2.12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт. 3 и в табл. 4.
Черт. 3
Таблица 4
| Номер эталона | h | D | d | а | b | с | L | |||||||
| Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |
| 1 | 0,1 | -0,01 | 0,2 | +0,01 | 0,1 | +0,01 | 5 | ±0,15 | 5 | ±0,15 | 10 | -0,36 | 25 | -0,52 |
| 2 | 0,2 0,3 0,4 0,5 | -0,025 | 0,4 0,6 0,8 1,0 | +0,025 | 0,2 0,3 0,4 0,5 | +0,025 | ||||||||
| 3 | ||||||||||||||
| 4 | ||||||||||||||
| 5 | ||||||||||||||
| 6 | 0,60 0,75 1,00 1,25 | -0,06 | 1,2 | +0,06 | 0,60 0,75 1,00 1,25 | ±0,06 | 6 | 7 | ±0,18 | 12 | -0,43 | 35 | -0,62 | |
| 7 | 1,5 | |||||||||||||
| 8 | 2,0 | |||||||||||||
| 9 | 2,5 | |||||||||||||
| 10 | 1,5 | -0,1 | 3,0 4,0 5,0 | +0,10 +0,12 +0,12 | 1,5 | +0,1 | 7 | +0,18 | 9 | 14 | 45 | |||
| 11 | 2,0 | 2,0 | ||||||||||||
| 12 | 2,5 | 2,5 | ||||||||||||
2.13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) — номер эталона.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа — 1, алюминия и магния — 2, титана — 3, меди — 4, никеля — 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна h.
При маркировке эталонов отверстиями длина эталона № 1 составляет 27-0,52 мм, № 2 — 38,5-0,62 мм, № 3 — 530,74 мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.
ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.2. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
3.3. Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений.
3.4. При контроле на каждом участке должны быть установлены эталоны чувствительности и маркировочные знаки.
3.5. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
3.6. Проволочные эталоны следует устанавливать непосредственно на шов с направлением проволок поперек шва.
3.7. Канавочные эталоны следует устанавливать на расстоянии не менее 5 мм от шва с направлением канавок поперек шва.
3.8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
3.9. При контроле кольцевых швов трубопроводов с диаметром менее 100 мм допускается устанавливать канавочные эталоны на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.10. При невозможности установки эталонов со стороны источника излучения при контроле сварных соединений цилиндрических, сферических и других пустотелых изделий через две стенки с расшифровкой только прилегающего к пленке участка сварного соединения, а также при панорамном просвечивании допускается устанавливать эталоны чувствительности со стороны кассеты с пленкой.
3.11. (Исключен, Изм. № 1).
3.12. Маркировочные знаки, используемые для ограничения длины контролируемых за одну экспозицию участков сварных соединений, следует устанавливать на границах размеченных участков, а также на границах наплавленного и основного металла при контроле сварных соединений без усиления или со снятым усилением шва.
3.13. Маркировочные знаки, используемые для нумерации контролируемых участков, следует устанавливать на контролируемом участке или непосредственно на кассете с пленкой так, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва и околошовной зоны по п. 5.7.
3.14. При невозможности установки эталонов чувствительности и (или) маркировочных знаков на контролируемом участке сварного соединения в соответствии с требованиями настоящего стандарта порядок проведения контроля без установки эталонов чувствительности и (или) маркировочных знаков должен быть предусмотрен в технической документации на контроль или приемку сварных соединений.
(Измененная редакция, Изм. № 1).
Принцип работы радиографической установки
Радиографический контроль относится, в первую очередь, к системам цифровой дефектоскопии радиационного типа. Радиационное изображение в данных системах превращается в цифровой массив (изображение), который впоследствии подвергается разным видам цифровой обработки, а затем выводится на монитор персонального компьютера в виде полутонового изображения. К слову, нередко металлография (классически метод) использует для исследования, а также контроля металлических материалов радиометрические установки.
Поскольку метод базируется на принципе измерения рентгеновского излучения или гамма-излучения, которое проходит сквозь материал контролируемого объекта, детектором для контроля выступает фотодиод со сцинтиллятором, наклеенным на него. Сцинтиллятор под воздействием излучений испускает видимый свет, выход которого пропорционален квантовой энергии. В конечном итоге исходящее световое излучение вызывает ток внутри фотодиода.
Таким образом, детектор преобразовывает проходящее сквозь контролируемое изделие излучение в электрические сигналы, величина которых прямо пропорциональна интенсивности лучей гамма.
Приёмник излучения рентгена – это линейка сцинтилляционных детекторов, которые по отдельности оснащены собственными усилителями, образующими единый независимый канал с детекторами. Количество детекторов в линейке строго зависит от необходимой ширины контролируемой зоны. Все каналы детекторного блока опрашиваются по очереди, а с помощью АЦП (аналого-цифровой преобразователь) все полученные сигналы приобретают цифровой вид. Впоследствии полученный в ходе опроса детекторных блоков цифровой массив передаётся на ПК.
Радиографический контроль трубы
Посредством перемещения детекторных блоков по отношению к контролируемому сварочному соединению получают непрерывно считываемый массив данных, записывающийся в память ПК с целью последующего и более детального исследования, архивирования. Для оперативной оценки качества в лаборатории контроля в реальном времени эти данные выводятся в виде полутонового изображения прямо на монитор.
Если вы хотите стать профессиональным сварщиком, вам стоит для начала посмотреть уроки газовой и электросварки. Для обработки металла резанием необходимо приобрести несколько типов станков. Подробнее о том, как происходит процесс, читайте в этой статье.
Хотите сделать бизнес в сфере металлообработки? О том, какие материалы и оборудование для этого нужно приобрести, читайте по https://elsvarkin.ru/prakticheskoe-primenenie/kak-samomu-sdelat-metallicheskij-karkas-dlya-karkasnogo-doma-i-garazha/ ссылке.
СХЕМА КОНТРОЛЯ
4.1. Сварные соединения следует контролировать по черт. 4 и 5.
4.2. При ограниченной ширине привариваемого элемента допускается проводить контроль тавровых сварных соединений с направлением излучения по образующей этого элемента в соответствии с черт. 6.
4.2а. При контроле кольцевых сварных соединений цилиндрических и сферических пустотелых изделий следует, как правило, использовать схемы просвечивания через одну стенку изделия (схемы черт. 5а, б, е, ж, з
). При этом рекомендуется использовать схемы просвечивания с расположением источника излучения внутри контролируемого изделия:
— схему черт. 5е
(панорамное просвечивание) — для контроля изделий диаметром до 2 м независимо от объема контроля и диаметром 2 м и более при 100 %-ном контроле;
— схему черт. 5ж
— при 100 %-ном и выборочном контроле, если использование схемы черт. 5
е
невозможно;
— схему черт. 5з
— при выборочном контроле изделий диаметром 2 м и более;
— схемы черт. 5а, б
— для изделий с внутренним диаметром 10 м и более, если использование схемы черт. 5
е
невозможно.
4.3. При контроле через две стенки схема черт. 5в
рекомендуется для просвечивания изделий диаметром до 100 мм; схемы черт. 5
г, д
— для просвечивания изделий диаметром более 50 мм.
Схемы контроля стыковых, нахлесточных, угловых и тавровых соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт. 4
Схемы контроля кольцевых (стыковых, нахлесточных, угловых и тавровых) сварных соединений
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт. 5
1 — источник излучения; 2 — контролируемый участок; 3 — кассета с пленкой
Черт. 6
4.4. При контроле стыковых сварных соединений по схемам черт. 5а, б, е, ж, з
направление излучения должно совпадать с плоскостью контролируемого сварного соединения. При контроле по этим схемам угловых сварных швов вварки труб, штуцеров и т.п. угол между направлением излучения и плоскостью сварного соединения не должен превышать 45°.
4.5. При контроле сварных соединений по схемам черт. 5 в, г, д
направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
4.3 — 4.5. (Измененная редакция, Изм. № 1).
4.6. (Исключен, Изм.
№ 1).
4.7. Кроме контроля по схемам, приведенным на черт. 4 — 6, в зависимости от конструктивных особенностей сварных соединений и предъявляемых к ним требований могут использоваться другие схемы и направления излучения.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
4.8. Для уменьшения разности оптических плотностей различных участков снимка при контроле сварных соединений с большим перепадом толщин, а также в случае, когда контролируемое сварное соединение не обеспечивает защиту радиографической пленки от воздействия прямого излучения (например при контроле торцевых швов вварки труб в трубные решетки, при контроле наплавки кромок под сварку и т.п.), контроль следует проводить с использованием приставок-компенсаторов.
Допускается использовать компенсаторы из любого материала, обеспечивающего требуемое ослабление излучения.
4.9. При выборе схемы и направления излучения следует учитывать:
— расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150 мм;
— угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
4.7 — 4.9. (Измененная редакция, Изм. № 1).
Дефекты сварки в защитных газах
Следующие разрывы чаще всего встречаются в сварных швах GMAW.
Усы
Усы
— это короткие отрезки сварочной электродной проволоки видимые на верхней или нижней поверхности сварного шва, или находящиеся внутри сварного шва.
На рентгенограмме они выглядят как светлые «проводные» индикаторы.
Прожигание
Прожигание
происходит когда из-за слишком большого количества тепла металл сварного шва проникает в зону сварки
. Часто куски металла провисают через весь сварной шов, создавая толстое шаровидное отложение на задней стенке сварного шва. Эти металлические шарики называются сосульками. На рентгенограмме прожигание проявляется в виде темных пятен, которые часто окружены светлыми шаровыми участками (сосульками).
ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
5.1. Расстояние от источника излучения до ближайшего к источнику поверхности контролируемого участка сварного соединения (при просвечивании сварных соединений цилиндрических и сферических пустотелых изделий через две стенки — до близлежащей к источнику поверхности контролируемого сварного соединения) и размеры или количество контролируемых за одну экспозицию участков для всех схем просвечивания (за исключением схемы черт. 5е
) следует выбирать такими, чтобы при просвечивании выполнялись следующие требования:
— геометрическая нерезкость изображений дефектов на снимках при расположении пленки вплотную к контролируемому сварному соединению не должна превышать половины требуемой чувствительности контроля при чувствительности до 2 мм и 1 мм — при чувствительности более 2 мм;
— относительное увеличение размеров изображений дефектов, расположенных со стороны источника излучения (по отношению к дефектам, расположенным со стороны пленки), не должно превышать 1,25;
— угол между направлением излучения и нормалью к пленке в пределах контролируемого за одну экспозицию участка сварного соединения не должен превышать 45°;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по отношению к оптической плотности в месте установки проволочного эталона чувствительности или по отношению к оптической плотности изображения канавочного или пластинчатого эталона чувствительности не должно превышать 1,0.
5.2. Формулы для определения минимальных допустимых расстояний от источника излучения до контролируемого сварного соединения, а также максимальных размеров и минимального количества контролируемых за одну экспозицию участков при контроле по схемам черт. 4 — 6, приведены в приложении 4.
5.1, 5.2. (Измененная редакция, Изм. № 1).
5.3. При контроле сварных соединений по черт. 5з (панорамное просвечивание) отношение внутреннего диаметра d
к внешнему диаметру
D
контролируемого соединения не должно быть менее 0,8, а максимальный размер фокусного пятна
Ф
источника излучения не должен быть более где
K
— чувствительность контроля.
5.4. В случаях, когда размеры дефектов не определяются (например дефекты не допускаются независимо от их размеров), приведенное в п. 5.3 соотношение между внутренним и внешним диаметрами контролируемого соединения может не соблюдаться.
5.5. При отсутствии источника излучения, удовлетворяющего требованию п. 5.3, допускается при контроле по черт. 5з
использовать источники излучения с максимальным размером фокусного пятна, удовлетворяющим соотношению
В этом случае эталон чувствительности должен устанавливаться на сварном соединении или имитаторе сварного соединения, используемом при определении чувствительности, только со стороны источника излучения.
5.6. Длина снимков должна обеспечивать перекрытие изображений смежных участков сварных соединений при длине контролируемого участка до 100 мм не менее 0,2 длины участка, при длине контролируемого участка св. 100 мм — не менее 20 мм.
5.7 Ширина снимков должна обеспечивать получение изображений сварного шва, эталонов чувствительности, маркировочных знаков и околошовных зон шириной:
— для стыковых и нахлесточных соединений:
не менее 5 мм — при толщине свариваемых кромок до 5 мм;
не менее толщины свариваемых кромок — при толщине свариваемых кромок св. 5 до 20 мм;
не менее 20 мм — при толщине свариваемых кромок св. 20 мм;
— для тавровых и угловых соединений — устанавливается технической документацией на контроль или приемку этих соединений.
Принцип работы
Рентгенография основана на свойстве лучей проникать внутрь материалов, в том числе металлов. Эта способность понижается с увеличением плотности металла и увеличивается с понижением плотности. Поскольку в местах с пустотами и трещинами плотность становится меньше, это сразу регистрируется прибором. При отсутствии дефектов структура металла остается стабильно плотной, и рентгеновские лучи поглотятся материалом. Чем выше плотность, тем степень поглощения будет выше.
Основным элементом аппарата для рентгеноскопии сварных швов служит излучатель, представляющий собой рентгеновские трубки. Его функция — генерировать лучи и выпускать их. Конструктивно излучатель представляет вакуумный сосуд. В нем имеются анод и катод, между которыми образуется электрический потенциал. При сильном ускорении электронов появляются рентгеновские лучи, и задается направление их выхода.
Лучи, прошедшие сквозь металл, падают на специальную светочувствительную пленку. На ней остается отпечаток, по которому можно судить, что находится внутри материала. Полную картину покажет расшифровка рентгеновских снимков сварных соединений. При желании или необходимости получать сведения постоянно, используют сцинтилляторы. Это дает возможность выводить изображение на монитор.
Имеется возможность сделать фотографии, получив рентгенограмму. На рентгенограмме будет иметься негативное изображение соединения. При наличии включений или, наоборот, пустот появятся их очертания другого цвета. Полученную рентгенограмму следует сравнить с типовой рентгенограммой для этого типа свариваемых деталей. Метод позволяет точно и оперативно оценить состояние сварного шва.
РАСШИФРОВКА СНИМКОВ
6.1. Просмотр и расшифровку снимков следует проводить после их полного высыхания в затемненном помещении с применением специальных осветителей — негатоскопов.
Следует использовать негатоскопы с регулируемыми яркостью и размерами освещенного поля. Максимальная яркость освещенного поля должна составлять не менее 10Д+2 кд / м2, где Д — оптическая плотность снимка. Размеры освещенного поля должны регулироваться при помощи подвижных шторок или экранов-масок в таких пределах, чтобы освещенное поле полностью перекрывалось снимком.
6.2. Снимки, допущенные к расшифровке, должны удовлетворять требованиям:
— на снимках не должно быть пятен, полос, загрязнений и повреждений эмульсионного слоя, затрудняющих их расшифровку;
— на снимках должны быть видны изображения ограничительных меток, маркировочных знаков и эталонов чувствительности;
— оптическая плотность изображений контролируемого участка шва, околошовной зоны и эталона чувствительности должна быть не менее 1,5;
— уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
6.3. Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром, равным удвоенной толщине эталона), не должна превышать значений, приведенных в табл. 6.
Таблица 6
мм
| Радиационная толщина (в месте установки эталона чувствительности) | Класс чувствительности | ||
| 1 | 2 | 3 | |
| До 5 | 0,10 | 0,10 | 0,20 |
| Св. 5 до 9 включ. | 0,20 | 0,20 | 0,30 |
| » 9 » 12 » | 0,20 | 0,30 | 0,40 |
| » 12 » 20 » | 0,30 | 0,40 | 0,50 |
| » 20 » 30 » | 0,40 | 0,50 | 0,60 |
| » 30 » 40 » | 0,50 | 0,60 | 0,75 |
| » 40 » 50 » | 0,60 | 0,75 | 1,00 |
| » 50 » 70 » | 0,75 | 1,00 | 1,25 |
| » 70 » 100 » | 1,00 | 1,25 | 1,50 |
| » 100 » 140 » | 1,25 | 1,50 | 2,00 |
| » 140 » 200 » | 1,50 | 2,00 | 2,50 |
| » 200 » 300 » | 2,00 | 2,50 | — |
| » 300 » 400 » | 2,50 | — | — |
Примечание. При использовании проволочных эталонов чувствительности значения 0,30; 0,60; 0,75 и 1,50 мм заменяются значениями 0,32; 0,63; 0,80 и 1,60 мм.
Конкретные значения чувствительности должны устанавливаться технической документацией (требованиями чертежей, техническими условиями, правилами контроля и приемки) на контролируемые изделия.
Для атомных энергетических установок требования к чувствительности устанавливаются соответствующими нормативными документами.
6.4 В соответствии с требованиями технической документации на контролируемые изделия допускается определять чувствительность (k) в процентах по формуле
где K
— чувствительность, мм;
S
— толщина просвечиваемого металла, мм.
6.5. Расшифровка и оценка качества сварных соединений по снимкам, не имеющим изображений эталонов чувствительности, допускается:
— при панорамном просвечивании кольцевых сварных соединений при одновременном экспонировании более четырех пленок. В этих случаях, независимо от общего числа снимков, допускается устанавливать по одному эталону чувствительности на каждую четверть длины окружности сварного соединения;
— при невозможности применения эталонов чувствительности.
В этих случаях чувствительность определяется на имитаторах сварного соединения при обработке режимов контроля.
6.6. При расшифровке снимков определяют размеры изображений трещин, непроваров, пор и включений, а также, при необходимости, оценивают величину вогнутости и выпуклости корня шва (в случаях, когда корень шва недоступен для внешнего осмотра).
Перечень подлежащих определению размеров и методика оценки величины вогнутости и выпуклости корня шва должны быть приведены в технической документации на контроль и приемку сварных соединений.
6.7. При документальном оформлении результатов расшифровки снимков определенные по снимкам размеры следует округлить до ближайших значений из ряда 0,2; 0,3; 0,4; 0,5; 0,6; 0,8; 1,0; 1,2; 1,5; 2,0; 2,5; 3,0 мм или ближайших целых значений в миллиметрах, если определенный по снимку размер превышает 3,0 мм.
6.8. Если при контроле пленка располагается на расстоянии Н
от обращенной к пленке поверхности контролируемого сварного соединения и выполняется соотношение
определенные по снимку размеры перед их округлением рекомендуется умножать на коэффициент
где f
— расстояние от источника излучения до обращенной к источнику поверхности контролируемого участка сварного соединения, мм;
s —
радиационная толщина, мм.
6.6. — 6.8. (Измененная редакция, Изм. № 1).
6.9. При измерении размеров дефектов до 1,5 мм применяют измерительную лупу с ценой деления 0,1 мм, св. 1,5 мм — любое измерительное устройство с ценой деления 1 мм.
6.10. Результаты расшифровки снимков и чувствительность контроля должны быть записаны в заключении или журнале регистрации результатов контроля, форма которых должна устанавливаться технической документацией на контроль или приемку сварных соединений.
6.11. Для обозначения дефектов в заключении или журнале регистрации результатов контроля следует применять условные обозначения, приведенные в приложении 5.
Примеры сокращенной записи дефектов при расшифровке снимков приведены в приложении 6.
Физические методы контроля сварных швов
Радиационная дефектоскопия — рентгено- и гамма-графический метод контроля.
Рентгено- и гамма-графия — это метод получения на рентгеновской пленке или экране изображения предмета (изделия), просвечиваемого рентгеновским или гамма-излучением. Он основан на способности рентгеновского и гамма-излучения проходить через непрозрачные предметы, в том числе через металлы, и действовать на рентгеновскую пленку и некоторые химические элементы, благодаря чему последние флуоресцируют (светятся).
При этом дефекты, встречающиеся при сварке в теле изделия и чаще всего имеющие характер пустот (непроваров, трещин, раковин, пор и т. д.), на рентгеновской пленке (на рентгенограммах) имеют вид пятен (раковины, поры) или полос (непроваров).
Как правило; просвечивают 3 — 15% общей длины сварного шва. У особо ответственных конструкций просвечивают все швы.
Рентгеновские аппараты, применяемые для контроля изделий, состоят из рентгеновской трубки, источника питания и пульта управления. В качестве источника питания применяют повышающий трансформатор, во вторичную цепь которого включают кенотроны для выпрямления анодного тока и высоковольтные конденсаторы, позволяющие удвоить или утроить напряжение вторичной обмотки трансформатора. Схема просвечивания рентгеновским излучением изделия показана на рис. 120.
В зависимости от режима просвечивания (при толщине металла До 50 мм), качества пленки и правильности дальнейшей ее обработки удается выявить дефекты размером 1 — 3% от толщины контролируемых деталей.
В настоящее время широкое применение нашли рентгеновские аппараты РУП-120-5-1, РУП-200-5, РУП-400-5, Мира-2Д и Мира-3Д и др.
Гамма-излучение образуется в результате внутриатомного распада радиоактивных веществ. В качестве источников гамма-излучения применяют следующие радиоактивные вещества: тулий-170, иридий-192, цезий-13 7, кобальт-60 для просвечивания металла толщиной 1-60 мм.
Гамма-излучение, действуя на пленку так же, как и рентгеновское, фиксирует на ней дефекты сварки. Чувствительность гамма-контроля ниже чувствительности рентгеновских снимков; например, на гамма-снимках при просвечивании стали толщиной 10-15 мм кобальтом-60 выявляются дефекты глубиной 0,5 — 0,7 мм, тогда как на рентгеновских снимках видны дефекты глубиной 0,1-0,2 мм.
Чувствительность гамма-снимков, полученных при помощи радиоактивных изотопов — тулия-170, иридия-192 и других, приближается к чувствительности рентгеновских.
Гамма-излучение вредно для здоровья человека, поэтому ампулы с радиоактивным веществом помещают в специальные аппараты — гамма-установки, имеющие дистанционное управление (рис. 121).
Схема панорамного просвечивания сварных стыков трубопроводов с помощью гамма-источника показана на рис. 122.
Сварный шов при радиационной дефектоскопии бракуется, если на рентгеновском или гамма-снимке обнаружены следующие дефекты:
шлаковые включения или раковины по группе А (отдельные дефекты) и В (скопление дефектов) размером по высоте шва более 10% толщины стенки, если она не превышает 20 мм, а также более 3 мм при толщине стенки более 20 мм;
шлаковые включения, расположенные цепочкой или сплошной линией вдоль шва (группа Б), при суммарной их длине, превышающей 200 мм на 1 мшва;
поры, расположенные в виде сплошной сетки;
скопление на отдельных участках шва свыше пяти пор на 1 см2 площади шва.
Дефекты распределяют по группам А, Б, В по следующим признакам:
А — отдельные дефекты, которые по своему расположению не образуют цепочки или скопления;
Б — цепочка дефектов, расположенных на одной линии в количестве более трех с расстоянием между ними, равным трехкратной величине дефектов и менее;
В — скопление дефектов в одном месте с расположением их в количестве более трех с расстоянием между ними, равным трехкратной величине дефектов и менее.
Ультразвуковой метод контроля. Этот метод основан на способности высокочастотных колебаний частотой около 20000 Гц проникать в металл и отражаться от поверхности дефектов (от встретившихся препятствий). Отраженные ультразвуковые колебания имеют ту же скорость, что и прямые колебания. Это свойство имеет основное значение в ультразвуковой дефектоскопии.
Узкие направленные пучки ультразвуковых колебаний для целей дефектоскопии получают при помощи пьезоэлектрических пластин кварца или титаната бария (пьезодатчика). Эти кристаллы, помещенные в электрическом поле, дают обратный пьезоэлектрический эффект, т. е. преобразуют электрические колебания в механические. Таким образом, пьезо-кристаллы под действием переменного тока высокой частоты (0,8 — 2,5 МГц) становятся’ источником ультразвуковых колебаний и создают направленный пучок ультразвуковых волн в контролируемую деталь.
Отраженные ультразвуковые колебания улавливаются искателем (щупом) и затем преобразуются в электрические импульсы. Отраженные электрические колебания через усилитель подаются на осциллограф и вызывают отклонение луча на экране электронной трубки. По виду отклонения судят о характере дефекта.
Схема ультразвукового метода контроля сварных соединений показана на рис. 123.
Современные ультразвуковые дефектоскопы работают по схеме импульсного излучения, т. е. ультразвуковые колебания от пьезокристалла посылаются не непрерывно, а импульсами; во время пауз отраженные колебания поступают на тот же пьезокристалл, что обеспечивает высокую чистоту приемаотраженных волн.
Пьезокристалл ультразвукового дефектоскопа помещается в специальный призматический или плоский щуп. Поверхность, по которой перемещается щуп, должна быть зачищена до металлического блеска. Для обеспечения необходимого акустического контакта между щупом и контролируемым изделием наносится слой минерального масла.
Промышленностью выпускаются ультразвуковые дефектоскопы УДМ-3, УД-55ЭМ, ДУК-13ИМ и др. Чувствительность дефектоскопов обеспечивает выявление дефектов площадью 2 мм2 и более. При ультразвуковом методе трудно определить характер дефекта. Наиболее эффективно контроль выполняется при толщине металла более 15 мм; при толщине металла 4-15 мм контроль этим методом возможен, но требует весьма высокой квалификации дефектоскописта (оператора).
Магнитный метод дефектоскопии. Сварной шов стального или чугунного изделия покрывают смесью из масла и магнитного железного порошка (размер частиц 5 — 10 мкм). Изделие намагничивают пропусканием тока через обмотку, состоящую из нескольких витков, намотанных вокруг изделия. Под действием магнитного поля, обтекающего дефект, частицы железного порошка гуще располагаются вокруг дефектов
Этим методом выявляются поверхностные дефекты глубиной до 5 -6 мм. Разрешающая способность порошковой дефектоскопии весьма низкая по сравнению с другими методами контроля-, поэтому она эффективна в основном для контроля гладких, чистых, блестящих поверхностей. Магнитным методом можно проверять качество деталей, изготовленных только из ферромагнитных металлов.
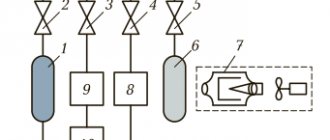
Магнитографический метод контроля. При этом методе, разработанном в нашей стране, результаты записываются на магнитную ленту. Сущность этого метода контроля состоит в намагничивании сварного соединения и фиксации магнитного потока на ферромагнитную ленту. Лента накладывается на контролируемое изделие, которое намагничивается импульсным полем. Магнитное поле, при наличии дефектов, распределяется по поверхности детали по-разному, и соответственно ферромагнитные частицы на ленте намагнитятся в различной степени. Затем ферромагнитная лента снимается с контролируемого изделия и ее «протягивают» через воспроизводящее устройство (рис. 124), состоящее из механизма протяжки и осциллографа с усилителем электрических импульсов.
Результаты магнитографического контроля рассматривают на экране 9 осциллографа 7, на котором при наличии дефектов в контролируемом изделии возникают всплески (вертикальные импульсы). По величине и форме отклонения луча на экране осциллографа судят о величине и характере дефекта сварного соединения.
Магнитографический метод применяется для контроля сварных соединений толщиной не более 12 мм. Этим методом можно выявлять макротрещины, непровары глубиной 4 — 5% от толщины контролируемого металла, шлаковые включения и газовые поры.
Магнитографический метод требует высокой квалификации оператора.
Рентгено-телевизионный контроль. Сущность способа контроля заключается в том, что дефект сварного шва изображается в момент просвечивания на телевизионном экране.
Схема рентгено-телевизионной установки показана на рис. 125. Сварное соединение 2 просвечивается с помощью рентгеновского аппарата 1.Рентгеновское излучение проходит через электронно-оптический преобразователь 3, состоящий из вакуумированной трубки, внутри которой со стороны, обращенной к источнику излучения (рентгеновскому аппарату) и просвечиваемому изделию, укреплен тонкий алюминиевый экран, покрытый флуоресцирующим слоем. На этот слой нанесен светочувствительный слой — фотокатод (такой же, как в обычных телевизионных трубках). С другой стороны электронно-оптический преобразователь имеет диафрагму и усиливающий экран. С такого преобразователя через переходную оптику 4 сигналы поступают на передающую телекамеру 5 и на телевизор 7. Такой метод контроля позволяет резко увеличить производительность труда оператора. При этом можно не только визуально наблюдать внутреннее состояние просвечиваемого изделия, но и фотографировать его при помощи фото- или киноаппарата. Управление такой установкой осуществляется с пульта управления 6.
Контроль плотности соединений. Сварные швы испытывают на герметичность (непроницаемость) керосином, сжатым воздухом (пневматикой), вакуум-аппаратом, при помощи аммиака, гелиевым и галлоидным течеискателями и гидравлическим давлением.
Испытание керосином применяют для сосудов, работающих без внутреннего давления, и как предварительный метод контроля для сосудов, работающих под давлением.
Керосин обладает высокой капиллярностью. На этой его способности основана методика контроля плотности сварных швов. Сварные швы должны быть тщательно очищены от шлака, грязи и осмотрены. Дефекты, выявленные внешним осмотром, должны быть устранены до начала контроля.
Для выявления дефектов (неплотностей) методом керосиновой пробы одну сторону сварного соединения окрашивают мелом, разведенным в воде. После высыхания мела вторую сторону сварного шва обильно смачивают керосином. Керосин, проникая через дефекты в сварном шве, оставляет на меловой краске жирные темные пятна, характеризующие наличие и расположение дефектов. Обнаруженные дефекты вырубают и заваривают вновь. Контроль керосином применяется при положительной температуре (выше 0°С). Сварные швы должны выдерживаться под керосином 12 г и более.
Вакуум-методом проверяют сварные швы, которые невозможно испытать керосином, воздухом или водой и доступ к которым возможен только с одной стороны, например сварные швы днищ резервуаров, газгольдеров и других емкостей.
В комплект установки для контроля плотности сварных шзов вакуум-методом входит следующее оборудование: вакуум-насос, вакуум-камера с вакуум-метром и пневматический шланг.
Гидравлические испытания. При этом способе контроля сварное изделие (сосуд) заполняют водой. Затем насосом или гидравлическим прессом создают давление, превышающее рабочее в 1,25 раза и более.
Способ гидравлического испытания, время выдержки, величина давления и допустимая утечка устанавливаются техническими условиями на контролируемый объект. Гидравлические испытания выполняют при проверке прочности и плотности паровых и водяных котлов, трубопроводов и сосудов, работающих под давлением.
Испытание сжатым воздухом (пневматическое испытание). Это испытание применяется для проверки сосудов и трубопроводов на герметичность, как правило, только при рабочем давлении изделия. Плотность сварных соединений проверяют мыльным раствором или погружением сосуда в воду. В местах пропуска газа появляются пузыри.
ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
7.1. Основными видами опасности для персонала при радиографическом контроле являются воздействие на организм ионизирующего излучения и вредных газов, образующихся в воздухе под воздействием излучения, и поражение электрическим током.
7.2. Радиографический контроль и перезарядка радиоактивных источников должны проводиться только с использованием специально предназначенной для этих целей и находящейся в исправном состоянии аппаратуры, документация на изготовление и эксплуатацию которой при выпуске в количестве более трех экземпляров должна быть согласована с Государственным комитетом СССР по использованию атомной энергии и Главным санитарно-эпидемиологическим управлением Министерства здравоохранения СССР; до трех экземпляров — с местными органами санитарно-эпидемиологической службы.
7.3. Электрооборудование действующих стационарных и переносных установок для радиографического контроля должно соответствовать требованиям ГОСТ 12.2.007.0 и «Правил устройства электроустановок», утвержденных Главным техническим управлением по эксплуатации энергосистем и Госэнергонадзором Министерства энергетики СССР.
7.4. При проведении радиографического контроля, хранении и перезарядке радиоактивных источников излучения должна быть обеспечена безопасность работ в соответствии с требованиями «Основных санитарных правил работы с радиоактивными веществами и другими источниками ионизирующих излучений» ОСП-72/80 № 2120-80, утвержденных Главным государственным санитарным врачом СССР 18 января 1980 г., «Норм радиационной безопасности» НРБ-76 № 141-76, утвержденных Главным государственным санитарным врачом СССР 7 июня 1976 г., «Санитарных правил по радиоизотопной дефектоскопии» № 1171-74, утвержденных заместителем Главного государственного санитарного врача СССР 7 августа 1974 г. и ГОСТ 23764.
7.5. При эксплуатации подключенных к промышленной электросети стационарных и переносных установок для радиографического контроля должна быть обеспечена безопасность работ в соответствии с требованиями «Правил технической эксплуатации электроустановок потребителей» и «Правил техники безопасности при эксплуатации электроустановок потребителей», утвержденных Госэнергонадзором 12 апреля 1969 г.
7.6. При транспортировании радиоактивных источников излучения должны соблюдаться требования «Правил безопасности при транспортировании радиоактивных веществ» ПБТРВ-73 № 1139-73, утвержденных Главным государственным санитарным врачом СССР 27 декабря 1973 г.
7.7. Предприятия, выполняющие радиографический контроль сварных соединений, разрабатывают в соответствии с требованиями безопасности настоящего раздела документацию, определяющую правила и методы безопасной организации работ, объем и средства радиографического контроля с учетом местных условий производства и доводят их в установленном порядке до работающих.
Область применения
После окончания процесса сваривания и остывания конструкции необходимо оценить качество работы и при обнаружении недостатков принять меры. Контроль начинается с визуального осмотра. При наличии дефектов, имеющихся внутри шва необходимо прибегнуть к другим методам поиска. Они должны относиться к категории неразрушаемых. Не все обладают необходимой точностью. Рентгенография сварных соединений является одним из неразрушаемых способов, дающим точную информацию о состоянии внутри сварного шва.
В дефектоскопии используется возможность рентгеновских лучей проникнуть вглубь на значительное расстояние благодаря тому, что их длина волны является небольшой. При сварке могут возникнуть ситуации, когда выбран неправильный режим или в сварочную ванну попали посторонние предметы. Образование невидимого брака понизит прочность и надежность всей конструкции, которая сможет выдержать меньшие нагрузки, чем планировалось.
Радиографический контроль сварных швов требует наличия специального оборудования. Затраты на него целесообразны в тех случаях, когда требования к характеристикам соединений высокие. Другой вариант — контроль конструкций, где другие методы применять затруднительно или невозможно. Примером может служить рентгенографический контроль сварных соединений трубопроводов.
Существуют лаборатории, специализирующиеся на контроле сварных соединений, где имеется все необходимое оборудование, и работают грамотные профессионалы. При желании контроль можно провести самостоятельно, овладев необходимыми навыками. Имеется возможность взять для этого прибор в аренду. Большой популярностью пользуются портативные аппараты. Они применяются как для контроля трубопроводов, так и для профильных и листовых соединений. Стационарные аппараты могут быть спроектированы индивидуально для решения конкретных задач.
Радиографический контроль сварных соединений трубопроводов проводится согласно отраслевому нормативному документу ОСТ 36-59, где указаны все требования к свариванию этих конструкций. В нем, в частности, сказано, что все данные по проведенному контролю заносятся в специальный журнал и хранятся в течение 10 лет после начала эксплуатации объекта.
МЕТРОЛОГИЧЕСКОЕ ОБЕСПЕЧЕНИЕ
8.1. Используемые при контроле канавочные и пластинчатые эталоны чувствительности должны подвергаться метрологической поверке при их выпуске и последующим поверкам не реже одного раза в 5 лет. При выпуске этих эталонов на обратную сторону каждого эталона должен наноситься электрохимическим способом товарный знак предприятия, изготовившего эталон, и год выпуска; при очередной поверке — товарный или условный знак предприятия, проводившего поверку, и год поверки.
8.2. Проволочные эталоны чувствительности поверке не подлежат, однако они должны изыматься из обращения при любом повреждении пластикового чехла или обнаружения при визуальном осмотре следов коррозии проволок эталона.
8.3. Денситометры и наборы оптических плотностей, используемые для определения оптической плотности снимков, подлежат поверке не реже одного раза в год с обязательным оформлением документа (аттестата) о результатах поверки.
8.4. Негатоскопы подвергают поверке только при их выпуске с обязательным указанием в паспорте (аттестате) негатоскопа максимальных яркости освещенного поля и оптической плотности снимка.
8.5. Измерительные инструменты, используемые для определения размеров изображений трещин, непроваров, пор и включений на снимках (измерительные линейки и лупы) подвергают поверке в соответствии с действующими положениями, распространяющимися на эти инструменты.
8.6. Нестандартизованные измерительные инструменты, используемые для определения размеров изображений трещин, непроваров, пор и включений на снимках (измерительные шаблоны, трафареты и т.п.), должны подвергаться поверке не реже одного раза в год с обязательным оформлением документа о результатах поверки.
Разд. 8. (Введен дополнительно, Изм. № 1).
Толщина металлических усиливающих экранов
Таблица 1
| Источник излучения | Толщина экрана, мм |
| Рентгеновский аппарат с напряжением на рентгеновской трубке до 100 кВ | До 0,02 |
| Рентгеновский аппарат с напряжением на рентгеновской трубке свыше 100 до 300 кВ | 0,05 — 0,09 |
| Рентгеновский аппарат с напряжением на рентгеновской трубке свыше 300 кВ | 0,09 |
| 170Тm | 0,09 |
| 75Se; 192Ir | 0,09 — 0,20 |
| 137Cs | 0,20 — 0,30 |
| 60Со | 0,30 — 0,50 |
| Ускоритель электронов с энергией излучения от 1 до 15 МэВ | 0,50 — 1,00 |
Способы зарядки кассет
Таблица 2
| Способ зарядки | Наличие пленок в кассете | |
| одна | две | |
| Без экранов | ||
| С усиливающими металлическими экранами | ||
| С усиливающими флуоресцирующими экранами | ||
| С усиливающими металлическими и флуоресцирующими экранами | ||
— радиографическая пленка;
— усиливающий металлический экран;
— усиливающий флуоресцирующий экран.
Главные требования к рентгеновским аппаратам
В процессе радиометрическом методе флуктуации интенсивности проходящего сквозь объект энергетического спектра не оказывают никакого воздействия на чувствительность контроля, так как изображение, фиксируемое на пленке рентгена изображение определяют посредством интегральной дозы излучения в период экспозиции.
Именно поэтому во время радиографического контроля разрешается применять рентгеновские аппараты любого существующего типа. В большинстве случаев изготовители рентген-аппаратов не приводят никаких данных о флуктуации интенсивности излучений, поскольку данная величина не является критичной.
Стоит отметить, что радиометрия представляет собой метод измерения при построчном сборе данных в режиме реального времени.
Для сканирования одной строки могут потребоваться десятые доли секунды. Исходя из этого рентген аппарату предъявляются 2 основных требования, а именно:
1) Плотность потока гамма-излучения, проходящего сквозь контролируемую толщину проверяемого объекта, должна быть настолько велика, чтобы этого времени было достаточно для регистрации изменения толщины объекта вдоль просканированной области
2) Интенсивность гамма-излучения обязательно должна быть постоянной
Таким образом, для качественного радиометрического контроля необходимы высокостабильные источники ионизирующего излучения, имеющего максимально возможную плотность лучевого потока, а также максимальный энергетический спектр.
С целью сравнения современных рентгеновских аппаратов панорамного типа с постоянным потенциалом разработан специальный переносной прибор, обеспечивающий проведение измерений интенсивности излучения в полевых условиях.
Толщина защитных свинцовых экранов
| Источник излучения | Толщина экрана, мм |
| Рентгеновский аппарат с напряжением на рентгеновской трубке до 200 кВ | До 1,0 |
| 170Tm; 75Se | До 1,0 |
| Рентгеновский аппарат с напряжением на рентгеновской трубке свыше 200 кВ | От 1,0 до 2,0 |
| 192Ir; 137Cs; Co | От 1,0 до 2,0 |
| Ускоритель электронов с энергией излучения от 1 до 15 МэВ | Св. 2,0 |