Магнитно-порошковый метод –
один из самых надежных и востребованных «инструментов» магнитного контроля. Это эффективный способ проверки продукции из ферромагнетиков, активно использующийся:
- В химическом машиностроении
- Во всех разновидностях наземного, воздушного, водного и железнодорожного транспорта
- Нефтегазовом комплексе
- В самолетостроении
- В проверке магистральных трубопроводов
- Крупногабаритных и подводных объектов
Популярность магнитопорошкового метода контроля объясняется простотой выполнения, высокой сенсетивностью и очевидностью результатов. Соблюдение алгоритма и правильное выполнение технологии позволяют выявлять микротрещины, усталости, непровары сварных соединений и прочие изъяны на самой ранней стадии недоступной для визуального осмотра
Для чего нужен контроль сварных швов
Вместе с развитием технологий сварки металлических конструкций, растут требования к качеству изделий. Также руководители предприятий и инвесторы стремятся сократить убытки из-за внеплановых ремонтов и профилактических работ. Промышленность и бизнес требуют соблюдения эксплуатационных характеристик — как экономических, так и временных параметров, заложенных в проект объекта, конструкции или изделия.
Прочность конструкции — технологический параметр, от которого зависит не только работоспособность и производительность объекта, но и безопасность людей и окружающей среды. Пропущенный при визуальном контроле «подповерхностный изъян» сварного шва или несплошность проварки, во время эксплуатации объекта начнут разрастаться под нагрузкой. Однажды шов лопнет, что повлечет за собой череду нарастающих поломок с последующей аварией или катастрофой.
Поэтому, показателям и методам дефектоскопии и контролю за точностью параметров сварных соединений уделяют повышенное внимание не только заказчики и исполнители. Для разработки регламентов и новых способов измерений привлекают учёных из различных отраслей. А государственные службы технического регулирования, стандартизации, метрологии и сертификации создают единые системы измерений.
Из-за своей простоты использования и достаточной точности измеряемых показателей, признание и распространение получила магнитопорошковая дефектоскопия сварных швов. О ней и пойдет речь в этой статье. Чтобы понять преимущества этого метода контроля мы сравним его с другими вариантами проверки качества сварных соединений.
Какие методы проверки сварных соединений применяются
Способы разделяются на две группы:
- Неразрушающий контроль (далее НК).
- Методы разрушающего контроля.
Из второй группы чаще всего применяются механические испытания.
В промышленном использовании, транспорте, строительстве и народном хозяйстве признание и распространение получили неразрушающие способы. Развитие измерительных технологий происходит именно в этой сфере контроля. Разберем способы НК подробнее.
- Визуально-измерительный контроль. Это первоначальный способ проверки качества выполненных работ. Включает в себя внешний осмотр швов и замер геометрических параметров. Для этого используются простые измерительные приборы. Полученные цифры сверяются с нормами в проектной документации, ГОСТах, СНиП и ТУ. Используется как первичный способ выявления дефектов и не способен выявить мелкие и скрытые, внутришовные дефекты.
- Капиллярный контроль. Этот подход основывается на свойствах жидкостей проникать в мельчайшие трещины, поры, каверны или несплавления. Подробнее о дефектах соединений — ниже по тексту. Особые проникающие свойства присущи определённым жидкостям — пенетрантам. На их основе изготавливают составы для нанесения на сварные швы и для магнитопорошковой проверки.
- Ультразвуковые методы контроля (УЗК). Повсеместный и универсальный метод дефектоскопии сварных соединений. Анализ показателей и выявление трещин проводится с помощью дефектоскопов, которые состоят из излучателей и приемников ультразвука. Различают эхо-импульсный, эхо-зеркальный и зеркально-теневой методы УЗК.
- TOFD или дифракционно-временной способ контроля. Чаще применяется для исследований и выявления дефектов на кольцевых и продольных сварных швах с помощью ультразвукового эха. Действие основано на разнице отраженных волн от трещины или от цельнопроваренной поверхности. Применяется как одногрупповой TOFD метод, так и способы с мультиподдержкой нескольких групп или методики с сочетанием других способов контроля, например с импульсными или эхоповерхностными волнами.
- Вихретоковый анализ. Проводится с помощью сертифицированных приборов — вихревых дефектоскопов. Основан на определении проблем в испытуемых швах с помощью сравнения изменений вихревого тока и электромагнитных полей. Схож по своей работе с ультразвуковыми способами контроля. Как и магнитопорошковый способ, используется для проверки глубиной до 2 мм.
- Радиационная дефектоскопия сварных соединений. На практике ее ещё называют проверка рентгеном, потому что исследования проводят с помощью рентгеновского гамма излучения. Это самый эффективный способ контроля, но он имеет весьма ограниченное применение из-за радиационной опасности и обязательном использовании специальных средств защиты.
- Магнитопорошковый контроль или дефектоскопия (МПК или МПД). Главный герой сегодняшнего обзора. Позволяет определять дефекты в металле швов типа трещин, непроваров или несплавлений, пор и полостей, твердых включений шлака на глубине не более 2 мм. В следующем разделе статьи мы расскажем о нормативных документах и характеристиках дефектов сварных швов.
Благодаря простоте использования непосредственно на местах, а также способности быстро выявлять тонкие и мельчайшие трещины, МПД получила повсеместное распространение. Метод не нуждается в дорогостоящем и сложном оборудовании и длительной подготовке обслуживающего персонала. Преимущество этого варианта контроля в хорошей визуализации дефектов. Заказчик, без потери времени получает наглядные результаты. Которые видны представителям проверяющей и принимающей сторон. Важно, чтобы результаты исследования были промаркированы для сварщика, который будет устранять выявленные недочеты.
В ходе процесса проверки используется оборудование для намагничивания и размагничивания соответствующие ГОСТ Р 53700-2009. Для измерений на нелинейных поверхностях, например, в углах и цилиндрах, используются насадки и призмы с разными радиусами. Также ими контролируют качество сварных швов на резьбовых соединениях, галтелях и проточках. А для испытаний вращающихся валов задействуют специальные призмы-ложементы.
После магнитопорошкового контроля и проверки объекта дефектоскопистами, они оформляют протокол испытаний с указанием объекта и деталей исследования. В документе отражается дата, место, оборудование и методы контроля. Записываются фамилии ответственных специалистов и их экспертное заключение.
Виды магнитного неразрушающего контроля и их технологии выполнения
Ключевая причина использования различных методов магнитного контроля – целостность проверяемых изделий. Для контроля качества сварочных соединений используют магнитопорошковый и магнитографический методы, реже применяется метод с помощью индукции.
Магнитопорошковая дефектоскопия
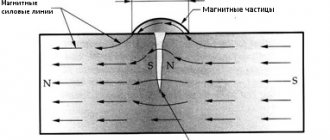
Контроль качества дефектов посредством магнитопорошкового метода базируется на обнаружении локальной зоны магнитного потока рассеяния над поверхностью дефекта с помощью использования ферромагнитного порошка. Возможно использование порошка в сухом виде или в жидком, в составе водной или масляной магнитной суспензии. На зону сварочного соединения наносят порошок с магнитными частицами. Далее на эти частицы порошка начинает воздействовать нелинейная сила поля (пондеромоторная), что стремится притянуть ферромагнитные частицы в область наивысшей сосредоточенности магнитных силовых линий. Вследствие этого железосодержащие частицы образуют своеобразный рисунок на поверхности внутреннего дефекта. Этот контроль можно провести только на гладких, ровных и чистых поверхностях металлов.
Варианты использования ферромагнитного порошка:
- На зону сварочного шва наносят ферромагнитный состав специальным распылителем.
- Свариваемую деталь полностью опускают в емкость с порошком.
Оба варианта допустимы как для сухого, так и для жидкого видов порошка. Данной техникой могут быть проверены сварочные швы с ферромагнитным составом, имеющие относительную магнитную проницаемость.
Сварочные дефекты, которые поддаются обнаружению магнитопорошковым способом:
- поверхностные, с шириной от 0,002 мм и глубиной от 0,01 мм и больше;
- подповерхностные, расположенные до 2 мм глубины;
- внутренние, глубина более 2 мм (для расслоений или трещин с большим размером);
- брак под немагнитным покрытием с учетом того, что толщина покрытия составляет не больше 0,25 мм.
Необходимое оборудование:
- Намагничивающее устройство.
- Ферромагнитный порошок или магнитопорошковая суспензия.
- Распылитель.
- Дефектоскоп.
- Тестовые образцы с браком.
- Размагничивающая установка.
Примерная стоимость магнитного дефектоскопа на Яндекс.маркет
Следует отметить, что для поиска подповерхностных дефектов использование порошка в сухом виде позволяет достигнуть лучших результатов по сравнению с «мокрым» видом. Это обусловлено его более высокой степенью чувствительности. Для оценки чувствительности самого порошка используются контрольные образцы деталей с разной степенью дефектов.
Магнитографический метод поиска брака
Магнитографический метод для осуществления контроля сварочных работ базируется на поиске магнитного поля рассеяния, что возникает в зоне дефекта при намагничивании детали. Из-за образовавшихся трещин или раковин место рассеяния остается зафиксированным, как отпечаток магнитных возмущений на эластичной ленте дефектоскопа. Дефектоскоп обязательно должен плотно прилегать к сварочному соединению. На магнитной ленте частицы ферромагнитного порошка остаются неподвижными, таким образом обозначая зону локализации взаимодействия магнитного характера с дефектным полем.
Магнитографический метод используется для контроля сварочных швов с толщиной до 12 мм. Данным методом возможно обнаружить так называемые макротрещины, газовую пористость, включения из шлака, сварочные непровары.
Последовательность действий контроля:
- Подготовка поверхности детали для осуществления контроля (удаление шлака, брызг, грязи).
- Плотное приложение ленты дефектоскопа на сварочное соединение.
- Намагничивание металла, согласно толщине сварочного шва и его свойств.
- Расшифровка и оценка полученных результатов с помощью считывающего устройства дефектоскопа.
- Размагничивание проверяемой детали.
Настройка дефектоскопов осуществляется по эталонным лентам, зафиксированным на тестовых образцах сварных швов. Место локализации дефекта и его внутренняя глубина определяются на экране-индикаторе. Форма полученного рисунка будет соответствовать области локализации дефекта, глубина расположения трещины отображается насыщенностью почернения на экране.
Магнитографическим методом лучше всего обнаруживаются дефекты плоскостного типа, такие, как трещины, несплавления металлов, сварочные непровары с максимальной глубиной залегания до 20-25 мм.
Необходимое оборудование:
- намагничивающее устройство;
- дефектоскопы для работы с ферромагнитной лентой;
- переносная станция питания;
- магнитная лента на триацетатной или лавсановой основе;
- контрольные образцы сварочных швов;
- размагничивающая техника.
Что такое дефекты швов при сварке?
В Российской Федерации и странах СНГ определения всех дефектов соединений при сварке металлов плавлением обозначены и классифицированы в ГОСТ Р ИСО 6520-1-2012.
Дефекты сварных соединений — это не что иное, как поверхностные или подповерхностные изъяны внутри шва. Они отличаются друг от друга характером, конфигурацией, размером и приводят к сокращению полезного срока эксплуатации металлической конструкции. Воздействуют на ее пользовательские характеристики, приводят к возникновению аварийных ситуаций, в связи с чем, лучше их не допускать. А конструкцию с дефектами — срочно вывести из эксплуатации для дефектовки и последующего восстановления или утилизации изделия.
Магнитопорошковый способ обнаружения изъянов соединения помогает оперативному выявлению дефектов любого типа.
Факторы возникновения дефектов сварных соединений:
- Швы могут обладать низким качеством выполнения, если сварщик не имеет большого опыта проведения работ. В ходе процедуры нарушается технология электродуговой, аргоновой, лучевой сварки. Отсутствует подготовка, термообработка узлов, перепутана схема сборки элементов. Выбран неподходящий режим работы аппарата при лазерной сварке и прочее.
- Некачественные швы появляются по причине использования не профессионально произведенной или поломанной техники при ручной электродуговой сварке, либо металла низкого качества или бюджетных расходных материалов.
- На снижение качества большое влияние оказывают вплавления шлака, множественные брызги металла, загрязнения на сплавляемых поверхностях и плохая организация рабочего места.
Все шовные недостатки имеют разные названия и условно делятся на три группы, каждая из которых обладает своими особенностями. Изъяны бывают:
- наружными;
- внутренними;
- сквозными.
Способ исправления недостатков сварного соединения обусловлен его особенностями. Для предотвращения таких проблем в дальнейшем сварщик исправляет ошибки самостоятельно и осознаёт, что привело к неудовлетворительным результатам. Магнитопорошковый способ контроля в этом случае помогает визуально фиксировать эти ошибки.
Иногда, из-за перегрева, возникают температурные деформации или изменения прочности металла, которые не соответствуют проектным характеристикам конструкции или объекта. Чаще это относится к сварным соединениям калёных и различных по составу металлов. Например, при стыке нержавеющего сплава аустенитного класса с углеродистой сталью.
Технология МПД
Для нахождения специалисты НК используют поверенное оборудование и применяют цветной ферромагнитный компонент, то есть, магнитный порошок. Они наносят этот маркировочный состав на исследуемый сварной стык посредством сухого или мокрого метода.
В первом случае подходит стандартное магнитопорошковое вещество. При выборе мокрого – приготавливается суспензия, включающая магнитный порошок и жидкость с проникающими характеристиками. Для этого используют трансформаторное масло в сочетании с керосином, или воду, в комплексе с веществами, которые препятствуют возникновению коррозии. Эти жидкости называют пенетрантами, т.е. они проникают во все поры, полости и капилляры.
Выбор метода зависит от ситуации. Иногда их сочетают между собой. Независимо от того, какое магнитное вещество будут применять, это помогает выявить минимальные дефекты, В случае использования порошка или суспензии вещество «сосредотачивается» вокруг изъяна, формируя причудливые рисунки, при многочисленных дефектах. Так получается выяснить не только место, но и размер изъяна.
Как правило, дефектоскоп выбирают, учитывая сферу его эксплуатации. Если магнитопорошковая дефектоскопия сварных соединений планируется на выезде, то главным параметром выступает компактность. Если исследования делают стационарно в лаборатории, то размер прибора не имеет значения. В подобных случаях приоритетным является функционал и выбирают более технологичную модель.
Процесс магнитопорошковой дефектоскопии сварных швов
Эта технология контроля качества стыков, производимых сваркой, ее принцип состоит в выявлении магнитных полей на поверхности металла над имеющимся дефектом в шве с использованием ферромагнитных компонентов.
Если заготовка обладает каким-нибудь недостатком, то над ней непременно создается магнитное поле, которое станет изменяться. Участок контроля намагничивается и поток магнитных линий минует дефектные области, возникающие на пути. В итоге магнитное поле искажается. Вместе с тем по краям заготовки формируются магнитные полюса, образующие обособленные магнитные поля.
Все данные о деформации магнитного поля закрепляются магнитопорошковым дефектоскопом. Чем изъян значительнее, тем большая степень рассеивания, а, следовательно, и возможность его выявления. Если поток магнитных линий находится под углом 90 градусов по отношению к изъяну, то возможность его обнаружения возрастает.
На месте дефектов линии создают пик, который выходит за пределы заготовки. Если на местах искажения наблюдаются мелкие частицы ферромагнитных веществ, они изменят свое положение в пространстве, будут совпадать с направлением силовых линий магнитного поля.
Чем значительнее неоднородность поля над дефектом, тем более сильной будет появляющаяся электромагнитная сила, отвечающая за перемещение намагниченных частиц. Из них, в зоне изъяна, формируются цепочки.
Особенности технологии
Проведение магнитно-порошковой дефектоскопии отличается характерными особенностями. Главной из них является то, что невозможно его провести, если заготовка выполнена не из ферромагнитных металлов. Это требуется учесть, если планируется выполнить контроль элементов из цинка или меди, поскольку они относятся к диамагнетикам, поэтому качественного контроля этим способом провести не удастся.
Если потребуется, то в строительной лаборатории IRONCON подберут выездной способ проверки для немагнитных металлов, а также для других видов строительных материалов и конструкций: бетонных и кирпичных изделий, арматуры, сыпучих материалов и пожарных лестниц.
Параметры чувствительности
Помните, что у магнитопорошковой дефектоскопии сварных швов есть определенный параметр чувствительности. Это степень того, с какой точностью будет обнаружен изъян. На чувствительность оказывают влияние магнитные свойства металлов, напряженность магнитного поля, число дефектов, их площадь. Также влияет размер и форма заготовки.
Иногда на чувствительность влияет способ нанесения ферромагнитного вещества (сухой или мокрый, суспензионный). Все это требуется помнить, чтобы понимать, насколько эффективным будет контроль. Важный момент заключается в том, что применение магнитопорошковой дефектоскопии целесообразно в комплексе с другими способами контроля для получения объективной картины и точных цифр.
Виды намагничивания
В рамках проводимого метода применяется 4 варианта намагничивания:
- циркулярный;
- продольный;
- комбинированный;
- в магнитном поле, которое вращается.
Самыми востребованными являются 3 первых типа. Если говорить об элементах, имеющих простую конструкцию, формулировка намагниченности будет такой.
- Циркулярный – представляет собой вид намагничивания, при котором магнитное поле становится замкнутым внутри элемента, а на его концах не образуются магнитные полюса.
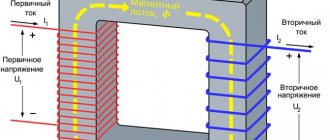
- Продольный вариант, в ходе которого магнитное поле направляется вдоль детали, при этом на ее концах формируются магнитные полюса.
- Комбинированный – когда элемент расположен под воздействием двух или более магнитных полей с разным направлением.
Виды намагничивания
При магнитопорошковом методе контроля чаще пользуются видами намагничивания, применимыми к деталям простой формы:
- циркулярный создает равномерное магнитное поле внутри детали, на концах нет магнитных полюсов;
- продольный называют полюсным: на одном из концов заготовки образуется плюс, на другом минус, поле направлено вдоль детали;
- комбинированный предусматривает одновременное воздействие нескольких разнонаправленных магнитных полей (в двух взаимно перпендикулярных направлениях, трех и более).
На производстве используется вид намагничивания сварных швов во вращающемся магнитном поле.
Для намагничивания применяются различные типы электротоков:
- постоянный создает равномерную индукцию;
- переменный применим для менее чувствительных методов контроля;
- импульсный по характеристикам близок к постоянному.
В приборы для дефектоскопии встраивают генераторы однопериодного и выпрямленного тока.
Этапы проведения контроля
Подготовка заготовки или конструкции к процедуре.
Подготовительный процесс к проведению магнитопорошкового контроля сварных соединений состоит в очистке поверхности элемента от коррозии, загрязнений, а также от смазочных материалов и масел, если контроль выполняется посредством водной суспензии либо сухого порошка. Если поверхность элемента темного цвета и черный магнитный порошок на ней недостаточно заметен, то элемент покрывают слоем красящего состава белого оттенка.
Намагничивание заготовки.
Это одно из приоритетных мероприятий магнитопорошкового метода. От того, насколько верно выбран способ, направление и вид намагничивания, а также род тока, зависит чувствительность и определение недостатков.
3. Нанесение на поверхность элемента магнитного индикатора.
Лучшее решение нанесения суспензии состоит в погружении элемента в емкость, в которой суспензия тщательно перемешивается, и в постепенном извлечении из нее. Но такой способ не всегда целесообразен. Обычно суспензию наносят посредством шланга, распыления или душа.
Важно соблюсти слабый напор струи, тогда магнитный порошок остается на дефектных местах. В случае выбора сухой методики магнитопорошкового контроля данные требования касаются давления струи воздуха, посредством которой магнитный порошок наносится на элемент.
Период стекания дисперсной среды повышенной вязкости занимает больше времени, поэтому продуктивность работы контролёра сокращается.
Зрительный осмотр заготовки.
Расшифровка индикаторного изображения и выполнение разбраковки. Контролер обязан провести осмотр элемента после стекания с нее основной массы суспензии, когда отложения порошка становятся одинаковыми.
Детали проверяются зрительно, но в некоторых ситуациях для расшифровки типа изъянов используется профессиональная оптика. Ее настройка выполняется согласно официальной документации.
Кто проводит МПД
В строительной лаборатории IRONCON-Lab проводят магнитопорошковый контроль и радиографический контроль сварных соединений по выгодным ценам. Испытания делают либо в помещении, оборудованной специальной техникой, либо на стройплощадке объекта. В процессе экспертизы составляется протокол, в котором дефектоскописты сделают вывод о соответствии или несоответствии выполненных строительных работ.
Чувствительность магнитопорошковой дефектоскопии
Дефектоскопия проводится на материалах с относительной магнитной проницаемостью не ниже 40, чувствительность МПД зависит:
- от электромагнитных свойств материала, используемого для исследований (мобильность индикаторных частиц);
- магнитных характеристик заготовок (способности намагничиваться);
- рода тока, при постоянном формируется стабильное магнитное поле
- гладкости поверхности детали, шероховатость градируется от 2,5 до 40 микрон, чем ниже шероховатость, тем точнее контроль;
- напряженности намагничивающего поля;
- положения несплошностей и других дефектов относительно индукционных линий;
- способа нанесения индикатора на поверхность детали;
- условий проведения испытаний (выше точность у «сухого» метода контроля сварных соединений);
- метод регистрации индикаторного рисунка над дефектами.