Сварка – один из наиболее часто используемых методов соединения металлов и сплавов. Даже мастера иногда допускают дефекты шва, не говоря уже о новичках. При проведении таких работ в домашних условиях достаточно визуального контроля. На производствах для контроля качества сварного шва используются разные методы, и одним из передовых является радиографический контроль.
Краткое описание метода
Металлические детали соединяются с применением разных видов сварки, при этом могут образовываться дефекты сварных швов.
Это связано с:
- нарушением технологии выполнения работ;
- попаданием в место сварки инородных тел;
- недостаточной квалификацией сварщика и т.д.
Все это приводит к ухудшению качества шва и уменьшению его прочности.
Рентгенографический контроль (РК) сварных соединений – неразрушающий метод, позволяющий выявлять скрытые дефекты на ранней стадии, избегать аварийных ситуаций в будущем.
Это высокоточный способ, при помощи которого можно объективно оценить как характер, так и размер дефектов. Методика позволяет контролировать состояние сварочных швов на трубопроводах, резервуарах, разном оборудовании и металлоконструкциях и т.д.
Рентгенотелевизионные установки.
С помощью рентгенотелевизионных установок, разработанных в Научно-исследовательском институте интроскопии, можно контролировать сварные соединения с чувствительностью, приближающейся к чувствительности радиографического метода, и с производительностью, превышающей производительность последнего [63].
Достоинство «того метода — возможность механизации процесса контроля.
Заводы намечается оснащать рентгенотелевизионными установками на основе рентгеновидиконов диаметром 18 и 90 мм — ПТУ-38 и ПТУ-39, установками с рентгеновидиконом диаметром 150 мм, а также установкам типа РИ-20Т и РИ-60ТК, рентгеновской аппаратурой с усилителями яркости изображения.
Усовершенствованием метода рентгеновского контроля промышленных изделий является фиксация рентгеновского изображения при помощи ксерографического способа. Его применяют взамен фотографического, при этом уменьшается стоимость рентгеновского контроля при сохранении чувствительности к выявлению дефектов, близкой к радиографическому способу. Ксерографический способ контроля является более производительным, чем рентгенографический.
Для контроля сварных соединений в труднодоступных местах при отсутствии источников электропитания, когда не-возможно использовать рентгеновские установки или ускорители, применяют гамма-дефектоскопию. В этом случае для просвечивания сварного соединения используют гамма- или тормозное излучение радиоактивных изотопов. В СССР гамма-лучи для дефектоскопии металлов впервые использовали в 1926 г. работники Государственного радиевого института JI. В. Мысовский и Т. С. Измайлова.
Они применяли естественные радиоактивные препараты радия мезотория. Однако высокая стоимость препаратов не позволила широко внед рить гамма-просвечивание в производство.
С появлением в начале 50-х годов искусственных радиоактивных препаратов — изотопов для промышленной гаммаграфии широко используют искусственный радиоактивный изотоп кобальта. Развитие ядерной энергетики позволило получить изотопы с различными характеристиками излучения.
В СССР для гамма-дефектоскопии чаще всего применяют следующие изотопы: кобальт-60, цезий-137, иридий-192, тулий-170, селен-75. Источник излучения, необходимый для решения производственных задач, выбирают в зависимости от толщины и плотности материала, возможной технологии контроля. Для стали толщиной менее 15—20 мм используют тулий-170, для более толстых образцов применяют другие источники, при этом кобальт-60 применяют для металла толщиной свыше 40—60 мм.
Советские ученые и специалисты еще до начала 50-х годов провели научно-исследовательские работы, способствовавшие внедрению гамма-дефектоскопии в заводских условиях. Пионером разработки и внедрения гамма-дефектоскопии в ряде отраслей машиностроения является С. Т. Назаров.
Фундаментальные исследования в области гамма-дефектоскопии выполнены С. В. Румянцевым и его учениками [58, 59, 61].
Инициатором широкого внедрения этого способа в промышленности в послевоенные годы был В. С. Соколов. Большой вклад в развитие методов и средств радиоизотопной дефектоскопии внесли специалисты ВНИИ радиационной техники.
ГОСТ и иные требования
Проведение радиографического метода контроля сварных соединений регламентируется ГОСТ 7512-82. Такой метод позволяет контролировать сварной шов при толщине свариваемых элементов от 1 до 400 мм, а при использовании мощного оборудования – и до 500 мм.
Для этого применяются рентгеновское, тормозное и гамма-излучение, а для получения снимка – радиографическая пленка.
Основные требования к принадлежностям для проведения такого контроля следующие:
- Маркировочные знаки соответствуют ГОСТ 15843-79.
- Радиографические пленки отвечают техническим условиям.
- Источник излучения соответствует ГОСТ 20426-82.
- Усиливающие экраны могут быть металлическими и флюоресцирующими.
- Светонепроницаемые кассеты обеспечивают плотный прижим экрана к пленке.
- Свинцовый экран защищает пленку от рассеянного излучения.
- Эталоны чувствительности могут быть пластинчатыми, проволочными или канавочными.
Сфера применения и алгоритм рентгенографического метода
Радиографическая технология используется для обеспечения целостности соединений в металлоконструкциях. Если вовремя подвергнуть их проверке по радиационной дефектоскопии, можно обнаружить в нем микропоры, трещины, подрезы, оксидные прожоги и прочие дефекты, которые скрыты при внешнем осмотре. Методика не используется для выявления:
- трещин и неполных проваров, расположенных в разной с направлением излучения плоскости;
- прерывистых участков и скоплений, размер которых меньше допустимого;
- прерывистых участков и скоплений, которые на детекторе сливаются с посторонними деталями, резкими изменениями толщины, острыми углами и пр.
Рентгеновские лучи – не единственный тип излучения, к которому прибегают, чтобы проконтролировать качество сварных соединений. Для этого также применяют бета и гамма-излучение. Их отличия заключаются в сфере применения. Рентгенография характеризуется высокой чувствительностью. Однако ее чаще всего используют в условиях цеха. В полевых условиях метод применяют только тогда, когда к местам электродуговой сварки предъявляются высокие стандарты. Бетатронная радиография также используется в цехах, но только тогда, когда исследуются слишком толстые сварные швы. Метод гаммаграфии доказал свою эффективность в случаях, когда качество швов приходиться проверять в сложных полевых условиях и отдаленной местности.
Радиографический контроль сварного соединения – процедура, состоящая из нескольких последовательных операций. Среди них:
- Выбор источника. Здесь в первую очередь учитывают экономическую целесообразность и технические характеристики источника излучения. Если это пленка, то она должна соответствовать производительности детектора и характеристикам исследуемого шва.
- Подготовка. До процедуры место электродуговой сварки внимательно рассматривают и очищают от мусора. Если на его поверхности будут повреждения, они затемнят изображение. Большие зоны разбиваются на отдельные участки и маркируются.
- Непосредственно просвечивание. Во время просвечивания источник излучения не должен смещаться или вибрировать. В противном случае это исказит результаты проверки. После того, как просвечивание завершено, пленку убирают и отправляют на обработку.
- Фотообработка. Во время обработки пленку проявляют, промывают, фиксируют на ней изображение, снова промывают в стоячей воде, еще раз промывают и сушат в течение 3-4 часов при температуре до +35 градусов.
- Расшифровка. Полученные изображения внимательно изучаются на наличие дефектов. Для этого используют измерительную лупу и линейку. При этом ориентируются на специальные эталоны. К расшифровке допускаются изображения, на которых отсутствуют полосы, пятна, повреждения и загрязнения. При этом расшифровщик должен уметь дифференцировать реальные дефекты от плохой обработки или некачественного детектора.
По результатам проверки составляется заключение о качестве сварного соединения. В нем используются специальные сокращения, а сами дефекты разбиваются по группам – скопления, цепи, одиночные дефекты.
Свойства и возможности рентгена
Особенность рентгенографии в том, что проходимость материалов зависит от длины генерируемых лучей. В плотных материалах они рассеиваются и частично поглощаются. Чем ниже плотность проверяемого соединения, тем четче получится изображение.
Возможность некоторых химических элементов на протяжении нескольких секунд светиться под действием рентгеновского излучения позволяет засвечивать специальную пленку и получать изображение имеющихся дефектов шва.
Если исследуемый материала однородный, результат получится в виде светлого и однотонного изображения. При наличии разных дефектов, раковин, пустот оно будет иметь затемнения.
В работе некоторых моделей дефектоскопов используется способность ионизированного воздуха пропускать электричество. Чем выше степень ионизации, тем лучше проводится ток. Этот принцип позволяет при проведении РК получать изображение не на пленке, а на экране осциллографа.
В большом количестве рентгеновское излучение негативно влияет на организм человека, при этом происходит облучение клеток и тканей. Большие дозы приводят к развитию лучевой болезни и даже смерти. Поэтому применение рентгеноскопии для контроля качества сварочных швов требует строгого соблюдения правил безопасности.
Свойства рентгеновских лучей
Рентгеновские лучи — это один из видов электромагнитного излучения. Длина волны рентгеновских лучей существенно отличается от длины волны видимого света и составляет 6*10-13 — 10-9м. Лучи рентгена ионизируют газы и воздействуют на живых существ. Они обладают способностью нагревать предметы на которые воздействуют и они не отклоняются электрическими и магнитными полями.
Рентгеновское излучение обладает большей энергией, чем лучи видимого света и способно воздействовать на фотоплёнку и фотобумагу и поглощаться разными веществами в различной степени. Например, металлом и неметаллическими включениями такие лучи поглощаются по-разному.
Такие особенности рентгеновских лучей обусловили их широкое применение в различных областях, в том числе и для неразрушающего рентгеновского контроля сварных соединений.
Область применения дефектоскопии
Рентгеновский метод проверки сварных соединений позволяет с высокой точностью определять такие параметры имеющихся дефектов, как размер, форма и расположение в пространстве.
Он позволяет контролировать качество сварных швов на ответственных объектах, таких как магистральные нефте-, газо-, водопроводы, при строительстве конструкций и оборудования для атомных станций, в машино-, авиа-, судостроении и т.д.
Преимущества технологии
Радиационная дефектоскопия сварных соединений – методика, входящая в число наиболее точных. Ее используют на предприятиях, занятых производством металлоконструкций, которые предназначены для высоких нагрузок. Перед проведением дефектоскопии выбирают:
- источник излучения,
- радиографическую пленку,
- параметры просвечивания.
Как правило, если контролируемый объект изготовлен из плотного вещества с высоким зарядовым числом атомного ядра, проникающая способность рентгеновских или гамма лучей снижается.
Использование данной технологии в контроле качества сварных соединений позволяет выявлять следующие дефекты:
- поры,
- одиночные или массовые включения вольфрама,
- одиночные или массовые включения шлака,
- повреждения в продольной или поперечной плоскости,
- прерывистый или сплошной неполный провар,
- прожженные участки,
- подрезы и др.
К минусам метода можно отнести неспособность выявлять микротрещины. Именно поэтому его применение эффективно при привлечении дополнительных методов неразрушающего контроля, например, люминесцентного, магнитного или ультразвукового.
Дополнительные сведения
Перед тем как использовать радиографический метод контроля качества, надо знать, что его диагностический диапазон ограничен чувствительностью прибора.
При помощи дефектоскопа нельзя выявить:
- пустоты, которые на 50% меньше стандартных значений для указанного прибора и размещены в направлении, параллельном действию рентгеновского луча;
- включения, расположенные в направлении действия луча, размер которых в 2 раза меньше чувствительности прибора;
- дефекты, которые на снимке совпадают с гранями и острыми углами проверяемых элементов.
Рекомендуем к прочтению Как выполняется сварка выпускных коллекторов
Все остальные дефекты этот метод выявляет быстро, эффективно и с высокой точностью.
Сущность и особенности неразрушающего контроля сварки рентгеном
С помощью такого метода контроля можно выявить такие дефекты в сварных соединениях, как поры, раковины, сварные трещины, непровары, неметаллические включения в металле.
Контроль сварного шва рентгеном происходит по следующей схеме: поток рентгеновского излучения направляется на проверяемое соединение, а с обратной стороны соединения помещают фотобумагу, рентгеновскую бумагу, или же специальную плёнку, чувствительную к лучам рентгена.
Различные сварные дефекты хуже поглощают лучи, чем однородный металл и на плёнке они проявятся в виде светлых пятен. По их очертаниям и величине можно судить о форме и размерах сварных дефектов. Максимально возможная толщина сварного соединения, которое можно проконтролировать рентгеном, составляет 100мм.
Схема просвечивания сварного шва рентгеновскими лучами
Схема контроля рентгеном сварного соединения представлена на рисунке слева, где позициями обозначены:
1 — рентгеновская трубка; 2 — проверяемое сварное соединение; 3 — фотоплёнка (или рентгеновская бумага).
Эффективность радиографического контроля
Радиографический контроль позволяет эффективно обнаруживать внутренние дефекты в сварных соединениях: различные виды сварочных трещин, непровары, раковины и скопления пор, шлаковых и неметаллических включений, скопления тугоплавких металлов, например, вольфрама.
При радиографическом контроле невозможно обнаружить нарушения сварного шва, размер которых меньше удвоенной чувствительности контроля. Также не обнаруживаются непровары и трещины, направление которых совпадает с направлением просвечивания. Если изображения дефектов на полученных снимках совпадают с какими-либо другими изображениями (других предметов, острых углов или резких перепадов толщин металла), то такие дефекты также остаются «невидимыми» для дефектоскопа.
Чувствительность контроля радиографией
При радиографическом методе неразрушающего контроля его чувствительность выражается в процентах. Определить чувствительность контроля можно по следующему выражению:
К=(m/s)100, %
Где m — наименьшая величина сварного дефекта, мм; s — толщина контролируемого сварного соединения, мм.
На показатель чувствительности радиографического контроля оказывают влияние следующие факторы:
1. Величина энергии прямого просвечивания 2. Толщина контролируемого сварного соединения и плотность металла 3. Место расположения дефекта в металле и форма дефекта 4. Геометрические размеры проверяемого соединения и его поверхность 5. Источник излучения и фокусное расстояние 6. Оптическая плотность, контраст снимка, качество плёнки или фотобумаги
В теории учесть совокупность всех эти факторов не представляется возможным, поэтому на практике чувствительность контроля устанавливают экспериментально. Она может быть определена как наименьший размер проволочного или канавочного эталона, проявляемого на снимке.
Конструкционные особенности оборудования
Сейчас чаще используется радиографический контроль, относящийся к цифровой дефектоскопии. Полученное радиационное изображение превращают в цифровое, и информацию выводят на экран.
Детектором контроля рентгеновского излучения или гамма-излучения, которые проходят через проверяемый объект, является фотодиод со сцинтиллятором, который поддается действию излучения, испускает видимый спектр света, находящийся в прямой пропорциональности квантовой энергии.
Такое излучение вырабатывает внутри фотодиода ток, радиационное излучение превращается в электрическое и затем выводится на экран.
Детекторные блоки перемещают относительно проверяемого объекта и получают непрерывный поток информации, который записывается в память компьютера для проведения его дальнейшей детальной проверки. Чтобы можно было оперативно оценить качество соединения, полученное изображение сразу выводят на экран.
Дефектоскопы на гамма-лучах
Они обеспечивают заданную частоту флуктуаций интенсивности гамма-излучения. В результате перемены интенсивности излучения на изображении создаются поперечные полосы.
Существующие отклонения интенсивности излучения выше значения статистических шумов. Современная техника, оснащенная передовым программным обеспечением, позволяет уменьшать данные флуктуации. Такие рентгеновские аппараты являются условно применимыми для выполнения РК сварных швов.
Рентгеновское устройство
Эти аппараты имеют постоянный потенциал и высокочастотные флуктуации, случайные во времени. Они обеспечивают отклонение интенсивности гамма-излучения более 1 %. В связи с этим применять указанные аппараты при выполнении радиометрического контроля не рекомендуется.
Для рентгеновского контроля надо использовать оборудование, имеющее следующие показатели:
- стабильность излучения – более 0,5%;
- частоту флуктуаций – не выше 0,1 Гц.
Технология и проведение контроля гамма-излучением
Технология и порядок проведения контроля гамма-лучами такие же, как и при контроле сварных швов рентгеном. Схемы проведения радиационной дефектоскопии так же, аналогичны схемам при рентгеновском контроле и определяются они ГОСТом 7512.
В качестве радиоактивных веществ — источников гамма-лучей, используют искусственные и естественные радиоактивные изотопы различных веществ. Наибольшее распространение, исходя из экономических соображений, получили радиоактивные изотопы кобальта (Со-60), цезия (Cs-137), иридия (Ir-192). Для получения направленного гамма-излучения необходимо использовать гамма-дефектоскопы.
Принцип работы установок для радиографического контроля
Основной деталью прибора, используемого для проведения рентгенографического контроля состояния шва, является излучатель. Он служит для создания лучей и их излучения.
Выполнен излучатель в виде вакуумного сосуда, в котором находятся анод, катод и накал. Во время ускорения, которое развивают заряженные частицы, образуются рентгеновские лучи, просвечивающие исследуемое изделие.
Электрический потенциал, образовавшийся между катодом и анодом, ускоряет выпускаемые катодом электроны. Этих начальных лучей для работы прибора пока мало.
При столкновении с анодом происходит торможение лучей, что приводит к более сильному их генерированию. Столкновение их с анодом приводит к образованию на нем электронов. В результате формируются лучи, образуется достаточное излучение.
Появившиеся лучи движутся в направлении места проведения контроля качества. Там, где плотный металл, они практически полностью поглощаются, а в местах дефектов проходят дальше.
Прошедшие лучи на пленке формируют изображение, контрастность которого зависит от количества прошедших через шов лучей. Чем больше будет дефектов, тем четче получается это место на снимке. Таким образом определяют их расположение и размер.
Какие требования выдвигаются
При выполнении радиографического контроля можно применять любые существующие рентгеновские аппараты. Изготовители редко указывают в характеристиках данные о флуктуации интенсивности излучений устройства, т.к. эта величина не является критичной.
Т. к. радиометрия обеспечивает сбор информации в онлайн-режиме, к применяемым рентген-аппаратам предъявляют такие требования:
- Плотность гамма-потока, проходящего через исследуемый объект, должна быть достаточной для того, чтобы хватило времени зарегистрировать толщину детали вдоль сканируемой области.
- Интенсивность гамма-излучения должна быть постоянной.
Чтобы обеспечить качественный радиометрический контроль, используют высокостабильный источник излучения, гарантирующий максимальную плотность потока лучей и энергетический спектр.
Безопасность в работе
Хотя оборудование, применяемое для проведения радиографического контроля, излучает небольшие дозы излучения, не стоит пренебрегать правилами безопасности:
- Прибор должен быть экранирован, чтобы не выпустить лучи за пределы зоны, в которой проводится контроль. В стенах помещения, в котором выполняется такое исследование, должны быть установлены экраны, чтобы излучение не распространялось на людей, работающих в соседних цехах.
- Возле работающего аппарата надо проводить минимум времени. Если проверка качества шва выполняется на улице, то лучше отойти от него. Ели прибор находится в помещении, то во время его работы находиться рядом с ним надо минимум времени.
- Оператор радиографического оборудования должен надевать средства индивидуальной защиты. Во время работы оборудования рядом не должно быть посторонних людей.
- Перед использованием прибора нужно проверить его работоспособность и правильность выставленных настроек. Чаще всего аварийные ситуации происходят из-за неверных настроек или неисправности оборудования.
- Надо контролировать, чтобы полученное облучение успевало выводиться из организма. Определить дозу излучения можно при помощи дозиметра. Полученные небольшие дозы радиации имеют накопительный эффект.
- Особенно важно контролировать уровень ионизации воздуха в закрытой лаборатории. Радиационное излучение приводит к ионизации воздуха, в результате чего образуется электричество.
Рекомендуем к прочтению Как самому сделать откатные ворота
Гамма-дефектоскопы
В качестве источника гамма-лучей при радиационном контроле используются гамма-дефектоскопы. Наиболее важными показателями гамма-дефектоскопов являются интенсивность радиационного излучения, период полураспада радиоактивного вещества и его начальная активность. Интенсивность излучения и период полураспада зависят от изотопа радиоактивного вещества, а начальная активность определяется массой источника излучения.
Гамма-дефектоскоп оснащён устройством для перемещения гамма-источника и прекращения направленного радиоактивного излучения.
Классификация гамма-дефектоскопов, их устройство
Гамма-дефектоскопы классифицируются в зависимости от следующих параметров:
1. От типа источника радиоактивных лучей 2. От условий использования — лабораторные, цеховые, полевые, специальные 3. От степени подвижности — переносные (портативные), передвижные и стационарные 4. В зависимости от направленности гамма-излучения дефектоскопы бывают фронтального просвечивания, панорамного просвечивания, или универсальные (сочетающие возможность, как фронтального просвечивания, так и панорамного).
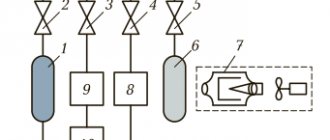
Одна из наиболее распространённых схем стационарных гамма-дефектоскопов представлена на рисунке ниже:
1 — электромеханический пульт (привод и пульт управления); 2 — стена защитной камеры; 3 — радиационная головка; 4 — коллимирующая (создающая направленный поток лучей) универсальная головка; 5 — контролируемое сварное соединение; 6 — детектор (кассета с рентгеновской, или фотобумагой и др.).
Обозначение дефектов
Недопустимым является наличие в сварочном шве следующих дефектов:
- Трещин (холодных и горячих). До того как затвердеет шов, могут появляться горячие трещины, а после его полного застывания – холодные. Часто они незаметны при внешнем осмотре шва.
- Пор. Указанный дефект является самым распространенным при проведении сварочных работ. В большинстве случаев его появление связано с неправильно или недостаточно хорошо подготовленными соединяемыми поверхностями, наличием сквозняков и др.
- Шлаков и других инородных тел.
- Прожога. Он возникает при недостаточной квалификации сварщика или неправильно выбранных параметрах оборудования. Проявляется в виде сквозных отверстий в шве.
- Подреза. Дефект в виде канавки, расположенной в свариваемой детали вдоль сварочного шва.
- Наплыва. В процессе работы на основной металл натекает присадочный материал, но при этом не образует с ним надежного сплавления.
- Непровара. Неправильно выбранный режим проведения работ, т. е. низкий ток, не позволяет полностью и качественно проварить соединяемые детали.
- Рыхлых участков. Они характеризуются непрочной структурой шва.
Требования к снимкам и особенности их расшифровки:
- Расшифровывают только хорошо высушенные снимки. На них не должно быть царапин, отпечатков пальцев и т.д.
- Расшифровку выполняют в затемненной комнате на негатоскопах.
- Полученные результаты записывают в специальный журнал, а заключение направляют в отдел технического контроля.
Полезные свойства дефектоскопии.
Чем выше плотность вещества и его атомный номер, тем ниже способность ионизирующего излучения проникать через контролируемое изделие.
Это позволяет выявлять в сварном соединении:
- дефекты в виде пор;
- шлаковых включений и включений вольфрама;
- продольных и поперечных трещин;
- подрезов, прожогов;
- сплошного или прерывистого непровара, других дефектов.
Одним из серьезных недостатков радиационных методов контроля является ненадежное выявление микротрещин. Поэтому при контроле сварных изделий ответственного назначения радиационные методы сочетаются с другими методами неразрушающего контроля: ультразвуковым, магнитным, люминесцентным и пр.
радиационная дефектоскопия это прежде всего работа на объекте
Преимущества и недостатки метода
Указанный метод контроля качества сварочных швов имеет высокую эффективность, т.к. обладает следующими преимуществами:
- Для получения представления о состоянии шва, выполненного любым методом сварки, достаточно всего нескольких секунд.
- РК имеет более высокую точность по сравнению с другими методами неразрушающего контроля.
- РК выявляет широкий спектр дефектов.
- Рентгенография показывает не только место расположения дефекта, но и его размер, тип.
- Способ можно применять в полевых условиях, что удобно при контроле трубопроводов или обследовании строительных объектов.
Есть у радиографического метода контроля и свои недостатки:
- Для проведения рентгенографии требуется специальное оборудование, а его стоимость высока.
- Необходимо использовать одноразовые расходные материалы: пленку или пластины, а также реагенты, экраны и т.д.
- Для выполнения работ оператор должен обязательно пройти обучение и сдать экзамены.
- Чтобы получить достоверный результат, требуется правильно настроить оборудование.
- Излучение прибора опасно для здоровья.
Технология рентгеновского контроля
Перед тем как применить указанную технологию, обязательно выполняют очистку поверхности. Качество настроек сильно влияет на точность полученных результатов.
Последовательность радиографического контроля:
- Установка прибора. С одной стороны проверяемой зоны должен находиться излучатель, а с другой – датчик дефектоскопа.
- Включение прибора. В это время пучок лучей проходит через шов и поступает на датчик. Работать оборудование может от аккумулятора или от сети.
- Передача датчиком полученного сигнала на пленку или на экран. Это зависит от модели используемого аппарата.
- Запись цифрового аналогового сигнала в накопитель.
- Расшифровка полученной информации и фиксация имеющихся дефектов в соответствующей документации.
Для сварных швов
Для классических швов процедура контроля их качества при помощи рентгеновского контроля включает в себя следующие этапы:
- удаление с исследуемого шва шлака, окалины, любых загрязнений;
- разметку и маркировку стык (на каждый устанавливают маркировочный знак и эталон чувствительности);
- выбор схемы проведения работ;
- настройку параметров контроля;
- непосредственное просвечивание;
- обработку пленок;
- расшифровку результатов;
- запись полученной информации в документацию.
Для трубопроводов
Такой метод активно используется для контроля швов труб разного диаметра. Часто необходимо проводить исследование вдали от населенных пунктов, куда невозможно доставить установку.
В этом случае используют компактные приборы – кроулеры. Они самостоятельно движутся внутри трубы и управляются дистанционно. Приборы рассчитаны на работу в трубах, диаметр которых больше 325 мм.
Неважно, где находится исследуемый объект – над, под землей или под водой. Не имеют значения и климатические условия, поэтому он может использоваться в любом регионе и в любое время года.
По команде прибор останавливается и делает рентгенограммы или панорамные снимки.
Рекомендуем к прочтению Образцы технологической карты для сварочных работ
Для резервуаров
Во время приемки резервуаров сначала проводят визуальный контроль сварных соединений и только потом радиографический. На пересечении швов обязательно располагают пленки в Х- или Т-образном направлении.
Длина изображения должна быть не меньше 240 мм, а ширина – соответствовать стандартной. Проверяют стыковые швы на стенках резервуара, днище, а также в местах их сопряжения.
При обнаружении недопустимых дефектов в этом месте делают дополнительный снимок. Для проверки швов на резервуарах применяют дефектоскопы не ниже 4-го разряда, а расшифровку результатов производят специалисты не ниже II уровня.
Для разных видов соединений
Радиографический контроль разных видов сварных швов выполняется в соответствии с ГОСТ 7512, ОСТ 26-11-03, ОСТ 26-11-10. Перед проведением работ учитывают особенности металла и проверяемого шва. Угловые швы проверяют согласно ГОСТ 26-2079.
При помощи этого метода контролируют качество угловых, тавровых и стыковых соединений, места пересечения швов и т.д.
По видам металлов
При помощи рентгеновского просвечивания можно проверять качество сварных швов и основного изделия из разных металлов. Настройки аппаратуры будут разными, т.к. проходимость лучей через разные материалы отличается.
От правильности настроек зависит качество контроля.
Современное оборудование позволяет не только выявлять вид, размер и местонахождение дефектов, но и расшифровывать полученные результаты в автоматическом режиме.
Распространение и использование.
Чаще всего для контроля сварных соединений используют рентгеновское излучение. Рентгеновскую дефектоскопию начали применять прежде всего для контроля сварных соединений на предприятиях авиационной промышленности. Опыт, накопленный в рентгеновских лабораториях страны, позволил в 1934 г. создать первые производственные инструкции по просвечиванию рентгеновскими лучами сварных соединений сосудов и аппаратов, работающих под давлением. В послевоенные годы существенно расширились научно-исследовательские и опытно-конструкторские работы в области рентгеновской дефектоскопии, увеличилось производство рентгеновских установок.
Большое влияние на развитие и совершенствование технического рентгеновского просвечивания оказали работы А. К. Трапезникова, его капитальный труд «Рентгенодефектоскопия», работы его учеников и последователей — С. Т. Назарова, С. В. Чернобровова, О. Т. Сильченко, Б. В. Борщева и др. Большой вклад в развитие рентгеновской дефектоскопии вне С. В. Румянцев.
аппарат для радиационной дефектоскопии
К концу 50-х. годов в СССР для рентгеновской дефектоскопии вы пускался ряд типовых установок, отличающихся жесткостью излучения, мощностью и остротой фокуса рентгеновских трубок. Это разработанные аппараты типа РУП с энергией рентгеновского излучения 50-400 кВ.
Современный аппарат для рентгеновской дефектоскопии на колесах
Использование беспленочных аппаратов
Сейчас все чаще вместо детекторов, в которых используется пленка, применяют аппараты, где излучение сразу перерабатывается в цифровую форму и выводится на экран.
«Беспленочная» радиография делится на такие виды:
- Цифровая. Рентгеновские лучи преобразуются в электрический ток, величина которого зависит от силы излучения. Сначала лучи попадают на слой сцинтиллятора, где превращается в световые фотоны. Они проникают на расположенную сзади фотоэлектрическую матрицу и активируют в ней заряд, который считывается и появляется в виде изображения на экране.
- Компьютерная. Здесь используется механизм фотостимулированной люминесценции. Часть кристаллов запасает поглощенную энергию, а после оптической или термической стимуляции запасенная энергия начинает светиться. Чаще всего в качестве люминофора используется фторбромид бария. Чем больше энергии попадет на запоминающую пластину, тем больше видимого света будет на изображении. Для получения нового изображения оставшееся на экране свечение стирают при помощи мощного пучка света, и оборудование можно снова использовать.
Преимущества «беспленочной» радиографии:
- необходимость проводить «мокрую» обработку полученных снимков;
- меньшее время экспозиции;
- возможность исследования деталей с различной радиационной толщиной.