Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
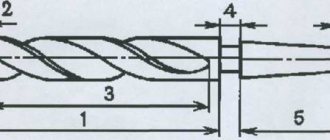
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Это интересно: Изготовление самодельного сверлильного станка из рулевой рейки
Виды
Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.
Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.
Свёрла по металлу конический хвостовик Р6М5 универсальные
Сверла по металлу HSS с коническим и хвостовиком — это спиральные сверла, изготовленные по DIN 345 (ГОСТ 10903-77). Рабочая часть выполнена в виде спиральных винтовых канавок, образующих режущие элементы – направляющие ленточки и главные режущие кромки. Инструмент с коническим хвостовиком используются на промышленном оборудовании. Изготовлены из быстрорежущей высокоуглеродистой стали с легирующими добавками: вольфрамом и молибденом. Угол заточки (угол при вершине) 118⁰. Выпускаются диаметром 5 — 100 мм.
Свёрла используются при работе с различными металлами: сталями прочностью до 900 H/мм2, чугуном, алюминием. Сверла применяются для получение сквозных и глухих отверстий, для рассверливания уже сформированных отверстий. Инструмент являются частью оснастки в вертикально-сверлильных и других металлообрабатывающих станках, в том числе с ЧПУ. Свёрла по металлу HSS востребованы в отраслях, использующих металлообработку: машиностроении, авто / авиа / судостроении, при производстве металлоконструкций и т.д. Важнейший показатель качества выполненной операции — точность сверления. Она зависит от оборудования и применяемого инструмента. Класс точности инструмента должен соответствовать требуемому квалитету точности отверстий. Сверла класса В применяются для отверстий 15-го квалитета точности.
Достоинства свёрл по металлу HSS:
• Высокая прочность Сохраняют твердость в холодном и перегретом состоянии, не деформируются. Прочность сплава HSS/P6M5 обеспечивает режущему инструменту стойкость к большому усилию, подаче и глубине резания, повышает производительность. • Универсальность Сверлом обрабатывают различные металлы. За счёт запаса под переточку возможно увеличение срок эксплуатации инструмента — подбором оптимальной остроты (угла при вершине) под марку материала. • Запас под переточку Для качественного сверления требуется инструмент, соответствующий по характеристикам и геометрическим параметрам. Сверла по металлу по мере эксплуатации изнашиваются и требуют заточки. Использование изношенных сверл неэффективно и травмоопасно. • Хороший отвод стружки Отвод стружки – важная составляющая процесса сверления. В этих сверлах отвод стружки осуществляется благодаря спиральной форме инструмента. Стружка автоматически поднимается по сверлу в процессе сверления. • Умеренные цены Инструмент выполнен из быстрорежущей стали HSS и в сравнении с твердосплавными аналогами не только механически устойчив, но и существенно дешевле. Это объясняется стоимостью материалов: технологический процесс получения твердосплавных сталей более трудоемкий и дорогой.
В нашем интернет-магазине можно купить сверла по металлу бюджетной серии с коническим и цилиндрическим хвостовиком в широком ассортименте.
Критерии выбора
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.
Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.
Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.
О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Виды отверстий в металле и как их сделать
Есть такие типы отверстий:
- Сквозные.
- Глухие.
- Глубокие.
- Половинчатые (неполные).
- Для внутренней резьбы.
- С большим диаметром.
Отверстия для резьбы требуют определения диаметров с допусками, которые установлены в ГОСТ 16093-2004.
Сквозные
Отверстия сквозного типа начинают пронизывать заготовку в полной мере и создают внутри нее проход. Особенностью процесса будет защита поверхности столешницы или верстака от выхода сверла за пределы заготовки, а это может повредить и само сверло, а снабдить заготовку таким «добром», как заусенец. Чтобы такого не было, потребуется придерживаться следующих способов:
- Применяйте в работе верстак с отверстием.
- Подкладывайте под деталь прокладку, сделанную из древесины или особый «сендвич», то есть дерево-металл-дерево.
- Подкладывайте под деталь брусок из металла с отверстием для свободного входа сверла.
- Уменьшайте скорость подачи на последнем этапе.
Кстати, последний метод обязательно нужен, если вы высверливаете отверстия «по месту», чтобы не повредить детали или поверхности, которые близко расположены. Отверстия в тоненьких листах металла следует вырезать перьевыми сверлами, потому что спиральные сверла могут повредить края заготовки.
Глухие
Такие отверстия будут сделаны на определенной глубине, а также не будут пронизывать заготовку насквозь. Следует отмерить глубину, и это можно выполнить одним из двух способов на выбор:
- Ограничивать длину сверла посредством втулочного упора.
- Ограничивать длину сверла посредством патрона, которая оснащен регулируемым упором.
- С использованием линейки, которая закреплена на стенке.
- Комбинирование нескольких способов сразу.
Не все, но некоторые станки снабжены системой автоматической подачи на определенную глубину, а после механизм просто останавливается. При сверлении может потребоваться пару раз оставить работу, чтобы удалось убрать стружку.
Сложные формы
Сделать отверстие в металле не так уж и сложно, но если речь идет о сложных формах – придется постараться. Те отверстия, которая расположены на краю заготовки (то есть половинчатые) можно сделать, если соединять гранями и зажимая тисками обе заготовки или прокладку и заготовку, а после просверливая полное отверстие. Прокладка обязательно должна быть выполнена из того материала, что и заготовка, которая подвергается обработке, потому что в противном случае сверло начнет уходить в сторону минимального сопротивления. Сквозное отверстие в уголке (то есть в профильном металлическом прокате) делают, зафиксировав заготовку в дисках с использованием деревянной подкладки.
Куда сложнее будет сделать сверление заготовки цилиндрической формы по касательной. Такой процесс будет разделен на две основные операции – подготовка перпендикулярной направляющей к отверстию площадки (зенковка или фрезеровка), а после непосредственно сверление. Создание отверстий в поверхностях, которые размещены под углом, тоже начинают с подготовки площадки, а после вставляют деревянную подкладку между плоскостями, создают треугольник и делают отверстие сквозь угол. Полые детали следует сверлить таким образом, чтобы полость была заполнена пробкой из древесины.
Отверстия с уступами будут получать при применении двух способов одновременно:
- Рассверливание – для этого потребуется высверливать отверстие на всю глубину при помощи сверла малого диаметра, а после на заданную глубину следует рассверлить сверлами с диаметром от меньшего к большему. Преимуществом такого способа является прекрасное центрированное отверстие.
- Уменьшаем диаметр. Для этого на заданную глубину потребуется просверлить отверстие с максимальным диаметром, а после сверла нужно поменять с последовательным уменьшением диаметра и углублением отверстий. При таком способе будет куда легче контролировать глубину всех ступеней.
Рассмотрим еще один способ.
Большой диаметр и кольцевое высверливание
Получение отверстия с большим диаметром в массивной по размеру заготовке и толщиной до 0.6 см будет затратным и трудоемким делом. Относительно небольшой диаметр – до 3 см (максимум 4 см), можно получать при помощи конусных, а в идеале ступенчато-конусных сверл. Для отверстий с большим диаметром (до 10 см) потребуются полые биметаллические коронки или даже коронки с твердыми сплавными зубчиками и центровочным сверлом. При этом обычно мастера рекомендуют германский ВОSСН, и особенно для твердого металла, к примеру, для стали.
Такой кольцевой способ высверливания будет менее энергозатратным, но при этом может быть дороже в финансовом плане. Кроме сверл очень важна мощность электрической дрели, а также должна быть возможность работать на низких оборотах. При этом чем толще обрабатываемый материал, тем сильнее будет хотеться делать отверстие на станке, а при большом числе отверстий в листе с толщиной больше 1.2 см стоит сразу же найти такую возможность. В заготовке из тонкого листа отверстие большого диаметра получают при помощи узкозубых коронок/фрез, которые закреплены на угловой шлифовальной машинке, но в последнем случая края оставляют желать лучшего.
Ступенчатое сверло 5-мм vs гетинакс. Рассверливаем, сохраняем соосность.
Ступенчатые сверла, на самом деле, гениальное изобретение в мире расходников. С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными. Давненько я делал обзор на ступенчатые дюймовые сверла , набор привлек меня универсальностью и чемоданчиком. Пользуюсь ими очень часто по древесным материалам, но есть определенные трудности, когда нужно не просто рассверлить отверстие соосно, но и сделать его определенной глубины под конкретный метрический диаметр. А как известно, глубина отверстия соответствует высоте ступени сверла, а сверла перовые, форстнера, как правило, не дюймовые, соответственно, отцентрировать их в отверстии, рассверленном дюймовым ступенчатым сверлом не очень-то получится.
Я не люблю ступенчатые сверла со стандартным шестигранным хвостовиком 6,3 мм, во-первых, он не силовой, во-вторых- нет надобности в нем. Поэтому заказ был сделан в пользу цилиндрического хвостовика.
Сверло приехало просто в пакете, и невооруженным глазом повреждений не испытало:
Качество изготовления хорошее, лазерная маркировка диаметров четкая. Одна фигня-цифры постоянно забиваются опилками, их приходится чистить в работе:
Диаметр хвостовика оказался 13 мм, имейте в виду, если у вас дрель с патроном до 10 мм, придется искать патрон до 13 мм. Хотя в хозяйстве дрель под 13 мм должна быть всегда.
Если сравнивать с дюймовым, то отличается покрытие, хвостовик короче и диаметр больше — 13 мм против 9,5 мм у дюймового. К тому же у дюймового мне хвостовик нравится наличием 3-х широких граней на нем:
Одно из применений, как я уже сказал, это рассверливание отверстий без нарушения соосности. Как пример, имеется центральное отверстие из-под коронки 6,3 мм:
Требуется рассверлить его с двух сторон на 15 мм и 12 мм на определенную глубину с сохранением соосности и аккуратности краев, например для посадки на вал:
Сделать это легко, я рассверливаю деталь ступенчатым сверлом до диаметра основного сверла:
Затем рассверливаю в глубину другим сверлом:
Ступенчатое сверло отлично подходит для получения различных углублений для крепежа:
Материал, который я сверлил в данном случае-текстолит- ПТ толщиной 16 мм (слоистый листовой прессованный материал на основе хлопчатобумажной ткани и термореактивного связующего)
Сверло конечно же не бьёт, сверлит чистенько. Разницы в качестве между дюймовыми и метрическим я не заметил.
В данном случае показано сверло с диаметрами 5-7-10-12-15-17-20-22-25-27-30-32-35 мм
Для полноты картины советую приобрести сверло 4-32 мм (4-6-8-10-12-14-16-18-20-22-24-26-28-30-32)
Я не стал его показывать, ибо одно и то же, а использовал в работе именно то, что в обзоре.
А также сверло 3-12 мм (3-4-5-6-7-8-9-10-11-12)
Это сверло будет отличным дополнением хотя-бы потому, что у него высота промежуточной ступени 5 мм, ну и шаг в 1 мм:
На этом все.
Классификация сверл
Вначале необходимо рассмотреть ряд общих рекомендаций. Итак, качественный и хороший инструмент обязан быть без сколов, трещин, царапин, вмятин и вообще не иметь явных внешних дефектов. Также важным фактором является цвет сверла, он может рассказать о многом. К примеру:
- Золотой яркий цвет – сверло прошло обработку нитридом титана. Это необходимо для продления срока эксплуатации инструмента.
- Простой стальной серый оттенок – сверло никакой обработке не подвергалось.
- Желто-бронзовый цвет – сверло прошло обработку для снятия напряжение металла.
- Черный цвет – сверло прошло обработку перегретым паром для повышения прочность инструмента.
Зачастую электродрель можно приобрести с уже укомплектованным набором сверл по дереву. Но вот только эти изделия представляют собой только один тип. Отличие только в длине и диаметре. Потому нужно заниматься подбором инструмента для определенных задач самому. Особенно это касается винтовых сверл большого диаметра.
Достоинство и недостатки
Сегодня на рынке можно встретить винтовые сверла сечением 10–60 миллиметров. Нужно сказать, что у перьевого инструмента есть ряд недостатков, в отличие от других сверл по дереву. Основной недостаток – это отсутствие вывода для стружки, что делает процесс сверления довольно неудобным, когда необходимо работать с ДВП или тонким деревом.
Чаще всего перьевые сверла оборудованы шестигранным хвостовиком, благодаря которому они надежно крепятся в патроне. Этот инструмент отлично подходит, если вы делаете округлую выборку для крепежа стенок или отверстие под замок в двери. При этом перьевые модели намного дешевле, чем винтовые.
Во время использования этих инструментов специалисты советуют устанавливать скорость поворота стержня на электродрели не больше 1200–1600 об/мин. В случае, когда у вас винтовое изделие, и вы работаете с мягким деревом – скорость можно повысить до 2200 об/мин.
Что должен иметь хороший бор по дереву
В любом наборе для обработки дерева обязано быть винтовое сверло, оно сегодня представлено в большом ассортименте (3–55 миллиметра в диаметре). Хороший бор винтовой формы обязан иметь остро наточенный наконечник, за счет которого которому он обеспечивает хорошее сверление и надежное прилегание к поверхности дерева.
Не забывайте, что боры сечением более 10 миллиметров должны быть оборудованы шестигранным хвостовиком. Он не допустит во время работ проворачиваться сверлу. Также не нужно забывать про то, что
для работы с мелкими изделиями (до 12 мм) из мягкого дерева, нужно устанавливать не больше 1850–1950 об/мин. Если твердая древесина – не больше 550–900 об/мин.
Большинство профессионалов, соблюдают правило: «чем больше диаметр буравчика, тем ниже нужна скорость сверления». Если придерживаться этого правила, то инструмент вам прослужит гораздо дольше.
Все знают, что дерево довольно рыхлый и очень часто мягкий материал. Чаще всего в древесине проделывают сквозные или глухие отверстия. Для выполнения щелей в неотвесных системах вполне подходят сверла по металлу. Но для работы с мебельными предметами или для других трудоемких работ необходим набор специальных сверл.
Даже когда ваша электрическая дрель имеет высокую мощность – ей будет довольно сложно сделать отверстие в дереве инструментом, у которого сечение больше 20 мм. Тем более, когда дерево из твердых пород, а проделывать отверстие нужно в торце. В каждом определенном случае необходимо выбирать оптимальный бор.
Глубокое сверление
Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Это интересно: Шабер слесарный: назначение и виды инструмента для шабрения
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.