Горелки, резаки, редукторы, баллоны, электроды
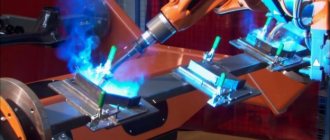
Газовая сварка используется для нагрева металла высокотемпературным пламенем, образующимся в результате сгорания горючего газа ацетилена в смеси с кислородом. В некоторых случаях вместо ацетилена могут использоваться его заменители: пропан-бутан, метан, пары бензина или керосина, МАФ (метилацетилен-алленовая фракция).
Основное преимущество газовой сварки в том, что не требуется источника электроэнергии и дополнительного дорогостоящего оборудования. Сварку можно производить даже в полевых условиях. Газовая сварка особенно удобна при сварке труб малого диаметра в труднодоступных местах.
Ацетиленовая горелка является основным инструментом при ручной газовой сварке. В горелке смешиваются в необходимых пропорциях кислород и горючий газ (ацетилен, пропан). Образующаяся смесь вытекает из канала мундштука горелки и сгорает, выдавая устойчивое пламя, которым расплавляется основной и присадочный металл в месте сварки.
Сварочные горелки, предлагаемые Вашему вниманию, позволяют выполнять не только ручную сварку, но и пайку, нагрев черных и цветных металлов и сплавов с применением газового пламени. Горелки отличаются простой и ремонтопригодной конструкцией, снабжены сменными наконечниками для различных толщин металлов. Сертифицированы, надежны и безопасны в работе при соблюдении элементарных правил эксплуатации.
Сварочные горелки и резаки для газопламенной сварки
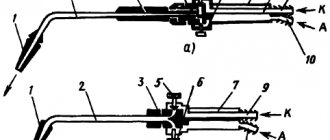
Наибольшее применение получили инжекторные горелки, работающие на смеси ацетилена с кислородом. В этих горелках подачу горючего газа в смесительную камеру осуществляют подсосом его струей кислорода, подаваемого в горелку с большим давлением, чем горючий газ. Процесс подсоса горючего газа называется инжекцией и происходит следующим образом. Кислород под давлением поступает в горелку и через штуцер (рис. 1А) и регулировочный вентиль 5 подается к инжектору. Выходя с большой скоростью из узкого канала инжекторного конуса, кислород создает значительное разрежение в камере и засасывает горючий газ, поступающий через ацетиленовые каналы горелки в камеру смесителя 4, где и образуется горючая смесь. По наконечнику 7 горючая смесь поступает к мундштуку 8, на выходе которого образуется сварочное пламя.
Схема смешивания безынжекторной горелки показана на рис. 1Б. В этом типе горелок горючий газ и кислород подают при примерно равном давлении в смесительную камеру, откуда после смешивания они поступают на наконечник горелки, образуя на выходе сварочное пламя.
Мундштуки горелок изготавливают из высокотеплопроводных материалов, используя для этого меди марки МЗ или хромистую бронзу. Для устойчивого горения и правильной формы пламени, поверхности выходного канала мундштука подвергают тщательной обработке. Все повреждения этого элемента горелки (заусенцы, вмятины, плохая чистота поверхности) способствуют отрыву пламени и обратным ударам. Выпускают 12 номеров сменных наконечников, отличающихся различным расходом кислорода и ацетилена. Номер наконечника выбирают в соответствии с толщиной свариваемого металла и требуемым удельным расходом ацетилена. Расход ацетилена для различных номеров наконечников приведен в таблице.
Различают четыре типа горелок: горелки микромощности (Г-1) снабжают наконечниками № 000 и 00; горелки малой мощности (Г-2) снабжают наконечниками № 0,1, 2, 3 и 4; горелки средней мощности, инжекторные, в комплект которых входит семь наконечников, горелки большой мощности, инжекторные.
Если сварщику приходится работать с разными горелками, нужно предусматривать соответствующий разъем шланга, для чего используются различные переходники и ниппели.
Кислородные резаки (рис. 2) — служат для газопламенной резки металлов. Они служат для смешивания горючего газа с кислородом, в результате чего образуется подогревающее пламя. Ручные резаки для газовой резки классифицируют последующим признакам:
по роду горючего газа, на котором они работают (ацетилен, газы-заменители, жидкие горючие вещества);
по принципу смешения горючего газа и кислорода — на инжекторные и безынжекторные;
по назначению — универсальные и специальные;
по виду резки — для разделительной, поверхностной, кислородно-флюсовой, копьевой.
В настоящее время широкое применение получили универсальные инжекторные резаки, позволяющие резать сталь толщиной от 3 до 300 мм. Принцип их устройства аналогичен принципу устройства сварочной горелки. Режущая часть состоит из дополнительной трубки для подачи режущего кислорода и вентиля для его регулировки. В мундштуке находится два концентрически расположенных отверстия для выхода подогревающего пламени и режущей струи. Газы в мундштук подают и регулируют с помощью соответствующих вентилей.
Специальные сварочные горелки служат для газопламенной обработки металлов (очистки, пайки, сварки термопластов, газопламенной наплавки и т.д.).
| Рис. 2.Кислородный резак: р — режущая часть; n — подогревающая часть; 1 — наконечники; 2 — вентили; 3 — мундштуки. | Рис. 3.Горелка для сварки термопластичных материалов: 1 — подача воздуха; 2 — подача пропан-бутана; 3 — вентили; 4 — смеситель; 5 — наконечник. |
Номенклатура таких горелок достаточно широка, поэтому в качестве примера остановимся на горелке для сварки термопластичных материалов (рис.3). При помощи таких горелок сваривают винипласт, полиэтилен, органические стекла и другие виды пластмасс толщиной до 25 мм. Теплоносителем в таких горелках является воздух в смеси с продуктами сгорания пропан-бутана. Сварка производится посредством присадочного прутка диаметром 3 — 5 мм.
Билет №2
1. Различают следующие характеристики сварного шва: ширину, выпуклость, вогнутость и корень шва.
Рис. 1.6. Прорезные швы
Ширина шва е — расстояние между видимыми линиями сплавления сварного шва (см. рис. 1.2, а). Выпуклость шва g определяется расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости (см. рис. 1.2, а; 1.4, а). Вогнутость шва T определяется расстоянием между плоскостью, проходящей через видимые линии границы шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости (см. рис. 1.2, в; 1.3, в). Вогнутость корня стыкового шва является дефектом обратной стороны одностороннего шва. Корень шва — часть сварного шва, наиболее удаленная от его лицевой поверхности (см. рис. 1.2, б; 1.4, а). По существу это обратная сторона шва, в которой различают ширину е1 и высоту g1 обратного валика (см. рис. 1.2, а).
Угловой шов имеет следующие размерные характеристики: катет, толщину, расчетную высоту. Катет углового шва к определяется кратчайшим расстоянием от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части (см. рис. 1.3, в; 1.4, а). Катет задается в качестве параметра режима, который нужно выдерживать при сварке. Толщина углового шва а — наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла (см. рис. 1.4, а). Для оценки прочности сварного соединения используют расчетную высоту углового шва — р (см. рис. 1.4, а). Для угловых швов более благоприятна вогнутая форма поверхности шва с плавным переходом к основному металлу (см. рис. 1.3, в).
По протяженности сварные швы подразделяют на непрерывные и прерывистые. Стыковые сварные швы, как правило, выполняют непрерывными. Угловые швы могут быть непрерывными (рис. 1.7, а) и прерывистыми (рис. 1.7, б), с шахматным (рис. 1.7, в) и цепным (рис. 1.7, г) расположением отрезков шва. Угловые швы могут быть выполнены и точечными швами (рис. 1.7, б, д).
Рис. 1.7. Угловые швы тавровых соединений
По способу выполнения различают сварку: одностороннюю и двустороннюю, однослойную и многослойную. Одностороннюю сварку стыкового сварного соединения выполняют со сквозным проплавлением кромок на подкладке или без подкладки (на весу). Двустороннюю сварку выполняют с зачисткой (удалением) корня шва (механической обработкой) перед сваркой обратной стороны сварного соединения или без зачистки корня шва. При двусторонней сварке зачастую приходится кантовать изделие или вести сварку в трудном потолочном положении.
Многослойный шов применяют при сварке металла большой толщины, а также для уменьшения зоны термического влияния. Подслоем сварного шва (I—IV на рис. 1.8) понимают часть металла сварного шва, которая состоит из одного или нескольких валиков (1-5 на рис. 1.8), располагающихся на одном уровне поперечного сечения шва. Валик — металл сварного шва, наплавленный за один проход. Под проходом при сварке подразумевается однократное перемещение в одном направлении источника тепла при сварке или наплавке.
Рис. 1.8. Многослойный шов
По пространственному положению с учетом требований международных стандартов различают следующие сварные швы: горизонтальные (на вертикальной плоскости), вертикальные, потолочные и швы, сваренные в нижнем положении (рис. 1.9, 1.10). На рисунках даны русские и в скобках международные обозначения. Схемы сварки, стыков труб с горизонтальной, вертикальной или наклоненной осью показаны на рис. 1.10.
Принцип действия и виды
Независимо от размеров автогена и вида разогревающей газовой смеси резка происходит за счет сгорания метала в струе чистого кислорода, нагнетаемого через сопло головки в рабочую зону.
Основное и принципиальное условие газовой резки — температура горения должна быть меньше температуры плавления. Иначе металл, не успев начать гореть, будет плавиться и стекать. Этому условию соответствуют низкоуглеродистые стали, а цветные металлы и чугун — нет.
Большинство легированных сталей также не поддаются газовой резке — есть ограничения по максимально допустимым дозам легирующих элементов, углерода и примесей, при превышении которых процесс горения металла в кислороде становится нестабильным или вообще прерывается.
Сам процесс резки можно разложить на две фазы:
- Разогрев ограниченной зоны детали до температуры, при которой металл начинает гореть. А для того, чтобы получить факел разогревающего пламени, часть технического кислорода в определенной пропорции смешивают с горючим газом.
- Сгорание (окисление) разогретого металла в струе кислорода и удаление продуктов горения из зоны реза.
Если рассматривать классификацию только ручных резаков, то принципиальное значение имеют следующие признаки:
- вид горючего, мощность и способ получения смеси газов для разогревающего пламени;
- классификация по виду горючего газа: ацетилен, пропан-бутан, метан, универсальный, МАФ.
Керосинорезы и бензорезы хоть и имеют то же назначение относятся к жидкотопливным резакам.
- По мощности: малая (резка металла толщиной от 3 до 100 мм) — маркировка Р1, средняя (до 200 мм) — Р2, высокая (до 300 мм) — Р3. Есть образцы с повышенной толщиной резки — до 500 мм.
- По способу получения горючего газа: инжекторные и безинжекторные.
И если первый признак влияет лишь на температуру разогревающего пламени, а мощность — на предельную толщину металла, то третий признак определяется конструкцией резака.
Конструкция
1. Инжекторный или двухтрубный, газовый резак — это наиболее распространенный тип конструкции. Технический кислород в резаке разделяется на два потока.
Часть потока по верхней трубке движется в головку наконечника и с высокой скоростью выходит через центральное сопло внутреннего мундштука. Эта часть конструкции отвечает за режущую фазу процесса. Регулировочный вентиль или рычажный клапан вынесен за пределы корпуса.
Другая часть поступает в инжектор. Принцип работы которого заключается в том, что инжектируемый газ (кислород), выходя в камеру смешения под высоким давлением и с высокой скоростью, создает там зону разрежения и через периферийные отверстия втягивает горючий (эжектируемый) газ. Благодаря смешению, происходит выравнивание скоростей, и на выходе камеры образуется поток смеси газов со скоростью ниже, чем у инжектируемого кислорода, но выше, чем у эжектируемого горючего газа.
Далее смесь газов движется по нижней трубке в головку наконечника, выходит через сопла между внутренним и внешним мундштуком, и формирует факел разогревающего пламени. Каждый канал имеет свой вентиль на корпусе, которым регулируют подачу кислорода и горючего газа в инжектор.
2. Безинжекторный, или трехтрубный резак имеет более сложную конструкцию — оба кислородных потока и газ поступают к головке по отдельным трубкам.
Смешение подогревающей смеси происходит внутри головки. Но именно отсутствие камеры смешения обеспечивает более высокий уровень безопасности, не создает условий для «обратного удара» (распространению горящих газов в каналах резака и трубах в обратном направлении).
Газовый резак – как просто и быстро разрезать металл?
Газовый резак представляет собой специальный ручной агрегат, который разрезает металлические изделия посредством их нагрева до высоких температур. В быту такое приспособление нередко называют автогеном или газовой горелкой.
1 Какими бывают агрегаты для резки металла?
По назначению автогены принято подразделять на специальные и универсальные, которые могут быть безэжекторными и эжекторными, в зависимости от того, каким образом в них происходит смешивание кислорода и горючего газа.
По способу разрезания изделий любой газовый резак по металлу (видео функционирования каждого из них имеется на нашем сайте) можно причислить к одному из следующих видов: для копьевой, поверхностной, разделительной либо кислородно-флюсовой обработки. Главное же подразделение описываемого ручного оборудования производится по типу горючей смеси, используемой для его работы.
Согласно такой классификации, горелки бывают:
- Кислородными: эжекторные установки, в которых горящая струя формируется кислородом.
- Керосиновыми: функционируют на керосине, их обычно применяют для разрезания заготовок толщиной не более 20 сантиметров из углеродистых сталей.
- Пропановыми: идеальные приспособления для резки изделий из цветных и черных металлов (например, чугунных труб) разного состава. Пропановый газовый резак в среде профессионалов считается самым безопасным и надежным. При этом он обеспечивает отличную эффективность и производительность выполнения работ (достаточно посмотреть видео их эксплуатации, чтобы убедиться в этом).
- Ацетиленовыми: горелки для обработки деталей и листов большой толщины. Подобные приспособления применяются при популярной газокислородной резке. Они в обязательном порядке снабжаются отдельным вентилем, с помощью коего выполняется регулировка скорости и мощности подачи кислорода в рабочую зону.
Наиболее востребованными являются универсальные агрегаты, оснащаемые эжектором. Под таковым понимают устройство, которое обеспечивает использование горючего газа при заданных условиях в интервале давления от 0,03 до 1,5 кгс/квадратный сантиметр. Универсальный газовый резак по металлу способен выполнять разрезание изделий во всех направлениях, он максимально прост (смотрите видео далее) и удобен в эксплуатации, имеет небольшой вес. Еще одно его достоинство заключается в возможности резки металла толщиной от 3 до 300 миллиметров.
2 Как устроен и как функционирует резак?
Суть операции обработки металлических листов и изделий при помощи автогена состоит в том, что металл сгорает в кислороде (в химически чистой струе этого элемента), а затем кислородный поток путем выдува осуществляет удаление образующихся окисленных продуктов. Для работы резака требуется кислород (именно его струя разрезает детали) и газ-подогреватель (обычно – ацетилен или пропан).
Устройство современной газовой горелки достаточно простое. На фото вы можете увидеть, что состоит она из двух основных частей – наконечника и ствола.
Ствол крепится накидной гайкой к корпусу резака и включает в себя следующие элементы:
- эжектор;
- входы с ниппелями, которые необходимы для подключения к агрегату кислородного и газового рукавов;
- дюзы;
- смесительную камеру;
- вентили (размещаются на корпусе), с помощью которых выполняется контроль подачи газов и кислорода в зону выполнения работ.
Устройство разных резаков может иметь свои особенности, но в целом все они имеют указанную конструкцию. Функционируют газовые горелки для резки металлических заготовок также по одной схеме. Кислород подается на агрегат через шланг с ниппелями либо через редуктор и расходится по двум разным каналам. Одна часть кислорода направляется в трубку, где происходит формирование режущего потока (для этого в конструкции резака предусмотрен основной канал внутреннего мундштука).
Вторая часть поступает в эжектор, откуда струя выходит с высокой скоростью, что позволяет образовать требуемый уровень разрежения. Горючая композиция получается в смесительном отделе горелки (на видео хорошо видна эта часть агрегата) за счет соединения газа и кислорода. Эта самая смесь затем формирует подогревающее пламя, просачиваясь между внутренним и наружным мундштуком.
При эксплуатации газовой горелки быстрее всего изнашивается сопло и мундштуки. Увеличить срок их службы можно путем регулярного очищения при помощи прутков из мягкой меди каналов сопла. Кроме того, следует грамотно подбирать соотношение толщины заготовки и величины давления подачи горючей смеси.
3 Особенности настройки и использования газовой горелки
Перед началом эксплуатации резака рекомендуется изучить видео-инструкцию по его применению (если таковая имеется), четко уяснить для себя устройство агрегата, а затем выполнить проверку правильности подключения и фиксации всех составляющих режущего оборудования. Шланг, по которому подается горючий газ, подключается к штуцеру с левой резьбой, а для подсоединения шланга с кислородом предназначен праворезьбовой штуцер.
Автоген для резки металла располагает специальными сальниковыми уплотнителями, которые выполнены из резины. Перед использованием резака желательно обработать их обычным глицерином либо специальным смазочным составом. Также перед началом применения аппарата нужно выполнять подтяжку всех имеющихся в его конструкции соединений резьбового типа и проверить их на герметичность. Это позволит исключить опасность утечки газа при эксплуатации резака.
Розжиг автогена осуществляется по четкой схеме. Сначала открывают на несколько оборотов вентиль подогрева струи кислорода, после чего формируют необходимую степень разрежения газа в каналах устройства. Теперь можно открывать газовый вентиль и производить зажигание горючей композиции. После всех этих операций выполняется регулировка (при помощи все тех же вентилей) пламени для резки материала. Наглядно вся процедура розжига резака показана на видео.
Универсальный газовый резак
Зачастую речь идет о резаках с внутрисопловым смешением газов. Отдельно необходимо выделить универсальные газовые резаки. Специалисты отдают предпочтение универсальным моделям из-за возможности их широкого применения при резке металла с использованием различных видов горючих газов.
Преимущества универсальных газовых резаков
- выполняют резку изделий как пропаном, так и ацетиленом (при смене мундштука);
- максимально просты и удобны в эксплуатации;
- имеют небольшой вес;
- предназначены для резки материала толщиной от 3 мм до 300 мм.
Наиболее востребованными являются универсальные резаки.
Для ручной и машинной резки предназначены разные виды резаков. Подробнее о газорезательных машинах.
Интернет-магазин предлагает своим клиентам выгодные условия сотрудничества. Если вам необходима подробная консультация по ассортименту продукции – обратитесь к нашим специалистам по телефону или оставьте заявку на сайте.
Газовый резак по металлу: разновидности
Газовые резаки подразделяются на виды по различным параметрам. Основные из них следующие:
- по разновидности горючего газа: ацетилен;
- метан;
- пропан-бутан и т. п.
- безинжекторные;
- для резки под водой;
- копьевые;
В настоящее время наиболее популярны газовые резаки универсального типа. Их отличают следующие положительные качества – они:
- осуществляют резку в любом направлении при толщине материала, мм: 3…300;
- достаточно просты в эксплуатации;
- весьма устойчивы;
- хорошо выдерживают обратные удары;
- имеют небольшую массу.
Пропановый
Газовым пропановым резаком можно производить раскрой металла толщиной листа до 300 мм. Оборудование обладает целым набором технических характеристик, способствующих его длительной эксплуатации. Многие детали являются легко сменными и, при необходимости, могут быть заменены прямо в процессе производства работ (не покидая рабочего объекта). В большинстве случаев, возможна замена на аналоги. Кроме того, пропан имеет сравнительно невысокую стоимость. Это делает ещё более выгодным использование пропановых резаков.
В качестве примера рассмотрим пропановые горелки «Маяк 2-01» и «РС-3П».
«Маяк 2-01» используется для ручной разделительной, кислородной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: 3…100;
- горючий газ: пропан;
- диаметр рукава, мм: 9/9;
- длина, мм: 580;
- масса, кг: 1,3.
Комплект поставки пропановых мундштуков:
- наружный №1;
- внутренний №1(для резки металла толщиной, мм: 8…15) – установлен на резаке;
- в комплекте ЗИП: №2 (15…30 мм);
- №3 (30…50 мм);
- №4 (50…100 мм).
«РС-3П» – это газокислородный, инжекторный гаджет, предназначенный для ручной резки низколегированных и углеродистых сталей.
Его технические характеристики:
- толщина разрезаемой стали, мм: ≤ 200;
- применяемый газ: пропан / метан;
- длина, мм: 500;
- климатическое исполнение: УХЛ 1 и Т 1 по ГОСТ 15150;
- температура эксплуатации, °С: при работе на ацетилене: + 45…минус 40;
- при работе на пропан-бутане: +45ºС…минус 15;
Ацетиленовый
Резаки ацетиленовые предназначены для ручной разделительной, кислородно-ацетиленовой резки углеродистых и низколегированных сталей. Классические – это резаки инжекторного типа:
- «Р1-01»;
- «Р2-01»;
- «Р2А-02»;
- «Маяк-1-01».
Смешивание газов в них происходит в инжекторной камере, которая расположена около ручки.
Толщина разрезаемого этим оборудованием металла зависит от номера мундштуков на резаке:
- типа Р1 (например «Р1-01») комплектуются мундштуками, позволяющими резать металл толщиной до 50 мм;
- типа Р2 («Р2-01», «Маяк-1-01») комплектуются мундштуками, обеспечивающими раскрой металла толщиной до 200мм.
Газовый резак портативный
Многие имели возможность наблюдать нелёгкий труд газосварщиков, перевозящих на разнообразных тележках к рабочему месту большие и неподъемные баллоны с горючим газом и кислородом. Для создания мобильности, резак подсоединяется к баллонам посредством длинных шлангов. Неудобно и довольно тяжело работать с таким аппаратом. Причём, наибольшее неудобство создают именно эти длинные шланги.
Что такое кислородная резка?
При кислородной резке пламя кислородного-топливной смеси предварительно нагревает сталь до температуры воспламенения.
Кислородная струя направляется на металл, создавая химическую реакцию с образованием оксида железа, также известного как шлак. Мощный поток кислорода удаляет шлак из пропила.
При использовании кислородных горелок качество резки, время предварительного нагрева и толщина металла зависят от типа топливного газа. В процессе задействуют один из четырех топливных газов в сочетании с кислородом: ацетилен, пропан, пропилен и природный газ.
Для чего используется резка кислородом?
Ручная кислородная резка распространена в проектах с малыми объемами, когда использование дорогостоящих агрегатов экономически не обосновано. Например, подготовка деталей для последующей ковки и штамповки, в литейных цехах, резка труб. Кислородная резка эффективна при работе с толстой сталью и черными металлами.
Существуют кислородно-топливные горелки, которые можно использовать для нескольких процессов, таких как резка, сварка и пайка.
Преимущества кислородной резки:
- Неоспоримый плюс этого процесса — низкие первоначальные затраты и портативность компонентов по сравнению с аппаратами плазменной резки.
- Способность быстро резать более толстую сталь, в добавок, универсальность системы.
Газокислородный инжекторный резак состоит из двух основных частей — ствола и наконечника. Ствол состоит из рукоятки с ниппелями для присоединения кислородного и газового рукавов, корпуса с регулировочными кислородным и газовым вентилями, инжектора, смесительной камеры, трубки, головки резака с внутренним мундштуком и наружным, трубки режущего кислорода с вентилем. Ствол присоединяется к корпусу накидной гайкой.
Кислород из баллона через редуктор и шланг с ниппелями поступает в резак, в корпусе разветвляется по двум каналам. Часть газа, проходя через вентиль, направляется в эжектор. Выходя из эжектора с большой скоростью, струя кислорода создаёт разрежение и подсасывает горючий газ, образующий с кислородом в смесительной камере горючую смесь, которая проходя через зазор между наружными и внутренними мундштуками, сгорает, образуя подогревающее пламя.
Другая часть кислорода через вентиль поступает в трубку режущего кислорода, выходя через центральный канал внутреннего мундштука, образует струю режущего кислорода. Основной деталью резака является мундштук и сопло, которые в процессе резки быстро изнашиваются. Для получения качественного реза необходимо иметь правильные размеры сопла, мундштука.Правильные соотношения давления подачи газа с соответствующей толщиной метала. Необходимо также не забывать про постоянный уход и чистку каналов сопла медными прутками.
Внутрисопловое смешение
В устройствах с внутрисопловым смешением смесь образуется в шлицевых каналах между наружной гильзой и внутренним мундштуком. Подача режущего кислорода осуществляется рычажным клапаном, а подогревающего и горючего газа – регуляторами, которые установлены на рукоятке.
Данное оборудование выпускается в 3-х исполнениях: для работы с ацетиленом, пропаном и природным газом. Поскольку газ смешивается не у рукоятки, как в инжекторных устройствах, а в головке, такие аппараты имеют повышенный уровень безопасности. Вместе с тем, подобный принцип действия требует более сложной конструкции, что приводит к увеличению стоимости приспособления. Также для стабильной работы требуется повышенное давление горючего газа – от 20 кПа.
Устройства с внутрисопловым смешением