Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Это интересно: Изготовление самодельного сверлильного станка из рулевой рейки
Сверла для глубоких отверстий.
При глубоком сверлении условия работы сверла резко ухудшаются — затрудняется отвод стружки, охлаждение режущей части, уменьшается жесткость сверла.
К глубоким отверстиям (отверстия шпинделей станков, каналы в валах и т.д.) предъявляются обычно высокие требования в отношении чистоты поверхности, прямолинейности оси отверстия, соосности отверстия и наружных поверхностей, отсутствия овальности и конусности на всей длине, точности — в пределах между 2 и 3-м классами.
Для удовлетворения этих требований работу обычно ведут на специальных токарно-сверлильных станках, причем, как правило, вращение получает обрабатываемая заготовка, а сверло — подачу. Иногда заготовка получает вращение, а сверло — вращение и подачу.
Сверла для глубоких отверстий по их назначению делятся на:
- ружейные;
- пушечные;
- шпиндельные.
По конструкции сверла для глубокого сверления делятся на:
- сверла двухстороннего резания;
- сверла одностороннего резания;
- кольцевые (трепанирующие) головки.
Сверла для глубоких отверстий не стандартизованы и изготовляются по ведомственным нормалям.
Сверла двухстороннего резания изготовляются следующих типов:
- спиральные удлиненные с подводом охлаждающей жидкости по каналам;
- спиральные составные с внутренним отводом стружки;
- шпиндельные (пластинчатые) сверла.
Спиральные сверла удлиненные двухстороннего резания с внутренним подводом охлаждающей жидкости имеют по два спиральных отверстия, идущих по всей длине режущей части сверла. Расстояние между этими отверстиями к хвостовой части уменьшается для возможности соединения их с центрально расположенным отверстием хвостовой части. Охлаждающая жидкость подводится через отверстие в торце хвостовой части.
Спиральные сверла двухстороннего резания с внутренним отводом и наружным подводом охлаждающей жидкости — эти сверла обеспечивают большую производительность, чем сверла с внутренним подводом охлаждающей жидкости.
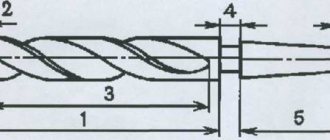
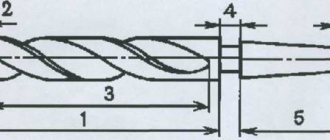
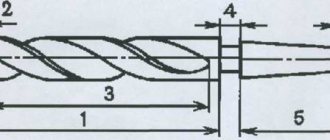
Для исключения вредного влияния перемычки применяют сверла с отверстием диаметром d в центре сверла. При работе таким сверлом образуется так называемый нулевой стержень, который выходит вместе со стружкой. Для устранения заедания нулевого стержня в центральном отверстии необходимо, чтобы этот стержень имел диаметр меньший, чем диаметр центрального отверстия. Это достигается смещением оси центрального отверстия относительно оси сверла на 0,2 — 0,3мм. Однако при наличии нулевого стержня значительного диаметра затрудняется удаление стружки, так как по мере увеличения глубины сверления нулевой стержень поступает в отверстие стебля, где происходит запутывание его со стружкой, стружечное отверстие забивается, и отвод стружки прекращается. Получить же нулевой стержень малого диаметра 0,8 — 1мм, который обламывался бы под действием завивающейся стружки, затруднительно. Для поломки и свободного удаления нулевого стержня вместе со стружкой рекомендуется применять сверла с центральным отверстием в сердцевине и с уступом в 18-20° для ломания нулевого стержня.
Рис.1 Сверло для глубокого сверления, двухстороннего резания, с центральным отверстием для образования нулевого стержня и уступом 18° для его излома.
Рис.2 Сверла спиральные для глубокого сверления с отверстиями для внутреннего подвода охлаждающей жидкости.
Рис.3 Сверло для глубокого сверления, двухстороннего резания, с внутренним отводом охлаждающей жидкости и стружки.
Рис.4 Геометрические параметры сверл двухстороннего резания для глубокого сверления отверстий.
Рис.5 Сверло для глубокого сверления, двухстороннего резания, с центральным отверстием для образования нулевого стержня.
Похожие статьи:
- Отверстия диаметром свыше 75 до 100мм целесообразно сверлить кольцевыми (трепанирующими) головками с оставлением центрального стержня, который удаляется после окончания сверления. Рис.1.Сверла для глубокого кольцевого сверления: а — Кольцевая головка; б — головка для глубокого кольцевого сверлени…
«>Кольцевые (трепанирующие) головки
- Сверла ружейные применяются для сверления стволов ружей и других глубоких отверстий небольшого диаметра. Рис.1.Ружейное сверло с наружным отводом стружки. На Рис.1. показано сверло для отверстий диаметром 3-17мм. Сверло состоит из рабочей части 1 и стебля 2. Рабочая часть представляет собой труб…
«>Сверла ружейные
- Ложечные сверла, или «ложки», применяются для сверления отверстий диаметром 25-100мм в сплошном материале. Ложечные сверла бывают с наружным и с внутренним отводом стружки. Ложка с наружным отводом стружки (Рис.1) имеет стебель 1, к которому под углом 30° прикреплен болтом 2 резец 3. Для направле…
«>Ложечные сверла.
- Лопаточные (пушечные) сверла (Рис.1) применяются для рассверливания предварительно просверленных отверстий. Сверло представляет собой стержень, один конец которого срезан и образует переднюю поверхность в виде лопатки с углом Υ=0°, а задняя поверхность заточена под углом α= 10°/20°. Иногда сверло сн…
«>Сверла одностороннего резания для глубоких отверстий.
- Шпиндельные (перовые) сверла для глубокого сверления применяются для обработки отверстий гидроцилиндров, отверстий в шпинделях станков и др. Рис.1.Шпиндельное сверло для глубокого сверления. На Рис.1 показано перовое сверло с головкой со спиральными канавками и двумя направляющими ленточками. Ох…
«>Шпиндельные (перовые) сверла для глубокого сверления
Архив новостей:
- Сверла оснащенные пластинками твердого сплава, по сравнению с обычными сверлами имеют меньшую длину рабочей части, большой диаметр сердцевины и меньший угол наклона винтовой канавки. Рис.1 Спиральное сверло, оснащенное пластинкой твердого сплава. Рис.2 Спиральное сверло, оснащенное твердым …
«>Сверла оснащенные пластинками твердого сплава.
- Сверла спиральные с цилиндрическим хвостовиком. Спиральные сверла с цилиндрическим хвостовиком выпускаются четырех типов: правые длинные по ГОСТу 886-41; правые короткие по ГОСТу 887-43; правые с укороченной рабочей частью по ГОСТу 4010-52; левые для автоматов по ГОСТу 2090-43. Размеры эти…
«>Основные типы спиральных сверл. Сверла спиральные с цилиндрическим хвостовиком.
- По конструктивному оформлению режущей части сверла делятся на перовые, сверла с прямыми канавками, сверла спиральные (с винтовыми канавками) для глубокого сверления и центровочные. Перовые сверла. Конструкция перового сверла показана на Рис.1 и значение углов — в таблице 1. Таблица 1.Геометрическ…
«>Типы сверл, их назначение и конструкция
- Элементы сверл. Элементы сверл показаны на Рис.1, а и б. Та часть поверхности винтовой канавки, которая воспринимает давление сходящей стружки, называется передней поверхностью. Торцовая поверхность зуба сверла называется задней поверхностью и обычно выполняется в виде конической или винтовой пове…
«>ОБРАБОТКА ОТВЕРСТИЙ | Сверление
Daoist Yoga
Виды
Существуют следующие виды режущего инструмента, которые используются для выполнения глубоких и очень точных отверстий:
- пушечное – на рабочей части инструмента есть канавка, выполненная в виде буквы V; она необходима для того, чтобы отводить из отверстия отработанную металлическую стружку;
- эжекторное – этот инструмент применяется для станков, у которых режущий элемент расположен в горизонтальном направлении;
- ружейное – вариант, который оснащен пластинами из твердосплавной стали, которые располагаются на промежуточных и основных режущих пластинах;
- ружейные – с режущими частями и поверхностями, выполненными из стали и твердых сплавов;
- ружейные – у которых твердосплавные режущие пластины закреплены на корпусе методом пайки;
- спиральные – имеющие хвостовик, который представлен в форме цилиндрического строения.
Ружейные и пушечные сверлильные инструменты являются однорезцовым вариантом. Благодаря им можно просверлить отверстие, параметры которого по диаметру находятся в диапазоне от 0,5 мм до 10 см.
При работе сверло нагревается, остудить его можно путем подачи смазочно-охлаждающей жидкости в специальное пространство, расположенное внутри рабочей части сверла. Ружейные и пушечные сверла, пластины для резки у которых изготовлены из стальных твердых сплавов, имеют рабочий хвостовик с конфигурацией в виде конуса. Такая форма направляет режущий инструмент более точно в область выполнения сверления.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Принцип работы эжекторным сверлом
Критерии выбора
Размерные параметры и технические характеристики ружейных и пушечных сверлильных инструментов регламентируются стандартами ГОСТ, согласно которому эти сверла относятся к изделиям длинной серии. Использование сверла возможно только на специальном станке, предназначенном для выполнения глубокого сверления. При выборе конструкции сверла нужно учитывать требуемые параметры отверстия – его диаметр и длину. Для качественного выполнения задачи большое значение имеет скорость подачи сверла, а также тип его хвостовой части.
Основными рекомендациями, учитываемыми при выборе сверлильного инструмента, являются следующие:
- при выполнении отверстия, длина которого будет составлять более 400 мм, рекомендуется применять 2 сверла с различными показателями размерности; сначала нужно воспользоваться инструментом, размер которого составляет 9,95 на 800 мм, а затем отверстие расширяют сверлом, размер которого чуть больше и составляет 10 на 400 мм;
- если во время сверления металл дает длинный тип стружки, нужно выбирать режущий инструмент, имеющий длинные и полированные канавки для ее отвода;
- если требуется обрабатывать мягкие сплавы металла, например, алюминий, то следует применять режущий инструмент, в конструкции которого предусмотрено одно режущее лезвие, заточенное под углом 180°;
- содержание смазочного компонента в охлаждающей жидкости должно быть на уровне не менее 10% от общего объема этого состава;
- если обработке подвергается мягкий материал, то выходить на предельные скоростные обороты сверла необходимо поэтапно и делать это нужно в 3 приема; кроме того, отверстие выполняется также поэтапно – сначала делается пилотное сверление инструментом меньшего диаметра, а затем сверлом нужного размера отверстие расширяется;
- при смене одного диаметра сверла на другой размер остановить вращение инструмента можно при помощи включения на 1–2 секунды подачи под высоким давлением смазочно-охлаждающего состава; после выполнения отверстия по заданным параметрам сверло отключают, переставая подавать в его отверстие охлаждающий состав.
Чтобы правильно выбрать сверло для выполнения глубоких отверстий, важно учитывать не только его размеры, равные размерам отверстия, но и характеристику металлического сплава, а также тип сверлильного оборудования, на котором будут выполняться работы.
Начинать работу нужно на минимальных скоростях вращения сверла, при этом важно с самого начала обеспечить для него подачу смазочно-охлаждающей жидкости.
О том, как выполняется сверление глубоких отверстий ружейными сверлами HAMMOND, смотрите далее.
Сверла для глубокого сверления – пушечные, ружейные, эжекторные
Пушечное сверло представляет собой инструмент, при помощи которого выполняется сверление сквозных и глухих отверстий, отличающихся значительной глубиной. Отверстия данного типа выполняются в валах различного назначения, в шпинделях, а также в других деталях, характеризующихся значительной длиной. С этой целью используются не только пушечные сверла, но и, в частности, однокромочные и двухкромочные сверла с внутренним отводом стружки. Сверление с помощью последних отличается невысокой производительностью, но при этом выполняемые глубокие отверстия характеризуются высокой чистотой, точностью геометрических параметров и прямолинейностью.
Процесс глубокого сверления на токарно-фрезерном центре
Особенности сверления глубоких отверстий
Сверление называется глубоким в том случае, если глубина выполняемого отверстия превышает пять его диаметров. Данная технологическая операция отличается высокой сложностью и трудоемкостью, а главным условием ее качественного выполнения является эффективное охлаждение используемого инструмента, которое, как правило, осуществляется под давлением.
Чтобы качественно и точно выполнить глубокое сверление, очень важно обеспечить правильное направление инструмента в самом начале обработки. Для этого используют специальную кондукторную втулку или осуществляют такую процедуру по предварительно выполненному отверстию меньшего диаметра.
В силу технических сложностей глубокое сверление следует выполнять на специальном оборудовании
Сверло, используемое для глубокого сверления, нельзя вращать на полных оборотах вне самой обрабатываемой детали: это может привести к смещению режущей части с требуемой траектории. Кроме того, при сверлении глубоких отверстий с помощью длинного сверла создаются неблагоприятные условия для отвода стружки из зоны обработки, что также может привести к уводу инструмента от заданного направления.
Типы сверл для глубокого сверления
В качестве сверл для глубокого сверления могут быть использованы:
- спиральные с цилиндрическим хвостовиком, параметры которых регламентирует ГОСТ 886-77 (по своей конструкции спиральные сверла с цилиндрическим хвостовиком относятся к инструментам длинной серии, при помощи которых создают отверстия с глубиной, превышающей величину, равную 15 диаметрам);
- ружейные, режущая часть которых полностью выполнена из твердого сплава;
- ружейные, на режущей части которых твердосплавные пластины фиксируются при помощи пайки;
- ружейные, оснащенные не только основными, но и промежуточными твердосплавными пластинами;
- эжекторные, которые используются для выполнения глубокого сверления на станках с горизонтальным расположением режущего инструмента;
- пушечные, на поверхности которых имеется V-образная канавка, предназначенная для удаления стружки (обработка при помощи сверл данного типа является устаревшим методом получения глубоких отверстий).
Сверла для глубокого сверления
Ознакомиться с требованиями ГОСТ к сверлам длинной серии можно, скачав документ в формате pdf по ссылке ниже. ГОСТ 886-77 Сверла спиральные с цилиндрическим хвостовиком. Длинная серия. Основные размеры Скачать
Спиральные сверла с цилиндрическим хвостовиком, производимые в соответствии с требованиями, которые приводит ГОСТ 886-77, отличаются удлиненной рабочей частью. В соответствии с положениями вышеуказанного стандарта от 77-го года, такой удлиненный инструмент может полностью изготавливаться из быстрорежущей стали или оснащаться режущими пластинами, выполненными из твердого сплава.
ГОСТ 886 от 77-го года также оговаривает, что охлаждение сверл данного типа может обеспечиваться за счет не только наружного, но и внутреннего подвода СОЖ. Спиральные сверла, как указывает ГОСТ 886-77, могут производиться не только с цилиндрическим хвостовиком, но и с хвостовиками конического типа. Сам процесс глубокого сверления, осуществляемый посредством таких сверл, может выполняться как с их периодическим извлечением из выполняемого отверстия, что необходимо для удаления из него образовавшейся стружки, так и без выполнения такой процедуры. Если сравнивать спиральные сверла с ружейными и пушечными, то при использовании первых производительность сверления повышается практически в 8 раз.
Примеры рабочих головок ружейных сверл
Пушечные и ружейные сверла относятся к инструментам однорезцового типа, при помощи которых можно создавать глубокие отверстия с диаметрами, находящимися в интервале 0,5–100 мм. Охлаждение сверл данного типа осуществляется через отверстие, выполненное в их внутренней части, а стружка, образующаяся в процессе обработки, отводится при помощи специальной канавки, выполненной на их наружной поверхности. Пушечные и ружейные сверла, оснащенные режущими твердосплавными пластинами, отличаются конической конфигурацией рабочей части, что обеспечивает лучшее направление инструмента в зону выполнения обработки.
Эжекторные сверла относятся к более современным средствам глубокого сверления. За счет отсутствия стружечных канавок на их наружной поверхности они отличаются высокой жесткостью.
Принцип работы эжекторным сверлом
Как правильно выбрать инструмент
Выбирая сверла для глубокого сверления, следует учитывать целый ряд факторов:
- диаметр и глубину отверстия, которое необходимо выполнить;
- характеристики обрабатываемого материала;
- тип оборудования, которое будет использоваться для выполнения обработки.
Схема расчета длины сверла при работе на универсальном станке
Следует иметь в виду, что аппарат, на который будет устанавливаться такое сверло, должен быть предназначен именно для глубокого сверления.
Перед началом сверления следует выбрать оптимальную скорость вращения и подачи режущего инструмента, а также обеспечить его эффективное охлаждение. Для обработки материалов, которые в процессе их резания образуют длинную стружку, лучше всего использовать сверло с полированными стружечными канавками.
Сверла ружейные могут быть одно- или двухстроннего резания
Этапы технологии
Сам процесс глубокого сверления отверстий выполняется в следующей последовательности.
- В первую очередь с допуском H8 выполняют пилотное отверстие.
- Инструмент, вращающийся с небольшой частотой, подводят к поверхности обрабатываемой заготовки.
- Включают требуемую частоту вращения сверла и скорость его подачи, обеспечивают подачу СОЖ в зону обработки.
- Отверстие сверлят на требуемую глубину без отвода инструмента.
- Если для глубокого сверления используется очень длинный инструмент, то первые 25 мм глубины отверстия обрабатывают на пониженных режимах резания – 75% от номинальных.
- После достижения требуемой глубины сверления отключают подачу СОЖ в зону обработки.
- Инструмент после окончания сверления ускоренно выводят из зоны обработки и останавливают его вращение.
Существует еще несколько технологий сверления глубоких отверстий, но выше приведена наиболее распространенная из них, которая используется в большинстве случаев.
met-all.org
Ступенчатое сверло 5-мм vs гетинакс. Рассверливаем, сохраняем соосность.
Ступенчатые сверла, на самом деле, гениальное изобретение в мире расходников. С одной стороны, они позволяют сверлить отверстия довольно большого диаметра при фиксированном хвостовике, не меняя сверла, с другой-такое сверло самоцентрируется уже по первому отверстию, поэтому все последующие получаются соосными. Давненько я делал обзор на ступенчатые дюймовые сверла , набор привлек меня универсальностью и чемоданчиком. Пользуюсь ими очень часто по древесным материалам, но есть определенные трудности, когда нужно не просто рассверлить отверстие соосно, но и сделать его определенной глубины под конкретный метрический диаметр. А как известно, глубина отверстия соответствует высоте ступени сверла, а сверла перовые, форстнера, как правило, не дюймовые, соответственно, отцентрировать их в отверстии, рассверленном дюймовым ступенчатым сверлом не очень-то получится.
Я не люблю ступенчатые сверла со стандартным шестигранным хвостовиком 6,3 мм, во-первых, он не силовой, во-вторых- нет надобности в нем. Поэтому заказ был сделан в пользу цилиндрического хвостовика.
Сверло приехало просто в пакете, и невооруженным глазом повреждений не испытало:
Качество изготовления хорошее, лазерная маркировка диаметров четкая. Одна фигня-цифры постоянно забиваются опилками, их приходится чистить в работе:
Диаметр хвостовика оказался 13 мм, имейте в виду, если у вас дрель с патроном до 10 мм, придется искать патрон до 13 мм. Хотя в хозяйстве дрель под 13 мм должна быть всегда.
Если сравнивать с дюймовым, то отличается покрытие, хвостовик короче и диаметр больше — 13 мм против 9,5 мм у дюймового. К тому же у дюймового мне хвостовик нравится наличием 3-х широких граней на нем:
Одно из применений, как я уже сказал, это рассверливание отверстий без нарушения соосности. Как пример, имеется центральное отверстие из-под коронки 6,3 мм:
Требуется рассверлить его с двух сторон на 15 мм и 12 мм на определенную глубину с сохранением соосности и аккуратности краев, например для посадки на вал:
Сделать это легко, я рассверливаю деталь ступенчатым сверлом до диаметра основного сверла:
Затем рассверливаю в глубину другим сверлом:
Ступенчатое сверло отлично подходит для получения различных углублений для крепежа:
Материал, который я сверлил в данном случае-текстолит- ПТ толщиной 16 мм (слоистый листовой прессованный материал на основе хлопчатобумажной ткани и термореактивного связующего)
Сверло конечно же не бьёт, сверлит чистенько. Разницы в качестве между дюймовыми и метрическим я не заметил.
В данном случае показано сверло с диаметрами 5-7-10-12-15-17-20-22-25-27-30-32-35 мм
Для полноты картины советую приобрести сверло 4-32 мм (4-6-8-10-12-14-16-18-20-22-24-26-28-30-32)
Я не стал его показывать, ибо одно и то же, а использовал в работе именно то, что в обзоре.
А также сверло 3-12 мм (3-4-5-6-7-8-9-10-11-12)
Это сверло будет отличным дополнением хотя-бы потому, что у него высота промежуточной ступени 5 мм, ну и шаг в 1 мм:
На этом все.
Глубокое сверление
Вид механической обработки черных металлов путем резания отверстий вращающимися механизмами называют сверлением.
Различают простое и глубокое сверление.
Во втором случае глубина отверстия должна быть более 10 см., или размером вглубь более 5 исходных диаметров (5*d). При помощи сверл получают отверстия различной глубины и диаметра или многогранного сечения.
Это интересно: Шабер слесарный: назначение и виды инструмента для шабрения
Обработка заготовки с целью ее сверления может производиться несколькими способами:
- Заготовка вращается, при этом одновременно производится продольная подача не вращающегося сверлильного инструмента;
- Заготовка не вращается, зафиксирована;
- Одновременное вращение заготовки и инструмента.
Все эти способы широко применяются на практике. Наибольший спрос на процесс глубокого сверления есть в следующих сферах: металлургия, производство труб, нефтегазовая и аэрокосмическая промышленность, выпуск плит теплообменников и бойлеров и многие другие. Наиболее часто применяют следующие детали с глубокими отверстиями: роторы, валы, оси, втулки, гильзы, цилиндры, бандажи, металлические скорлупы и многое другое.