В этой статье мы расскажем, как правильно выбрать вольфрамовый электрод для аргонодуговой сварки, какие разновидности вольфрама бывают, их отличительные свойства, и как состав влияет на качество сварного шва.
Но в самом начале мы хотим обратить ваше внимание, что в ассортименте фирменной продукции ПТК появились вольфрамовые электроды марок WL-15, WL-20, WС-20, WY-20 и WZ-8.
Наши вольфрамовые электроды прошли рентгеноспектральный микроанализ элементного состава в Национальном Исследовательском . Это платное исследование мы провели по собственной инициативе, чтобы продемонстрировать дилерам и потребителям высшее качество нашей продукции.
Анализ проводился на растровом электронном микроскопе «Tescan Vega II», который позволяет получать СЭМ-изображения и проводить анализ элементного состава в реальном времени, что необходимо для контроля качества продукции и материалов.
Ознакомиться с протоколами исследований и результатами элементного состава вольфрамовых электродов производства ПТК вы можете в отчетных документах.
Что такое вольфрамовый электрод и где он применяется?
Вольфрамовый электрод — это пруток круглого сечения из чистого вольфрама или из вольфрама с добавлением присадок (легирующих добавок). Вольфрам используется при аргонодуговой сварке TIG неплавящимся электродом.
Если у вас возник вопрос, почему «неплавящимся», то ответ очень прост. Вольфрам имеет самую высокую температуру плавления среди чистых металлов (3422°C). Поэтому аргонодуговая сварка производится на прямой полярности, потому что температура катодного пятна (-) достигает 3000 °C, а температура анодного пятна (+) достигает 4000°C. Из-за этого электрод не расходуется во время сварки, а выгорает.
Электроды могут иметь чистую поверхность или шлифованную. Отличительная особенность чистых электродов заключается в том, что они химически очищены, т.е. происходит травление заготовок с целью удаления окислов и загрязнений с поверхности.
Это наиболее трудоемкая и затратная процедура, поэтому применяется значительно реже в промышленном производстве. Шлифованная поверхность электродов говорит о том, что электроды могли быть обработаны ковкой, протяжкой или бесцентровым шлифованием. Последний метод наиболее популярный, в результате такого изготовления улучшается теплопроводность электродов.
Диаметр и длина вольфрамовых электродов может варьироваться. Стандартные электроды имеют длину от 50 до 175 мм, а номинальный диаметр от 0,5 до 10 мм. В России электроды изготавливают по ГОСТ 23949-80, ТУ 48-19-27-91, ТУ 48-19-39-85, 48-19-221-83 и ТУ 48-19-527-83 из чистого вольфрама и вольфрама с активирующими легирующими добавками редкоземельных металлов.
Вольфрамовые электроды используются исключительно в TIG сварке, из-за недопущения окислов на поверхности соединительного шва. Сварка происходит в среде защитного газа, который ограждает зону сварки от воздействия кислорода.
При этом типе сварке используется химически инертный газ (благородный газ). К таким газам относится гелий, аргон и специальные сварочные смеси. Отличительная особенность данных газов в том, что у них очень низкая химическая реактивность, иными словами — не взаимодействуют с металлом сварного шва. Ещё эти газы не обладают цветом и запахом.
Заточка
Выше было представлено назначение вольфрамовых электродов по цветам – для качественной сварки важно не только правильно выбрать тип, но и выполнить его заточку. Используя сварочные инверторы TIG и технологию сварки неплавящимися электродами в среде защитных газов, можно получить высокое качество шва. Чтобы это реализовать, важно правильно выполнить заточку вольфрамовых электродов. Это делается для того, чтобы электрическая дуга была сконцентрирована на минимально возможной площади свариваемого материала. В таком случае шов получится высокого качества, а соединение хорошей прочности.
Чтобы сварить между собой две заготовки нужно сформировать сварочную ванну – объем полностью расплавленных металлов. Если электрод будет иметь тупой конец, сконцентрировать тепловую энергию в одной точке не удастся, и горелка сварочного аппарата не сможет создать необходимой величины сварочную ванну. Такое соединение получится слабопрочным и недолговечным. При работе на переменном токе электроды сильнее греются, их поверхность быстрее оплавляется, поэтому в таких режимах используется более рассеянная дуга.
После заточки вольфрамовых электродов они могут иметь форму двух видов:
- острый конус;
- сферический конец.
Сферический конец должны иметь прутки, которые производятся из чистого вольфрама, а также те, в состав которых входит лантан. Электроды с примесями тория имеют промежуточную форму своего окончания – скругленный конус. Все другие марки должны затачиваться под острый конус. Когда выполняется аргонодуговая сварка вольфрамовыми электродами алюминия, конец должен иметь сферическую форму. Форма шара формируется сама после начала работ, делать сферическое окончание вручную не нужно.
Буквенно-цифровая маркировка вольфрамовых электродов
В России могут использоваться и применяться 2 типа маркировки вольфрамовых электродов – это классификация по ГОСТ, ТУ и международная классификация по ISO 6848. Кратко рассмотрим эти виды маркировок.
Маркировка отечественных электродов по ГОСТ и ТУ
Продукция, которая произведена в России и соответствует установленным ГОСТ и ТУ, в своем наименовании содержит буквы «Э» и «В», они идут первые в названии и обозначают «электрод вольфрамовый». Далее, в названии идет обозначение химического состава присадок и их массовая доля.
- ЭВЧ — «Ч» — чистый (вольфрам не менее 99,92%);
- ЭВЛ — «Л» — лантан (массовая доля окиси лантана от 1,1 до 1,4%);
- ЭВЛ-2 — «Л» — лантан (массовая доля окиси лантана от 1,4 до 1,6%)
- ЭВИ-1 — «И» — иттрий (массовая доля окиси иттрия от 1,5 до 2,3%)
- ЭВИ-2 — «И» — иттрий (массовая доля окиси иттрия от 2,0 до 3,0% и тантала 0,1%)
- ЭВИ-3 — «И» — иттрий (массовая доля окиси иттрия от 2,5 до 3,5% и тантала 0,1%);
- ЭВТ-15 — «Т» — торий (массовая доля двуокиси тория от 1,5 до 2,0%).
Международная маркировка по стандартам ISO 6848
Большая часть вольфрамовых сплавов была стандартизирована Международной организацией по стандартизации в стандарте ISO 6848. Ниже в таблице приведены буквенно-числовые обозначения и процентный состав легирующих добавок.
| Буквенное обозначение | Цветовой код | Массовая доля легирующих добавок |
| WP | Зеленый | – |
| WC-20 | Серый | ~2% |
| WL-10 | Черный | ~1% La₂O₃ |
| WL-15 | Золотой | ~1,5% La₂O₃ |
| WL-20 | Голубой | ~2% La₂O₃ |
| WT-10 | Желтый | ~1% ThO₂ |
| WT-20 | Красный | ~2% ThO₂ |
| WT-30 | Фиолетовый | ~3% ThO₂ |
| WT-40 | Оранжевый | ~4% ThO₂ |
| WY-20 | Синий | ~2% Y₂O₃ |
| WZ-3 | Коричневый | ~0,3% ZrO₂ |
| WZ-8 | Белый | ~0,8% ZrO₂ |
Что такое легирующие добавки и редкоземельные металлы?
Мы рассмотрели буквенно-цифровые обозначения вольфрамовых электродов, теперь самое время рассказать о редкоземельных металлах (элементах), которые входят в состав электродов, а точнее в легирующие добавки (присадки).
Редкоземельные металлы — это группа из 17 элементов, которая включает в себя скандий, иттрий, лантан и лантаноиды. Все эти металлы серебристо-белого цвета, схожи по химическим и физическим свойствам, образуют тугоплавкие, практически не растворимые в воде оксиды.
Название «редкоземельные» эти металлы получили из-за того, что редко встречаются в земной коре, также эти металлы сложны в добыче и промышленном производстве.
В сварочных вольфрамовых электродах чаще всего используются присадки с лантаном, церием, иттрием, цирконием и торием.
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.
Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.
У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Свойства присадочных металлов и их влияние на качество сварного шва
Вольфрамовый электрод WP (зеленый)
Чистые вольфрамовые электроды классифицируется как WP и имеют зеленый цветовой код. Содержание вольфрама в них не менее 99,5%.
- Особенности: Электроды с маркировкой WP обеспечивают высокую стабильность горения дуги, но обладают плохой термостойкостью и электронной эмиссией. Из-за такой ограниченной тепловой нагрузки рабочий конец электрода необходимо затачивать в виде округлой формы (шарика).
- Тип тока: Предназначены для сварки на синусоидальном токе (AC) в среде аргона или гелия.
- Металл: Этот тип электродов предназначен для сварки алюминия магния, никеля и их сплавов.
В связи с тем, что электроды WP использовались на трансформаторной технике, а сейчас большинство сварочного оборудования инверторное, необходимость в таких электродах значительно снизилась, поэтому этих электродов нет в ассортименте ПТК.
Вольфрамовые электроды WL-10 (черный), WL-15 (золотой) и WL-20 (голубой)
WL-10 — это электрод с содержанием оксида лантана (La₂O₃), черный цветовой код. Массовая доля оксида лантана достигает до 1%.
WL-15 — это электрод с содержанием оксида лантана (La₂O₃), золотой цветовой код. Массовая доля оксида лантана варьируется от 1,4 до 1,6%.
WL-20 — это электрод с содержанием оксида лантана (La₂O₃), массовая доля которого достигает до 2,2%. Цветовой код электрода — голубой.
- Особенности: Это универсальные электроды, которые выдерживают высокие токовые нагрузки, улучшают стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Лантановые электроды меньше загрязняют вольфрамом шов, что особенно важно при финишных работах. Ещё они длительное время сохраняют заточку рабочего конца.
- Тип тока: Электроды можно использовать при сварке на постоянном и переменном токе (AC/DC).
- Металл: Применяется для сварки углеродистых и легированных сталей, алюминия, титана, никеля, меди и магниевых сплавов.
В ассортименте фирменной продукции ПТК есть вольфрамовые электроды WL-15 диаметром от 1,6 до 4,0 мм и WL-20 диаметром от 1,0 до 4,0 мм.
Вольфрам как сварочный материал
Этот элемент относится к металлам. Он самый тугоплавкий, очень твердый и хрупкий, температура его плавления составляет почти 35000 С. Электрод в составе своем имеет непосредственно самого вольфрама от 95% до 99,5%. Остальное приходится на прочие добавки- оксиды тория, церия, лантана, циркония, иттрия. Перечисленные оксиды вводят в пруток исходя из назначения конкретной марки.
Назначение
Главное назначение этого электрода – сварка спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и металлов малых толщин, для работы, где предъявляются очень строгие требования.
Электрод вольфрамовый ПТК WL-15
Артикул: 007.100.117 Электрод вольфрамовый ПТК WL-15-175мм Ø 4,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 699 р
Артикул: 007.100.116 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,2
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 519 р
Артикул: 007.100.115 Электрод вольфрамовый ПТК WL-15-175мм Ø 3,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 402 р
Артикул: 007.100.114 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,4
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 298 р
Артикул: 007.100.113 Электрод вольфрамовый ПТК WL-15-175мм Ø 2,0
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 203 р
Артикул: 007.100.112 Электрод вольфрамовый ПТК WL-15-175мм Ø 1,6
Электрод WL-15 с содержанием оксида лантана используется на переменном и постоянном токе для сварки алюминия, углеродистых и нержавеющих сталей. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 130 р
F.A.Q. по ТИГ
3-2-1 Формы кромок
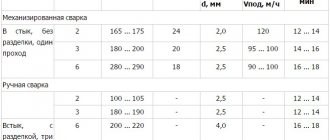
Формы сварочных соединений определяются на основе назначения изделия, материала основного металла или толщины стенки листов. Соединения. подлежащие Аргонодуговой сварке, подразделяются на стыковое соединение, тавровое соединение, соединение внахлестку, угловое соединение, соединение с отбортовкой двух кромок и пр. Типичные примеры представлены в табл. 3.3. В случае среднестенных и толстостенных листов для обеспечения эффективности и качества сварки применяются разные формы кромок в зависимости от назначения и толщины стенок.
Сварка TIG применяется для среднестенных и толстостенных листов. когда требуется высокое качество сварных швов, листы поддаются сварке с трудом, необходим обратный валик первого слоя и т.д. Обработка кромок, как правило, подлежит машинной обработке. U-образная разделка кромок. двусторонняя симметричная «рюмкообразная» разделка кромок и т.д. получаются только машинной обработкой.
Каждый конструктивный элемент именуется, как представлено на рис. 3.4. и. прежде чем приступать к сварке, необходимо проверить точность значений этих элементов. Если значения угла скоса кромок, притупления кромки или зазора в вершине разделки становятся или больше, чем следует, или меньше, то может произойти не только сварочный дефект, но и брак всего сварного шва. Так что неточные размеры подлежат по необходимости поправке.
В случае тонкостенных листов стыковое соединение осуществляется без разделки кромок, тавровое соединение — без разделки кромок с двусторонним угловым сварным швом. Форма самой кромки проста, но припуски на зазор в вершине разделки и смещения значительно меньше, чем в случае среднестишых и толстостенных листов.
3-2-2 Очистка кромки
Если выполняют сварку, оставляя на поверхностях кромок и на близких к кромкам поверхностях основного металла прилипшее на них масло, ржавчину, окалину и краску, то может произойти возникновение сварочных дефектов, таких как раковины и трещины. Следовательно, перед сваркой необходимо удалить масло, ржавчину, окалину и краску полностью.
Масло и т.п. не удаляется полностью путем вытирания ветошью, так что рекомендуется промывать ацетоном или т.п.
Ржавчина, окалина и т.п. удаляется с помощью ручной шлифовальной машины или проволочной щетки. Когда в качестве основного металла используется нержавеющая сталь, использование стальной проволочной щетки будет вызывать рассеивание стальной пыли с проволоки . что может привести к коррозии, так что нужно использовать проволочную щетку из нержавеющей стали.
При сварке с обратным валиком, обращать внимание на очистку стороны, подлежащей сварке и на очистку обратной стороны.
Грязь на поверхности присадочного металла так же. как грязь на поверхностях кромок, может быть причиной сварочного дефекта, поэтому нельзя забывать очищать их. Следует избегать прикосновений к присадочному металлу голыми руками или грязными перчатками.
В частности, в случае сварки алюминия или алюминиевого сплава влага, на поверхности присадочного металла, может привести к образованию раковин, так что следует присадочный металл не только держать сухим в процессе сварки, но и после использования укладывать в сосуд и хранить в сухом месте.
3-2-3 Сварка прихватками
В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва.
Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка прихватками относится к прерывистой сварке, в которой длина одного валика равна примерно несколько десятков миллиметра. Так что. если сварка прихватками недостаточна, в процессе основной сварке могут произойти трещины, смещение, изменение зазора в вершине разделки, и прочие сварочные дефекты, что окажет большое влияние на размеры, форму, точность и работоспособность изделий. Следовательно, производить сварку прихватками внимательно так же, что и основную сварку.
В случае кромки, имеющей зазор в вершине разделки, желательно при сварке прихватками добавлять присадочный металл.
При сварке прихватками стыковых соединений тонкостенных листов и т.н., если, наклоняя горелку в значительной степени, как представлено на рис. 3.5. приводят сопло в прикосновение к основному металлу и после зажигания дуги поднимают горелку, то сдвиг от прицеленного местоположения не так часто происходит и работа может быть произведена эффективно.
После окончания сварки прихватками немаловажное значение имеет контроль качества для того чтобы убедиться в отсутствии трещин, несплавления или прочих сварочных дефектов, чрезмерного смещения, и в правильности зазора в вершине разделки.
Если имеется трещины или другие сварочные дефекты, то эти дефекты так и будут оставаться и после основной сварки. Следовательно, необходимо удалить дефекты с помощью ручной шлифовальной машины и т.п. полностью, и повторно выполнить сварку прихватками
Если смещение или зазор в вершине разделки выходит из допустимых пределов, также нужно поправить их до получения правильных значений и выполнить повторную сварку.
3-3 ЗАЩИТНЫЙ ГАЗ И ВЛИЯНИЕ ВЕТРА
3-3-1 Защитный эффект
В случае Аргонодуговой сварки, если дуга и ванна расплавленного металла не защищены защитным газом, не получится качественного результата сварки.
Если удлинить вылет электрода из сопла, расстояние между соплом и основным металлом будет увеличено, и защитный газ будет склонен захватывать воздух. Так что следует уменьшить вылет электрода и установить сопло как можно ближе к основному металлу.
Однако, наоборот, если сопло установлено слишком близко к основному металлу, то сопло будет подвергаться перегреву и повреждению, и зона сварки будет видна плохо. Судя по обоим факторам, то есть по защитному эффекту и обрабатываемости, рекомендуется устанавливать вылет электрода из сопла на 1,5-2 раза больше диаметра электрода.
Диаметр сопла также является фактором, оказывающим большое влияние на защитный эффект. Сопло с слишком малым диаметром не справляется с достаточной защитой целой зоны сварки, а, наоборот сопло с слишком большим диаметром влечет за собой увеличение расхода газа для получения надлежащего защитного эффекта, что не экономично. Обычно рекомендуегся установить диаметр сопла на 2 — 3 раза больше ширины валика. Однако в случае алюминиевого справа, титанового сплава и т.п., которые при высокой температуре подвергаются окислению или азотированию, рекомендуегся использовать сопло с большим диаметром.
При правильном расстоянии между соплом и основным металлом и правильном значении диаметра сопла, недостач очная затяжка сопла допускает всасывание воздуха через место с ослабленной затяжкой, так что необходимо убедиться в том, что сопло затянуто достаточно.
3-3-2 Расход защитного газа
Слишком малый расход защитного газа, естественно, понижает способность к защите. Однако слишком большой расход будет приводить к беспорядочному потоку защитного газа. В результате этого защитный газ будет склонным захватывать воздух, что также будет понижать способность к защите. Это означает, что существует подходящий расход газа, который зависит от диаметра каждого сопла. Кроме того, диаметр сопла должен быть увеличен по мере увеличения сварочного тока. Все это диктует определенное отношение между сварочным током, диаметром сопла и расходом газа, пример которого приведен в табл. 3.4. В случае сварки на переменном токе используется сопло, диаметр которого больше, чем в случае сварки на постоянном токе, следовательно, и расход газа также нужно увеличивать.
Кроме того, при одинаковом диаметре сопла и расходе газа, если формы сварочного соединения отличаются друг от друга, также отличается и способность к защите. Как представлено на рис. 3.6, если за критерий примем расход газа при стыковом соединении без разделки кромок, при сварке в разделку кромок и сварке угловых швов толстостенных листов защитный газ склонен накапливается в зоне сварки, так что можно уменьшить расход газа. Однако в случае угловых соединений, наоборот, защитный газ улетучивается легко, так что нужно увеличивать расход защитною газа.
3-3-3 Влияние ветра
Если в зону сварки дует ветер, защитный газ. подающийся из сопла, будет выбрасываться и захватывать воздух. что может привести к образованию раковин и прочих сварочных дефектов. Даже слабый ветер оказывает вредное влияние на способность к защите.
На рис 3.7 представлено отношение скорости ветра с расходом газа, необходимым для получения хорошей способности к защите в случае, когда в зону сварки дуст боковой ветер. Видно, что по мере увеличения скорости ветра нужно увеличивать расход газа. Однако увеличивать расход газа — это не экономично, к тому же, если ветер еще сильнее, настает момент когда увеличивать расход газа бесполезно, так что обычно пределом скорости ветра считается 2 м/сек.
Следовательно, даже когда летом жарко, не желательно выполнять сварку в непосредственной близости от вентилятора. Опыт диктует, что тихий ветер, который может гнуть только табачный дым. не оказывает вредного влияния на сварку.
При сварочных работах на открытом воздухе, когда дует сильный ветер, необходимо ставить ограждение, окружать место палаткой или применять другие меры для защиты от ветра.
3-4 СВЕТОМАСКИРОВКА И ПРОВЕТРИВАНИЕ
3-4-1 Выбор фильтровальных щитков
Дуга в Аргонодуговой сварке представляет собой открытую дугу, в которой плотность тока высока, сила света больше, чем в сварке покрытым электродом, в частности, количество ультрафиолетовых лучей велико. Когда глаза воспринимают большое количество ультрафиолетовых лучей, даже если непосредственно после этого не появляется субъективный симптом, через несколько часов может появиться симптом и боль в глазах. Кроме того, луга излучает инфракрасные лучи, которые, воздействуя длительное время на глаза, также могут причинить травму.
Следовательно. необходимо смотреть в зону сварки через фильтровальный щиток, который не пропускает ультрафиолетовые и инфракрасные лучи, тем самым защищая глаза, и пропуская только подходящие видимые лучи. При производстве сварочных работ необходимо использовать средства светомаскировки для индивидуальной защиты. Эти средства светомаскировки для индивидуальной защиты регламентируют стандарты JIS 18141 (средства светомаскировки для индивидуальной защиты) и JIS T8142 (маски сварщика).
Если степень светомаскировки фильтровального щитка слишком велика, то затруднительно наблюдать зону сварки, так что следует выбрать щиток с подходящей степенью светомаскировки в зависимости от сварочного тока, как приведено в табл. 3.5.
Табл. 3.5 Выбор степени светомаскировки (JISTH141 — 1980)
Сварочный ток, А Номер степени светомаскировки
не более 100 9 или 10
от 100 до 300 11 или 12
от 300 до 500 13 или 14
не менее 500 15 или 16
Вредные лучи от дуги оказывают влияние не только на самого сварщика, но и на окружающих работников, так что следует уделять внимание, тому чтобы лучи от дуги не проникали наружу, и по необходимости ставить вокруг ограждение, завесу светомаскировки или т.п.
Кроме того, нужно обращать внимание на то, что если вокруг рабочего места имеется белая стена или блестящий предмет, например, из алюминиевого сплава, могут произойти нерегулярные отражения лучей от дуги, лучи могут попасть в глаза и привести к .
3-4-2 Защита кожи
Сварка представляет собой процесс, сопровождающийся высокой теплотой, так что. необходимо защищаться от тепла дуги, одеваясь в огнестойкую спецодежду, кожаные перчатки, передник и прочие средства индивидуальной защиты. Открытые участки кожи также необходимо защищать от лучей дуги.
Глаза и кожа могут пострадать от световых лучей дуги. Чем больше сварочный ток и чем дольше его непрерывное действие, тем серьезнее проявляется травматизм.
Чтобы защитить кожу от световых лучей и тепла дуги работник должен застегнуть пуговицы спецодежды правильно, использовать маску сварщика-передник, перчатки, бахилы и прочие средства индивидуальной защиты. В частности чтобы защитить шею от лучей сварки нужно обмотать ее полотенцем .шарфом и т.д. Кожаные перчатки сварщика регламентирует стандарт JIS T8113 (кожаные защитные перчатки для сварщика)
Кроме того, непосредственно после сварки электрод и основной металл обладают высокой температурой. Поэтому следует соблюдать правила техники безопасности во избежание ожога.
3-4-3 Проветривание
Хотя сам аргон, используемый при Аргонодутовой сварке, безвреден и безопасен, если производят сварку определенное время в месте с плохим проветриванием, в баке или ограниченном пространстве, аргон, который тяжелее чем воздух, может накопиться и, вытеснить кислород и тем самым удушающе воздействовать на работника.
Кроме того при сварке образуются окиси азота, озон, твердые металлические частицы, пыль. Может произойти испарение краски и растворителя, оставшихся на изделии. Все эти вещества относятся к вредным веществам которые по возможности не следует вдыхать.
Следовательно, следует не только постоянно стараться проветривать с использованием вытяжного устройства или вентилятора, но и стараться использовать противопылевой респиратор и прочие средства для индивидуальной защиты. Противопылевые респираторы регламентируют стандарты JIS 18151 (противопылевые респираторы) и JIS 18I53 (респираторы с питанием воздуха).
Однако слишком сильная вентиляция или проветривание может привести к нарушению защитных свойств защитного газа и тем самым помешать получить качественный результат сварки, так что следует обращать внимание и на защиту зоны сварки от ветра.
Сообщение отредактировал Sakhalin_Cat: 06 Декабрь 2014 14:20
Электрод вольфрамовый ПТК WL-20
Артикул: 007.100.127 Электрод вольфрамовый ПТК WL-20-175мм Ø 4,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 4,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 846 р
Артикул: 007.100.126 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,2
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 535 р
Артикул: 007.100.125 Электрод вольфрамовый ПТК WL-20-175мм Ø 3,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 3,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 472 р
Артикул: 007.100.124 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,4
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 309 р
Артикул: 007.100.123 Электрод вольфрамовый ПТК WL-20-175мм Ø 2,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.122 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,6
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Артикул: 007.100.121 Электрод вольфрамовый ПТК WL-20-175мм Ø 1,0
Электрод WL-20 с содержанием оксида лантана до 2,2% используется для сварки алюминия, углеродистых и нержавеющих сталей на максимальных токах. Применяется на переменном и постоянном токе. Диаметр электрода 1,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 67 р
Вольфрамовые электроды WС-10 (розовый) и WС-20 (серый)
WС-10 — это электрод с содержанием оксида церия (CeO₂), розовый цветовой код. Массовая доля оксида церия достигает до 1%.
WС-20 — это электрод с содержанием оксида церия (CeO₂), массовая доля которого варьируется в пределах от 1,8 до 2,2%. Имеет серый цветовой код.
- Особенности: Церий в качестве легирующего элемента улучшает стабильность горения дуги и легкость запуска при одновременном снижении выгорания. Вольфрам марки WС-10/20 рекомендуется использовать в коротких сварочных циклах при малых значениях тока.
- Тип тока: Цериевые электроды предназначены для сварки на постоянном и переменном токе (AC/DC).
- Металл: Электроды предназначены для сварки алюминия, всех типов сталей и их сплавов, особенно тонколистовой.
В продаже есть только фирменные вольфрамовые электроды ПТК WС-20 диаметром от 1,6 до 3,2 мм.
Артикул: 007.100.134 Электрод вольфрамовый ПТК WС-20-175мм Ø 3,2
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 435 р
Артикул: 007.100.133 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,4
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 247 р
Артикул: 007.100.132 Электрод вольфрамовый ПТК WС-20-175мм Ø 2,0
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.131 Электрод вольфрамовый ПТК WС-20-175мм Ø 1,6
Электрод WС-20 с содержанием оксида церия используется для сварки алюминия, углеродистых и нержавеющих сталей. Применяется при сварке на переменном и постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Вольфрамовый электрод WY-20 (синий)
Это вольфрамовый электрод с содержанием оксида иттрия (Y₂O₃), который имеет синий цветовой код. Массовая доля легирующей добавки варьируется в пределах от 1,8 до 2,2%.
- Особенности: Иттриевые вольфрамовые электроды выдерживают большие токи, при соблюдении технологии сварки обеспечивают качественный и надежный шов, поэтому особенно подходит для сварки особо ответственных конструкций.
- Тип тока: Предназначены для сварки только на постоянном токе (DC).
- Металл: Этот тип электродов подойдет для сварки всех типов сталей, титана, меди и их сплавов.
Ассортиментный ряд электродов WY-20 представлен в диаметре 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.144 Электрод вольфрамовый ПТК WY-20-175мм Ø 3,2
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 452 р
Артикул: 007.100.143 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,4
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 292 р
Артикул: 007.100.142 Электрод вольфрамовый ПТК WY-20-175мм Ø 2,0
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 177 р
Артикул: 007.100.141 Электрод вольфрамовый ПТК WY-20-175мм Ø 1,6
Электрод WY-20 с содержанием оксида иттрия используется для сварки конструкций из углеродистых, низколегированных и нержавеющих сталей. Применяется при работе на постоянном токе. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 126 р
Вольфрамовые электроды WZ-3 (коричневый) и WZ-8 (белый)
WZ-3 — это электрод с содержанием оксида циркония (ZrO₂), коричневый цветовой код. Массовая доля оксида церия достигает до 0,3%.
WZ-8 — это электрод с содержанием оксида циркония (ZrO₂), массовая доля которого варьируется в пределах от 0,7 до 0,9%. Имеет белый цветовой код.
- Особенности: Данный тип электродов можно применять при сварке на высоких токах. Имеют слабую стабильность дуги и очень требовательны к чистоте сварочной ванны. Рабочий конец этих электродов рекомендуется затачивать в форме полусферы.
- Тип тока: Предназначены для сварки только на переменном токе (АC).
- Металл: Электроды предназначены для сварки алюминия, магния, никеля, бронзы и их сплавов.
В продаже есть только фирменные вольфрамовые электроды ПТК WZ-8 диаметром 1,6 / 2,0 / 2,4 и 3,2 мм.
Артикул: 007.100.154 Электрод вольфрамовый ПТК WZ-8-175мм Ø 3,2
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 3,2 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 535 р
Артикул: 007.100.153 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,4
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,4 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 303 р
Артикул: 007.100.152 Электрод вольфрамовый ПТК WZ-8-175мм Ø 2,0
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 2,0 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 211 р
Артикул: 007.100.151 Электрод вольфрамовый ПТК WZ-8-175мм Ø 1,6
Электрод WZ-8 с содержанием оксида циркония используется при работе на переменном токе для сварки алюминия, бронзы, никеля и их сплавов. Диаметр электрода 1,6 мм, длина – 175 мм. Поставляется в пластиковой пачке по 10 шт.
Цена: 134 р
Вольфрамовые электроды WT
Электроды марки WT легированы оксидом тория (ThO₂) и включают в себя следующие разновидности:
- WT-10 — желтый цветовой код, содержание двуокиси тория до 1%;
- WT-20 — красный цветовой код, содержание двуокиси тория до 2%;
- WT-30 — фиолетовый цветовой код, содержание двуокиси тория до 3%;
- WT-40 — оранжевый цветовой код, содержание двуокиси тория до 4%.
Вольфрамовые электроды из сплава оксида тория применяются при сварке на постоянном токе (DC) нержавеющей стали, меди, никеля, титана и их сплавов.
Важная и отличительная особенность тория — его радиоактивность. Торий считается радиоактивным металлом, что делает вдыхание паров и пыли риском для здоровья для здоровья сварщика, а утилизацию — риском для окружающей среды. Исходя из этих соображений в ассортименте фирменной продукции ПТК нет ториевых вольфрамовых электродов WT.
Область применения в сварочном производстве
Работать вольфрамовым электродом хорошо при работе с металлом толщиной от 0,1 до 6 мм. Допускается работать без присадки, при толщине стенки не пболее 2мм.Шов формируется за счет расплавленных кромок. Для более толстого металла требуется присадочный материал в виде присадочной проволоки или пластин, которые подаются в зону дуги или уложены в разделку. Стыковые и угловые швы в любом положении в пространстве выполняют автоматически, полуавтоматически или вручную. Важнейшим условием для работы является ограждение сварочной ванны от воздействия воздуха. Поэтому сварочный процесс вольфрамом ведется в защите от инертных газов (чаще всего аргона), а сварку такой назвали аргонно-дуговой. Аргон — газ инертный. Это значит, что он не вступает в реакцию с расплавленным металлом, и поскольку аргон тяжелее воздуха, он его вытесняет и надежно защищает ванну. Необходимо, чтобы в защите аргона была вся сварочная ванна, конец присадки и сам электрод.
Подготовка и сборка кромок
Чтобы качество сварки обеспечивалось надежно, особенно когда конструкция тонколистовая, необходима правильная и точная подготовка, предварительную сборку и прихватку кромок выполнять в сборочно-сварочных приспособлениях.
Чистота соединения
Следует особое внимание обращать на чистоту свариваемого соединения и самой рабочей части стержня. Если конец электрода будет загрязненным или обгоревшим, кромки соединения не зачищены, есть опасность попадания кусочка вольфрама в ванну и образования в структуре шва вредного включения. Во избежание лишнего соприкосновения электрода с поверхностью металла, используют осциллятор – устройство для бесконтактного возбуждения дуги.
Режим сварки
Обязательно нужно строго соблюдать сварочный режим, то есть подобрать силу тока, следить за расходом газа, соблюдать скорость подачи электрода вдоль шва — это залог качества соединения.
Особенности сварки электродами из вольфрама Главная особенность вольфрама — это его высокая температура плавления. А в совокупности с инертной аргоновой защитой эти электроды творят просто сварочные чудеса! Достаточно сказать, что диапазон толщин имеет размах от десятых долей миллиметра до десятков миллиметров, сила тока может быть от нескольких ампер до сотен ампер. Нет в природе такого металла, стали или сплава, который не мог бы быть сварен аргонно-дуговой сваркой. В последние годы, наряду с художественной ковкой, с художниками-кузнецами все больше приобретают популярность художественная аргоновая сварка и художники-сварщики.
Некоторые обязательные технологические требования: При ручной сварке, следует соблюдать следующие требования • движение ведется справа налево; • при работе с изделиями толщиной до 2-2,5мм горелку необходио держать под углом 60 градусов к поверхности изделия, а когда толщина деталей больше 2-2,5мм, то угол настраивать примерно в 90 градусов .Поперечные колебания не рекомендуются. Если процесс проходит в автоматическом или полуавтоматическом режиме, то пруток направляется так, чтобы он двигался впереди дуги.
Рекомендации по подбору диаметра электрода и сварочного тока
Качество сварочного шва напрямую зависит и от правильно подобранного диаметра сварочного электрода и выставленному току. Поэтому мы подготовили для вас специальные рекомендации, которые помогут достичь максимально качественный результат в процессе сварки.
| Диаметр электрода, мм | Рекомендуемый ток при сварке в аргоне (AC), А | Рекомендуемый ток при сварке в гелии (AC), А | Рекомендуемый ток при сварке в аргоне (DC), А | Рекомендуемый ток при сварке в гелии (DC), А |
| 1,0 | до 60 | до 50 | до 70 | до 50 |
| 1,6 | 60–120 | 50–110 | 70–120 | 50–100 |
| 2,0 | 70–130 | 60–120 | 90–150 | 70–130 |
| 2,4 | 100–180 | 90–160 | 110–180 | 90–150 |
| 3,0 | 140–230 | 120–200 | 150–220 | 120–200 |
| 3,2 | 160–250 | 150–220 | 180–270 | 160–250 |
| 4,0 | 200–320 | 180–300 | 200–350 | 180–320 |
Специфика сварки вольфрамом
Аргоновая сварка при помощи вольфрамовых стержней отличается возможностью использования ручного, автоматического и полуавтоматического режима. Помимо того выделяют такие аспекты, как:
- соединение металлов без использования присадок;
- сваривание заготовок толщиной 0,1 миллиметр и меньше;
- создание дуги без контакта и металлом;
- минимальный расход электрода в защитном облаке.
В данном контексте необходимо отметить, что снизить расход стержня позволяет правильный выбор силы тока, а расход газа напрямую зависит от скорости сварки и толщины заготовки.
Сварочный калькулятор для TIG сварки
Напоминаем, что мы разработали специализированный сварочный TIG калькулятор, который будет полезен дилерам и сварщикам, которые только познают азы аргонодуговой сварки. Калькулятор «даст» рекомендации для сварочных работ с алюминием, сталью и нержавейкой, может с выбором горелок и комплектующих. Выбор толщины свариваемого металла — от 1 до 12 мм. Также, калькулятор подскажет какие области должны быть проварены, в зависимости от типа соединения.
Переходите по ссылке и пользуйтесь калькулятором TIG калькулятором.
Маркировка по цветам
Вольфрамовый электрод для аргонной сварки может производиться как из чистого металла, так и из материала с примесями. Использование различных добавок позволяет улучшить стабильность горения дуги. В зависимости от используемых примесей выполняется классификация по свойствам.
Сварка вольфрамовым электродом может выполняться с применением разного тока, как по величине, так и по типу. Выделяют три группы, отличающихся видом рабочего тока:
- постоянный;
- переменный;
- универсальные (подходят для разных видов тока).