Газовая или ацетиленовая сварка подразумевает наличие двух компонентов сразу ацетилена (C2H2) и кислорода (O2), хотя в некоторых случаях вместо C2H2 применяют водород, пропан или бутан. Действует это так: когда факел от горения смешанных веществ оплавляет края стыкуемых элементов и присадочного материала, образуется жидкая сварочная ванна, которая после остывания образует шов. Диаметр присадочного прутка подбирают в соответствии с толщиной обрабатываемого металла. На сегодняшний день метод кислородно-ацетиленовой сварки широко применяется в машиностроении, авиации, судостроении, а также на любых мелких и крупных предприятиях лёгкой и тяжелой промышленности.
В процессе работы с ацетиленовой горелкой Источник svarkaved.ru
Достоинства
Почему именно ацетилен основной газ при газовой сварке металлов? Температура его горения превышает градус плавления стали и других материалов. При высокой квалификации газосварщика, выгода ацетиленовой сварки заключается в большой производительности при небольших затратах на газ и материалы. Остальные плюсы и минусы рассмотрим ниже.
Главным преимуществом ацетилено-кислородной сварки является мобильность и контроль за сварочными работами. Есть и другие преимущества:
- при ацетиленовой сварке баллоны легко транспортируются на тележке. Удобно варить неповоротный шов, при небольшом расстоянии до стены. В этом случае не требуется делать операционный стык;
- с помощью газовой горелки можно проводить неразъемное соединение металлов с различными температурами расплава. Осуществляя регулировку силы и вида пламени, можно добиться оптимальных условий ацетиленовой сварки;
- при сваривании деталей небольшой толщины из конструкционной стали, меди, чугуна, латуни ацетиленовый способ незаменим;
- можно повысить качество шва путем использования проволоки из легирующей стали или других добавок.
Осуществляя регулировку температуры нагрева, можно предотвратить сильную деформацию конструкции и стыка. При этом достигается еще и оптимальная скорость сваривания металлов.
Особенности
Ацетилено кислородная сварка имеет свои особенности, которые обязательно нужно учитывать перед началом работ. Прежде всего, качество готового шва зависит от трех компонентов: мощности пламени, угла сварки и диаметра присадочной проволоки. Давайте подробнее остановимся на каждом из них.
Мощность пламени газовые горелки для сварки должна выбираться исходя из свойств металла, который вы собираетесь варить. Пользуйтесь простым правилом: у толстой детали высокая теплопроводность и температура плавления, значит для нее необходима большая мощность пламени. С тонкой деталью все с точностью наоборот. Но учтите, что тем больше мощность пламени, тем больше расход газа.
Профессионалы обычно высчитывают оптимальную мощность с помощью формулы, но для новичков этот метод может показаться сложным. Поэтому просто дадим свои рекомендации касаемо оптимальных значений мощности для каждого типа металла. Ниже вы можете видеть рекомендуемые номера наконечников в соответствии с толщиной металла. Именно с помощью наконечника регулируется мощность. Она имеет свою ЕИ — литры в час (л/ч).
Теперь поговорим об угле наклона горелки. Угол наклона так же зависит от толщины металла. Для сварки металла толщиной от 1 до 155 миллиметров рекомендуем угол от 10 до 80 гарусов соответственно. Увеличивайте угол, если металл толще. Чтобы деталь хорошо прогрелась (не важно, какой она толщины) нужно в начале сварки держать горелку под углом в 90 градусов.
Также присадочная проволока используется для сварки. Ее диаметр наравне с мощностью пламени и углом наклона горелки влияет на качество шва. Здесь все то же самое, диаметр подбирается исходя из толщины металла. Просто узнайте, сколько миллиметров толщина вашей детали, поделите пополам это значение и прибавьте один миллиметр, таков будет диаметр проволоки.
Отдельно хотим рассказать вам о способах ведения горелки. Ее можно вести на себя или от себя. Если вы будете вести на себя, то сначала должна двигаться горелка, а вслед за ней присадочная проволока. Так пламя будет равномерно разогревать металл и формировать сварочную ванну. Старайтесь держать горелку под углом 45 градусов. Траектория движения — кругом или полукругом. Присадочную проволоку нужно подавать следом, прямо в сварочную ванну.
Недостатки
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
- при нагреве образуется большая площадь с изменениями в свойствах материала, поэтому ацетиленовая сварка не применяется в машиностроении;
- при соединении деталей толщиной более 5 мм газосварку лучше заменить ручной или полуавтоматической электросваркой;
- соединение высокоуглеродистой стали не для кислородно-ацетиленовой сварки;
- при соединении внахлест, металл будет значительно деформироваться, и в нем будут образовываться участки со значительным напряжением;
- требует повышенных затрат на материалы и оборудование, по сравнению с электродуговым типом сварки.
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Горелка для сварки ацетиленом
Газосварка ацетиленом, а точнее, ее качество, зависит от горелки. От точного ее выбора по размерам, от грамотной подачи газов в ее полость. Что касается размеров, то горелки маркируются от нуля до пяти. В этом случае «0» является самым малым размеров, соответственно «5» – самым большим. Здесь в основном имеется ввиду размер отверстия. И чем больше он, тем шире будет сварочный шов после сварки, соответственно и больше будет расход газовой смеси.
Поэтому, начиная варить металлические заготовки ацетиленом, нужно в первую очередь убедиться, что наконечник (его номер) соответствует форсунке, через которую будет подаваться горючая газовая смесь.
Инструменты и материалы
Для ацетиленовой сварки потребуется вполне доступное и относительно недорогое оборудование. Ранее для получения газа применялись газовые генераторы, но сейчас более распространен баллонный ацетилен.
Баллон окрашен в белый цвет. Для поддержания горения используется баллонный кислород. Как правило, их перевозят на специальных тележках.
В зависимости от толщины свариваемого металла предусмотрено использование нескольких размеров горелки и сопла. Самый маленький размер, который может иметь горелка – нулевой, а самый большой – пятый.
При необходимости сильного нагрева толстого металла используется наибольший номер с отверстием, позволяющим подавать газовую смесь в сварочную ванну и обеспечивающую нормальный прогрев стыка.
К горелке подходят шланги с ацетиленом и кислородом. Крепятся с помощью резьбового соединения.
Редукторы позволяют регулировать подачу газа и понижать давление газа, поступающего из баллона. Давление в кислородном баллоне порядка 150 атм. К тому же редукторы защищают баллон от обратного удара.
В зависимости от вида свариваемого материала, присадочная проволока может выполняться из стали или других металлов с добавлением легирующих добавок. Они улучшают качество шва. Для ацетиленовой сварки стальных водопроводных труб используют оббитые электроды для ручной электросварки, но это более дорогой вариант.
Здоровье и безопасность
При использовании газокислородных процессов выполняются все требования по безопасности, которые предусмотрены правилами обращения с газами, работы в условиях повышенных температур и загазованности производственных помещений.
Для защиты от тепловых, механических и других воздействий применяются индивидуальные средства (теплозащитные одежда, обувь, нарукавники, нагрудники из огнестойкого мягкого материала). Защита органов дыхания осуществляется при помощи приточно-вытяжной вентиляции общего назначения, а также респираторов и противогазов. Для защиты глаз от действия лучистой энергии, а также искр и брызг расплавленного металла применяют специальные очки со светофильтрами или защитными очками с бесцветными стеклами.
Технологический процесс газосварки
Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
На горелке открываем вентиль подачи ацетилена и поджигаем газ. Затем постепенно открывая кислородный вентиль, регулируем пламя. Для сваривания черных металлов наиболее часто применяется нейтральное пламя горелки. Сам факел состоит из трех, хорошо видимых невооруженным глазом, частей.
Голубой цвет с незначительным зеленоватым отливом имеет ядро, которое расположено внутри пламени.
Далее идет рабочая область, отвечающая за нагрев и качество шва в процессе ацетиленовой сварки. Это восстановительное пламя и оно, как правило, светло-голубого цвета.
Самая большая часть – это факел горелки. Он отвечает за нагрев металла.
Для настройки нейтрального пламени, необходимо прислонить горелку к любой металлической поверхности и отрегулировать его вентилями подачи газа. Ядро не должно быть очень большим, а восстановительное пламя регулируется до определенного цвета.
Сначала выставляется размер факела. Это делается подачей ацетилена. Затем постепенно увеличивая подачу кислорода, добиваемся нормального пламени.
При этом не следует делать очень мощное пламя. Оно увеличит не только скорость ацетиленовой сварки, но и повысит количество прожогов и подрезов шва. Поэтому регулировка – это одна из основных операций, которая облегчает выполнение сварочных работ.
Нельзя выставлять длинный и оранжевый цвет факела. Такое горение будет снижать качество шва, внося в сварочную ванну избыток углерода.
Технология газовой сварки
Как уже было сказано, сварка ацетиленом и техническим кислородом осуществляется путем смешивания этих газов (C2H2 хорошо горит, а O2 – идеально поддерживает горение) и воспламенения для нагрева обрабатываемых поверхностей. Кислород здесь, по сути, выполняет две функции:
- Образующийся в генераторе C2H2 имеет малое давление на выходе из резервуара, но его подхватывает струя кислорода и увлекает в горелку.
- Когда сварщик поджигает смесь у сопла, у него есть возможность регулировать мощность факела барашковым краном, отвечающим за подачу кислорода, поддерживающего процесс горения.
Такую емкость для газовой сварки можно купить в строительном магазине Источник all.biz
Основные способы ведения горелки и присадочного материала
Специалисты применяют два способа ведения инструмента: «от себя» и «на себя».
При ведении от себя впереди горелки располагается проволока. Такой метод применяется при сваривании конструкций больших по толщине. В этом случае расплавленный металл деталей и присадки одновременно заполняет сварочную ванну.
Этот способ требует от сварщика обеспечения равномерного перемешивания основного и присадочного металла. При недостаточном количестве расплава проволоки шов получается ослабленным.
При способе ацетиленовой сварки «на себя» первой идет горелка, и при расплавлении основного металла в ванночку добавляется металл с проволоки. Здесь надо правильно расположить горелку.
Она должна идти под острым углом по отношению к деталям. Этот способ наиболее прост. Надо разогреть металл, снять с проволоки каплю и растянуть ее по шву. По этому принципу формируется катет шва.
Для большего удобства и предохранения образования прожогов, горелку ведут либо полумесяцем или круговыми движениями.
Большую роль в качестве соединения играет правильная стыковка деталей, отсутствие больших зазоров при сварке тонких листов или труб. Следует помнить – перед ацетиленовой сваркой детали необходимо прихватить в нескольких местах. На трубах небольшого диаметра, прихватки делаются примерно через 1200.
На проведение сварочных работ оказывает влияние и характеристики свариваемого металла.
Электрогазосварка
Существует несколько способов сварки.
Способы сварки, при которых свариваемые кромки деталей доводятся до плавления, называются сваркой плавлением. К ним относятся: дуговая сварка (ручная и автоматическая) и газовая сварка.
Способы сварки, при которых свариваемые части деталей доводят только до состояния размягчения металла, одновременно сдавливая их одна с другой, называются контактной сваркой. К ним относятся: точечная, шовная, стыковая и газопрессовая сварка.
При сборке санитарно-технических деталей используют преимущественно дуговую сварку, которая наиболее экономична и легко осуществима как в условиях трубоаготовительных заводов и мастерских, так и на объектах монтажа
§ 25. Общие сведения о дуговой сварке
Дуговая сварка (60) производится под действием электрического тока, который подводится от генератора 3 (сварочной машины) и пропускается через свариваемые детали 4 и 7 и электрод /, представляющий собой стержень из мягкой стали с нанесенным специальным покрытием.-| Электрод укрепляется в электрододержателе 2. При пропускании электрического тока между электродом и свариваемым металлом возникает электрическая сварочная дуга 5, которая представляет собой мощный сосредоточенный источник тепла с температурой 5000-6000° С.
Электрическая дуга возникает в момент отведения конца электрода от свариваемого изделия при размыкании сварочной цепи. Дугу возбуждают ударом или скользящим прикосновением. При первом способе электрод почти вертикально подводится к месту сварки и после легкого прикосновения сразу же отводится вверх. При втором способе дуга возбуждается скользящим прикосновением конца электрода к свариваемой поверхности.
В обоих случаях сварщик подводит электрод к свариваемому изделию на расстояние 10—15 мм, и, закрыв лицо предохранительным щитком, быстрым движением— ударом или «чирканием» — возбуждает дугу, . отводя электрод от изделия на 2—5 мм. Благодаря высокой температуре электрической дуги частицы металла соединяемых деталей расплавляются вместе с электродом и. входят в тесное соединение друг с другом; образуется прочный шов 6. Расплавленный металл электрода идет на заполнение шва.
Дуговую сварку можно производить постоянным и переменным током. Постоянный ток обеспечивает более высокое качество сварки. Сварка переменным током более экономична и удобна, поэтому этот вид сварки наиболее распространен.
Минимальное напряжение между электродом и. свариваемым металлом, необходимое для зажигания электрической дуги, при сварке металлическим электродом на постоянном токе — 30—35 В и на переменном токе — 45-50 В.
Важное практическое значение имеет устойчивость горения электрической дуги. При недостаточной устойчивости электрической дуги происходят частые обрывы ее, затрудняющие выполнение сварки и получение качественного шва. Устойчивость дуги на постоянном токе выше, чем на переменном.
При дуговой сварке длина дуги должна достигать 2—4 мм.; При этом дуга устойчива, разбрызгивание и окисление металла незначительны. При большей длине дуга часто обрывается, электрод плавится неравномерно. Качество сварного шва ухудшается.
§ 26. Оборудование для питания сварочной дуги электрическим током
При сварке переменным током сварочная дуга питается от сварочного трансформатора, оборудованного регулятором (дросселем). Сварочный трансформатор с регулятором называется сварочным аппаратом (61). Сварочный трансформатор 2 служит для понижения напряжения с 220, 380 или 500 В до 55—65 В, на котором обычно ведется сварка переменным током. Сварочным регулятором 10 регулируют силу сварочного тока и устойчивость горения электрической дуги.
Непосредственно к сети присоединяют трансформатор 2. Трансформатор имеет первичную и вторичную обмотки. Выводы— // от первичной обмотки присоединяют к сети / высокого напряжения рубильником 12. Провод 7 вторичной обмотки трансформатора присоединяют к регулятору 10, а провод 3—к свариваемой детали—трубе 4 или к столу. Провод 8 регулятора присоединяют к держателю 5 электрода 6.
Для регулирования силы тока на регуляторе ослабляют средний винт, вращая два закрепляющих крайних Винта. Затем, повертывая средний винт по часовой «стрелке, увеличивают силу тока, против часовой стрелки — уменьшают ее. После регулирования крайние вшь ты закрепляют.
Трансформаторы подразделяются на передвижные и стационарные для однофазного включения на напряжение 220, 380 или 500 В. По количеству ПИТЭЕОЩИХ дуг трансформаторы бывают одиопостовые и многопостовые.
Регулирующее устройство трансформатора монтируется на одной установке с ним или отдельно от него.
Сварочные трансформаторы ТД-300, ТД-500, СТШ-900, ТСП-2 и другие состоят из трансформатора однофазного тока и регулятора для плавного изменения силы сварочного тока. Каждому трансформатору соответствует определенный регулятор.
При сварке постоянным током электрическая сварочная дуга питается от сварочного агрегата (62), состоящего из генератора (динамо) постоянного тока и электродвигателя переменного тока.
Сварочный генератор 5 питает дугу электрическим током; электродвигатель 2 приводит в движение генератор. Электродвигатель присоединяют с помощью рубильника 3 к токонесущим проводам 4. От генератора 5
провод 7 присоединяют к свариваемой трубе 8 или к столу, а другой провод — к реостату Провод от второй клеммы реостата присоединяют к электрододержате-лю 9. Генератор, реостат и свариваемая труба снабжены защитным заземлением 6.
Сварочные агрегаты постоянного тока имеют положительный (знак +) и отрицательный (знак —) полюсы. При прямой полярности положительный полюс присоединяют к детали, а отрицательный — к электроду. При обратной полярности, например при сварке нержавеющей стали, тонких листов стали или сварке специальными электродами, отрицательный полюс присоединяют к детали, а положительный — к электроду. Если полюс на машине не обозначен, полярность можно определить по глубине кратера ‘. При сварке на прямой полярности кратер глубже, а дуга устойчивее, чем при сварке на обратной полярности.
Генераторы по количеству питающих дуг бывают однопостовые — для питания одной сварочной дуги и многопостовые — для питания двух или нескольких сварочных дуг.
При сварке постоянным током используют сварочные агрегаты различных марок: ПСО-300, ПСО-500, ПАС-400-1, ПСу-500.
§ 27. Ручная дуговая сварка стыков трубопроводов
Для ручной дуговой сварки труб применяют металлические электроды, которые служат присадочным материалом для заполнения сварного шва и одновременно проводником тока к дуге. Качество сварного шва зависит от состояния свариваемых поверхностей труб, точности совмещения их торцов и главным образом от применяемого электрода.
Металлический стержень электрода изготовляют из электродной проволоки различной толщины. Для сварки труб используют проволоку толщиной от 2 до 5 мм.
Покрытие электрода бывает тонкое и толстое. Тонкое (меловое) покрытие электрода составляет 1—2% от массы металлического стержня. Толстое (качественное) покрытие составляет 20—30% от массы металлического стержня.
Важнейшее свойство покрытия — образование шлака. Шлак — неметаллический сплав, который всплывает кверху и создает механический покров расплавленного металла, шлак защищает расплавленный металл от поглощения из раскаленной окружающей среды вредных для шва газов:—кислорода и азота.
Так как шлак плавится при более низкой температуре, чем основной металл, а при затвердевании делается хрупким, то сварщик легко сбрасывает его с толщи свариваемого шва незначительными ударами прутка электрода. Зашлакование шва является дефектом дуговой сварки труб, потому что любые неметаллические включения резко снижают прочность шва.
Тонкое (меловое) покрытие состоит из 80—85% мела и 15—20% жидкого стекла, являющегося связующим материалом, благодаря которому покрытие удерживается на стержне. Тонкое покрытие нужно для непрерывного горения дуги, так как частые перерывы дуги ухудшают качество сварного шва.
У электродов с толстым покрытием дуга горит устойчивее, но отложение металла происходит под слоем шлака, что мешает видеть образуемый шов. Прочность и вязкость шва значительно выше, чем у швов, выполненных электродами с тонким покрытием. Улучшение качества шва достигается защитой металла от действия кислорода и азота воздуха образовавшимся шлаком от толстого покрытия электрода, а также введением в наплавляемый металл качественных элементов, входящих в состав покрытия. Эти элементы переходят из покрытия в металл во время сварки.
Для ручной дуговой сварки труб применяют электроды Э-42 и Э-42А. Покрытие электрода должно быть равномерным по всему электроду без трещин, местных утолщений и других видимых дефектов. Диаметр электрода следует выбирать в зависимости от толщины свариваемых труб. Стыковые соединения труб с толщиной стенки до 5 мм нужно сваривать электродами диаметром 3 мм при силе тока для поворотных стыков в 100—250 А, а для неповоротных стыков — 80—120 А. При сварке металла большей толщины рекомендуется использовать электроды диаметром 4—5 мм.
В многослойных стыковых швах первый слой необходимо выполнять электродом диаметром 4 мм, чтобы обеспечить глубокий провар, последующие швы — электродами большего диаметра.
Сварочные провода, которые подводят ток от источника питания к сварочной дуге, должны быть легкими, гибкими и иметь надежную изоляцию.
При сварке выполняют следующие виды соединений: стыковое, угловое, нахлесточное, тавровое.
Стальные трубы сваривают преимущественно с помощью стыкового соединения, которое требует обязательного провара кромок на всю толщину стенок.
По положению, в котором производится сварка, различают швы нижние, горизонтальные, вертикальные и потолочные. Нижний шов наиболее удобный для сварки, располагается внизу под электродом, а сварка производится сверху. Горизонтальный шов выполняют по окружности трубы, установленной вертикально. Вертикальный шов располагается сбоку установленной отвесно трубы, свариваемой по ее длине. Потолочный шов выполняют над головой сварщика.
Сваривать трубопроводы лучше в нижнем положении (поворотные швы). Неповоротными выполняют только замыкающие монтажные стыки.
Для уменьшения наплывов внутри трубы угол наклона электрода к горизонтали должен быть не более 45° (63, а).
При сварке стыковых и Т-образных соединений труб небольшого диаметра (63, б, г) применяют электроды диаметром 3 мм Э-42 и Э-42А. Сварной шов должен иметь высоту 2—3 мм, ширину 6—8 мм. При сварке с помощью нахлесточного соединения (63, в) применяют те же электроды; высота сварного шва должна быть 3 мм, а ширина 6—8 мм.
Дуговую сварку поворотных и неповоротных стыков труб при толщине стенок до 6 мм следует выполнять не менее чем в два слоя; при толщине стенки труб от 6 до 12 мм —в три слоя и при толщине от 12 мм и выше — в четыре слоя. Каждый слой шва перед наложением последующего должен быть очищен от шлака. Первый слой шва должен обеспечивать полный провар его корня.
Приварка патрубков для ответвлений в местах расположения сварных швов трубопровода не допускается. Расстояние между кольцевым сварным швом трубопровода и швом приварки патрубка должно быть не менее 100 мм.
Прихватки должны быть длиной 40—50 мм для поворотных стыков, 60—70 мм для потолочных. Высота прихваток должна составлять 40—50% толщины стенки трубы.
При сварке труб со стенками толщиной свыше 8 мм первый слой варят ступенчатой сваркой, остальные слои — сплошной. При ступенчатой сварке окружность стыка разбивают на несколько участков, сваривают сначала через участок, а затем пропущенные.
Первый слой сварки наиболее ответственный. При наложении этого слоя необходимо полностью расплавить кромки и притупление. Затем надо тщательно его проверить, нет ли. трещин. Обнаруженные трещины должны быть вырублены или выплавлены, а участки вновь заварены. Второй и третий слои сваривают, медленно поворачивая трубу. Начало и конец каждого из этих слоев должны быть смещены на 15—30 мм по отношению к началу и концу предыдущего слоя. Последний шов должен иметь ровную поверхность и плавно переходить к основному металлу.
При многослойной сварке каждый последующий слой ведут в направлении, обратном предшествующему, замыкающие участки каждого слоя располагают вразбежку по отношению один к другому. Это улучшает качество сварки. После сварки каждого слоя шов и прилегающую к нему зону очищают от шлака и брызг для лучшего сплавления слоев.
§ 28. Автоматическая и полуавтоматическая сварка труб под слоем флюса
Наиболее современный вид электросварки — автоматическая сварка электрической дугой, горящей под слоем флюса. Внедрение автоматической сварки под слоем флюса обеспечивает высокое качество сварных швов и в значительной степени увеличивает производительность труда по сравнению с ручной дуговой сваркой.
Автоматическую сварку труб производят сварочным автоматом, который подает электродную проволоку к дуге и одновременно сам передвигается с заданной скоростью вдоль свариваемого шва, перемещая электрод по свариваемому стыку. Такой автомат называется сварочным трактором. Наиболее удобны для сварки труб легкие переносные сварочные тракторы ТС-17, ТС-17М, ПТ-6 и др.
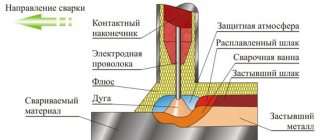
Сущность процесса автоматической сварки под слоем флюса (64) заключается в следующем. Сварочная дуга между концом электрода / — голой сварочной проволоки, подаваемой к месту сварки,— и свариваемым металлом 5 (трубы) горит под слоем сыпучей смеси определенного состава, называемой флюсом 3. Флюс из бункера насыпается впереди дуги в разделку шва. В месте сварки плавятся электрод, металл трубы и часть флюса. Расплавленный металл электрода и’металл трубы сплавляются вместе, образуя ванну расплавленного металла 4 сварного шва.
Расплавленный флюс отделяется от жидкого металла, образуя на поверхности шва плотный слой, который защищает металл от контакта с воздухом. Основное количество флюса остается на поверхности в виде сыпучей массы, препятствующей быстрому охлаждению шва. Неиспользованный флюс отсасывается в бункер.
§ 29. Приварка фланцев и контроль качества сварного соединения
Плоские фланцы приваривают к трубам сваркой двух видов. При давлении в трубопроводе до 10 кгс/см2 фланцы приваривают без образования скоса на фланце (65, а). При давлении в трубопроводе до 25 кгс/см2 фланцы приваривают с образованием скоса на фланце (65,6). Высоту шва принимают от 5 до 10 мм в зависимости от диаметра трубы, а расстояние от торца трубы до края фланца — на 1 мм больше.
Дефекты сварного соединения разделяются на внешние и внутренние. Внешние дефекты можно обнаружить, осмотрев швы невооруженным глазом или с помощью лупы. К ним относятся: поры и раковины; подрезы в основном металле; неправильные размеры и форма сварного шва и наплавленного валика; трещины в сварном шве. При внешнем осмотре шов должен быть ровным по длине и высоте, не иметь подрезов и наплывов, пережога и трещин.
К внутренним дефектам относятся непровары и шлаковые включения, которые можно обнаружить, надломив частично сварной шов, либо рентгеноскопией, либо испытав водой или керосином.
Подрезы — узкие углубления в основном металле вдоль наплавленных валиков. Они образуются вследствие неправильного положения электрода во время сварки и неправильного движения конца его.
Непровар — несплавление основного металла с наплавленным металлом электрода. Непровар может образоваться от неправильной подготовки кромок шва, их загрязнения, недостаточной силы сварочного тока, слишком большой длины дуги, применения электродов большего, чем требуется, диаметра. Шлаковые включения наблюдаются при многослойной сварке и объясняются тем, что шлак плохо удаляется с поверхности ранее наплавленного слоя, а также большой скоростью перемещения дуги при сварке и недостаточной силой тока.
Пористость бывает наружная и внутренняя. Внутренняя пористость выявляется при просвечивании и при засверловкак для контрольного исследования.
После монтажа сваренный трубопровод подвергают гидравлическому испытанию для определения прочности и плотности сварных швов. При гидравлическом испытании сварные швы не должны давать течи, а на поверхности труб не должно появляться капель потения.
§ 30. Газовая сверка металла
Газовой называется сварка плавлением, при которой нагрев кромок соединяемых частей производится пламенем газов, сжигаемых на выходе горелки для газовой сварки. Ацетилен, сгорая в струе чистого кислорода, дает пламя с температурой 3050—3150°С. Зазоо между кромками свариваемых деталей заполняется металлом присадочной проволоки, расплавляемой одновременно с кромками.
Ацетилен — бесцветный газ-с резким характерным запахом— химическое соединение углерода и водорода. Длительное вдыхание его может привести к отравлению.
Ацетилен доставляют к месту сварки в баллонах, которые наполнены раствором ацетилена в ацетоне под давлением 15—18 кгс/см2. Чтобы предохранить ацетилен от взрыва, в баллон набивают пористую массу из специального угля.
Кислород — это газ без цвета и запаха, обладающий способностью соединяться со всеми металлами, кроме благородных. Для сварочных работ применяют кислород, в котором количество различных примесей не превышает 1—2%. Кислород получают из воздуха с помощью специальных установок и доставляют в стальных баллонах, окрашенных в синий цвет. Кислород в баллонах находится под давлением до 150 кгс/см2. Для работы такое давление не требуется, так как горелке подается кислород с давлением, не превышающим 3 кгс/см2. Давление снижает кислородный редуктор.
Двухступенчатый кислородный’ редуктор 2-КВД (66) имеет два манометра — высокого давления 2 и низкого давления 7, Редуктор присоединяют к вентилю кислородного баллона с помощью штуцера 15 с накидной гайкой 17. В штуцере 15 расположен канал, в начале которого у накидной гайки установлен фильтр 16, а в конце — теплопоглотитель. Кислород из баллона по каналу, соединенному с манометром 2, показывающим давление кислорода в баллоне, попадает в камеру 3 высокого давления с запорной пружиной и через редукционный клапан 4 проходит в первую камеру редуцирования, где давление кислорода падает до 30— 35 кгс/см2. Первую регулировку давления производит завод-изготовитель регулировочной гайкой и нажимной пружиной 14.
Во вторую камеру редуцирования с предохранительным клапаном 6 кислород поступает по каналу 5 из первой камеры. Здесь давление газа понижается до рабочего регулировочным винтом 11. При ввертывании этого винта главная пружина 12 сжимается, мембрана 13 изгибается и, подымая диск 8, открывает второй редукционный клапан 4 и отверстие для входа газа в камеру. Рабочее давление в это время контролируется манометром 7. Из второй камеры редуцирования кислород под рабочим давлением поступает через запорный вентиль 9 и ниппель 10 по шлангу к горелке.
Из баллона можно отбирать кислород до остаточного давления не ниже 0,5 кгс/см2. Полностью выпускать из баллона кислород нельзя, так как при этом на кислородном заводе потребуется проверка баллона. Баллоны перевозят в специальных тележках
Для смешения горючего газа с кислородом и получения сварочного пламени служит сварочная горелка (67, а). Горелку с помощью шлангов присоединяют к кислородному редуктору и газогенератору. Для регулирования количества кислорода и ацетилена, подаваемых к горелке, на ней имеются два вентиля. В горелке кислород и ацетилен смешиваются в требуемой пропорции и при горении дают пламя высокой температуры, которое расплавляет свариваемый металл и проволоку, предназначенную для заполнения шва.
Газовую сварку можно применять для соединения труб разных диаметров с толщиной стенок до 4 мм. При толщине стенок более 4 мм необходимо применять дуговую сварку.
Для заполнения шва свариваемых металлов в качестве присадочного материала применяют мягкую стальную проволоку диаметром, соответствующим толщине свариваемого металла. Поверхность проволоки должна быть чистой и ровной, без окалины, ржавчины и грязи. Для газовой сварки труб из малоуглеродистой стали применяют проволоку СВ-08Г или СВ-08ГА, а для труб из низколегированной стали — проволоку СВ-08Г, СВ-08Г2 или СВ-08Г2А. Диаметр проволоки при толщине стенок свариваемых труб до 3 мм должен быть 2— 3 мм, а при толщине 3—4 мм—-3—4 мм.
Перед сваркой торцы труб и поверхность их концов следует очистить на 20—25 мм по обе стороны шва от ржавчины, грязи и окалины до металлического блеска.
Сварку необходимо вести восстановительной зоной пламени (67,6), так как в этой зоне расплавленный металл не подвергается окислению и науглероживанию. Конец сварочной проволоки в процессе сварки должен все время находиться в расплавленном металле.
При сварке стыков высота швов должна быть не более 2—2,5 мм; по ширине шов должен перекрывать наружные кромки фасок на 2—2,5 мм и плавно переходить к основному металлу. Газовую сварку неповоротных стыков при горизонтальном положении труб необходимо производить в один слой, снизу вверх с каждой стороны трубы. Газовую сварку поворотных стыков надо выполнять также в один слой и в одном направлении. Трубу постепенно поворачивают в обратном направлении. Горелку полагается держать так, чтобы наконечник находился в полувертикальном положении.
Величина зазора между кромками свариваемых . встык труб при ручной газовой сварке должна быть для труб с толщиной стенки: до 2,75 мм — 0,5—1 мм, от 2,75 до 3,5 мм —1,0—1,5 мм и от 3,5 до 6 мм — 1,Б— 2 мм. При толщине стенки труб до 4 мм сварку производят стыковым соединением без скоса кромок. При толщине стенки более 4 мм на торцах труб должны быть сняты фаски под углом 40—50° с притуплением кромок на 0,5—1 мм.
В процессе сварки концы труб рекомендуется закрывать пробками, чтобы избежать быстрого остывания сварного шва. Процесс сварки необходимо контролировать, чтобы предупредить появление дефектов в сварных соединениях. Качество сварного соединения в большой степени зависит и от правильности подготовки деталей для сварки, от качества основного металла и сварочной проволоки.
§ 31. Основные требования к сварка трубопроводов в зимних условиях
При электросварке трубопроводов в зимних условиях, когда температура наружного воздуха ниже —20е С, необходимо выполнять следующие мероприятия.
Перед стыкованием внутреннюю полость труб надо очистить от снега и льда, стыки труб тщательно просушить.
Прихватку труб производить особенно тщательно. Прихватку можно заменить сплошной проваркой коренного слоя шва. Место сварки необходимо защищать от ветра и снега.
Ручную дуговую сварку стыков выполнять только электродами Э-42А или Э-50А с основным покрытием или Э-42 с газозащитным покрытием.
При дуговой сварке, если температура наружного воздуха ниже —10° С, на каждые 10° С понижения температуры увеличивать силу тока на 4—6%.
Исправлять дефекты швов при низких температурах можно только с применением газовой резки (выплавкой) дефектных мест и заваркой их по еще теплому или подогретому металлу.
Для работы на открытом воздухе при температуре ниже —25°С рекомендуется применять дуговую сварку на постоянном токе или газовую сварку с приспособленными для работы при низких температурах газовыми генераторами.
§ 32. Кислородная резка металла
Сущность кислородной резки металлов заключается в том, что малоуглеродистая сталь, нагретая до температуры, близкой к температуре плавления, способна гореть в струе кислорода. При кислородной резке для нагревания металла применяют такое же пламя, как и при газовой сварке».* Сначала нагревают небольшой участок металла, намеченный линией разреза, а затем на нагретое место направляют струю кислорода, одновременно перемещая пламя дальше по линии разреза. Металл сгорает в струе кислорода и по всей толщине разрезаемого металла образуется узкая щель. Соседние участки металла нагреваются очень мало.
При сгорании металла образуются жидкие шлаки, которые выдуваются струей кислорода. При перемещении пламени и струи кислорода по размеченной линии процесс резки происходит непрерывно. Кислородная резка проста, не требует сложного оборудования, поэтому ее широко применяют при сборке санитарно-технических деталей.
Кислородную резку металла выполняют с помощью ацетилено-кислородных резаков, работающих на ацетилене низкого давления, для получения которого можно применять ацетиленовые генераторы ГНВ-1,25 и др.
Резак РР-53 (68) состоит из корпуса 8, рукоятки 7 и ниппелей 5 и 6 для присоединения кислородного и ацетиленового шлангов. К корпусу с помощью накидной гайки II присоединена смесительная камера 12. В. смесительную-камеру ввернут инжектор 10— устройство для засасывания газа. Кислород поступает в горелку через ниппель 5 и разветвляется по двум направлениям. Часть кислорода, регулируемая вентилем 4, поступает через инжектор 10 в смесительную камеру 12. В эту же камеру через ниппель 6 и регулирующий вентиль 9 поступает ацетилен.
Кислород
В смесительной камере кислород и ацетилен образуют горючую смесь, которая по трубке 13 проходит к головке горелки, выходит через зазор между наружным, мундштуком 15 и внутренним 14 и сгорает, образуя подогревательное пламя. Другая струя кислорода, регулируемая вентилем 3, проходит через трубку 2 к головке /, откуда выходит через центральный канал внутреннего мундштука 14 и образует режущую струю кислорода. Чтобы облегчить перемещение резака и обеспечить большую его устойчивость, во время резания его устанавливают на тележку с двумя роликами, которые катятся по разрезаемому металлу.
Вместо ацетилена для резки металла могут быть использованы пары бензина, бензола и керосина. В этом случае применяют бензорезы и керосинорезы. Установка для резки парами керосина или бензина состоит из резака, бачка для горючего и кислородного баллона с редуктором.
§ 33. Подготовка элементов санитарно-техничеекмх систем под сварку
Все сварочные работы при заготовке и монтаже санитарно-технических систем выполняют квалифицирован-. ные сварщики. Слесари-сантехники подготовляют элементы систем под сварку и в некоторых случаях производят прихватку отдельных участков трубопровода.
Подготовка труб под сварку состоит в отрезании труб требуемой длины и в обработке их кромок. Отрезают трубы на трубоотрезных или других станках. Заусенцы и неровности после механической резки снимают приводным зенкером или удаляют зубилом, напильником, наждачным кругом. Так же удаляют наплывы и окалину после газовой резки.
Фаски на концах труб обтачивают, фрезеруют или снимают газовой резкой. Очищают трубы стальными щетками или наждачными кругами от механического привода, а на месте монтажа при малом количестве стыков — напильниками.
Отверстия в трубах для присоединения к ним патрубков просверливают на сверлильном станке с помощью кондукторов или профрезеровывают. Диаметр отверстия в трубе должен быть равен внутреннему диаметру присоединяемого к нему патрубка плюс 1 мм. Заусенцы в отверстиях снимают зенкером.
Чтобы приварить к трубе полумуфты, используют разрезанные на две равные части стальные муфты. Торцы полумуфт обрабатывают на фрезерном станке, чтобы получить торец в виде седла для плотного прилегания полумуфты к наружной поверхности основной трубы и чтобы в процессе приварки полумуфты не возник наплыв металла внутри трубы. Наплывы снимают шарошками. Торцовая поверхность патрубка должна примыкать к поверхности основной трубы с зазором не более 0,5—1 мм. Вставлять патрубок внутрь отверстия, просверленного в трубе, нельзя.
При сварке труб разных диаметров концы труб большего диаметра, как правило, осаживают. Длина конусной части осаженной трубы должна быть не менее разности диаметров свариваемых труб.
Конец трубы меньшего диаметра расширяют. Расширение концов бесшовных труб в холодном состоянии допускается как исключение и не более, чем на один больший размер по условному проходу. Сварные трубы расширяют только в нагретом состоянии. Осадку (сужение) и раздачу (расширение) труб в холодном и горячем состояниях производят на прессах с применением различных приспособлений. Концы труб расширяют также при сварке нахлесточным соединением труб одинакового диаметра. Конец одной трубы вставляют в раструб другой и сваривают по расширенному концу. Такое соединение обеспечивает отсутствие грата и наплывов внутри трубы. Длина раструба должна быть равна 60 мм.
В построечных условиях, чтобы предупредить наплывы, применяют сварку с помощью надвижной соединительной гильзы длиной 80 мм.
Соединительные гильзы и раструбы применяют на стояках и разводящих линиях. Они также служат для компенсации отклонений в размерах заготовительных длин трубопроводов и строительных конструкций.
При заготовке узлов трубопроводов расположение приварных патрубков на сварных швах трубы не допускается. Продольные сварные швы деталей должны быть расположены в узлах таким образом, чтобы после монтажа они были бы доступны для осмотра и подварки шва.
§ 34. Техника безопасности при сварочных работах
Чтобы избежать поражения электрическим током при сварочных работах, необходимо соблюдать следующие правила техники безопасности.
Корпуса сварочных машин, аппаратов и рубильников надо надежно заземлять.
Сварочный кабель, электрододержатель и ручку рубильника изолировать.
Нельзя работать в дождливую погоду в открытых местах, а также в сырой одежде и обуви.
Для защиты глаз и лица от световых и тепловых лучей сварочной дуги лицо следует закрывать специальным щитком или шлемом с темными стеклами, уменьшающими вредное воздействие тепловых и световых лучей; светофильтры выбирают по таблицам.
Чтобы предохранить темное стекло в щитке от брызг металла и случайных ударов, с наружной стороны необходимо вставлять обычное бесцветное стекло и менять его по мере потери прозрачности.
Длина проводов между питающей сетью и передвижным сварочным агрегатом для ручной дуговой сварки не должна превышать 15 м.
Чтобы избежать механических повреждений, провода рекомендуется помещать в резиновый шланг.
Внутри замкнутых.резервуаров и других металлоконструкций электросварку можно выполнять только в диэлектрических галошах и на резиновом коврике или на подстилке из изолирующих материалов.
При работе в закрытых емкостях необходимо надевать резиновый шлем; пользование металлическими щитками запрещается. Работы в закрытых емкостях должны производиться не менее чем двумя рабочими, один из которых должен находиться1 снаружи емкости, контролируя безопасность работы сварщика.
Баллоны с кислородом и ацетиленом должны быть обеспечены поддонами и колпаками, предохраняющими вентиль от возможных ударов. Баллоны полагается хранить только в вертикальном положении в гнездах специальных стоек. Использованные баллоны должны находиться в отдельном помещении.
Особая осторожность требуется при эксплуатации переносных ацетиленовых аппаратов. Запрещается: устанавливать их в проходах, подъездах, на лестничных площадках, в подвалах, а также в местах сосредоточения людей; вести работы от одного генератора несколькими горелками или резаками; форсировать газообразование сверх установленной паспортной производительности и отключать автоматические регуляторы.
При газовой сварке надо следить за тем, чтобы масло не попало в воду ацетиленового аппарата, на вентиль головки баллонов, шланги или инструмент, которым пользуется газосварщик. В противном случае может произойти вспышка масла и взрыв.
Все ацетиленовые аппараты должны быть оборудованы водяными затворами. Уровень жидкости в водяном затворе следует проверять не реже двух раз в смену и обязательно перед началом работы, а также после каждого обратного удара.
Баллоны с кислородом и ацетиленом необходимо защищать от воздействия солнечных лучей и устанавливать их в стороне от электрических проводов и нагретых предметов.
Запрещается разводить открытый огонь, курить и зажигать спички на расстоянии ближе чем 10 м от газогенератора.
Замерзшие газогенераторы, головки кислородных и ацетиленовых баллонов можно отогревать только водой, не.имеющей следов масла, или паром.
Запрещается применять газовые редукторы без манометров, с неисправными манометрами и манометрами, срок проверки которых истек.
На объектах строительства баллоны с газом полагается перевозить на тележках или носилках, причем баллоны должны быть хорошо закреплены.
Нельзя оставлять без надзора заряженные баллоны и ацетиленовые аппараты при перерыве или прекращении работы.
Вскрывать барабаны с карбидом кальция следует только специальными инструментами, исключающими возможность образования искр. Карбид кальция на месте производства работ следует хранить в таре с плотно закрытой крышкой.
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
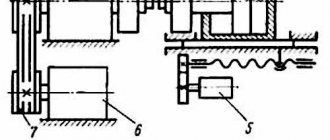
Устройство и принцип действия ацетиленового генератора среднего давления АСМ-1,25-3
Передвижные ацетиленовые генераторы среднего давления были разработаны исследовательским институтом ВНИИавтогенмаш. На рисунке показано устройство и внешний вид ацетиленовых генераторов АСМ-1,25-3, принцип действия которых — «вытеснение воды». Производительность таких генераторов составляет 1,25 м3/ч, наибольшее давление газа составляет 0,15МПа.
Корпус генератора (поз.1) состоит из двух камер: верхнюю, газообразовательную (поз.5), и нижнюю, промывочную (поз.2). К газообразовательной камере приварена крышка (поз.7) с отверстием в горловине для подачи в короб (поз.6) корзины с карбидом (поз.8). Корзина прикреплена к крышке (поз.9). Крышка герметично притягивается к горловине с помощью рычага (поз.11) и закрепляется винтом (поз.10).
Генератор заполняется водой через короб. Образующийся в результате реакции ацетилен, проходит по трубке (поз.12), нижний край которой помещён в воду, находящуюся в промывочной камере. Ацетилен, проходя через эту воду, охлаждается и через клапан (поз.4) выходит в шланг (поз.3) и оттуда, через водный затвор (поз.14), поступает в газовый резак или горелку.
На корпусе генератора смонтирован манометр и имеются ручки для перемещения. Загрузка карбида составляет 2,2кг. Масса пустого генератора составляет 16кг. Минимальная температура работы генератора -25°C. Для работы при отрицательных температурах, комплектуется утеплительным чехлом.
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Что нужно для газовой сварки
Оборудование для газовой сварки Источник prosvarku.info
Чтобы воспользоваться сваркой металла ацетиленом, необходимо иметь следующий комплект оборудования:
- ацетиленовый генератор или баллон с другим горючим газом;
- баллон с техническим кислородом;
- редукторы: один для кислорода, другой для ацетилена;
- сварочную горелку с набором сменных наконечников;
- два шланга для подачи O2 и C2H2;
- комплект инструментов из газового и разводного ключа;
- очки с защитными стеклами;
- спецодежду для сварщика.