Выход на рынок компактных аппаратов для полуавтоматической сварки и их высокая популярность поспособствовали расширению применения сварки практически во всех сферах жизни человека. Так, при помощи полуавтоматической осуществляются различные кузовные ремонты автомобилей. Сварка используется также в промышленном или же частном строительстве. С их применением производят различные металлоконструкции.
В процессе работы с аппаратом некоторые комплектующие имеют свойство изнашиваться и приходят в негодность. Одна из таких комплектующих этого оборудования – рукав для сварочного полуавтомата. В процессе эксплуатации, элементы подвержены различным внешним факторам:
- Высокие температуры в процессе сварки.
- Капли расплавленного металла.
- Царапины.
- Различные перегибания.
Внутри рукава его направляющие истираются проволокой, которая подается к зоне сварки. Естественно, все эти воздействия неблагоприятно влияют на аппарат и выводят его из строя. Зачастую, рукав для сварочного полуавтомата ломается самым первым.
Типы
Современные производители сегодня предлагают два вида сварочных рукавов. Это может быть непосредственно рукав или же горелка. При этом внешний вид этих изделий ничем не отличается друг от друга. Оба эти наименования обозначают один и тот же аксессуар.
Так, сварочная горелка-рукав полуавтоматов состоит из трех основных элементов. Это непосредственно горелка, рукав, а также разъемы для их соединения. К сожалению, сейчас трудно найти в продаже рукава отдельно. Но можно приобрести почти все составные элементы конструкции или найти аналоги.
Технические требования к сварочным рукавам
Нормативный документ, регламентирующий требования к характеристикам сварочных рукавов — межгосударственный стандарт ГОСТ 9356-75. Согласно этому ГОСТ, конструкция рукавов должна быть многослойной, с внутренним и наружным слоями из резины и расположенного между ними армирующего каркаса из хлопчатобумажных или полимерных волокон. Прочность связи между слоями должна быть не менее 2 кгс/см2 для хлопчатобумажного каркаса или 1,5 кгс/см2 для каркаса из непропитанных нитей их химических волокон.
Устройство
Итак, рукав для сварочного полуавтомата состоит из резиновой оболочки. Под ней находится достаточно сложная начинка. Так как для полуавтоматической сварки необходима специальная проволока, то в сварочном рукаве находится сложная система. Она представляет собой направляющий канал, подающую спираль. Также внутри может быть трубка из тефлона. У фирм, что производят комплектующие для сварки, может быть разное устройство рукава сварочного полуавтомата.
Также для процесса работ необходимо наличие защитного газа. Для подачи его используется отдельный шланг. В зависимости от того, какой марки и модели аппарат, процесс транспортировки и подачи в зону работы проволоки и газа может различаться. Вместе с коаксиальным существует и параллельный тип.
Внутри рукава также проходит положительный силовой кабель от сварочного к трансформатору. Этот шнур идет к токовому наконечнику, расположенному на горелке. Также имеется два тонких провода. Они подключены к пусковой кнопке.
Что это такое
Технический газ поступает к самой сварочной горелке (или резаку) через некий «шланг», приспособление, именуемое сварочным рукавом.
Он позволяет направлять газ (применение ацетилена, кислорода, пропана и бутана тоже возможно) в жидком виде или под высоким давлением.
Это устройство также будет необходимо вам для предотвращения окисления зоны сварки. Это происходит в случае связки защитного газа или других различных смесей со сварочным автоматом.
По умолчанию, газовые шланги состоят из нескольких слоев, их количество может неограниченно варьироваться от разных критериев, ведь есть много разновидностей технологий изготовления и производителей, выпускающих данный товар.
Два основных слоя — это внутренний, непосредственно контактирующий с газом, и наружный. Цвет наружного слоя будет разниться от назначения. Ведь помимо всего, существует несколько типов трубок, для выполнения разных задач. Об этом пойдет речь далее.
Расходный материал
Рукав для сварочного полуавтомата является расходным материалом, а точнее, спираль, отвечающая за подачу проволоки. Также эту деталь называют каналом для подачи, направляющим элементом.
В качестве материалов для ее производства используется проволока либо лента из стали. Однако, последняя может изготавливаться и из пластика. Проволока или же лента наматываются в виде спирали. Далее она покрывается снаружи изоляционными материалами.
Из-за того, что проволока постоянно трется о внутреннюю поверхность рукава, то внутренние элементы активно изнашиваются. Этому также способствует пыль и грязь, попадающая внутрь вместе с проволокой. Особенно активному износу подвержен канал, если работа ведется алюминиевой проволокой. Для работ с алюминиевым материалом применяют тефлоновые трубки.
Эти направляющие каналы являются «расходниками», которые необходимо периодически менять. Также замене подлежит и газовый шланг. Он подвержен разрывам.
Что нужно знать при выборе
Для того, чтобы вы не ошиблись в подборе сварочного рукава, мы предоставим несколько простых советов, укажем те детали, на которые стоит обратить внимание при покупке шланга.
Первым делом, перед приобретением, нужно убедиться в гибкости и прочности товара. Проверьте отсутствие заводского брака. Дефектами можо назвать любые трещины, отверстия, неровности слоев, т.д.
Но такую проверку нужно делать аккуратно, чтобы своими руками не деформировать шланг.
Основываясь на практике можно сделать вывод, что самым ходовым является рукав для варения полуавтоматом в аргоновой среде. С этой задачей отлично справляются шланги первого класса.
Самая удобная по нашему мнению длина – 2-2.5 метра, хотя максимальная отметка может достигать почти пяти метров.
Очень важно контролировать, чтобы приспособления не скручивались и не придавливались. Это касается как эксплуатации, так и просто хранения шлангов.
Для того, чтобы рукав прослужил вам дольше, сохранив качество, желательно хранить их в сухих, защищенных от пыли и мусора помещениях. Так оболочка сохранит свою прочность дольше.
Мы постарались учесть все, что стоит знать при выборе и использовании газовых шлангов. Но главное – помнить, что рукав – это комплектующая, которая изнашивается со временем, и обязательно требует замены.
Ведь если пользоваться одним и тем же шлангом десятками лет, вряд ли будет достигнут необходимый, качественный результат.
Причины выхода элемента из строя
Если рукав полуавтомата сварочного с механическим клапаном вышел из строя или же устройство получило механические повреждения, деталь требует ремонта, либо замены. Чтобы не тратить лишние средства, вначале необходимо продиагностировать узел.
Если сварочный шов получается некачественным, то это напрямую зависит от того, в каком состоянии находится рукав. Плохой шов может быть вызван заеданиями проволоки внутри элемента или же недостаточным количеством газа. Обе причины являются основанием для замены рукава отдельно, или вместе с горелкой. Последний вариант используют редко. Чаще покупают один новый элемент, либо делают сварочный рукав для полуавтомата своими руками.
Требования при эксплуатации
Концы армированных сварочных рукавов, при надевании на ниппель, должны без разрывов выдерживать растяжение до 30% от величины внутреннего диаметра.
Все рукава должны сохранять герметичность при воздействии давления, вдвое превышающего паспортное, а также обладать трехкратный запас прочности на разрыв гидравлическим давлением.
Нормативный средний срок эксплуатации сварочных рукавов, согласно ГОСТ 9356-75 составляет 18 месяцев.
Все поставляемые компанией Центрогаз сварочные рукава имеют сертификат, подтверждающий соответствие всех параметров продукции требованиям ГОСТ 9356-75.
Предложения рынка и цены
Стоимость детали из комплекта вместе с горелкой начинается от полутора тысяч рублей. Наиболее дорогое устройство стоит около 12 тысяч. Каналы для транспортировки проволоки обойдутся максимум в 200-400 рублей.
Если нужна тефлоновая трубка, то она стоит максимум 500-1000 р. Рукава отечественного производства можно приобрести за 20-40 р. за каждый погонный метр. Диаметр такого шланга составляет 6,3 мм. Поэтому приобретать рукав комплектом не обязательно. Из купленных расходных материалов можно изготовить отличный самодельный рукав для сварочного полуавтомата.
Как выбрать?
Итак, вы знаете, какие бывают шланги для газовой сварки и резки. Но на что еще обратить внимание при выборе рукава? Какие параметры не указаны в маркировке? Мы дадим несколько простых рекомендаций, которые помогут вам в выборе подходящего шланга.
Перед покупкой проверьте, насколько рукав гибок и прочен. Он должен быть достаточно эластичным и не деформироваться при малейшем скручивании. Разумеется, не нужно вязать узлы из шланга. Просто оцените, насколько качественно он сделан и нет ли заводских дефектов. Любой приобретенный вами рукав для газовой сварки должен быть достаточно эластичным и не иметь трещин, отверстий и т.д.
Не надейтесь на «авось» и не покупайте обычные шланги для работы при низких температурах. Они просто не предназначены для этого. Лучше сразу приобретите морозостойкий рукав, чтобы потом не создавать себе дополнительных проблем из-за небольшой экономии.
По нашему опыту, чаще всего сварщики ищут сварочный рукав для полуавтомата, чтобы варить в среде аргона. Сразу скажем, что для таких случаев отлично подходит шланг первого класса (он окрашен в красный цвет). Что касается длины кабеля, то она может достигать 4.5 метра. Но мы не рекомендуем покупать такие длинные рукава. Они часто скручиваются и недостаточно эффективны в работе. Оптимальная длина шлангов для газовой сварки и резки — около 2-2.5 метров.
Пара слов о применении и хранении. Следите, чтобы шланги не пережимались и не скручивались. Как в работе, так и при хранении. Пусть рукава лежат в чистом и сухом месте, закрытом от пыли. С виду шланги могут быть достаточно прочными, но их оболочка не всегда способна противостоять влаге, грязи и тем более искрам.
Вот и все, что вам нужно знать о выборе и хранении шлангов. Учитывайте, что сварочные рукава это такие же комплектующие, как и горелка, например. Они так же нуждаются в своевременной замене. Не нужно эксплуатировать один кабель годами, а затем удивляться, почему вы не получаете необходимый вам результат.
Как выбирать
При покупке комплектов для полуавтоматической сварки, необходимо учитывать несколько важных факторов. Так, нужно знать модель аппарата и его функции. Это могут быть работы в средах инертных или активных газов, аргонодуговая сварка или же работа с порошковой проволокой. Стоит учитывать, каким образом устроены соединительные элементы. Наиболее популярный вариант – это KZ-2. Важны и эргономические характеристики горелки. Ручка должна удобно сидеть в руке, а кнопка — быть достаточного размера.
При выборе стоит обратить внимание на диаметр проволоки, для которой предназначен тот или иной аппарат. С обыкновенными сварочными устройствами используют проволоку диаметром от 0,6 до 1,6 мм. Но конкретные устройства могут работать и с более узкими диапазонами размеров – например, 0,2-0,6 мм.
Немаловажный момент при выборе – максимальные токи и толщина рукава. Оптимальная для любых сварочных работ – 3 мм. Но в продаже можно найти изделия и большей длины.
Маркировка
Стандартом установлены 3 класса сварочных армированных рукавов общего пользования:
- Класс 1 — предназначен для подачи горючих газов: ацетилена, пропан-бутана, природного газа. Паспортное давление — 6,3 кгс/см2 (6,3 атм, 0,63 МПа). Рукав производится с наружным слоем красного цвета.
- Класс 2 — предназначен для подачи жидкого топлива (бензина, уайт-спирита, керосина) под давлением 6,3 кгс/см2. Отличается требованиями к бензостойкости внутреннего резинового слоя. Выпускается с наружным слоем желтого цвета.
- Класс 3 предназначается для подачи кислорода под давлением 20 кгс/см2 (20 атм, 2,0 МПа) и 40 кгс/см2 (40 атм, 4,0 МПа). Наружный слой синего или черного цвета (рукав армированный резиновый).
Для всех классов допускается черный цвет наружного слоя, при этом рукав должен маркироваться полосами соответствующего цвета.
- первый класс — одна черта
- второй класс — две черты
- третий класс — три черты
Принцип работы
Идущая в комплекте газовая горелка для полуавтомата – это исполнительное устройство для получения сварочного шва в среде защитного газа.
Газовая горелка для полуавтомата
Принцип работы следующий:
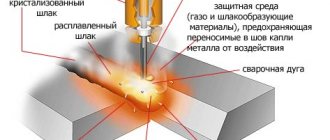
- Горелка помещается к основному металлу на расстояние образования дуги.
- Перед началом розжига дуги за несколько секунд в сварочную зону подается защитный газ.
- Напряжение подается на токоподводящий наконечник, а соответственно и на электродную проволоку.
- В сварочной дуге электродная проволока плавится и каплями с потоком газа попадает в сварочную ванну.
- При перемещении горелки вдоль соединяемых элементов образуется сварной шов.
- Среда защитного газа обеспечивает получение качественного и чистого шва.
Во время проведения сварных работ элементы горелки подвергаются воздействию высоких температур. Особенно страдают газовое сопло, токоподводящий наконечник и электродный держатель, также именуемый диффузором и газорассекателем.
Устройство горелки для полуавтомата
- основа горелки;
- изоляционное кольцо;
- электродный держатель;
- токоподводящий наконечник;
- газовое сопло.
Выход из строя, например, токоподводящего наконечника, препятствует подаче сварочной проволоки для заполнения ванны.