Сварочный инвертор из компьютерного блока питания своими руками становится все более популярным как среди профессионалов, так и среди сварщиков-любителей. Преимущества таких аппаратов в том, что они удобные и легкие.
Устройство сварочного инвертора.
Применение инверторного источника питания позволяет качественно улучшить характеристики сварочной дуги, уменьшить размер силового трансформатора и тем самым облегчить вес прибора, дает возможность сделать более плавными регулировки и уменьшить разбрызгивание при сварке. Минусом сварочного аппарата инверторного типа является существенно большая цена, чем у трансформаторного аналога.
Чтобы не переплачивать в магазинах большие суммы денег за сварку, можно изготовить сварочный инвертор своими руками. Для этого необходим рабочий компьютерный блок питания, несколько электроизмерительных приборов, инструменты, базовые знания и практические навыки в электротехнических работах. Также нелишним будет обзавестись соответствующей литературой.
Если нет уверенности в своих силах, то стоит обратиться за готовым сварочным аппаратом в магазин, иначе при малейшей ошибке в процессе сборки есть риск получить электроудар или спалить всю электропроводку. Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Принцип работы инверторной сварки
Принципиальная схема инвертора.
Сварочный инвертор состоит из понижающего напряжение сети силового трансформатора, дросселей-стабилизаторов, уменьшающих пульсацию тока, и блока электросхем. Для схем можно применять транзисторы MOSFET или IGBT.
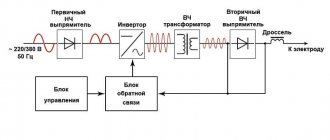
Принцип действия инвертора заключается в следующем: переменный ток от сети направляется на выпрямитель, после чего в силовом модуле происходит преобразование постоянного тока в переменный с повышением частоты. Далее ток поступает на высокочастотный трансформатор, а на выходе из него получается ток сварочной дуги.
Полный мост с ШИМ
Представляет собой классический двухтактный преобразователь, блок схема которого показана ниже:
Данная схема позволяет получать мощность в 2 раза больше, чем при включении типа полумост и в 2 раза больше чем при включении типа «косой» мост, при этом величины токов и соответственно потери во всех трех случаях будут равны. Это можно объяснить тем, напряжение питания будет равным напряжению «раскачки» первичной обмотки трансформатора силового.
Для того, чтоб получить одинаковые мощности с полумостом (напряжение раскачки 0,5Uпит.) необходим ток в 2 раза! меньше чем для случая полумоста. В схеме полного моста с ШИМ транзисторы будут работать поочередно – Т1, Т3 включены, а Т2, Т4 выключены и соответственно наоборот при изменении полярности. Через трансформатор тока отслеживают и контролируют значения амплитудное тока протекающего через эту диагональ. Для его регулирования есть два наиболее часто применяемые способы:
- Оставить неизменным напряжение отсечки, а изменять только длину импульса управления;
- Проводить изменения уровня отсекающего напряжения по данным с трансформатора тока при этом оставляя неизменным длительность импульса управления;
Оба способа могут позволить проводить изменения выходного тока в довольно больших пределах. У полного моста с ШИМ недостатки и требования такие же, как и у полумоста с ШИМ. (Смотри выше).
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
Схема обратной связи по напряжению TL494 в компьютерном блоке питания.
- паяльник;
- отвертки с разными наконечниками;
- плоскогубцы;
- кусачки;
- дрель или шуруповерт;
- крокодилы;
- провода необходимого сечения;
- тестер;
- мультиметр;
- расходные материалы (провода, припой для пайки, изолента, шурупы и другие).
Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы. Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Порядок сборки сварочного аппарата
В первую очередь, чтобы создать сварочный аппарат из компьютерного блока питания, необходимо достать источник питания из корпуса компьютера и выполнить его разборку. Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Схема трансформатора с первичной и вторичной обмоткой.
Работу стандартного вентилятора, который будет охлаждать будущий сварочный аппарат из компьютерного блока, необходимо протестировать в нескольких режимах. Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Для контроля необходимой температуры следует установить термопару. Оптимальная температура для работы сварочного аппарата не должна превышать 72-75°С.
Но в первую очередь следует установить на сварочный аппарат из компьютерного блока питания необходимого размера ручку для переноски и удобства работы. Ручка устанавливается на верхней панели блока при помощи шурупов.
Важно выбрать шурупы оптимальные по длине, иначе слишком большие могут задеть внутреннюю схему, что недопустимо. На этом этапе работы следует побеспокоиться о хорошей вентиляции аппарата. Размещение элементов внутри блока питания весьма плотное, потому в нем следует заранее устроить большое число сквозных отверстий. Выполняются они дрелью или шуруповертом.
Далее, чтобы создать схему инвертора, можно использовать несколько трансформаторов. Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Способы подключения сварочного инвертора.
Выполнять самодельные трансформаторы лучше всего из гетинаксовых катушек, обмоткой послужит эмаль-провод, сечением 1.5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
Создавая сварочный аппарат из компьютерного блока, можно использовать трансформатор из микроволновой печи или старых мониторов, не забывая изменять количество витков обмотки. При этой работе нелишним будет пользоваться электротехнической литературой.
В качестве радиатора можно использовать PIV, предварительно распиленный на 3 части, или другие радиаторы от старых компьютеров. Приобрести их можно в специализированных магазинах, занимающихся разборкой и модернизацией компьютеров. Такие варианты позволят приятно сэкономить время и силы на поисках подходящего охлаждения.
Чтобы создать аппарат из компьютерного блока питания, обязательно следует использовать однотактный прямоходовой квазимистый мост, или «косой мост». Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Печатные платы можно скачать в интернете. Это значительно облегчит воссоздание схемы. В процессе создания платы понадобятся конденсаторы, 12-14 штук, 0.15 мк, 630 вольт. Они необходимы для блокировки резонансных выбросов тока от трансформатора. Также, чтобы изготовить такой аппарат из компьютерного блока питания, понадобятся конденсаторы С15 или С16 с маркой К78-2 или СВВ-81. Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
В процессе работы необходимо постоянно использовать тестер и мультиметр во избежание ошибок и для более быстрой сборки схемы.
Электрическая схема сварочного полуавтомата.
После изготовления всех необходимых частей следует разместить их в корпусе с последующей их разводкой. Температуру на термопаре стоит выставить в 70°С: это защитит всю конструкцию от перегрева. После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
На лицевой стороне следует установить два контактодержателя и несколько регуляторов силы тока. Выключателем аппарата в такой конструкции будет стандартный тумблер компьютерного блока. Корпус готового аппарата после сборки требуется дополнительно укрепить.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В Потребляемая мощность: не более 3 кВа Режим работы: повторно-кратковременный Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В Скорость подачи сварочной проволоки: 0-7 м/мин Диаметр проволоки: 0.8 мм Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Преимущества сварочного аппарата из компьютерного блока питания
Сварочный аппарат, изготовленный своими руками, будет небольшим и легким. Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Изготавливая сварочный инвертор своими руками, можно ощутимо сэкономить на приобретении нового аппарата, однако такой подход потребует значительных затрат как сил, так и времени. После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
Читать также: Лазерный дальномер своими руками схема
Преимущества и недостатки
У сварочного аппарата Гусми на момент входа на рынок оказалось несколько преимуществ, которые привлекли внимание пользователей. Среди всех общих позитивных моментов стоит выделить следующие:
- для производства использовалась инновационная на тот момент технология IMS, которая позволяла получать технику более высокого качества;
- оригинальный дизайн, отличающийся от рядовых моделей сварочных аппаратов других производителей;
- продуманная и отлично функционирующая система охлаждения;
- надежный корпус, защищающий от ударов и других механических повреждений внутреннюю часть техники;
- удобная регулировка параметров;
- в комплекте некоторых моделей поставлялись пластиковые кейсы для хранения аксессуаров.
Впоследствии некоторые мастера начали замечать, что сварочный инвертор имеет серьезные негативные стороны. К ним относятся:
- сложность и дороговизна ремонта;
- система крепления некоторых компонентов приводит к тому, что они слабо переносят удары, несмотря на защищенный корпус;
- цена не всегда соответствует качеству.
Важно!
Уникальная система производства, которой обладает сварочный инвертор Gys, предполагает расположение всех компонентов устройства на одной плате. Эта же плата соединяется только с корпусом, что позволяет сэкономить место и сохранить высокую производительность.
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
tarakanmex › Блог › Обзор сварочного полуавтомата Своими руками. Финал.
В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат. Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата. В нашем случае хороший сварочный инвертор BRIMA ARC-250
Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом. 1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.
2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
получилось довольно аккуратно))) Далее собираем электрику нашего устройства. Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.
Полуавтомат своими руками Часть 7 Изменение ВАХ на инверторе ММА www.drive2.ru/b/2907484/ теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА. В итоги получилась как то так:
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
8HmH8 › Блог › Апгрейд сварочного полуавтомата.
Привет всем, в знаменательный день(30 мая), а именно в день Сварщика, я решил сделать ТО своему сварочному аппарату(Циклон 2М, ПДГ200) и попутно поменять «кишку». Но все не так просто, когда покупал я сварочник, решил сэкономить и купить сварочник без евро разъема, а это означает невозможность «быстрой» смены горелки, нет, конечно можно было купить «несъемную» горелку и поменять, но сильно она уж мне не нравилась(ни конструкцией, ни удобством) да и хотелось «улучшений»))) Для начало нам понадобится купить необходимые вещи, а именно: — сварочная кишка(
450 руб.) — спрей (чтобы окалина и прочая нечисть не держалась на наконечнике, смахнул рукой и все!) (
Дальше, не собирая сварочник, проводим испытания… (кто не очень уверен в своих способностях, лучше подключить заземление))) У меня все отлично! Собираю корпус…И что вижу я? ну не смотрится здесь белый кантик да и еще некоторые мелочи…, подправляю)) Вооот так то лучше, и индивидуальнее).
Сделал вот такую «красоту» (в кавычках или без, вам решать)
Всем Удачи, буду вопросы — спрашивайте, критику тоже люблю)) Пока!
Комментарии 78
добрый день! А нет у вас проблем с протяжкой проволоки, у меня почти новый аппарат, хоть и покупал 10 лет назад, можно сказать, что не использовался, на прошлых выходных нужно было подварить — проволока стоит на месте, как будто канавка на приводном ролике глубокая стала.
Добрый! На ролике есть две проточки, под разную толщину проволоки, может быть он изначально неправильно собран был. Ролик откручивается просто по резьбе и переворачивается, попробуйте, может дело в этом…
Подскажи пожалуйста у этого аппарата как тормоз катушки выполнен? Вот этот черный катушкодержатель должен стоять на месте, а катушка сама на нем крутится, так что ли?
Трением тормозит) Да, просто стоит на месте, а на нем вращается катушка.
В первый раз такую конструкцию вижу… Просто в инструкции написано «отрегулируйте тормозной механизм затяжкой пружины под катушкой», вот я сижу и думаю, то ли инструкцию скопировали с другого аппарата, то ли у меня котелок не варит) Спасибо
Честно даже не видел на него инструкцию, хоть и покупал новым)
Подскажи пожалуйста где брал 12волт на клапан?
У меня был он с завода, клапан…
Здарова, подскажи куда силовой прикрутил на евро разьеме?
Если актуально. Дружище ну скажи пожалуйста как реагирует на напругу в сети? И кузавщину как не жгет?
Честно особо не с чем сравнить… но думаю реагирует, трансформатор ведь… с кузовщиной все хорошо на 1 «скорости» хоть 0.5мм вари, не прожгет.
Очень советую сзади вместо гаек на тиристорах навернуть советские радиаторы, да будут торчать, но сварочник не будет плеваться после 10 мин работы.
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Читать также: Набор для откручивания сорванных болтов
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Самостоятельная доработка сварочного инвертора
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать.
Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня.
Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие.
Схема устройства сварочного инвертора.
Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт.
Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы.
Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью.
В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания.
Предпосылки к модернизации
Таблица требуемых технических характеристик для сварочного инвертора.
Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки.
К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора.
Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке.
Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно.
Процесс выполнения работы
Функциональные возможности сварочного инвертора.
Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты.
В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой.
Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр.
В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума.
В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена.
Схема источника питания инверторного сварочного аппарата.
Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги.
Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву.
В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат.
Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу.
Несколько слов о самих деталях
Схема дросселя сварочного инвертора.
Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах.
Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются.
Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200.
В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки.
В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности.
Для стабильной работы аппарата придется подбирать емкость каждого элемента.
Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ.
Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров.
Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора.
В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться.
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Общее описание
Неприхотливый сварочный аппарат GY GYSMI (в народе — «гусми») с микропроцессорами в основе, можно использовать как для ручной дуговой сварки так и для ММА-сварки.
Чтобы упростить работу при сварке в сварочном устройстве GYSMI 161 есть также функции:
- горячего старта (Hotstart);
- «антизалипания» (антиприлипание);
- форсажа дуги (Arcforce);
- оснащение защитой от перегрева;
- системой воздушного охлаждения.
Несмотря на то, что при напряжении 170 – 260 В GYSMI работает без каких либо проблем, не стоит делать большую нагрузку на инвертор, советуем следить за этим и самостоятельно.
Например: на 10 минут сварочной работы 5 минут работаете инвертором, остальные 5 минут даете остыть аппарату. Комплектация в коробке стандартная и включает:
- инвертор;
- саквояж из плотного пластика;
- сетевой кабель с вилкой евростандарта;
- для транспортировки на плече-ремень;
- сварочный кабель с зажимом и держателем (2шт);
- инструкция.
Это интересно: Бормашины (граверы) для резьбы по дереву: разновидности, особенности, правила выбора
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
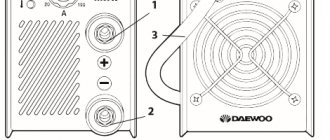
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Предназначение дросселя
Сварка с применением полуавтомата производится постоянным током отрицательной полярности на проволоке, толщина которой варьируется в пределах 0.5÷3.0 мм. Чем меньше ее диаметр, тем ниже значение сварочного тока и тем стабильнее горение дуги. Во время сварочного процесса расплавленный металл проволоки поступает в сварочную ванну в виде непрерывного потока капель. Этим обеспечивается стабильность дуги и качество сварочного шва. При краткосрочном образовании непрерывного потока металла возникает ток короткого замыкания, а при разрывах происходит его резкое уменьшение. Если в выходную схему полуавтомата включен дроссель, то в первом случае он препятствует мгновенному росту тока, а во втором — компенсирует падение его величины за счет «запасенной» энергии.
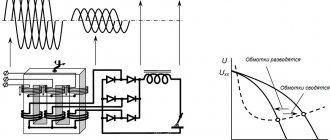
В сварочных полуавтоматах применяют дроссели с фиксированной, ступенчатой (см. рис. выше) или регулируемой индуктивностью. Первый тип применяется при сварке на постоянных режимах, во втором случае дроссель выполнен с несколькими отводами, а в третьем индуктивность регулируется изменением величины зазора в магнитопроводе или механическим перемещением сердечника. При нестабильном источнике внешнего питания наилучшим вариантом для полуавтомата является регулировка зазором, так как она позволяет опытным путем подбирать сварочный режим с устойчивой дугой и без разбрызгивания металла. А оптимальный метод решения проблемы стабильности и качества сварочного процесса — это использование в полуавтомате дросселя в сочетании со схемой вольтодобавки на входном трансформаторе.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Читать также: Ключ трубный цепной своими руками
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Инструкция по эксплуатации
При включении инвертора в сеть контроллеравтоматически выставляет величину задания сварочного тока 120 А. Еслипри включении, напряжение в сварочных проводах не превысит 100 В, тоиндикатор будет отображать восьмёрки, это свидетельствует онеисправности. При нормальном запуске восьмёрки должны сменитьсяотображением задания тока 120 А. Кликая кнопками можно изменитьвеличину задания в пределах от 20 до 160 А.
Еслинужно контролировать температуру инвертора во время работы, необходимокликнуть обе кнопки одновременно, при этом индикатор будет показыватьтекущую температуру радиатора.
Если температура радиатора во время работыпревысит 75 градусов, то независимо от режима индикации, которая была вэтот момент, индикатор начнёт отображать температуру радиатора,включится прерывистый звуковой сигнал. Работа инвертора при этом неблокируется, но величина задания тока будет автоматически сброшена до20 А. Как только температура понизится ниже 65градусов прерывистый звуковой сигнал выключится, индикация будет той,которая была до превышения температуры. Задание тока будет 20 А. Если произойдёт обрыв датчика температуры,индикатор выдаст код ошибки Ert1, включится прерывистый звуковойсигнал. Работа инвертора при этом не блокируется, но величина заданиятока будет автоматически сброшена до 20 А. Если произойдёт замыкание датчикатемпературы, индикатор выдаст код ошибки Ert0, включится прерывистыйзвуковой сигнал. Работа инвертора при этом не блокируется, но величиназадания тока будет автоматически сброшена до 20 А.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Драйверы затвора
UCC27322, используемый в типовом дизайне PMP4311, – один из представителей FET/IGBT-драйверов затвора, выпускаемых Texas Instruments. Основное назначение данного класса приборов – обеспечить необходимый ток заряда и разряда затвора мощных транзисторов. UCC27322 обеспечивает ток порядка 9 А для заряда емкости Миллера при напряжении питания до 15 В, для чего в драйвере используется технология TrueDrive. На рисунке 5 представлена линейка драйверов затвора производства Texas Instruments.
Рис. 5. Серия драйверов затвора производства TI
Широкая линейка драйверов затвора позволяет выбрать подходящую модель для управления различными типами транзисторов (MOSFET, IGBT), выполненных с использованием разных технологий (Si, SiC, GaN). Например, для управления GaN силовыми полевыми транзисторами рекомендуется использование драйверов LM5113 и UCC27611, которые обеспечивают защиту от превышения напряжения на затворе более 5 В.
Ниже, в качестве примера драйвера FET и IGBT, кратко рассмотрим линейку UCC2753x (рисунок 6).
Рис. 6. Функциональная блок-диаграмма UCC2753X
Среди особенностей линейки UCC2753x можно выделить следующее:
- малое время задержки – 17 нс;
- широкий диапазон рабочих напряжений 10…35 В дает возможность использовать драйвер с широким спектром силовых транзисторов как для Si MOSFET, IGBT, так и для SiC FET;
- наличие разделенного выхода (OUTH, OUTL) позволяет осуществлять независимую регулировку скорости изменения тока заряда и разряда затвора;
- блокировка питания при пониженном напряжении питания.
Кратко о цифровом управлении
Такую же функциональность, как и в случае аналоговой схемы реализации ИИСТ, можно получить, используя цифровое управление. В таком источнике тока в качестве контролера инвертора и ККМ используется микроконтроллер. Система строится с использованием цифровых алгоритмов управления, выполняющихся микроконтроллером, и программируемого ШИМ для управления силовым каскадом.
Типовая схема цифрового источника питания включает микроконтроллер (МК), ШИМ, АЦП, силовой каскад (рисунок 7).
Рис. 7. Упрощенная диаграмма цифрового преобразователя
Для реализации цифрового источника питания важны следующие свойства:
- АЦП должен обладать достаточной скоростью для управления петлей обратной связи. Кроме того, необходимо обеспечить его плотное взаимодействие с микроконтроллером и ШИМ для быстрого отклика системы;
- сам МК должен обладать достаточной производительностью для вычисления необходимых функций управления при одновременном считывании данных с АЦП и управлении ШИМ;
- ШИМ должен обладать достаточной гибкостью управления для реализации сложных топологий и обеспечения эффективного управления силовым каскадом;
- необходимо наличие компаратора, встроенного в МК, для прецизионного управления выходами ШИМ и контроля силового каскада.
Все вышеперечисленные требования легко реализуются с помощью микроконтроллеров TI семейства С2000. Интегрированные АЦП данного семейства могут работать на частоте до 4,6 Мвыб/с, при этом обеспечивается плотная связка между АЦП и ШИМ. Сам ШИМ позволяет обеспечить точность порядка 150 пс. В чип интегрирован компаратор, который позволяет реализовать режим управления по пиковому току. Само ядро микроконтроллера содержит ряд аппаратных ускорителей, которые позволяют легко реализовать математические функции, необходимые для реализации цифрового источника питания. Обобщенный пример реализации цифрового преобразователя на базе С2000 приведен на рисунке 8.
Рис. 8. Пример использования C2000 в цифровом преобразователе напряжения AC/DC
Для простоты реализации цифрового преобразователя напряжения компания TI предлагает набор готовых библиотек и средства отладки для проверки их функциональности. Для быстрого старта при разработке цифрового источника питания для сварочных аппаратов на основе контроллера реального времени C2000 следует обратить внимание на демонстрационные наборы TMDSHVBLPFCKIT, TMDSHVPFCKIT, TMDSHVPSFBKIT и TMDSHVRESLLCKIT (рисунок 9) [3, 4].
Рис. 9. Демонстрационный набор TMDSHVRESLLCKIT
TMDSHVBLPFCKIT и TMDSHVPFCKIT показывают возможности реализации цифрового ККМ с чередованием фазы на базе микроконтроллеров TMS320F28035 и TMS320F28027 при работе от сети переменного тока с входным напряжением в диапазоне 85…265 В и выходным напряжением 390 В. Основное отличие между представленными наборами, кроме различных микроконтроллеров, поставляемых по умолчанию – это реализация в TMDSHVBLPFCKIT ККМ без входного выпрямительного моста. Оба набора могут использоваться совместно с TMDSHVPSFBKIT и TMDSHVRESLLCKIT для реализации полноценного цифрового AC/DC-преобразователя.
TMDSHVPSFBKIT и TMDSHVRESLLCKIT демонстрируют возможности реализации высоковольтного DC/DC-преобразователя с синхронным выпрямителем на базе микроконтроллера TMS320F28027. С помощью TMDSHVRESLLCKIT можно легко проверить возможности реализации резонансного DC/DC-преобразователя и поэкспериментировать с различными методами управления. Имеющаяся в комплекте плата управления (controlCard) с TMS320F28027 в случае необходимости может быть заменена на аналогичную с другим микроконтроллером из семейства С2000. С помощью TMDSHVPSFBKIT также легко проверить возможности реализации цифрового мостового DC/DC-преобразователя.
Для простоты разработки все отладочные средства Texas Instruments поддерживаются обширной документацией, подробными примерами типовых решений и большим набором открытых исходных кодов, которые можно найти в среде controlSUITE, что существенно облегчает обучение разработчика. Для удобства отладки и экспериментирования все наборы имеют USB JTAG-интерфейс. Программирование модулей может быть осуществлено при помощи графических элементов среды разработки.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.