколько канистр, одну из них разрезал, жестянками приковал при помощи заклёпок, чтобы придать жесткость. Сверху и снизу — двойными, то есть изнутри жестянку подложил. Посредством замков (куплено в магазине мебельной фурнитуры, стяжка — разборный стол соединяется, стоит копейки) открывается. Внутри находится маска сварочная хамелеон, в ней лежат провода. Начнем с чего? Болгарка. Часто забываем, поэтому несколько. Одну из них поселил в канистре. Сбоку кармашек из линолеума, в нем необходимое количество дисков. Круги нужны отрезные, наждачно-лепестковые, зачистные. Это с собой. На кармашек закрепил рулетку. Сварка, инвектор. Внутри ящика из ПВХ труб сделал несколько креплений. В них можно заложить электроды разных видов и сварочный молоток. Кусок кругляка обрезал, заточил, приварил отрезок водопроводной трубы.
Теперь куда-то ехать, что-то варить, стало удобней. Заскакиваем домой, переодеваемся, кидаем в багажник канистру, еду, аппарат и все остальное под рукой и ничего не забыто.
izobreteniya.net
Ящик для сварочного комплекта из канистры
Здравствуйте, читатели этого сайта. Сегодня я расскажу вам, как я сделал удобный бокс для перевозки сварочного аппарата из пластиковой канистры.
Большую часть времени я живу в городской квартире. В подвале под девятиэтажкой у меня есть мастерская, где я и занимаюсь своим хобби — самоделками. Там я могу делать всё, кроме сварочных работ — во-первых, там в электрощите установлен 10-амперный автомат, который может выбить при залипании электрода (А ключ от щита — у электрика). Во-вторых — пожарная безопасность! И в-третьих (и самое главное) вентиляция там не позволяет заниматься сваркой.
А потому, чтобы выполнить сварочные работы, я еду на дачу, или в частный дом. А так как времени у меня всегда в обрез, то чаще всего, после работы, я заскакиваю в подвал, хватаю всё необходимое, и еду.
Пользуюсь я вот таким сварочным инвертором «Жерард-ММА200».
Он уже много лет служит мне верой и правдой. Хранился он у меня в своей «родной» коробке. Но беда всех заводских упаковок, как известно, в том, что однажды достав её содержимое, практически невозможно вложить всё обратно! )))). Благо, с аппаратом поставлялся «сувенирный» щиток сварщика! Без него аппарат легко помещался. Но только он!
И вот, приехал я на дачу. Раскладываю инструмент в предвкушении интересной работы. . И тут выясняется, что я забыл маску.
Другой раз я взял и маску и сварку. но забыл электроды. Следующий раз — взял всё, кроме отрезных кругов. ))))).
Вот такие события зародили во мне мысль сделать некий бокс, куда бы вмещался весь комплект — сварочный аппарат, маска, провода, электроды, струбцины, молоток. Короче, чтобы схватил один ящик, бросил в машину — и ничего не забыл! )))))
И стал я думать, из чего бы мне такой сделать! Выбор мой пал на вот такую 30-ти литровую канистру, которых у меня достаточно много:
Прикинув, я пришёл к выводу, что такой объём мне как раз и нужен. (Скажу честно, «под нож» пошла не именно эта канистра. Просто ту, которую порезал, забыл сфотографировать.))))
В итоге, у меня получился ящик, который вы можете увидеть в этом видеоролике (он снят «криво, но уж, извините):
А сейчас я расскажу подробно, как я это делал.
Мне понадобилось:
1. Пластиковая канистра 30 л. 2. Вытяжные заклёпки диаметром 4,8 мм разной длины. 3. Петли 2 шт. 4. Защёлки сундучные 2 шт. 5. Полоски жести. 6. Обрезки труб ПВХ. 7. Обрезок линолеума. 6. Шайбы М5 увеличенные.
Итак, начнём. Сначала я хотел сделать горизонтальную компоновку. Но, подумав, пришёл к выводу, что, во-первых, я значительно потеряю в жёсткости конструкции, во вторых, носить её я всё равно собираюсь за ручку ( т.е., вертикально), а потому,будет лучше, если укладка инструмента будет производиться в том же положении.
Поэтому я взял канистру и отрезал её верхнюю часть:
Это просто полоски с загнутым краем. Остались от чего-то, не помню. При необходимости, можно было их легко нарезать и загнуть.
Я взял полоску поуже и обклепал ею край отрезанной верхней части, используя обычный заклёпочник и вытяжные заклёпки. При этом я чуть выдвинул загнутый вдвое край жестянки за срез:
Получайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Кейс для сварочного инвертора
Сварочный инвертор стал обязательным атрибутом профессионального сварщика или любителя. При помощи сварочного оборудования производится пайка или резка металла, а кейс для сварочного инвертора предназначен для хранения основных узлов и компонентов, предназначенные для работы с поверхностями из металла. Для тех, кто постоянно занимается сваркой, приоритетным качеством проведения работы станет удобное расположение и размещение основных деталей и компонентов, которые предназначены для сварочных работ.
Применение кейса для инвертора
Сварочный полуавтомат
Между MMA и MIG сварками есть кардинальные различия. Для работы полуавтомата, нужен углекислый газ (или смесь углекислоты с аргоном) и электродная проволока, которая подается к месту сварки через специальный шланг. Т.е. сам принцип сварки полуавтоматом – сложнее, но она универсальна и ее использование оправданно. Что нужно для работы полуавтомата:
- устройство для подачи проволоки;
- горелка;
- шланг для подачи проволоки и газа к грелке;
- источник тока с постоянным напряжением.
- А чтобы превратить сварочный инвертор в полуавтомат, понадобится инструмент, время и желание.
Особенности промышленных кейсов
Промышленность выпускает несколько вариантов ящиков для сварочного инвертора, но большинство пользователей оборудования считают, что отличным вариантом станет изготовление кейса своими руками. К слову, некоторые разработки кейсов для сварочного инвертора своими руками стали основой для промышленного производства, которые получили популярность у специалистов сварочного дела.
Промышленные серии имеют удобные отсеки и секции для хранения инструментов и прочих вспомогательных узлов и деталей. В качестве удачного образца промышленного производства можно указать серию FIT кейс 18″, который имеет следующие параметры:
- Наружный габаритный размер- 450*240*200 мм.
- Внутренняя часть кейса- 440 (390 мм внутренняя рабочая часть) *225*180 мм.
Внешний вид FIT кейса 18″
Боковые ручки, которые используются в данной конструкции, позволяют использовать полезный объем только в 390 мм. Высота такой конструкции составляет 180 мм, причём размер 145 мм отводится для непосредственной конструкции ящика, а 35 мм принадлежит исключительно закрытой части корпуса в виде крышки. Вес такой конструкции составляет около 2,5 кг. Как показывает практический опыт, такой вариант отлично используется как кейс для сварочного инвертора Ресанта, Торус и др. единственным минусом многие считают отсутствие возможности полноценного размещения проводов и кабелей, предусмотренные для конструкции инверторного сварочного оборудования.
Заводской кейс сварочного аппарата Ресанта
В любом случае, для некоторых моделей все же удаётся «втиснуть» кабели, держаки, и провода внутрь конструкции ящика. Внутренняя часть крышки имеет специальное углубление, которое позволяет вместить пачку электродов и необходимым минимумом средств защиты.
В отличие от самодельных вариантов, которые приходится изготавливать из сподручных материалов, сварочный инвертор внутри кейса не будет «болтаться», а плотно держит основной корпус инверторного оборудования. Дополнительным плюсом серийного производства кейса для сварочного инвертора Патон, станет специальное лаковое покрытие, которое не будет менять свой внешний вид вне зависимости от того, в каком состоянии находится основное сварочное инверторное оборудование.
Сварочный инвертор Ресанта САИ-220: свойства, схемы, отзывы покупателей
Посреди обилия моделей сварочных инверторов известной марки аппарат Ресанта САИ-220 считается одним из самых фаворитных. По техническим чертам и функциональности инвертор данной модели можно отнести к устройствам как бытового, так и промышленного типа, он занимает меж ними среднее положение.
Сварочный инвертор Ресанта САИ-220А и удачный чемодан для хранения и транспортировки
Конкретно благодаря таковым чертам идиентично удачно этот инвертор может употребляться как специалистами собственного дела для выполнения сварки завышенной трудности, так и начинающими сварщиками, делающими 1-ые шаги в собственной профессии.
Преимущества промышленных образцов
Учитывая то, что сварочные работы относятся к разряду сложных и ответственных, не последнюю роль в этом играет наличие дополнительных аксессуаров и предметов, предназначенные для мобильной переноски или для долговременного хранения. Преимущества промышленных образцов заключаются в следующем:
- Передняя часть корпуса ящика, днище и задняя стенка изготовлены из металлической основы.
- Боковые стенки, а также закрытая часть верха в виде крышки изготовлены из ударопрочного пластика с соответствующим лаковым покрытием.
- Срок эксплуатации составляет не менее 5 лет.
- Подвижный механизм лотка, а также встроенные компоненты органайзера используются для размещения основных аксессуаров и дополнительных запчастей инверторного оборудования.
- Универсальные и крепкие замки из хромированного металла придают не только эстетичность, но и надёжно предохраняют ящик от преднамеренного открывания.
Промышленный кейс стоит дороже, чем ящик для сварочного инвертора своими руками, но вместе с этим, вы можете использовать данное приспособление как полноценный рабочий инструмент для хранения и переноски сварочного инвертора.
Особенности самостоятельной сборки кейса для сварочного инвертора
Чтобы собрать ящик для сварочника самостоятельно, необходимо иметь минимальные знания в области математики, в частности геометрии, чтобы правильно раскроить конструкцию и сделать полезный аксессуар для временного хранения инверторного оборудования.
Узлы, пригодные к модернизации
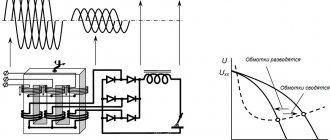
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Сварочный инвертор своими руками: схемы и инструкция по сборке
Изготовить сварочный инвертор своими руками, даже не обладая глубокими знаниями в электронике и электротехнике, вполне возможно, главное – строго придерживаться схемы и постараться хорошо разобраться в том, по какому принципу работает такое устройство. Если сделать инвертор, технические характеристики и КПД которого будут мало отличаться от аналогичных параметров серийных моделей, можно сэкономить приличную сумму.
Самодельный сварочный инвертор
Не следует думать, что самодельный аппарат не даст вам возможности эффективно проводить сварочные работы. Такое устройство, даже собранное по простой схеме, позволит вам выполнять сварку электродами диаметром 3–5 мм и на длине дуги, равной 10 мм.
Характеристики самодельного инвертора и материалы для его сборки
Собрав сварочный инвертор своими руками по достаточно простой электрической схеме, вы получите эффективное устройство, обладающее следующими техническими характеристиками:
- величина потребляемого напряжения – 220 В;
- сила тока, поступающего на вход аппарата, – 32 А;
- сила тока, формируемого на выходе устройства, – 250 А.
Схема сварочного аппарата инверторного типа с такими характеристиками включает следующие элементы:
- блок питания;
- драйверы силовых ключей;
- силовой блок.
Прежде чем начать собирать самодельный инвертор, надо подготовить рабочие инструменты и элементы для создания электронных схем. Так, вам понадобятся:
- набор отверток;
- паяльник для соединения элементов электронных схем;
- нож;
- ножовка для работы по металлу;
- резьбовые крепежные элементы;
- листовой металл небольшой толщины:
- элементы, из которых будут формироваться электронные схемы;
- медные провода и полосы – для намотки трансформаторов;
- термобумага от кассового аппарата;
- стеклоткань;
- текстолит;
- слюда.
Для домашнего использования чаще всего собирают инверторы, работающие от стандартной электрической сети с напряжением 220 В. Однако при необходимости можно сделать устройство, которое будет работать от трехфазной электрической сети с напряжением 380 В. Такие инверторы имеют свои преимущества, наиболее важным из которых является более высокий КПД, по сравнению с однофазными аппаратами.
Блок питания
Одним из важнейших элементов блока питания сварочного инвертора является трансформатор, который мотается на феррите Ш7х7 или 8х8. Это устройство, обеспечивающее подачу стабильного напряжения, формируется из 4 обмоток:
- первичной (100 витков провода ПЭВ диаметром 0,3 мм);
- первой вторичной (15 витков провода ПЭВ диаметром 1 мм);
- второй вторичной (15 витков провода ПЭВ диаметром 0,2 мм);
- третьей вторичной (20 витков провода ПЭВ диаметром 0,3 мм).
Чтобы минимизировать негативное влияние перепадов напряжения, регулярно возникающих в электрической сети, намотку обмоток трансформатора следует выполнять по всей ширине каркаса.
Процесс намотки силового трансформатора
После выполнения первичной обмотки и изоляции ее поверхности при помощи стеклоткани, на нее наматывают слой экранирующего провода, витки которого должны ее полностью перекрывать.
Витки экранирующего провода (он должен иметь такой же диаметр, как и провод первичной обмотки) выполняются в том же направлении. Такое правило актуально и для всех остальных обмоток, формируемых на каркасе трансформатора.
Поверхности всех обмоток, наматываемых на каркас трансформатора, также изолируются друг от друга при помощи стеклоткани или обычного малярного скотча.
Чтобы величина напряжения, поступающего от блока питания на реле, находилась в пределах 20–25 В, необходимо подобрать резисторы для электронной схемы. Основной функцией блока питания сварочного инвертора является преобразование переменного тока в постоянный. Для этих целей в блоке питания используются диоды, собранные по схеме «косого моста».
Схема блока питания инвертора (нажмите для увеличения)
В процессе работы диоды такого моста сильно нагреваются, поэтому их обязательно надо монтировать на радиаторах, в качестве которых можно использовать охлаждающие элементы от старых компьютеров. Для монтажа диодного моста необходимо использовать два радиатора: верхняя часть моста через слюдяную прокладку крепится к одному радиатору, нижняя через слой термопасты – ко второму.
Выводы диодов, из которых сформирован мост, должны быть направлены в ту же сторону, что и выводы транзисторов, при помощи которых постоянный ток будет преобразовываться в высокочастотный переменный.
Провода, соединяющие эти выводы, должны быть не длиннее 15 см.
Между блоком питания и инверторным блоком, основу которого и составляют транзисторы, располагается лист металла, прикрепляемый к корпусу аппарата при помощи сварки.
Закрепление диодов на радиаторе
Силовой блок
Основой силового блока сварочного инвертора является трансформатор, за счет которого снижается величина напряжения высокочастотного тока, а его сила – увеличивается. Для того чтобы сделать трансформатор для такого блока, необходимо подобрать два сердечника Ш20х208 2000 нм. Для обеспечения зазора между ними можно использовать газетную бумагу.
Обмотки такого трансформатора выполняются не из провода, а из медной полосы толщиной 0,25 мм и шириной 40 мм.
Каждый ее слой для обеспечения термоизоляции обматывается лентой от кассового аппарата, которая демонстрирует хорошую износоустойчивость.
Вторичная обмотка трансформатора формируется из трех слоев медных полос, которые изолируются между собой при помощи фторопластовой ленты.
Характеристики обмоток трансформатора должны соответствовать следующим параметрам: 12 витков х 4 витка, 10 кв. мм х 30 кв. мм.
Многие пытаются сделать обмотки понижающего трансформатора из толстого медного провода, но это неверное решение. Такой трансформатор работает на токах высокой частоты, которые вытесняются на поверхность проводника, не нагревая его внутреннюю часть. Именно поэтому для формирования обмоток оптимальным вариантом является проводник с большой площадью поверхности, то есть широкая медная полоса.
Самодельный выходной дроссель инвертора
В качестве термоизоляционного материала можно использовать и обычную бумагу, но она менее износоустойчива, чем лента от кассового аппарата. От повышенной температуры такая лента потемнеет, но ее износоустойчивость от этого не пострадает.
Трансформатор силового блока в процессе своей работы будет сильно нагреваться, поэтому для его принудительного охлаждения необходимо использовать кулер, в качестве которого может быть применено устройство, ранее использовавшееся в системном блоке компьютера.
Инверторный блок
Даже простой сварочный инвертор должен выполнять свою основную функцию – преобразовывать постоянный ток, сформированный выпрямителем такого аппарата, в переменный ток высокой частоты. Для решения этой задачи применяются силовые транзисторы, открывающиеся и закрывающиеся с высокой частотой.
Принципиальная схема инверторного блока (нажмите для увеличения)
Инверторный блок аппарата, отвечающий за преобразование постоянного тока в высокочастотный переменный, лучше собирать на основе не одного мощного транзистора, а нескольких менее мощных. Такое конструктивное решение позволит стабилизировать частоту тока, а также минимизировать шумовые эффекты при выполнении сварочных работ.
В электронной схеме сварочного инвертора также присутствуют конденсаторы, соединенные последовательно. Они необходимы для решения двух основных задач:
- минимизации резонансных выбросов трансформатора;
- снижения потерь в транзисторном блоке, возникающих при его выключении и обусловленных тем, что транзисторы открываются гораздо быстрее, чем закрываются (в этот момент и могут возникать потери тока, сопровождаемые нагреванием ключей транзисторного блока).
Собранная электронная часть инвертора
Система охлаждения
Силовые элементы схемы самодельного сварочного инвертора сильно нагреваются в процессе работы, что может привести к их выходу из строя. Чтобы этого не произошло, кроме радиаторов, на которых монтируют наиболее нагревающиеся блоки, необходимо использовать вентиляторы, отвечающие за охлаждение.
Если у вас имеется в наличии мощный вентилятор, можно обойтись и им одним, направив поток воздуха от него на понижающий силовой трансформатор. Если же вы используете маломощные вентиляторы от старых компьютеров, их потребуется порядка шести штук. Одновременно три таких вентилятора следует установить рядом с силовым трансформатором, направив поток воздуха от них на него.
Мощный вентилятор обеспечит хорошее охлаждение элементов устройства
Для предотвращения перегрева самодельного сварочного инвертора следует также использовать термодатчик, установив его на самый нагревающийся радиатор.
Такой датчик в случае достижения радиатором критической температуры отключит поступление электрического тока на него. Чтобы система вентиляции инвертора работала эффективно, в его корпусе должны присутствовать правильно выполненные заборщики воздуха.
Решетки таких заборщиков, через которые внутрь устройства будут поступать потоки воздуха, не должны ничем перекрываться.
Сборка инвертора своими руками
Для самодельного инверторного устройства необходимо подобрать надежный корпус или сделать его самостоятельно, используя для этого листовой металл толщиной не менее 4 мм.
В качестве основания, на котором будет смонтирован трансформатор сварочного инвертора, можно использовать лист гетинакса толщиной не менее 0,5 см.
Сам трансформатор крепится на таком основании при помощи скоб, которые можно изготовить своими руками из медной проволоки диаметром 3 мм.
Раздвижной корпус заводского изготовления
Для создания электронных плат устройства можно использовать фольгированный текстолит толщиной 0,5–1 мм. При монтаже магнитопроводов, которые в процессе работы будут нагреваться, надо предусматривать зазоры между ними, необходимые для свободной циркуляции воздуха.
Для автоматического управления работой сварочного инвертора вам потребуется приобрести и установить в него ШИМ-контроллер, который будет отвечать за стабилизацию силы сварочного тока и величины напряжения.
Чтобы вам было удобно работать с вашим самодельным аппаратом, в лицевой части его корпуса необходимо смонтировать органы управления.
К таким органам относятся тумблер включения устройства, ручка переменного резистора, при помощи которой регулируется сварочный ток, а также зажимы для кабелей и сигнальные светодиоды.
Пример компоновки передней панели инвертора
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов.
Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной.
Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания.
Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата.
Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Переделка инвертора
Чтобы изготовить полуавтомат из обычного инвертора своими руками, придется немного переделать его электрическую часть. Если подключить MMA инвертор к собранному корпусу – варить получится. Но при этом качество сварки будет далеким от заводского полуавтомата. Все дело в ВАХ – вольт-амперных характеристиках. Электродуговой инвертор выдает падающую характеристику – напряжение на выходе плавает. А для корректной работы полуавтомата требуется жесткая характеристика – аппарат поддерживает на выходе постоянное напряжение.
Поэтому, чтобы использовать свой инвертор как источник тока, нужно изменить его ВАХ (Вольт амперную характеристику). Для этого понадобится:
- тумблер, провода;
- переменный резистор и два постоянных;
Получить жесткую характеристику на инверторе довольно просто. Для этого нужно поставить делитель напряжения перед шунтом, управляющим сварочным током. Для делителя используются постоянные резисторы. Теперь можно получать необходимые милливольты, которые будут пропорциональны напряжению на выходе, а не силе тока. Минус в такой схеме один – дуга получается слишком жесткая. Чтобы ее смягчить, можно использовать переменный резистор, который подключается к делителю и выходу из шунта.
Плюс такого подхода в том, что появляется регулировка жесткости дуги – такая настройка есть только в профессиональных полуавтоматах. А тумблер переключает инвертор между режимами MMA и MIG.
Таким образом, переделка MMA инвертора в полуавтомат, задача хоть и не простая, но вполне реализуемая. На выходе, получается аппарат, не уступающий заводским по своим характеристикам. Но при этом значительно дешевле. Стоимость такой переделки – 4-5 тысяч рублей.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.
Область внедрения и технические свойства
Сварочный инвертор Ресанта САИ-220 – это аппарат, работающий от однофазной электронной сети с напряжением 220 В. На выходе устройства формируется неизменный ток, который употребляют для выполнения электродуговой сварки с помощью плавящихся покрытых электродов. Если нужно сварить детали маленькой толщины, то таковой аппарат можно подключить даже к обыкновенной бытовой розетке (естественно, при условии, что в электрощитке установлены автоматы, которые в состоянии выдержать силу потребляемого устройством тока).
Хотя все инверторы марки «Ресанта» выполняются в Китае, схемы, система и дизайн этих аппаратов были разработаны в Латвии. Тут же было выдумано и заглавие марки, которое сейчас отлично понятно сварщикам почти всех государств мира. Посреди технических черт рассматриваемого сварочного аппарата нужно выделить последующие:
- спектр регулирования сварочного тока – 10–220 А;
- величина питающего напряжения – 220 В (допустимые отличия питающего напряжения могут составлять 10% в плюсовую сторону (242 В), 30% – в минусовую (154 В));
- сила тока, потребляемого аппаратом при пиковой перегрузке, – 30 А;
- величина напряжения холостого хода – 80 В;
- величина номинального рабочего напряжения – 28 В;
- длительность включения (ПВ) при работе на наивысшем сварочном токе (220 А) – 70%, на сварочном токе 10–140 А – 100%;
- поперечникы применяемых электродов – 1,6–5 мм;
- класс защиты – IP 21;
- масса инвертора – 4,9 кг.
Необходимое значение сварочного тока для аппарата САИ-220 устанавливается в согласовании с поперечником электрода
На рынке, не считая инвертора обозначенной модели, представлена его модификация – Ресанта САИ-220 ПН. Отличие инвертора Ресанта САИ-220 ПН от базисной модели заключается в том, что он дозволяет отлично делать сварку даже при еще наиболее пониженном напряжении – 140 В. Не считая того, в конструкции Ресанта САИ-220 ПН имеется цифровой индикатор сварочного тока, что делает работу на нем наиболее комфортной. Естественно, стоимость сварочного аппарата Реасанта САИ-220 ПН несколько выше, чем стоимость базисного инвертора.
Интересно почитать: Сварочный инвертор с генератором
Передняя панель инвертора Ресанта САИ-220 с цифровым экраном и прозрачным защитным щитком
Стоит подробнее тормознуть на таком приметном параметре рассматриваемого аппарата, как период включения (ПВ), либо период непрерывной работы (ПН — длительность перегрузки). Как уже говорилось выше, у рассматриваемого инвертора он составляет 70% при работе на наивысшем сварочном токе и 100% – на токе в спектре 10–140 А. Это значит, что, если вы соберетесь делать сварку на наивысшем токе, то за период, равный 10 минуткам, нужно будет создать перерыв на 3 минутки, а другие 7 можно будет тихо работать.
Таковой перерыв нужен для того, чтоб электрическая схема устройства, элементы которой активно греются в процессе сварки, остыла. В неприятном случае аппарат может автоматом отключиться, если сработает термическая защита, или просто перегореть. Если применять ток, сила которого находится в интервале 10–140 А, то перерыв в работе оборудования можно не созодать.
Характеристики и материалы
Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
- напряжение – 220 В;
- сила входного тока на 32 А;
- сила выходного тока на 250 А.
Для сооружения инверторного сварочного аппарата своими руками подготавливаются следующие материалы:
- крепеж;
- металл листовой;
- термобумага (подходит кассовая лента);
- радиодетали для формирования электросхем;
- медные полоски либо провода;
- текстолит;
- слюда;
- стекловолоконная ткань.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Особенности функционирования
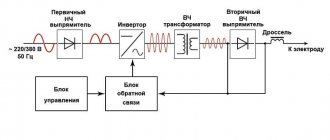
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное;
- входной ток 50 Гц трансформируется в ток высокой частоты;
- выходное напряжение понижается;
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте. Для их питания используется постоянный ток, направляющийся от выпрямителя, роль которого выполняет диодный мост. Для выправления напряжения требуются конденсаторы. От транзисторов ток подается к трансформатору, представляющему собой компактную катушку.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А, К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Диагностика и подготовка к работе
Описание процедуры диагностики сварочника выглядит так:
- Подача 15 В на ШИМ совместно с включением одного конвектора позволяет не допустить перегрев и практически устранить шум.
- Для стабилизации напряжения включить реле, закорачивающее резистор после включения в электросеть.
- Убедиться в сработке реле, закорачивающего резистор спустя 3-5 секунд после подключения к ШИМ. По отработке реле удостовериться в присутствии на плате импульсного сигнала прямоугольного очертания.
- Подача 15 В на диодный мост для тестирования его нормальной работы. При работе в холостую сила тока не должна превышать 100 мА.
- Убедиться в правильности расположения фаз с применением осциллографа.
- При плавном повышении тока через резистор на нижнем ключе не должно быть более 500 В.
- К сварке следует приступать спустя 10 секунд или после нагрева радиаторов.
Обслуживание
При обслуживании инвертора необходимо периодически чистить внутренние элементы от грязи и пыли с помощью пылесоса или сухой ветоши, особенно если аппарату пришлось продолжительный период простоять без использования.
Необходимо постоянно следить за работоспособностью термодатчика. В случае поломки этот элемент ремонту не подлежит, а требует замены.
Периодически необходимо следить за качеством соединений и при необходимости исправлять. Определить неисправности можно как визуально, так и при помощи тестера.