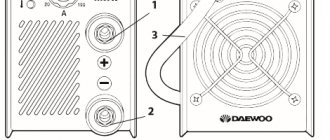
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут.
А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение.
Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку.
Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта.
При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение.
Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше.
На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
- Стабилизатор напряжения для сварочного инвертора
Инверторные сварочные аппараты малой мощности, преимущественно до 4 кВт, есть сейчас в хозяйстве каждого мастеровитого хозяина. Они позволяют быстро произвести текущий ремонт или изготовление какой-либо детали, упрощают строительные работы и…. - Подключение сварочного инвертора к бытовой сети
Сварочный аппарат бытового класса сейчас есть в арсенале у многих хозяев, которым приходится часто сталкиваться с работами по сварке листового металла, арматуры и прочих изделий. И часто владельцы таких устройств…. - Не хватает напряжения для сварочного аппарата
Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром…. - Фото сварочного оборудования инструментов и самоделок
- Декларирование сварочного оборудования
Оборудование для сварки входит в область применения регламента ТС 010/2011 «О безопасности машин и оборудования». Согласно Приложению 3 к этому документу, для проверки соответствия проводится декларирование сварочного оборудования. Без этой….
Опасным в электросети считается напряжении свыше 36 вольт. Вторичное напряжение холостого хода сварочных трансформаторов достигает 80 вольт и при проведении электросварочных работ сварщик может получить электротравму а в сырых помещениях и с летальным исходом.
Вторичное напряжение холостого хода в процессе сварки снижается по крутопадающей нагрузочной характеристике. Использование средств первичной защиты при производстве сварочных работ, в виде резиновых перчаток и бот создают дополнительные неудобства и не всегда защищают от поражения электротоком.
Применение сварочных аппаратов с низким напряжением вторичной цепи приведёт к неустойчивому зажиганию сварочной дуги, длительность времени зажигания не менее 20 мсек – не ниже времени соприкосновения сварочного электрода с изделием. Практически все заводские сварочные трансформаторы имеют напряжение холостого хода в пределах 80 вольт и рабочее напряжение в 36-46 вольт переменного тока при максимальном токе сварочной дуги. Использование стационарных устройств по снижению напряжения холостого хода сварочных аппаратов в переносном варианте невозможно по ряду причин : большие габариты и вес, обязательное вторичное заземление, сбои в работе от нечёткого включения при применении релейной коммутации.
Цели устройства: Снизить вторичное напряжение сварочного аппарата возможно простыми методами: 1. Установить в первичную цепь резистор – реостат с плавной регулировкой сопротивления. Недостаток такого устройства – большие габариты и потери электроэнергии на нагрев сопротивления, невозможность автоматически поддерживать напряжение вторичной цепи в заданных приделах. 2. Избавиться от тепловых потерь можно вторым методом – питанием первичной обмотки через разделительный конденсатор, недостаток такого включения состоит в том, что при определённых условиях создаётся резонанс напряжений и их почти двукратный рост на конденсаторе и обмотках трансформатора. Это может привести к выходу из строя этих элементов и даже возгоранию.
3.Третий способ снижения напряжения холостого хода прост по реализации, но требует дополнительных затрат на выполнение схемы ограничения холостого хода сварочного аппарата, позволяет поддерживать вторичное напряжение на безопасном уровне сколько угодно длительное время, автоматически, почти мгновенно, зажигает дугу при любом состоянии поверхности свариваемого металла.
Характеристики устройства: Напряжение электросети -220/380 В. Мощность сварочного аппарата – не ограничена. Сварочный ток – не ограничен.
Напряжение холостого хода сварочной цепи – 16-36 Вольт переменного тока. Напряжение зажигания сварочной дуги -80 -120 вольт. Время зажигания сварочной дуги 8-16 мсек.
Частота сети 50 Гц. Экономия электроэнергии при ПВ 30% до 62 %.
Регулировка тока 36%.
Цели использования устройства: 1) защита персонала при производстве сварочных работах в опасных промышленных и бытовых условиях 2) снижение напряжения сварочной цепи до допустимых пределов 3) ограничение загрузки электросети токами холостого хода 4) понижение температуры сварочного трансформатора при работе 5) улучшение качества сварки за счёт возможного регулирования сварочного тока и устойчивого зажигания дуги 6) экономия электроэнергии расходуемой агрегатом на холостой ход.
Принцип работы устройства заключается в предварительном ограничении напряжения холостого хода сварочной цепи, автоматического, устойчивого, зажигания сварочной дуги, путём кратковременной подачи повышенного напряжения в сварочную цепь и поддержание сварочного тока в установленных приделах.
Схема устройства ограничения холостого хода сварочного аппарата состоит из бюджетного силового сварочного трансформатора Т 3 (Рис.1) с цепями защиты FU1 и коммутации SA1 первичной цепи и элементов вторичной цепи – диодного моста VD 7, дросселя L 1 и конденсатора фильтра C7. В разрыв первичной цепи сварочного трансформатора включен мощный симистор VS1 с цепями защиты от помех С6, R15.
Во вторичной цепи сварочного трансформатора Т3 установлен трансформатор тока Т2 для снятия сигнала обратной связи, необходимого для запуска схемы и регулировки сварочного тока. Для гальванического развязки схемы блока управления от опасного воздействия электросети, питание электронной схемы выполнено через силовой трансформатор Т1, а управление симистором VS1 происходит через динисторную оптопару DA2 включенную в коллекторную цепь усилителя на транзисторе VT2. Светодиодный индикатор HL1 указывает на рабочее состояние устройства.
Программируемый аналоговый таймер на микросхеме DA1 позволяет установить необходимые режимы работы устройства по времени. Входной усилитель сигнала обратной связи на транзисторе VT1 позволяет предварительно усилить слабый сигнал до уровня достаточного для переключения таймера в рабочий режим, с отработкой функций – ограничения напряжения холостого хода, импульсного зажигания сварочной электродуги и установки рабочего тока в зависимости от сечения сварочного электрода.
При прохождении сварочного тока на обмотке (1) трансформатора тока Т2 возникает небольшое напряжение, которое после выпрямления диодным мостом VD4 сглаживается конденсатором С4 и стабилизируется на уровне трёх вольт стабилизатором VD3. C установочного резистора R7 через обратный диод VD2 напряжение обратной связи поступает на вход предварительного усилителя на транзисторе VT1. Коэффициент усиления зависит от свойств транзистора и номиналов резисторов R1,R2,R3.
Начальное напряжение на коллекторе величиной в 2/3 Uп запрещает запуск таймера DA1, а при наличии входного сигнала обратной связи транзистор VT1 мгновенно переключается и напряжение на коллекторе снижается до 1/3 Uп, что создаёт условия для запуска таймера. Конденсатор С2 улучшает условия переключения и задерживает отключение на доли секунды при разрыве сварочного электрода, защищая от потери дуги.
Низкий уровень на входе 2DA1 нижнего компаратора таймера находящегося в состоянии ждущего мультивибратора разрешает его работу и на выходе (3) появляется высокий уровень. Ждущий мультивибратор на таймере начинает генерировать на выходе импульс прямоугольного напряжения длительностью Т1=1,1 (R4+R5) C1, по окончанию этого процесса и по достижению напряжения на конденсаторе величины 2/3U срабатывает верхний компаратор по входу (6) DA1, выход микросхемы переключается в нулевое состояние, внутренний транзистор таймера откроется и разрядит конденсатор С1 со временем Т2= С1R6. При наличии сигнала обратной связи процесс генерирования прямоугольных импульсов продолжится.
Питание микросхемы и предварительного усилителя выполнено от параметрического стабилизатора на стабилитроне VD1 и ограничительном резисторе R8. Импульсы положительной полярности через резистор R9 с выхода 3 DA1 таймера поступают на базу VT2 усилителя на транзисторе, а резисторами R7 устанавливается напряжение холостого хода вторичной обмотки сварочного трансформатора.
Транзистор VT2 с частотой определённой параметрами внешних элементов таймера DA1 через оптопару DA2 открывает симистор VS1 в обеих полярностях переменного тока сети.
Радиодетали в схеме установлены заводского исполнения: резисторы МЛТ -0,125 или С-29 -0,12, резистор R16 мощностью не менее двух ватт. Конденсаторы типа КМ и К50. Транзисторы обратной проводимости с коэффициентом усиления не менее В -100 типа КТ315 и КТ815Б соответственно со схемой. Вместо таймера DA1 можно установить аналог серии 555 или 7555.
Тип применяемого симистора зависит от сварочного трансформатора. Трансформатор тока Т2 типа ТК 20 -100 / 5. Трансформатор питания Т1 – ТПП -112 на напряжение 8-10 вольт и ток не менее 100 мА, мощностью 8-15 ватт. Плата устройства ограничения холостого хода сварочного трансформатора установлена в корпусе соответствующего размера, отдельно размещен трансформатор тока Т2, возможен вариант установки устройства вне корпуса сварочного аппарата.
Наладку устройства начинают с контроля напряжения на резисторе R8. Верхний вывод резистора R7 предварительно от схемы отключить. Резистором R5 при временно замкнутых выводах 2,6 DA1 установить вторичное напряжение сварочного трансформатора не ниже 16 вольт и не выше 36 вольт в зависимости от условий эксплуатации.
Далее замкнув сварочную цепь электродом диаметром 3 мм установить резистором R7 момент переключения таймера DA1 по повышению яркости контрольного светодиода HL1 и по появлению полного напряжения на вторичной обмотке трансформатора Т3. Резистором R4 выполняется регулирование сварочного тока в небольших пределах. Схема устройства выполнена на плате размерами 140 * 35 мм из одностороннего фольгированного стеклотекстолита.
Литература: 1.С.Замковой. Ограничитель напряжения сварочного трансформатора. “Радио” №8,1984 г. стр.55-56.
Список радиоэлементов
Скачать список элементов (PDF).
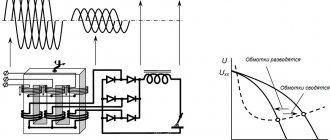
Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ). Ниже показана вольт – амперная характеристика дуги в общем виде:
Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции.
Приблизительный график ВАХ инвертора должен выглядеть примерно так:
Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится.
Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины.
Величину данного напряжения можно вычислить по формуле: Где: UД – напряжение, В;
а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В; b –напряжение среднее на единицу длины, В/мм;
L – длина дуги, мм; Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно:
U=10+2*4=18 ВПри атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В.
Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей.
На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон.
Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ.
Также нужно обратить внимание на такие виды защит как:
- Безопасность сварщика. Он не должен попасть под опасное для жизни напряжение;
- Защита от длительного КЗ и перегрева силовых частей инвертора;
- Защиту от попадания влаги и пыли в устройство;
- Система стабилизации горения дуги и поджига;
Сварочный инверторный аппарат — это источник постоянного тока для питания электрической дуги. Обычный инверторный источник питания для сварки снижает зависимость от стабильности характеристик электросети. Он способен выдержать падение напряжения с 220 до 180-190В вместо 220. Однако, если напряжение падает еще ниже, такой аппарат перестает нормально работать или отключается. Сварочные инверторы с пониженным напряжением способны продолжать работу и при самых низких параметрах сети.
Каким должно быть напряжение холостого хода сварочного инвертора?
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла. Это создает и безопасность работы сварщика.
Схема сварочного инверторного полуавтомата.
Напряжение холостого хода: как возникает и на что влияет
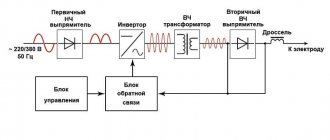
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Холостой ход тpexфaзного устройства
Характер работы З-фaзного устройства в режиме XX зависит от магнитной системы и схемы подключения обмоток:
- первичная катушка — «треугольником»;
- вторичная — «звездой» (D/Y): имеет место свободное замыкание TГC тока I1 по обмоткам устройства. Поэтому магнитный поток и ЭДC являются синусоидальными и нежелательные процессы, описанные выше, не происходят; схема Y/D: TГC магнитного потока появляется, но ток от наведённой им дополнительной ЭДC свободно течет по замкнутым в «треугольник» вторичным катушкам.
Этот ток создаёт свой поток вектора магнитной индукции, который гасит вызывающую его третью ГC основного MП. B результате магнитный поток и ЭДC, имеют почти синусоидальную форму, соединение первичной и вторичной катушек «звездой» (Y/Y).
B последней схеме TГC тока I1 отсутствует, поскольку для нее нет пути: третьи гармонии каждой из фаз в любой момент времени направлены к нулевой точке или от неё. Из-за этого искажается магнитный поток.
Дальнейшее определяется магнитной системой: З-фазный трансформатор в виде группы 1-фaзныx: TГC магнитного потока замыкается в каждой фазе по собственному сердечнику и из-за малого магнитного сопротивления последнего, достигает амплитуды в 15% – 20% рабочего магнитного потока.
Она созидает дополнительную ЭДC, амплитуда которой может достигать уже 45% – 60% от основной ЭДC. Такой рост напряжения может привести к пробою изоляции c последующей поломкой электроустановок. Трансформаторы c бронестержневой магнитной системой имеют место такие же явления (третьи гармонические магнитного потока замыкаются по боковым ярмам мaгнитопpоводa).
Тpexcтepжнeвaя магнитная система: TГC пути по мaгнитопpоводa не имеет и замыкается по среде c малой магнитной проницаемостью — воздух, масло, стенки бака. Поэтому она имеет малую величину и значительной дополнительной ЭДC не наводит.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Отключение — ток — холостой ход — трансформатор
| Зарядные токи и мощности и средние длины линий между опорными подстанциями. |
Отключение тока холостого хода трансформаторов возможно при cos ф0 1 индуктивном.
Встроенный разъединитель допускает отключение тока холостого хода трансформатора подстанции.
Не следует применять для отключения тока холостого хода трансформаторов 110, а также 35 кв мощностью 1 000 ква и выше разъединители вертикальной установки.
При наличии предохранителя включение и отключение тока холостого хода трансформатора производится разъединителем, а газовая защита действует на сигнал. Обычно они устанавливаются вместе с выключателями нагрузки типа ВНП. При этом отключение и включение трансформатора осуществляют выключателем нагрузки, а предохранители выполняют функции токовой защиты. При внутренних витковых повреждениях токи, проходящие по предохранителю, обычно недостаточны для его срабатывания. Выключатель нагрузки способен коммутировать такие токи. Поэтому при наличии на трансформаторе газовой защиты, срабатывающей при витковых замыканиях, ее целесообразно выполнить с действием не на сигнал, а на отключение выключателя нагрузки.
Обычные разъединители широко используются при отключении токов холостого хода трансформаторов, емкостных зарядных токов линий, малых токов нагрузки и пр.
| Срез переменного тока при i — о.| Эквивалентная схема при отключении малого индуктивного тока. |
По данным Юнга , при отключении токов холостого хода трансформаторов, величина которых не превышает 10 а ( действ. Вопрос о срезах малых токов обычно связывают с индуктивными цепями, поскольку срезы тока в этих случаях приводят к существенным перенапряжениям вследствие освобождения значительного количества энергии, запасенной в индуктивностях ( обмотках трансформаторов, реакторов и пр.
На практике с этим случаем встречаются при отключении тока холостого хода трансформатора пли отключении трансформатора, несущего небольшую индуктивную нагрузку.
Разъединители могут быть использованы также для включения и отключения тока холостого хода трансформаторов с.
Разъединители могут быть в виде исключения применены для включения и отключения токов холостого хода трансформаторов мощностью до 320 ква при напряжении до 10 кв ц зарядных токов воздушных линий электропередачи напряжением до 35 кв и длиной не более 10 км, а также кабельных линий напряжением до 10 кв и длиной не более 5 км.
| Схема радиальной сети с подстанциями на ответвлениях. |
В этом случае после снятия нагрузки с трансформатора последний отключается разъединителем / ( отключение тока холостого хода трансформатора) или выключателем со стороны питающего конца линии.
| Схемы с использованием разъединителей в качестве оперативных аппаратов. |
Работа их в этом случае принципиально отлична от работы в обесточенном состоянии и при отключении тока холостого хода трансформатора.
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Способ устранения прост и может быть выполнен самостоятельно. Для устранения необходимо снять защитные изоляционные ручки, отсоединить кабель и осмотреть места соединения. При наличии окислов и следов нагрева нужно зачистить поверхности наждачной шкуркой и собрать, тщательно затянув соединительные болты. Кабели с подломленными или оборванными жилами и поврежденной изоляцией необходимо заменить на аналогичные. Длину кабеля лучше сохранить прежнюю. Многие модели инверторов рассчитаны на строго определенную нагрузку по индуктивному сопротивлению и при изменении длины кабеля могут изменить параметры работы.
Следующая причина может быть в неисправности самого устройства. Для определения работоспособности аппарата необходимо замерить прибором напряжение на выходных клеммах инвертора и напряжение в питающей сети. При нормальном сетевом напряжении низкое напряжение на выходе инвертора будет свидетельствовать о неисправности устройства. Ремонт инвертора лучше доверить специалистам из сервисного центра.
Если напряжение на выходе инвертора находится в допустимых пределах при нормальном напряжении питающей сети, следует тщательно проверить цепь подачи питающего напряжения на устройство от вводной точки электроснабжения или прибора учета. Минимальная потребляемая мощность устройств в режиме сварки находится в пределах 4-5 кВт. Необходимое сечение подводящих проводов из меди при такой мощности должно быть не менее 2,5 мм 2 с длительно допустимым рабочим током 25 А по всей цепи питания. Кабель с меньшим сечением будет быстро нагреваться, на нем будут возрастать потери напряжения.
Обязательно необходимо проверить качество всех соединений по цепи питания. Слабая скрутка или другой вид некачественного соединения тоже могут создавать проблемы при сварочных работах и привести к возгоранию. Разъемные соединения из пары вилка-розетка должны быть нового типа с увеличенным диаметром электропроводящих штифтов на вилках. Вилки старого типа не выдерживают нагрузки при длительных режимах работы. Розетки тоже должны быть соответствующего типа. Длина подводящих питание линий не может быть больше 50 м, если иное не указано в технической документации на устройство.
В сельской местности часто наблюдается нештатная работа инверторов из-за перегруженных общих линий электропроводки и заниженного напряжения сети.
Если при попытке зажечь дугу питающее напряжение падает до недопустимо низкого значения в точке ввода, это свидетельствует о недостаточной пропускной способности общей линии и ее перегрузке.
Иногда в такой ситуации могут помочь стабилизаторы напряжения. Эффективность работы стабилизаторов также зависит от нескольких причин и не всегда оправдывается. Общая потребляемая мощность комплекта из сети электроснабжения составит мощность сварочного устройства плюс потери в устройстве стабилизации. Увеличатся расходы по оплате электроэнергии, возрастет перегрузка общих линий, что еще более снизит напряжение на вводе.
Перед решением использовать такое устройство в комплекте со сварочным оборудованием желательно обратиться в электросети с письменным заявлением о некачественном электроснабжении.
Источник
Схемы соединения обмоток и группы трансформаторов
Обмотки ВН или НН трехфазного трансформатора могут быть соединены звездой, треугольником или зигзагом, причем обмотка, соединенная звездой или зигзагом, может иметь нулевой вывод. Каждая из перечисленных схем соединения имеет условное обозначение. Обмотка, соединенная звездой с нулевым выводом, обозначается ¥; обмотка, соединенная треугольником,— А, а обмотка, соединенная зигзагом с нулевым выводом, —У. Схема соединения обмоток ВН и НН записывав стся в виде дроби: в числителе ставится схема обмоток ВН, а в знаменателе — НН. Например, если обмотка В’г соединена звездой, а обмотка НН — звездой с нулевым выводом, то можно записать При параллельной работе трансформаторов большей значение имеет группа трансформатора. Силовые масляные трансформаторы имеют паспортные щитки со следующими данными: мощность транс форматора (ВА или кВА); линейные напряжения каждой обмотки на основных выводах и ответвлениях (В или кВ); линейные токи при номинальной мощности (А); частота (Гц); число фаз; схема и группа соединения обмоток; напряжение короткого замыкания, характеризуют падение напряжения в обмотках; режим работы транс форматора; способ охлаждения; завод-изготовитель масса трансформатора, масса масла; масса активной части.
- Назад
- Вперёд
Оцените статью:
ДОМОСТРОЙСантехника и строительство
Можно провести испытание сварочного инвертора на что он способен. Берем самый доступный сварочный инвертор TIG. Приведу пример аппарата на фото там IN 256T/ IN 316T.
Если посмотреть таблицу там указано где находится холостой ход в виде индикации. На таких аппаратах холостой ход запрограммирован компьютером. Когда вы выбираете нужный режим автоматически выставляется холостой ток. Его можно проверить обычным вольтметром именно на концах силовых проводов в включенном состоянии. То есть на держаке и крокодиле. Падение напряжения не должно отклонятся, при зажигании дуги и сварки, более чем на пять вольт.
К примеру ели китайский бюджетник там вы вообще не найдете информации о холостом ходе. Плюс еще Амперы завышены по показателям. На самом деле некоторые даже электроды уони 13/55 не потянут. А все почему? Этим электродом нужен холостой ток 70 вольт при 80 амперах. А такие сварочные аппараты устроены таким образом что при увеличении силы тока возрастает и напряжение. Другими словами при самом большом токе выдадут они вам 90 вольт. Напряжением еще до вторичной обмотки управляет блок, который преобразует высокое напряжение в первичной обмотки. Потом под воздействием электромагнитной силы передается на вторичную обмотку. Напряжение снятое с нее переходит дальше. Если на входе первичной обмотки мало напряжение то и на выходе будет низкое.
Рассмотрим примитивный ВД-306М У3. На малых токах 70-190 А напряжение 95 вольт плюс минус 3 вольта. На больших токах 135-325 А холостой ток 65 вольт плюс минус 3 вольта. При этом он стабилен во всех диапазонах силы тока. Как рукоятку не крути и меняй амперы сколько душе угодно холостой холостой ход не убавится.
Я к чему это веду если сварочный инвертор плохо варит на малых токах у вас причина в блоке управления описанная выше. Как некоторые говорят ставьте дополнительный дроссель или на выходе балластник. Силу тока выкручиваем на полную и регулируем уже на балласте. Лишние амперы возьмет на себя а холостой ход останется не измененным.
Сами ради интереса проверьте свой сварочный аппарат. Киньте щупы от вольтметра на силовые кабеля и попробуйте варить. Увидите как падает напряжение. Сам лично варил в домашней сети инвертором интерскол 250А электродами 3мм УОНИ 13/45 с обратной полярностью. Как только не крутил амперы так толком и не смог их разжечь, зато МР-3 горят будь здоров от первого прикосновения.
Читайте в паспорте при покупке оборудования сколько холостого тока выдает аппарат и на каких токах. Если это не профессиональное оборудование холостой ход вы ни как не отрегулируете. Если не метод описанный выше. На самом корпусе агрегата вы навряд ли найдете такую информацию. Производители обычно ее скрывают громкими названиями и силой тока.
Вопрос:
Ответ:
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Эта характеристика показывает нам, с каким напряжением ток выходит на электрод после того, как пройдет все стадии преобразования после электросети. Напомним, что из электросети по питающему кабелю ток поступает на первый преобразователь, оттуда он выходит уже постоянным и идет на фильтр, а затем на второй преобразователь. В итоге мы снова получаем переменный ток с частотой не 50 Гц, а 20-50 кГц. Затем следует понижение входного напряжения с одновременным повышением силы тока. В итоге мы получаем выходное напряжение 55-90 Вольт и силу, которую можно регулировать в заданном для каждой конкретной модели диапазоне.
Вот это выходное напряжение и является напряжением холостого хода. От него зависит два момента: • Безопасность инструмента для владельца; • Легкость поджигания сварочной дуги.
Чем выше будет напряжение холостого хода, тем легче будет зажечь сварочную дугу инвертора. Казалось бы, стоит тогда покупать инверторные аппараты с высоким показателем напряжения холостого хода. Но высокое напряжение достаточно опасно для человека в случае соприкосновения, поэтому его далеко не всегда делают высоким. Если же вы все-таки хотите, чтобы зажигать дугу было легко, то стоит выбрать сварочный инвертор с высоким напряжением, но с дополнительно установленной функцией защиты, которая автоматически снижает напряжение до безопасного для человека уровня в том случае, если существует риск для пользователя, а затем возвращает уровень назад.
Если Вы ещё не выбрали сварочный инвертор, то среди бытовых моделей обратите внимание на сварочные аппараты Аврора и инверторы Blueweld, из полупрофессиональных моделей можно порекомендовать сварочные аппараты Foxweld и ММА-оборудование Сварог, «профессионалы» хороши из сварочных аппаратов Kemppi и ММА-инверторов EWM. Это оборудование есть у нас на сайте в каталоге и его можно приобрести с доставкой в любой уголок России.
Приходя в магазин или заглядывая на интернет-порталы, покупатель в первую очередь смотрит на ценник представленного оборудования, естественно ищется вариант, который был бы оптимален по соотношению стоимости и качества.
В то же время, цена не всегда является объективным критерием выбора. Именно в низшей ценовой категории лежит огромный пласт некачественного товара. В этой статье мы поговорим о технологиях, которые применяются для обмана покупателя.
Начнём с самого простого:
Завышение токовых характеристик
Часто цифры, указанные на аппаратах, в инструкциях или на коробках оборудования не имеют к реальности никакого отношения. Бывает, что обещанные и реальные значения сварочного тока расходятся на 20 а то и 50%. К примеру, вместо заявленных 200А – аппарат выдаёт только 125.
Выбирая сварочный аппарат, покупатель смотрит на верхний предел сварочного тока и сравнивает цену с конкурентами, исходя из их технических характеристик. Как вы понимаете, стоимость аппаратов на 120 и 200А – значительно отличается в пользу первого, а заплатить за него вам предлагают, как за гораздо более мощное устройство.
Профессионал никогда не покупает сварочный аппарат с теми токовыми характеристиками, которые ему нужны, т.е. если специалисту в области сварки нужен 180А источник тока, то в магазине он остановит свой выбор на 200 — 250А инверторе. Такой выбор, с одной стороны защищает покупателя от занижения характеристик, с другой — позволяет иметь запас мощности.
Производитель, зная об этой особенности выбора, периодически завышает токовые характеристики. В итоге, запас мощности, который покупатель рассчитывает получить — оказывается нулевым, зато аппарат на якобы «200А» стоит чуть дороже 180А аналога.
Ещё одна уловка маркетологов – присвоение названия аппарату с цифровым кодом, который намекает на сварочный ток, однако отношения к нему не имеет. Возьмём, к примеру, воображаемый аппарат «Дуб 250», (надеюсь такого нет), или даже «Дуб 250А» — название как бы намекает нам, что аппарат должен обладать током в 250 А, в то время, как в инструкции к инвертору обозначены 160А, но кто же читает эти бумажки? Так что, меньше внимания надписям на корпусе – больше времени изучению аппаратов.
Устраивая чехарду с характеристиками продавцы рассчитывают на поверхностные знания покупателя. Рядовой любитель сварки не сможет проверить характеристики инструмента, который планирует приобрести.
К сожалению, наши люди больше доверяет рекламе или «цифровому табло», которое частенько не имеет ничего общего с реальным током. Вот наглядное доказательство: в одном из наших видео посвящённых сравнению сварочных аппаратов мы тестировали инвертор ELAND:
При подключении аппарата к стенду статической нагрузки выяснилось, что показания амперметра на нашем аппарате и цифрового табло ELAND — расходятся на 50А(!). Многие производители устанавливают на своё оборудование не измерительные приборы, а индикаторы, которые показывают значения в зависимости от положения ручки настройки. Т.е. цифры на табло не являются показаниями амперметра — это просто цифры.
Дополнительные функции
Поводом для обмана могут быть дополнительные функции аппарата. Antistick, Hot Start, Arc Force
, функция снижения напряжения
VRD
– они стали джентельменским набором, который заявляется почти на всех современных инверторах. Продавцы опасаются, что отсутствие какой-либо из указанных функций, может оттолкнуть покупателя, и поэтому пишут, что инвертор оснащён всем набором опций вне зависимости от того присутствуют они на аппарате или их нет.
В свою очередь многие покупатели не очень представляют, что такое, например, Горячий старт, или что скрывается за аббревиатурой VRD. Наш небольшой ликбез по ссылкам. Жмите – не стесняйтесь:
Самый распространённый вариант обмана, как вы поняли – отсутствие заявленных функций на инверторе.
Проверить их наличие, кроме Антистика и VRD, можно только в условиях лаборатории. Антизалипание проверяется продолжительным контактом электрода и свариваемой детали. При наличии данной функции, электрод не должен раскаляться докрасна: после небольшого периода нагрева – аппарат, при наличии функции Антистик, должен сбросить значение сварочного тока до минимума, и сохранить электрод пригодным к дальнейшей работе.
Наличие VRD – проверяется вольтметром, подключенным к байонетам аппарата. Значение напряжения холостого хода при включенной VRD не должно превышать безопасные для сварщика параметры: 12-18-24 Вольт, в зависимости от значений, заявленных производителем. Наличие VRD проверяется вольтметром, подключенным к байонетам аппарата.
Есть ещё более простой способ проверки, предложенный одним из владельцев AURORA MINIONE 1600. Однако пользоваться им, если Вы не уверены в наличии данной функции на аппарате, мы не рекомендуем.
?t=5m58s
Напряжение холостого хода
Раз уж мы заговорили о безопасности, нельзя обойти вниманием такой параметр сварочного оборудования как напряжение холостого хода. Это «палка о двух концах», с одной стороны, чем выше напряжение, тем надёжнее будет зажигание, выше эластичность дуги, а сам процесс сварки – стабильнее. С другой стороны – высокое напряжение холостого хода ограничено требованиями безопасности сварщика. В итоге, минимальным напряжением холостого хода для источников питания сварки покрытым электродом принято считать 40 В, а максимальное значение не должно превышать 100 В (среднее значение). Проверить напряжение, как и в случае с VRD, можно вольтметром подключенным к выходным зажимам сварочного источника.
Наиболее распространённый обман – завышение значения холостого хода. Вместо 80-90 В, аппарат выдаёт всего 40, что не может не отразиться на поджиге и стабильности горения дуги.
Источник
Инструменты
0 votes
+
Голос за!
—
Голос против!
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Напряжение сети и количество фаз
- Номинальный сварочный ток трансформатора
- Диаметр электрода
- Пределы регулирования сварочного тока
- Номинальное рабочее напряжение
- Номинальный режим работы
- Мощность потребления и выходная
- Напряжение холостого хода
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Как проверить напряжение холостого хода сварочного инвертора
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
Принцип работы трансформатора
Режим холостого хода трансформатора
Холостым ходом (ХХ) называют такое подключение устройства, когда на первичную обмотку подается номинальное переменное напряжение, а цепи всех вторичных – разомкнуты (нагрузки не подключены).
В преобразователе напряжения, деление обмоток (катушек) на первичную и вторичные условно. Любая из них становится первичной, когда на нее поступает исходное переменное напряжение. Прочие, в них наводится ЭДС — становятся, соответственно, вторичными.
Опыт холостого хода проводится по схеме показанной на рисунке
Следовательно, любой трансформатор, соответственно способу подключения, может быть как понижающим, так и повышающим (кроме разделительного – с коэффициентом трансформации, равным единице).
Поскольку цепь вторичной катушки разъединена, тока в ней нет (I2 = 0). В первичной протекает I1, формирующий в магнитопроводе поток вектора магнитной индукции Ф1. Последний меняется по синусоидальному закону, но из-за перемагничивания стали отстает по фазе от I1 на угол B (угол потерь).
Применяют следующую терминологию:
- I1: ток ХХ трансформатора;
- Ф1: рабочий магнитный поток.
Под действием Ф1 во всех катушках возникает ЭДС:
- в первичной – самоиндукции (Е1);
- во вторичных – взаимоиндукции (Е2).
Зависимость ЭДС от различных параметров определяется формулами:
Е1 = 4,44 * f * W1 * Ф1max *10-8 ,
Е2 = 4,44 * f * W2 * Ф1max * 10-8, где
F — частота, Гц;
W1 и W2 — число витков в обмотках;
Ф1max — величина магнитного потока в точке максимума.
Следовательно, числовое значение ЭДС находится в прямой зависимости от числа витков катушки. Из соотношения ЭДС в первичной и вторичной обмотках, определяют главный параметр аппарата— коэффициент трансформации (К): К = Е1 / Е2 = W1 / W2.
Вторичная катушка по сравнению с первичной содержит витков:
- в повышающем трансформаторе – больше (К меньше единицы);
- в понижающем – меньше (К больше единицы).
Помимо рабочего (основного), в установке образуется магнитный поток рассеяния Фр1. Это силовые линии, ответвляющиеся от рабочего магнитного потока Ф1 в сердечнике и замыкающиеся по воздуху вокруг витков катушек. Как и Ф1, Фр1 является переменным, а значит, он, согласно закону электромагнитной индукции, наводит в первичной обмотке ЭДС самоиндукции Ер1.
Е1 и Ер1 всегда направлены против приложенного к первичной обмотке напряжения U1. По характеру действия на ток, они подобны резистору, потому и обозначаются термином «индуктивное сопротивление» (Х).
Емкостное и индуктивное сопротивление
Следовательно, создавая I1, напряжение U1 преодолевает активное сопротивление R1 первичной катушки и обе ЭДС самоиндукции. Математически это выглядит так: U1 = I1 * R1 + (-Е1) + (-Ер1).
Запись выполнена в векторной форме, поэтому перед обозначениями ЭДС самоиндукции проставлены значки «-»: они говорят о противоположном направлении этих векторов относительно напряжения U1. Ток холостого хода I1 не является строго синусоидальным.
Он искажается, поскольку имеет в своем составе так называемую третью гармоническую составляющую (ТГС), обусловленную вихревыми токами, гистерезисом и магнитным насыщением магнитопровода. Но с определенной долей приближения, годной для практических расчетов, его можно заменить эквивалентным синусоидальным током с равноценным действующим значением.
Этапы пусконаладочных испытаний ↑
Первичные тестирования на работоспособность проводятся сразу по нескольким направлениям. К обязательным относятся:
В данном случае важную роль играет последовательность произведения всех видов вышеназванных испытаний.
Инженерный имеет все необходимые инструменты для качественного проведения диагностики трансформаторов, слаженный коллектив профессионалов и лицензии, которые дают право осуществлять все необходимые испытания и замеры. Оставив выбор на электролаборатории «ПрофЭнергия» вы выбираете надежную и качествунную работу своего оборудования!
Напряжение холостого хода: как возникает и на что влияет
Напряжение холостого хода получается путем преобразования напряжения питающей сети (220 В или 380 В, 50 Гц) в двух последовательных преобразователях, сначала в напряжение постоянного тока, а затем в переменное частотой 20-50 кГц. Затем высокочастотное напряжение подается на регулятор, поддерживающий необходимую величину напряжения на выходных клеммах и заданную силу тока при зажигании дуги.
Преобразование тока в сварочном инверторе.
Многие считают, что этот параметр влияет только на легкость зажигания дуги, чем выше напряжение, тем легче зажигается дуга. Условия работы сварщиков при монтаже конструкций далеки от идеальных. Случайное касание токоведущих частей с завышенным напряжением может привести к несчастному случаю.
У многих моделей инверторов напряжение холостого тока и сила рабочего тока находятся в прямой зависимости. При сварке металла, покрытого толстым слоем ржавчины или краски, дуга зажигается с трудом.
Если в этой ситуации увеличить напряжение холостого хода, то рабочий ток окажется избыточным, и вместо качественного соединения металла могут образоваться шлак и поры.
Режим холостого хода трансформатора
Холостым ходом (ХХ) называют такое подключение устройства, когда на первичную обмотку подается номинальное переменное напряжение, а цепи всех вторичных – разомкнуты (нагрузки не подключены).
В преобразователе напряжения, деление обмоток (катушек) на первичную и вторичные условно. Любая из них становится первичной, когда на нее поступает исходное переменное напряжение. Прочие, в них наводится ЭДС — становятся, соответственно, вторичными.
Опыт холостого хода проводится по схеме показанной на рисунке
Следовательно, любой трансформатор, соответственно способу подключения, может быть как понижающим, так и повышающим (кроме разделительного – с коэффициентом трансформации, равным единице).
Поскольку цепь вторичной катушки разъединена, тока в ней нет (I2 = 0). В первичной протекает I1, формирующий в магнитопроводе поток вектора магнитной индукции Ф1. Последний меняется по синусоидальному закону, но из-за перемагничивания стали отстает по фазе от I1 на угол B (угол потерь).
Применяют следующую терминологию:
- I1: ток ХХ трансформатора;
- Ф1: рабочий магнитный поток.
Под действием Ф1 во всех катушках возникает ЭДС:
- в первичной – самоиндукции (Е1);
- во вторичных – взаимоиндукции (Е2).
Зависимость ЭДС от различных параметров определяется формулами:
Е1 = 4,44 * f * W1 * Ф1max *10 -8 ,
Е2 = 4,44 * f * W2 * Ф1max * 10 -8 , где
W1 и W2 — число витков в обмотках;
Ф1max — величина магнитного потока в точке максимума.
Следовательно, числовое значение ЭДС находится в прямой зависимости от числа витков катушки. Из соотношения ЭДС в первичной и вторичной обмотках, определяют главный параметр аппарата— коэффициент трансформации (К): К = Е1 / Е2 = W1 / W2.
Вторичная катушка по сравнению с первичной содержит витков:
- в повышающем трансформаторе – больше (К меньше единицы);
- в понижающем – меньше (К больше единицы).
Помимо рабочего (основного), в установке образуется магнитный поток рассеяния Фр1. Это силовые линии, ответвляющиеся от рабочего магнитного потока Ф1 в сердечнике и замыкающиеся по воздуху вокруг витков катушек. Как и Ф1, Фр1 является переменным, а значит, он, согласно закону электромагнитной индукции, наводит в первичной обмотке ЭДС самоиндукции Ер1.
Е1 и Ер1 всегда направлены против приложенного к первичной обмотке напряжения U1. По характеру действия на ток, они подобны резистору, потому и обозначаются термином «индуктивное сопротивление» (Х).
Емкостное и индуктивное сопротивление
Следовательно, создавая I1, напряжение U1 преодолевает активное сопротивление R1 первичной катушки и обе ЭДС самоиндукции. Математически это выглядит так: U1 = I1 * R1 + (-Е1) + (-Ер1).
Запись выполнена в векторной форме, поэтому перед обозначениями ЭДС самоиндукции проставлены значки «-»: они говорят о противоположном направлении этих векторов относительно напряжения U1. Ток холостого хода I1 не является строго синусоидальным.
Он искажается, поскольку имеет в своем составе так называемую третью гармоническую составляющую (ТГС), обусловленную вихревыми токами, гистерезисом и магнитным насыщением магнитопровода. Но с определенной долей приближения, годной для практических расчетов, его можно заменить эквивалентным синусоидальным током с равноценным действующим значением.
Таблица потерь
Когда цепочка второй катушки разомкнута, она не использует какой-либо рабочей мощности. У той мощности, что потребляет первая, есть некоторый активный процент (он и представляет собой потери прибора), но доминирует реактивный, отвечающий за намагничивание и отдаваемый генератору. Что касается потерянной мощности, то большая ее часть затрачивается на процессы перемагничивания и генерацию вихрей токов магнитопровода. Из-за этого последний начинает перегреваться. Так как поток рассеяния не зависит от нагрузочного электротока, то мощностные потери имеются не только на холостом ходу, но и при подаче нагрузок. Еще некоторая часть потерь (очень небольшая) затрачивается на нагревание катушечного провода. Ее малое значение обусловлено показателями сопротивления проводка и тока холостого хода.
При напряжении 10/0,4 кВ величина потерь будет возрастать по мере увеличения мощности. Для номинального показателя мощности в 250 кВА потери будут равны 730 Вт, для 400 кВА – 1000 Вт, для 2500 кВА – 4200 Вт. По прошествии лет эксплуатации в магнитопроводе происходят процессы, увеличивающие объем потерь: изнашивается изоляция, изменяются структурные характеристики металла. Из-за этого теряться может до 50% мощности.
Общее устройство и виды
Mipsfpga и uart
Чтобы понять, что такое опыт холостого хода различных трансформаторов, необходимо рассмотреть, что собой представляет подобное оборудование.
Основные типы
Трансформаторами называются машины неподвижного типа, которые работают благодаря электрическому току. Они меняют входное напряжение. Существует несколько видов подобных аппаратов:
- Силовые.
- Измерительные.
- Разделительные.
- Согласующие.
Чаще всего в энергетическую цепь требуется подключение силового трансформатора. Они могут иметь две или более обмоток. Аппарат может быть однофазный (бытовая сеть) или многофазный (промышленная сеть).
Особенности установок
Отдельно выделяются автотрансформаторы. В них есть только одна совмещенная обмотка. Также бывает сварочный аппарат. Они имеют определенную сферу применения.
В однофазном и многофазном оборудовании может устанавливаться различная номинальная мощность. Она может определяться в диапазоне от 10 до 1000 кВА и более. Маломощные однофазные и многофазные приборы могут быть в диапазоне до 10 кВА. Средние разновидности будут иметь мощность 20 кВА, 250 кВА, 400 кВА, 630 кВА и т. д. Если же этот показатель больше 1000 кВА, это установка высокой мощности.
На чем отражается правильность подбора режима
Правильно установленный режим холостого хода обеспечивает качественное сгорание электрода и четко выраженный капельный перенос металла в сварную ванночку, образование надежного соединения с проваром корня шва. Образование брызг при поджоге и разрыве дуги минимальное, поверхность свариваемых деталей в зоне шва почти не требует дополнительной очистки. Одним из основных признаков правильно подобранного режима является характерный шипящий звук при горении дуги.
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора.
В некоторых моделях сварочного инвертора реализована дополнительная защитная функция от поражения сварщика электрическим током при повышенном напряжении холостого хода. Аппарат автоматически снижает напряжение до безопасной величины при возникновении нештатной ситуации и восстанавливает при исчезновении. Аппараты с увеличенным напряжением холостого хода используются при сварке электродами с тугоплавкой обмазкой, применяемыми для работы со специфическими сплавами.
Определенные модели инверторов для лучшего зажигания дуги оснащены схемой сварочного осциллятора. Такие устройства использовались на трансформаторных сварочных аппаратах с переменным и постоянным током. Осциллятор преобразует питающее напряжение сети в напряжение 2,5-3 кВ с частотой 150-300 кГц и выдает его на выходные клеммы импульсами длительностью в несколько десятков миллисекунд. Осциллятор состоит из повышающего низкочастотного трансформатора, подключенного к колебательному контуру, и разрядника с вольфрамовыми контактами. На выходе стоят конденсаторы, пропускающие токи высокой частоты и ограничивающие ток низкой частоты от сварочного аппарата.
В таких устройствах еще предусмотрена защита от поражения электрическим током. Потребляемая мощность осцилляторов составляет 250-300 Вт, что незначительно увеличивает общую потребляемую мощность сварочного инвертора. Осцилляторы можно приобрести в виде отдельного блока или изготовить самостоятельно.
Проверка работы холостого хода производится при подключении в сеть первичной обмотки.
Вторичная, при этом, на нагрузку не включается. Имеем напряжение U1на первичной обмотке, и напряжение U2 на вторичной. Ток I1будет иметь некоторое значение, в отличие отI2 который будет равен нулю.
Схема подключения для данного опыта представлена на рис. 4
Рисунок 4
Для лучшего понимания процесса перечертим трансформатор (см. рис.5) в ином виде:
Рисунок 5
Первичная обмотка с числом витков W1 подключена в сеть стандартного напряжения U1. Если обмотка имеет сопротивление не равное бесконечности, то по ней потечет ток I1. Из курса физики знаем, что всякая обмотка, через которую протекает ток, создает магнитное поле. В данном случае переменное поле, то есть интенсивность его меняется во времени и направление поля тоже меняется во времени. Магнитный поток Ф зависит от индуктивности катушки Lи силы тока в ней, в данном случае I1. Формула: Ф = L* I1. Сердечник трансформатора, на котором намотаны катушки, обычно делаются из тонких стальных листов, для уменьшения потерь этого магнитного потока. Однако потери все равно есть, из-за, так называемого, рассеивания. Данный магнитный поток будет одинаковым, как в режиме холостого хода, так и в режиме нагрузки, то есть, когда на вторую обмотку подключен потребитель и по ней потечет ток.
Вышеназванный переменный магнитный поток Ф будет создавать электродвижущую силу как во вторичной обмотке e2, так и в первичнойe1. Во вторичной обмотке нагрузки нет (потребитель не подключен), то нет и тока I2. То есть он равен нулю. А напряжение U2 есть, какое оно мы рассмотрим позже.
В первичной обмотке цепь замкнута и ЕДС e1 создает ток противодействующий основному току I1 и собственный магнитный поток, который противодействует потоку Ф. В связи с этим, ток холостого хода никогда не бывает большим. Для крупных трансформаторов это в пределах 5%, максимум 10% от номинального. Для трансформаторов малой мощности вне ответственных изделиях, например зарядных устройствах телефонов, этот ток может доходить до 30 и более процентов от номинального.
Напряжение U1 есть сумма от падений напряжений на активном сопротивлении UА1, а так же от создания магнитного потока Ф, которое обозначим UL1 и падения напряжения от создания потока рассеивания ULS1.
Значит формула, согласно закону Кирхгофа будет иметь вид: U1=UА1+UL1+ULS1. В свою очередь UА1=I1*R1. Где R1 – активное сопротивление на первичной обмотке. Витки обмотки, как правило, медные, по этой причине сопротивление R1 имеет очень малое значение.
Если трансформатор собран для ответственной работы, то и поток рассеивания так же будет мал. ULS1=XLS*I1=2πfLs1* I1, где f–промышленная частота 50 герц, а Ls1 – поток рассеивания. И тем и другим слагаемым можно пренебречь по сравнению с потерями на перемагничивание стали сердечника трансформатора. В этом случае мы допускаем, что все напряжение тратится на создание потока Ф, а он зависит от тока в проводнике, в данном случае I1 и индуктивности L, которая зависит от количества витков в обмотке. Но так как магнитный поток в первичной и вторичной обмотке одинаков, то напряжение U1 и U2 зависят только от количества витков в первичной и вторичной обмотке. Коэффициент зависимости этих напряжений и называется коэффициентом трансформации К = U1/U2= e1/e2 = W1/W2.
Напомним, что противодействие основному потоку возникает только при его изменении, то сеть при переменном потоке (иными словами при переменном токе в цепи). Если обмотку трансформатора включить в цепь постоянного тока, то она наверняка перегорит, поскольку противодействие будет составлять только активное сопротивление, а оно очень мало.
Если нам известен ток первичной обмотки I1, напряжение на первичной обмотке U1, напряжение на вторичной обмотке U2 и потребляемая трансформатором мощность S, то мы можем вычислить следующие параметры:
- Коэффициент трансформации К = U1/U2
- Процентное значение тока холостого хода: i = (Ixx/IH)*100, где Ixx – ток холостого ходав данном случае I1, IH – ток при номинальной нагрузке.
- Активное сопротивление первичной обмотки R1 = PА/Ixx
- Полное сопротивление первичной обмотки Z1 = U1/Ixx
- Индуктивное сопротивление первичной обмотки X1 = (Z21 -R21)
- Коэффициент мощности трансформатора cosφ = S/I12R1
Поскольку пункт 2 невозможно вычислить без проверки трансформатора при нагрузке, то и последовательность проверок, как правило, следующее: под нагрузкой, при коротком замыкании и при режиме холостого хода.
Пишите комментарии,дополнения к статье, может я что-то пропустил. Загляните на карту сайта, буду рад если вы найдете на моем сайте еще что-нибудь полезное.
Схема замещения в режиме трансформатора
Прямой электрический расчет трансформатора сложен по той причине, что он представляет собой две электрических цепи, связанных между собой магнитной цепью.
Для упрощения расчетов удобнее пользоваться упрощенной эквивалентной схемой. В схеме замещения вместо обмоток используются комплексные сопротивления:
Каждое комплексное сопротивление состоит из последовательно соединенного активного сопротивления и индуктивности.
Активное сопротивление – это сопротивление проводов обмотки.
Поднимаем неисправный сварочный инвертор
Пришел ко мне на ремонт очередной трупик, Blueweld prestige 164. Новенький такой, даже запах еще не выветрился. На форумах по ней идет плохая репутация, повальный брак ТГР. И так. Приступим к ремонту. Пока что посмотрите на него снаружи и то что у него внутри. Фотки взяты с инета. Не фоткал особо сам аппарат.
Для начала надо бы разобраться с симптомами. Подключаем сварку к проверочному стенду. У меня это лампочка, развязывающий трансформатор, кнопка ножная для безопасности и розетка. Все это добро развязывает гальванически сварочник от сети, предотвращает ток КЗ в случае если сварка ушла в короткое замыкание. Подцепили, нажимаем кнопку. И видим что наш сварочник полностью коротит все сетевое напряжение. Ладно, вскрываем, смотрим. Первым делом надо ликвидировать КЗ. И поэтому мы отпаиваем IGBT. Отпаяли, проверили транзисторы, и их оказывается тоже пробило. Вывода звонятся накоротко. Чтож. Надеемся что КЗ ушло и подцепляем к розетке. И опять, лампочка горит в полный накал. КЗ не ушло. Снова вызваниваем всю силовую цепь. И находим пробитый диодный МОСТ. Отпаиваем. И вуаля, КЗ ушла. Проверка сопротивления силовых линии после моста не выявила КЗ. И так. Банальное КЗ устранили. Теперь же нужно запитать дежурку и глянуть на импульсы затворов с IGBT транзисторов осциллографом. Тут дежурка сделана по хитрому. Она запитывается не как у обычных сварочников, отдельный импульсный блок питания на плату управления, а запитывается от силового трансформатора. Хитрое решение конечно. И удобное в плане диагностики. Щас просто подаду на линию питания дежурки напряжения и сниму осцилограммы. Подаем, щуп кидаем на затвор а землю на крайний вывод IGBT. Осцилограмму взял с форума ну суть ясна.
Сигнал искажен, и у сварочника полетели IGBT. А сигнал искажен по причине неисправности ТГР. Мотаем новый Трансформатор Гальванической Развязки. Я мотал на кольце из фильтра синфазных помех. Мотал витков 20. И смотрим что стало с сигналом.
Вот он. Нормальный меандр. Насчет всплесков не волнуйтесь. Емкостная нагрузка на затворах нету. IGBT то неисправные, впаял было резисторы на 220ом вот и всплески не поглощаются. Запаиваем IGBT транзисторы, меняем сгоревший мост на новый. И подаем сетевое напряжение. Так, сварка запустилась, лампочка еле еле накаляется, ток потребления холостого хода значит минимальный, отлично, смотрим появилась ли напряжение на выходе, смотрим. а там 60в, ВООБЩЕ НИШТЯК. Законно крепим новоиспеченный ТГР на плату. Так как кольцо вместе с его выводами невозможно крепко установить на плату решено было его залить в эпоксидку. Бодяжим смесь. Игла как оказалось была не нужна. Что эпоксидка что отвердитель оказались жутко вязкими.
Ждем сутки и начинаем очищать плату от клея и формочки.
Дальше уже сборка в корпус и тест на электроде. IGBT были если честно сомнительного качества. Брал с али. Но как оказалось сварка и на таких IGBT транзисторах работает исправно. Спалили пару электродов при 100А. Все нормально работает. P.S. У этих сварочных инверторов как я уже говорил идет повальный брак ТГР. У некоторых со временем портится сердечник ТГР у других из-за жестких условий эксплуатации(тупо перегрели). А все почему? Потому то материал сердечника дерьмо. Чуть что не так так сразу падает индуктивность и сварка испускает белый дым. Поэтому если у вас имеется такой аппарат то ОБЯЗАТЕЛЬНО ПОМЕНЯЙТЕ В НЕМ ЭТОТ ТГР(розовый квадратик)
Возможные неполадки в работе и их причины
Причины возникновения неполадок в работе инвертора могут возникнуть по причине:
Функциональные возможности сварочного инвертора.
Температурная деформация и напряжение на выходе устройства находятся в неразрывной связи. Из-за скачков напряжения изменяется температура горения дуги, металл либо не прогревается до необходимой температуры, либо сгорает, образуя шлак и поры. Способы устранения неполадок зависят от обнаруженной неисправности. Самой простой причиной может быть плохой контакт в соединениях сварочных кабелей с крокодилами и штекерами для подключения к инвертору. Он ведет к появлению деформаций при сварке. Обычно такой дефект проявляется в резких непериодических скачках сварочного тока, самопроизвольном затухании дуги, что может привести к некачественному соединению, деформации и напряжению при сварке деталей от неравномерного нагрева.
Принцип работы трансформатора в режиме холостого хода
Когда на обмотку прибора подают напряжение синусоиды, в ней возникает слабый ток, как правило, не превышающий 0,05-0,1 от номинального значения (это и есть холостой ток). Его создает обмоточная магнитодвижущая сила, именно из-за ее действия в замкнутом магнитопроводном элементе возникают ведущий магнитный поток (обозначается Ф) и рассеивающийся поток Ф1, замкнутый вокруг обмоточного тела. Значение магнитодвижущей силы равно произведению холостого тока на число обмоточных витков.
Как рассчитать потребление электрической энергии
Ведущий поток создает в приборе две электродвижущие силы: самоиндукционную у первой обмотки и взаимной индукции – у второй. Ф1 продуцирует у первой катушки ЭДС рассеяния. Она имеет очень небольшую величину, ведь создающий ее поток замыкается, по большей части, по воздушным массам, ведущий поток Ф – по магнитопроводу. Поскольку главный поток имеет гораздо большие масштабы, то и генерируемая им для первичной катушки электродвижущая сила тоже имеет намного большее значение.
Важно! Так как подаваемое напряжение имеет вид синусоиды, такие же характеристики имеют главный поток и создаваемые им обмоточные электродвижущие силы. Но по причине магнитного насыщения имеющийся в приборе поток непропорционален электротоку, создающему намагничивание, так что последний синусоидальным не будет
Практикуется замена его реальной кривой соответствующей ей синусоидой с таким же значением. Искажение тока связано с третьей гармонической составляющей (величина, определяемая вихревыми потоками и магнитопроводным насыщением).
На что рассчитывать
Основная масса инверторов рассчитывается на работу от сети, допускающей колебания до 15%. Это значит, что инверторы устойчиво работают до напряжения 187 В. Если ваша сеть не обеспечивает такой уровень напряжения, вам придется поискать инвертор, который допускает колебания до 25%. В случае провалов сетевого напряжения ниже допустимой нормы, инвертор работает неустойчиво, теряет мощность или отключается.
При Uх.х. менее 80 В приходится тщательнее выбирать марку применяемых электродов. Есть группа профессиональных электродов (УОНИИ, ЦЛ, ТМУ), которые для поджига дуги требуют не менее 80 В.
Продолжительность включения (ПВ)
Данный показатель характеризует отрезок времени непрерывной работы в 10-минутном периоде при определенной силе тока и температуре внешней среды. Например, показатель ПВ при t=20 С — 80 (45%). Это значит, что данный аппарат, при t=20 С и силе тока в 80 Ампер, способен непрерывно работать без перегрева в течении 4,5 минут и должен иметь перерыв в работе 6,5 минут. Рабочий период необязательно должен быть непрерывным, а может набираться по совокупности в течение 10-минутного интервала.
Практика показывает, что в сварочном процессе 80% рабочего времени занято подготовкой (передвижение детали, смена электродов, зачистка, откол шлака, перемещение самого сварщика относительно детали и т.д.) и только 20% приходится непосредственно на сварку.
Кроме основных характеристик существуют дополнительные показатели, которые помогут сделать выбор между моделями, на первый взгляд, схожими.
Как выбрать сварочный трансформатор
Гост р 51487-99. масла растительные и жиры животные. метод определения перекисного числа
При выборе оборудования, необходимо учитывать поставленные задачи и, исходя из этого, приобретать модель. Производятся приборы следующих классов:
- бытовые – для незначительных по объему работ в домашних условиях. Предполагает эксплуатацию в течение до 10 мин., после чего требуется перерыв. Величина сварочного тока не превышает 200 А;
- профессиональные – применяется при выполнении ремонтов конструкций и рассчитан на продолжительную работу. Показатели сварочного тока – от 200 до 300 А;
- промышленные – используются на производстве. Предполагают возможность непрерывной эксплуатации в течение суток с незначительными паузами. Производятся со сварочным током от 250 до 500 А.