Общие сведения
Основное устройство для сваривания деталей газовыми смесями горелка — это инструмент по созданию высокотемпературного пламени. С ее помощью получается узкий факел, нагревающий ограниченный участок соединения деталей. В форсунку подаются горючие газы, например аргон, пропан, и смешиваются с кислородом, создавая горючую смесь. Изменяя соотношение веществ и скорость подачи газовой смеси, регулируется температура пламени.
Основные составные части газовой форсунки:
- изоляционная втулка;
- сопло;
- диффузор;
- смесительная камера;
- регуляторы подачи газа;
- кабельные разъемы;
- рукоятка с кнопкой включения;
- кабеля;
- разъем.
В зависимости от конструкции имеются и другие детали, включая охлаждение форсунки, пьезоэлемент для розжига, подающее устройство.
Проходя смесительную камеру, газ распыляется на несколько струй. Это позволяет получить однородную газовую смесь. Затем она поступает в сопло, где происходит горение. Мундштук на трубке наконечника формирует факел.
Огонь имеет температуру выше, чем та, при которой плавится металл. В результате создается сварочная ванна, в которой в жидком состоянии находятся края деталей и присадочная проволока.
Принцип работы сварочной горелки
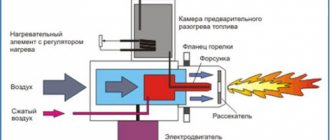
Это оборудование имеет простой принцип действия: газы через регулирующие вентили подаются в смеситель, после чего под давлением выходят наружу через сопло. Горящий газовый поток должен иметь определённую скорость – 70-150 м/сек. Превышение этого значения приводит к тому, что пламя отрывается от мундштука и затухает. А если скорость газа будет слишком низкой – огонь может переброситься внутрь инструмента, что чревато взрывом. Поэтому важно, чтобы горение происходило в заданных режимах.
В устройствах типа MIG/MAG или TIG процесс формирования шва происходит не под температурным воздействием пламени, а посредством электрической дуги. Но газ тоже присутствует и служит для формирования защитной среды вокруг сварочной ванны.
Особенности
Сварочная горелка пламенем разогревает и расплавляет края соединяемых металлов. Для их соединения в ванну подается присадочная проволока, способствующая смешиванию жидких сталей. Особенности сварки газом:
- работает без электричества;
- низкая стоимость инструмента и расходных материалов;
- разбрызгивание металла значительно меньше;
- не требует специально оборудованного сварочного поста.
К недостаткам сварки газом относится пожароопасность, вероятность втягивания пламени в форсунку, ее перегрев и взрыв. Не всегда удобная ручная регулировка скорости подачи смеси, особенно если приходится сваривать разные по толщине и составу металлы. Каждый баллон имеет свой редуктор, и показывает расход газа литр в минуту. Для получения нужной температуры следует настраивать подачу составляющих веществ по очереди.
Классификация
Горелка имеет механизм подачи газа инжекторный и безинжекторный. Работать она может с расходным материалом газообразным, когда соединяются 2 газа и получается горючая смесь. Жидкостные форсунки используют бензин или керосин, распыляемый в струе кислорода.
Для сварки используются разные конструкции горелок по виду потребляемого газа:
- пропан;
- ацетилен;
- аргон.
Пропановые горелки для сварки металла отличаются безопасной работой и простым устройством. Их используются для соединения деталей с различной конфигурацией, толстостенных заготовок из низколегированных и среднеуглеродистых сталей. Пропан подается с баллона или непосредственно с системы через редуктор и шланг.
Специалистам известно, что такие горелки, как ацетиленовые и аргоновые выдают высокую температуру. Они могут расплавить тугоплавкие стали, алюминий и его сплавы.
Конструкция
Особенности конструкции сварочного оборудования вообще и горелки, в частности, существенно влияют на качество выполняемых работ и позволяют решать задачи, стоящие перед сварщиком. Вот почему перед приобретением этой важнейшей составляющей сварочного процесса следует обратить внимание на отдельные её компоненты.
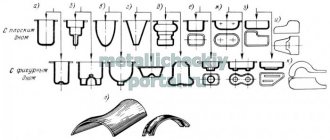
Независимо от марки и конкретного производителя сварочной горелки, она, как правило, состоит из следующих базовых частей:
- так называемая «шейка» («гусак»), являющаяся несущим элементом горелки;
- различные виды изоляторов (втулки и шайбы) которые могут быть заменены как по отдельности, так и вместе с соплом;
- диффузор (или держатель), нуждающийся в замене лишь в случае очень интенсивной эксплуатации;
- рабочее сопло, являющееся самой уязвимой частью сварочной горелки, подвергающейся постоянному воздействию частичек расправленного металла;
- подающий рукав со штекерами, кабельными разъёмами и другими соединителями;
- токовый наконечник, требующий периодической замены.
Большинство из перечисленных деталей, входящих в конструкцию горелок штыревого типа, со временем сильно изнашиваются, а затем приходят в негодность. Каждый сварщик всегда старается иметь определённый запас основных запчастей, исключающий ситуацию, когда сварка должна быть прервана в самый неподходящий для этого момент.
С инжектором или без?
Внутри сварочных горелок смешивание газа происходит по 2 принципам. Исходя из этого, они делятся:
- безинжекторные;
- инжекторные.
От способа подготовки смеси зависят технические характеристики устройств. Кроме этого имеется разделение по типу сварки.
Без инжектора
В безинжекторных моделях газ поступает из баллонов по раздельным каналам в смесительную камеру. С тыльной стороны ручки расположены гнезда для соединения со шлангами. Вентиля разного цвета регулируют подачу каждого компонента смеси в отдельности. С их помощью изменяется температура факела посредством изменения соотношения кислорода и горючего газа.
Каждый поток перед входом в камеру разделяется на тонкие струи. Это улучшает смешивание кислорода и горючего компонента. Такая технология смешивания позволяет работать с низким давлением, точно регулировать температуру.
К недостаткам относится возможность попадания огня внутрь форсунки и смесительной камеры. В результате держатель может взорваться.
С инжектором
Инжектор позволяет регулировать давление только кислорода. По каналу в смесительную камеру от проходит мимо отверстия ввода горючего газа. Большая скорость потока создает зону разряженного воздуха с низким давлением. В нее устремляется газ и смешивается с кислородом.
Для горелки с инжектором достаточно подавать под высоким давлением только кислород. Происходит качественное смешивание составляющих компонентов. Высокая скорость выхода газовой смеси не позволяет пламени попасть в форсунку.
К недостаткам относится невозможность регулировать соотношение газов. В результате огонь горит неравномерно. Кислород подается под высоким давлением, с большой скоростью. В противном случае не создается зона низкого давления и пропан не поступает.
Как работать?
Сначала следует пустить горючий газ, затем кислород и поджечь смесь, выходящую из сопла. Настроить расход, ориентируясь по цвету пламени или показаниям приборов. Факел направить в начало сварного шва. Подвести присадочную проволоку. Когда образуется ванна, перемещать расплавленный металл вперед, формируя шов.
Дойдя до конца соединения, убрать присадочную проволоку и выключить газ в обратном порядке.
Сварщик-аргонщик 6 разряда, мастер по сборке и сварке емкостей под химикаты Осадчий М. К.: «У газовых горелок в зависимости от конструкции, встречаются 2 режима работы – запуска: 2-тактный и 4-тактный. Если в техническом паспорте указан режим работы в 2 такта, то кнопку пуска на корпусе горелки следует нажать в начале сварки и отпустить после завершения работы. При 4-тактном режиме при первом нажатии на кнопку, включается поступление газа. Когда ее отпускают, начинается сам процесс сварки. При втором нажатии на пуск сварка прекращается, и газ перестает поступать, когда кнопку отпускают. Горелки с режимом включения в 4 такта подходят для полуавтоматов, позволяют контролировать подачу защитного газа в ванну до начала нагрева и до остывания. Такими горелками удобно варить длинные швы, не надо долго держать палец напряженным на кнопке».
Популярные виды
Существует множество моделей газовых горелок, имеющих свои конструктивные особенности. Какой режим сварки выбирать зависит от свариваемых материалов и объема работы. Если дома потекла труба, то ее можно отремонтировать простой пъезогорелкой с присадочной проволокой.
Сделать водопровод и отремонтировать автомобиль потребуется ручной полуавтомат или газовый аппарат, работающий в режиме TIG.
Для полуавтомата
Полуавтомат работает с присадочной и сварочной проволокой, которая автоматически с постоянной скоростью подается в ванну. Она может использоваться только как присадочная и плавится за счет горящего газа. В большинстве автоматов проволока одновременно является электродом, на конце которого создается дуга.
Настройка всех режимов осуществляется до начала сварки. После этого с изменением силы тока увеличивается количество подаваемого газа, и скорость подачи проволоки.
Длина шланга для подачи расходных материалов 3 – 5 м.
Простое устройство позволяет собрать горелку самостоятельно, даже не имея чертеж своими руками. Любой дом требует сварочных работ при строительстве и обустройстве. Объем работ небольшой и покупать аппарат дорого, сделать самодельный обойдется дешевле.
Для аргонодуговой
Аргонодуговая сварка производится в режиме TIG. Она позволяет варить тугоплавкие материалы типа алюминия. В центре форсунки расположен держатель для вольфрамового электрода. Дуга постоянно находится в защитной атмосфере.
Регулировка газа производится вентилем на ручке. Длина рукава 4 – 8 м.
Для точечной сварки
Работают приспособления в режиме TIG – WIG. От остальных форсунок их отличает фигурное сопло, которое закрывает кремневый мундштук с вольфрамовым неплавящимся электродом. Принцип действия заключается в точечном расплавлении металла с одной или двух сторон. Соединение имеет аккуратные точки сварки. Присадочная проволока не применяется, плавится только металл свариваемых деталей.
В момент образования соединения, неплавящийся электрод находится внутри мундштука в среде газа, который создает дополнительный прогрев и высокое давление. На создание одной точки сварки уходит несколько секунд. Рука сварщика прижимает мундштук к металлу и нажимает на кнопку.
Для применения точечной сварки под детали подкладывается медный лист – подслой, отводящий лишнее тепло и одновременно выступающий токосъемником.
В момент окончания сварки включается дожигатель проволоки. Он завершает формирование места сварки, не давая проволоке резко остыть.
Зачем нужна сварочная горелка
Без горелки можно обойтись разве что выполняя сварку ручным дуговым методом (ММА). В остальных случаях – это главный инструмент сварщика. Он применяется во всех типах сварочных процессов, где требуется наличие газа:
- MIG/MAG (в защитной газовой среде);
- TIG (аргонодуговая);
- точечный метод;
- газовая сварка;
- плазменная резка.
Главное её назначение заключается в смешивании и подаче защитного или горючего газа в рабочую зону, формировании устойчивого пламени. При этом силу горения можно регулировать.
Плюсы и минусы пьезовых модификаций
Любителям, периодически проводящим сварочные работы, удобно использовать горелку газовую с пьезоподжигом. Она представляет собой баллончик с газом и установленной на его горловине форсункой.
Переносной сварочный аппарат регулируется винтом подачи газовой смеси. Достаточно нажать на кнопку пьезоэлемент выдает искру, поджигая факел. Работать можно в любых условиях, кроме холода ниже – 20⁰, когда сжиженный газ в баллоне начинает замерзать.
К недостаткам небольших горелок с пьезоподжигом является их малый объем и утилизация. Баллон и форсунка представляют неразъемное устройство разового использования. Когда заканчивается газ, оборудование приходится выбрасывать, предварительно стравив остатки газа, чтобы не произошло несчастного случая.
Пьезоэлемент для поджигания факела применяется на газовых форсунках аргонодуговой и TIG сварки. При нажатии на кнопку возникает искра, поджигающая газ.
Инструкция по эксплуатации
Все операции с ацетиленовой горелкой может производить обученный персонал, аттестованный на знание правил ПБ 03.273/99 и других отраслевых и региональных нормативных актов для работ на объектах подведомственных Госгортехнадзору РФ.
Сварщики при производстве работ с использованием газовых баллонов обязаны соблюдать строгие меры пожарной безопасности: не бросать их без наблюдения, не помещать около горячих источников, с кислородом и другими воспламеняющимися газовыми смесями.
Перед началом сварочных работ в помещениях, его тщательно вентилируют до/во время/после процесса сварки. До выполнения работ должны быть оформлены все необходимые разрешительные документы и допуски.
Как зажечь
Заранее, перед началом сварочных работ горелкой, выполняют мероприятия по защите поверхности от ржавчины и грязевых отложений, их обрабатывают щетками по металлу или насадками на шлифмашинке. Чистую поверхность обезжиривают специальными растворителями, чтобы наплавляемый слой плотно прилегал к поверхности.
Процесс сварки начинают с открытия вентилей на газовых баллонах и регулирования газового давления газа при помощи редукторов. Наилучшее значение давление – 2 атм. При большем значении, сложно отрегулировать пламя.
На устройстве открывают ацетиленовый вентиль и поджигают газ. После этого плавно открывают кислородный вентиль и регулируют размер факела, по режимной карте для каждого металла.