Сварка – один из наиболее часто используемых методов соединения металлов и сплавов. Даже мастера иногда допускают дефекты шва, не говоря уже о новичках. При проведении таких работ в домашних условиях достаточно визуального контроля. На производствах для контроля качества сварного шва используются разные методы, и одним из передовых является радиографический контроль.
Краткое описание метода
Металлические детали соединяются с применением разных видов сварки, при этом могут образовываться дефекты сварных швов.
Это связано с:
- нарушением технологии выполнения работ;
- попаданием в место сварки инородных тел;
- недостаточной квалификацией сварщика и т.д.
Все это приводит к ухудшению качества шва и уменьшению его прочности.
Рентгенографический контроль (РК) сварных соединений – неразрушающий метод, позволяющий выявлять скрытые дефекты на ранней стадии, избегать аварийных ситуаций в будущем.
Это высокоточный способ, при помощи которого можно объективно оценить как характер, так и размер дефектов. Методика позволяет контролировать состояние сварочных швов на трубопроводах, резервуарах, разном оборудовании и металлоконструкциях и т.д.
Алгоритм контроля
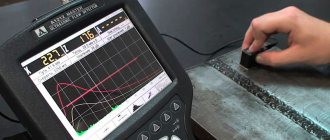
Технология контроля радиографией несложная и основами похожа на ту, что используют врачи рентген-кабинетов. Человек, который проводит анализ, настраивает аппаратуру в зависимости от плотности металла.
Раньше мы уже сказали о том, что итог зависит именно от того, насколько плотный металл.
Соединение нельзя проверять сразу после сварки. Перед контролем место шва нужно обработать. Также нужно убрать остатки шлака и очистить металл от лишнего. Если аппарат мобильный, его помещают на конструкцию.
Если же устройство закреплено в одном месте, соединение помещают внутрь.
ГОСТ и иные требования
Проведение радиографического метода контроля сварных соединений регламентируется ГОСТ 7512-82. Такой метод позволяет контролировать сварной шов при толщине свариваемых элементов от 1 до 400 мм, а при использовании мощного оборудования – и до 500 мм.
Для этого применяются рентгеновское, тормозное и гамма-излучение, а для получения снимка – радиографическая пленка.
Основные требования к принадлежностям для проведения такого контроля следующие:
- Маркировочные знаки соответствуют ГОСТ 15843-79.
- Радиографические пленки отвечают техническим условиям.
- Источник излучения соответствует ГОСТ 20426-82.
- Усиливающие экраны могут быть металлическими и флюоресцирующими.
- Светонепроницаемые кассеты обеспечивают плотный прижим экрана к пленке.
- Свинцовый экран защищает пленку от рассеянного излучения.
- Эталоны чувствительности могут быть пластинчатыми, проволочными или канавочными.
Техника безопасности
При радиографическом или рентгенографическом контроле сварных соединений важно соблюдать меры предосторожности. Лучевой поток легко проникает в ткани, облучает их в доли секунды. При большой дозе оказывает поражающее действие. Во время пользования прибором контроля необходимо это учитывать.
Основные рекомендации контролерам:
- необходимо экранировать оборудование, для этого используют свинцовые пластины;
- излучатель желательно располагать как можно дальше от людей;
- обязательно должен вестись учет времени пребывания в зоне риска;
- в зоне излучателя возможна ионизация воздуха, необходимо убрать электрооборудование.
Радиографический метод контроля сварных соединений в минимальных дозах не опасен. Оказывает минимальное воздействие на человека. Если соблюдать ТБ, можно минимизировать риск облучения контролера.
Радиографическая диагностика швов – современный и точный метод определения дефектов. Производители выпускают компактные модели приборов с различной мощностью лучевого потока. Можно выбрать необходимое диагностическое оборудование. Для специализированных компаний лучевой контроль стал стабильным источником доходов. Услуги востребованы.
Свойства и возможности рентгена
Особенность рентгенографии в том, что проходимость материалов зависит от длины генерируемых лучей. В плотных материалах они рассеиваются и частично поглощаются. Чем ниже плотность проверяемого соединения, тем четче получится изображение.
Возможность некоторых химических элементов на протяжении нескольких секунд светиться под действием рентгеновского излучения позволяет засвечивать специальную пленку и получать изображение имеющихся дефектов шва.
Если исследуемый материала однородный, результат получится в виде светлого и однотонного изображения. При наличии разных дефектов, раковин, пустот оно будет иметь затемнения.
В работе некоторых моделей дефектоскопов используется способность ионизированного воздуха пропускать электричество. Чем выше степень ионизации, тем лучше проводится ток. Этот принцип позволяет при проведении РК получать изображение не на пленке, а на экране осциллографа.
В большом количестве рентгеновское излучение негативно влияет на организм человека, при этом происходит облучение клеток и тканей. Большие дозы приводят к развитию лучевой болезни и даже смерти. Поэтому применение рентгеноскопии для контроля качества сварочных швов требует строгого соблюдения правил безопасности.
Нужно обеспечить безопасность
На участке производства, где используется полезная, но всё же опасная технология, существует очевидная необходимость в строжайшем соблюдении норм техники безопасности. Ведь полученное даже в малых дозах, жёсткое излучение накапливается в организме и способно нанести непоправимый вред здоровью. Чтобы этого не случилось, следует выполнять следующие правила.
- При проведении замеров недопустимо присутствие на участке работ посторонних лиц. Даже допуск людей к прошедшим дефектоскопию деталям на какое-то время следует ограничить.
- Всё излучающее оборудование должно быть надёжно защищено специальными экранами. В качестве материала для таких экранов может быть использован свинец, или иные вещества, поглощающие жёсткое излучение.
- Управляющий процессом оператор должен быть максимально удалён от излучателя, а его рабочее место также защищено поглощающими экранами.
- При необходимости посещения зоны повышенной опасности сотрудники должны быть обеспечены надёжными средствами индивидуальной защиты. Время их пребывания рядом с излучателем следует свести к минимуму.
Недопустимо использование неисправных рентгенографических установок. Ремонт оборудования должен производиться только квалифицированными специалистами, имеющими соответствующий допуск. Совершенно очевидно, что применять технологию в домашних условиях не стоит.
Попытки изготовить оборудование самостоятельно, а тем более выполнить с его помощью необходимые замеры, почти наверняка приведут к тяжелейшим последствиям для здоровья оказавшихся рядом людей. К счастью, в этом нет необходимости. Промышленность выпускает в достаточном количестве эффективные и вполне надёжные приборы, способные обеспечить точный рентгенконтроль. Нужно лишь правильно выбрать устройство, возможности которого соответствуют намеченным задачам.
Область применения дефектоскопии
Рентгеновский метод проверки сварных соединений позволяет с высокой точностью определять такие параметры имеющихся дефектов, как размер, форма и расположение в пространстве.
Он позволяет контролировать качество сварных швов на ответственных объектах, таких как магистральные нефте-, газо-, водопроводы, при строительстве конструкций и оборудования для атомных станций, в машино-, авиа-, судостроении и т.д.
Рентгенологическое тестирование и неразрушающий контроль
Радиографический контроль (RT) — это метод неразрушающего контроля (NDT), который использует рентгеновское или гамма-излучение для исследования внутренней структуры изготовленных компонентов, выявляя любые дефекты или дефекты.
При радиографическом контроле тестовая деталь помещается между источником излучения и пленкой (или детектором). Различия в плотности материала и толщине испытательной детали будут ослаблять (то есть уменьшать) проникающее излучение за счет процессов взаимодействия, включающих рассеяние и / или поглощение. Затем разница в поглощении записывается на промышленной рентген пленке (ах) или с помощью электронных средств.
В промышленной рентгенографии существует несколько доступных методов визуализации, методов отображения окончательного изображения, например пленочная рентгенография, рентгенография в реальном времени (RTR), компьютерная томография (CT), цифровая рентгенография (DR) и компьютерная рентгенография (CR).
Для промышленного использования доступны два разных радиоактивных источника; Рентген и гамма-лучи. Эти источники излучения используют версии электромагнитных волн с более высоким уровнем энергии, то есть с более короткой длиной волны. Из-за радиоактивности, связанной с радиографическим тестированием, крайне важно обеспечить строгое соблюдение местных правил во время работы.
Компьютерная томография
Компьютерная томография (КТ) — один из передовых лабораторных методов неразрушающего контроля, который Nova78 предлагает, как услугу в лаборатории неразрушающего контроля для промышленности. КТ — это метод, основанный на рентгенографии, который обеспечивает как поперечное сечение, так и объемные трехмерные изображения контролируемого объекта. Эти изображения позволяют исследовать внутреннюю структуру тестового объекта без наложения, присущего 2D-рентгенографии. Эта функция позволяет детально анализировать внутреннюю структуру широкого спектра компонентов.
Дополнительные сведения
Перед тем как использовать радиографический метод контроля качества, надо знать, что его диагностический диапазон ограничен чувствительностью прибора.
При помощи дефектоскопа нельзя выявить:
- пустоты, которые на 50% меньше стандартных значений для указанного прибора и размещены в направлении, параллельном действию рентгеновского луча;
- включения, расположенные в направлении действия луча, размер которых в 2 раза меньше чувствительности прибора;
- дефекты, которые на снимке совпадают с гранями и острыми углами проверяемых элементов.
Рекомендуем к прочтению Как получить аттестат НАКС
Все остальные дефекты этот метод выявляет быстро, эффективно и с высокой точностью.
Радиографический контроль и цели его проведения
Рентгеновская дефектоскопия или же радиографический контроль сварочных швов, соединений чаще всего применяется с целью проверки уровня качества магистральных газо- и нефтепроводов, технологических трубопроводов, промышленных трубопроводов, металлоконструкций, а также композитных материалов и технологического оборудования в самых разных отраслях промышленности.
Рентгенографический контроль производят с целью выявления поверхностных и внутренних дефектов, к примеру, шлаковых включений, газовых пор, микротрещин, подрезов и шлаковых включений.
Наряду с другими физическими методами контроля радиографический выступает одним из самых эффективных и надёжных средств выявления всевозможных дефектов.
Выявленные дефекты: искусственные включения, нарушения геометрии
Основан данный метод дефектоскопии на различном поглощении рентгеновских лучей материалами.
Такие дефекты, как включения инородных материалов, различные трещины, поры и шлаки проводят к ослаблению в той или иной степени рентгеновских лучей. Регистрация интенсивности лучей при помощи рентгенографического контроля помогает определить не только наличие, а и расположение разнообразных неоднородностей проверяемого материала.
Данный метод показал свой высокий уровень эффективности на практике в процессе контроля качества, которому подвергаются сварочные швы и соединения.
Преимущества рентгенографического метода:
- Максимально точная локализация даже самых мельчайших дефектов;
- Молниеносное обнаружение дефектов сварочных соединений и швов;
- Возможность произведения чёткой оценки микроструктуры: величины вогнутости, выпуклости корня шва даже в самых недоступных местах для внешнего осмотра.
Радиографическая дефектоскопия, контролирующая сварочные конструкции также даёт возможность обнаруживать внутренние дефекты в виде пор, непроваров, вольфрамовых, шлаковых, окисных и других включений, подрезов и трещин, усадочных раковин и прочего.
Согласно общим положениям ГОСТа 7512 82
Установки неразрушающего контроль
Радиографический контроль не используют при:
- Наличии непроваров и трещин, величина раскрытия которых меньше стандартных значений, а плоскость раскрытия не соответствует направлению просвечивания;
- Любых несплошностях и включениях, имеющих размер в направлении просвечивания меньше удвоенной чувствительности контроля;
- Всяческих несплошностях и включениях в случае, когда их изображения на снимках совершенно не соответствуют изображениям построенных деталей, резких перепадов трещин металла, который просвечивается, а также острых углов.
Наиболее достоверный способ проконтролировать основной металл и сварной шов – провести дефектоскопию с рентгеновским просвечиванием металлов. Только так можно определить и вид, и характер обнаруженных дефектов, с высокой точностью определить их месторасположение и заархивировать результаты контроля в конечном итоге.
Конструкционные особенности оборудования
Сейчас чаще используется радиографический контроль, относящийся к цифровой дефектоскопии. Полученное радиационное изображение превращают в цифровое, и информацию выводят на экран.
Детектором контроля рентгеновского излучения или гамма-излучения, которые проходят через проверяемый объект, является фотодиод со сцинтиллятором, который поддается действию излучения, испускает видимый спектр света, находящийся в прямой пропорциональности квантовой энергии.
Такое излучение вырабатывает внутри фотодиода ток, радиационное излучение превращается в электрическое и затем выводится на экран.
Детекторные блоки перемещают относительно проверяемого объекта и получают непрерывный поток информации, который записывается в память компьютера для проведения его дальнейшей детальной проверки. Чтобы можно было оперативно оценить качество соединения, полученное изображение сразу выводят на экран.
Дефектоскопы на гамма-лучах
Они обеспечивают заданную частоту флуктуаций интенсивности гамма-излучения. В результате перемены интенсивности излучения на изображении создаются поперечные полосы.
Существующие отклонения интенсивности излучения выше значения статистических шумов. Современная техника, оснащенная передовым программным обеспечением, позволяет уменьшать данные флуктуации. Такие рентгеновские аппараты являются условно применимыми для выполнения РК сварных швов.
Рентгеновское устройство
Эти аппараты имеют постоянный потенциал и высокочастотные флуктуации, случайные во времени. Они обеспечивают отклонение интенсивности гамма-излучения более 1 %. В связи с этим применять указанные аппараты при выполнении радиометрического контроля не рекомендуется.
Для рентгеновского контроля надо использовать оборудование, имеющее следующие показатели:
- стабильность излучения – более 0,5%;
- частоту флуктуаций – не выше 0,1 Гц.
Особенности рентгеновских лучей
Для того, чтобы понимать принципы рентгенографического анализа, нужно учитывать характеристики излучения, из-за которых этот анализ и работает. Основное свойство луча — возможность проходить через материал, в том числе и металлы.
Если металл очень плотный, лучи будут проходить хуже, и наоборот: металл с низкой плотностью легко пропускает их. С радиографическим контролем качества это связано тем, что плотность низкая именно в месте дефекта.
Эти участки металла легко пропускают лучи. Последние запечатляются на приёмнике. Если же структурно соединение без «пробелов», то лучи будут не проходить, а поглощаться конструкцией. Степень поглощения излучения прямо пропорциональна плотности шва.
Со снимками тоже ничего сложного. Некоторые химические элементы встречаясь с рентгеновскими лучами испускают свечение. Часть фото пластины, которая чувствительна к свету, напыляется этими элементами.
Из-за их свойств и появляются снимки. Эти химические и физические основы позволяют использовать рентген для изучения как живого организма, так и сварных соединений.
Поговорим и о негативных нюансах. То, что большое количество излучения рентген-аппарата может навредить человеку, не выдумка. Рентгеновские лучи взаимодействуют с живыми тканями и клетками, постепенно меняя их структуру.
Если дозы облучения будут слишком большими, человек, который работает с ними, может получить лучевую болезнь. Предотвратить это можно только учитывая правила техники безопасности и руководство по применению радиографического аппарата.
Добавим, что воздух, которым мы дышим, может пропускать ток при наличии излучения. Рентгеновское излучение ионизирует атмосферные газы, разделяя их молекулы на положительно и отрицательно заряженные частицы.
Когда эти частицы перемещаются направлено, появляется электрический ток.
Принцип работы установок для радиографического контроля
Основной деталью прибора, используемого для проведения рентгенографического контроля состояния шва, является излучатель. Он служит для создания лучей и их излучения.
Выполнен излучатель в виде вакуумного сосуда, в котором находятся анод, катод и накал. Во время ускорения, которое развивают заряженные частицы, образуются рентгеновские лучи, просвечивающие исследуемое изделие.
Электрический потенциал, образовавшийся между катодом и анодом, ускоряет выпускаемые катодом электроны. Этих начальных лучей для работы прибора пока мало.
При столкновении с анодом происходит торможение лучей, что приводит к более сильному их генерированию. Столкновение их с анодом приводит к образованию на нем электронов. В результате формируются лучи, образуется достаточное излучение.
Появившиеся лучи движутся в направлении места проведения контроля качества. Там, где плотный металл, они практически полностью поглощаются, а в местах дефектов проходят дальше.
Прошедшие лучи на пленке формируют изображение, контрастность которого зависит от количества прошедших через шов лучей. Чем больше будет дефектов, тем четче получается это место на снимке. Таким образом определяют их расположение и размер.
Какие требования выдвигаются
При выполнении радиографического контроля можно применять любые существующие рентгеновские аппараты. Изготовители редко указывают в характеристиках данные о флуктуации интенсивности излучений устройства, т.к. эта величина не является критичной.
Т. к. радиометрия обеспечивает сбор информации в онлайн-режиме, к применяемым рентген-аппаратам предъявляют такие требования:
- Плотность гамма-потока, проходящего через исследуемый объект, должна быть достаточной для того, чтобы хватило времени зарегистрировать толщину детали вдоль сканируемой области.
- Интенсивность гамма-излучения должна быть постоянной.
Чтобы обеспечить качественный радиометрический контроль, используют высокостабильный источник излучения, гарантирующий максимальную плотность потока лучей и энергетический спектр.
Безопасность в работе
Хотя оборудование, применяемое для проведения радиографического контроля, излучает небольшие дозы излучения, не стоит пренебрегать правилами безопасности:
- Прибор должен быть экранирован, чтобы не выпустить лучи за пределы зоны, в которой проводится контроль. В стенах помещения, в котором выполняется такое исследование, должны быть установлены экраны, чтобы излучение не распространялось на людей, работающих в соседних цехах.
- Возле работающего аппарата надо проводить минимум времени. Если проверка качества шва выполняется на улице, то лучше отойти от него. Ели прибор находится в помещении, то во время его работы находиться рядом с ним надо минимум времени.
- Оператор радиографического оборудования должен надевать средства индивидуальной защиты. Во время работы оборудования рядом не должно быть посторонних людей.
- Перед использованием прибора нужно проверить его работоспособность и правильность выставленных настроек. Чаще всего аварийные ситуации происходят из-за неверных настроек или неисправности оборудования.
- Надо контролировать, чтобы полученное облучение успевало выводиться из организма. Определить дозу излучения можно при помощи дозиметра. Полученные небольшие дозы радиации имеют накопительный эффект.
- Особенно важно контролировать уровень ионизации воздуха в закрытой лаборатории. Радиационное излучение приводит к ионизации воздуха, в результате чего образуется электричество.
Рекомендуем к прочтению Выбор полярности при сварке
Рентгеновские аппараты для контроля сварных швов
Рентгеновский аппарат предназначен для генерирования лучей рентгена с нужными характеристиками. В состав рентгеновского аппарата входят: рентгеновская трубка, генератор тока очень высокого напряжения и приборы для управления.
Классификация рентгеновских аппаратов и область их применения
Рентгеновские аппараты, в зависимости от характера анодного напряжения, бывают двух типов: аппараты непрерывного действия и аппараты импульсные. В импульсных аппаратах под воздействием тока, напряжением несколько десятков киловольт, формируется мощный импульс излучения. Такие аппараты малогабаритны и легко транспортируемы. Их высокая манёвренность позволяет их использовать в полевых условиях — при монтажных работах, на строительных площадках и др.
В зависимости от особенностей конструкции, рентгеновские аппараты бывают кабельные и моноблочные. В моноблочных аппаратах рентгеновская трубка и высоковольтный трансформатор находятся в одном блоке. Такие блоки достаточно компактны для транспортирования. Такая конструкция позволяет их использовать преимущественно для контроля в полевых условиях. Но существуют также не передвижные моноблочные аппараты.
В кабельных рентгеновских аппаратах рентгеновская трубка находится в защитном корпусе, а высоковольтный трансформатор — в отдельном узле, от которого электрический ток высокого напряжения подаётся к рентгеновской трубке. Кабельные аппараты не так мобильны, как моноблочные и поэтому используются в пределах какого-либо цеха или лаборатории.
По величине анодного напряжения аппараты бывают следующих типов: до 160кВ и от 160 до 400кВ. Для рентгеновской дефектоскопии труднодоступных участков используют портативные рентгеновские аппараты, оснащённые портативными излучателями.
Устройство рентгеновской трубки
Рентгеновские лучи формируются в анодах специальных рентгеновских трубок. Получаются они при торможении быстро летящих электронов. Трубка представляет собой баллон, из которого откачивают воздух.
Устройство рентгеновской трубки схематично показано на рисунке слева. Внутри баллона находятся два электрода — анод (поз.1) и катод (поз.4). Катод изготовлен из вольфрама, к нему подводится постоянный электрический ток, напряжением от нескольких десятков, до сотен киловольт.
Питание катода происходит при помощи повышающего трансформатора и выпрямителя. Под воздействием очень высокого напряжения, вольфрамовый катод нагревается и излучает поток электронов (поз.3). Высокое напряжение на катоде необходимо, чтобы сообщить электронам требуемую кинетическую энергию.
Анод (поз.1) изготовлен из вольфрамомолибденового сплава и он необходим для торможения быстролетящих электронов. Их поток, двигающийся с большой скоростью, направлен от катода к аноду. При ударе об анод, электроны теряют свою кинетическую энергию, происходит их торможение, а часть кинетической энергии, потерянной электронами, превращается в рентгеновское излучение, состоящее из фотонов тормозного излучения.
При этом следует понимать, что рентгеновские лучи вредны для здоровья человека, поэтому необходима защита при работе с рентгеновскими аппаратами. Для защиты рентгеновскую трубку изолируют защитным свинцовым кожухом, в котором сделано узкое отверстие для выхода потока рентгеновских лучей, который направляют на проверяемое сварное соединение.
Обозначение дефектов
Недопустимым является наличие в сварочном шве следующих дефектов:
- Трещин (холодных и горячих). До того как затвердеет шов, могут появляться горячие трещины, а после его полного застывания – холодные. Часто они незаметны при внешнем осмотре шва.
- Пор. Указанный дефект является самым распространенным при проведении сварочных работ. В большинстве случаев его появление связано с неправильно или недостаточно хорошо подготовленными соединяемыми поверхностями, наличием сквозняков и др.
- Шлаков и других инородных тел.
- Прожога. Он возникает при недостаточной квалификации сварщика или неправильно выбранных параметрах оборудования. Проявляется в виде сквозных отверстий в шве.
- Подреза. Дефект в виде канавки, расположенной в свариваемой детали вдоль сварочного шва.
- Наплыва. В процессе работы на основной металл натекает присадочный материал, но при этом не образует с ним надежного сплавления.
- Непровара. Неправильно выбранный режим проведения работ, т. е. низкий ток, не позволяет полностью и качественно проварить соединяемые детали.
- Рыхлых участков. Они характеризуются непрочной структурой шва.
Требования к снимкам и особенности их расшифровки:
- Расшифровывают только хорошо высушенные снимки. На них не должно быть царапин, отпечатков пальцев и т.д.
- Расшифровку выполняют в затемненной комнате на негатоскопах.
- Полученные результаты записывают в специальный журнал, а заключение направляют в отдел технического контроля.
1111111- \1
а — IQI проволочного типа
Рисунок 3 — Расположение IQI (основные требования)
b — IQI ступенчатого типа с отверстиями и 1QI типа пластина с отверстиями
1 — центральная ось пучка излучения; 2 — IQI проволочного типа, самая тонкая проволока наиболее удалена от центральной оси пучка; 3 — IQI ступенчатого типа с отверстиями, самая тонкая ступенька наиболее удалена от центральной оси пучка; 4 — IQI типа пластина с отверстиями и при необходимости с компенсатором (подкладкой); 5 — наружная выпуклость (усиление) сварного шва; 6 — стенка трубы; 7 — внутренняя выпуклость (усиление) сварного шва; а — контролируемый участок
Рисунок 3, лист 2
b — IQI ступенчатого типа с отверстиями
Рисунок 4 — Типы индикаторов качества изображения (IQI)
с— IQI типа пластина с отверстиями
1 — место указания идентификационного номера
Рисунок 4, лист 2
Примечание — На рисунке 4 с приведен IQI в соответствии с [3].
Если нет доступа к поверхности объекта контроля со стороны источника излучения, IQI следует располагать со стороны пленки. В этом случае рядом с IQI следует поместить литеру «F», и это изменение в процедуре должно быть зафиксировано в протоколе контроля.
При расположении IQI со стороны пленки показания обычно на 1—2 значения больше, чем при расположении со стороны источника излучения. Заказчик может потребовать провести экспозицию на пробном отрезке трубы с IQI, размещенными как со стороны источника, так и со стороны пленки, для сравнения.
При применении IQI проволочного типа его проволоки должны быть направлены перпендикулярно сварному шву. Расположение должно быть таким, чтобы можно было получить приемлемое изображение проволок. Считается приемлемым, если четко видно непрерывное изображение проволоки длиной не менее 10 мм на участке с одинаковой оптической плотностью, который обычно находится в основном металле рядом со сварным швом. При необходимости установки дополнительного или IQI с большей длиной проволок, он должен быть размещен поперек сварного шва.
Примечание — Более подробно — в ISO 19232-1, ISO 19232-2, ISO 17636-1 и [1 ].
- 6.2 Два класса качества изображений определены в таблицах 1—4.
Таблица 1—IQI проволочного типа
| Класс качества изображений А | |
| Номинальная толщина стенки Т, мм | Значение* по IQI |
| Т< 1,2 | W 18 |
| 1,2 < Т<2 | W 17 |
| 2 < 7 < 3,5 | W 16 |
| 3,5 < 7<5 | W 15 |
| 5< Т<7 | W 14 |
| 7< 7<10 | W 13 |
| 10< Т< 15 | W 12 |
| 15< 7 < 25 | W 11 |
| 25 < 7 < 32 | W 10 |
| 32 < 7 < 40 | W9 |
| 40 < 7 < 55 | W8 |
| 55 < 7 < 85 | W7 |
| 85 < 7<150 | W6 |
| 150 < 7 < 250 | W5 |
| 250 < 7 | W4 |
| * W — соответствующий номер проволоки IQI в соответствии с ISO 19232-1. |
Таблица 2 — IQI ступенчатого типа с отверстиями
| Класс качества изображений А | ||
| Номинальная толщина стенки Т, мм | Значение* по IQI | |
| Т<2 | Н 3 | |
| 2,0 | < Т < 3,5 | Н 4 |
| 3,5 | < 7<6 | Н 5 |
| 6< | Т< 10 | Н 6 |
| 10 | < Т< 15 | Н 7 |
| 15 | < 7 < 24 | Н 8 |
| 24 | < 7 < 30 | Н 9 |
| 30 | < 7<40 | Н 10 |
| 40 | < 7 < 60 | Н 11 |
| 60 < | 7< 100 | Н 12 |
| 100 | < 7< 150 | Н 13 |
| 150 | < 7 < 200 | Н 14 |
| 200 | < 7 < 250 | Н 15 |
| 250 | < 7 < 320 | Н 16 |
| 320 | < 7<400 | Н 17 |
| 400 < 7 | Н 18 | |
| * Н — соответствующий номер ступени с отверстием IQI в соответствии с ISO 19232-2. |
Таблица 3 — IQI проволочного типа
| Класс качества изображений В | |
| Номинальная толщина стенки 7, мм | Значение по IQI |
| 7< 1,5 | W 19 |
| 1,5 < 7 < 2,5 | W 18 |
| 2,5 < 7<4 | W 17 |
| 4 < 7<6 | W 16 |
| 6< 7<8 | W 15 |
| 8 < 7< 12 | W 14 |
| 12 < 7 < 20 | W 13 |
| 20 < 7 < 30 | W 12 |
| 30 < 7 < 35 | W 11 |
| 35 < 7<45 | W 10 |
| 45 < 7<65 | W9 |
| 65 < 7<120 | W8 |
| 120 < 7 < 200 | W7 |
| 200 < 7 <350 | W6 |
| 350 < 7 | W5 |
Таблица 4 — IQI ступенчатого типа с отверстиями
| Класс качества изображений В | ||
| Номинальная толщина стенки Т, мм | Значение по IQI | |
| Т | <2,5 | Н 2 |
| 2,5 | < 7<4 | Н 3 |
| 4< | Т<8 | Н4 |
| 8< | Т< 12 | Н 5 |
| 12< | Т < 20 | Н 6 |
| 20 < | Т < 30 | Н 7 |
| 30 < | 7<40 | Н 8 |
| 40 < | Т < 60 | Н 9 |
| 60 < | 7<80 | Н 10 |
| 80 < | 7< 100 | Н 11 |
| 100 < | 7< 150 | Н 12 |
| 150 < | 7 <200 | Н 13 |
| 200 < | 7 <250 | Н 14 |
- 6.3 Для способа просвечивания через две стенки значение IQI следует принимать как для соответствующей удвоенной номинальной толщины стенки.
7 Обработка пленок
Контроль стабильности или качества процесса обработки пленки может проводиться в соответствии с [2] или другими эквивалентными правилами. Радиографические снимки не должны содержать дефектов обработки или каких-либо других дефектов пленки, которые могут затруднить расшифровку результатов.
8 Условия просмотра радиограмм
Радиографические снимки должны просматриваться на негатоскопе с регулируемой яркостью в соответствии с ISO 5580.
Минимальная яркость освещенного радиографического изображения при расшифровке должна быть 30 кд/м2 при оптической плотности до 2,5 включительно и 10 кд/м2 — при оптической плотности свыше 2,5.
9 Классификация индикаций
- 9.1 Все индикации, обнаруженные на радиограмме, следует классифицировать как несовершенства или дефекты сварного шва, какописано в 9.2 и 9.3.
- 9.2 Несовершенствами являются несплошности сварного шва, обнаруженные при радиографическом контроле сварного шва в соответствии с настоящим стандартом. Несовершенства с размерами и/или плотностью скопления, не превышающими соответствующие критерии приемки, считаются несущественными для предполагаемого практического применения труб.
- 9.3 Дефектами сварного шва являются несовершенства с размерами и/или плотностью скопления, превышающими соответствующие критерии приемки. Считается, что дефекты неблагоприятно влияют или ограничивают применение труб.
10 Критерии приемки
- 10.1 Должны применяться критерии приемки, установленные в спецификации на трубы или спецификации на изготовление труб. Если критерии приемки в спецификации не установлены, то при радиографическом контроле сварных швов должны применяться критерии приемки, установленные в 10.2—10.6.
- 10.2 Не допускаются трещины, несплавления и непровары.
- 10.3 Допускаются отдельные округлые шлаковые включения и газовые поры диаметром до 3,0 мм или 773 (7 — номинальная толщина стенки трубы), в зависимости от того, что меньше.
Сумма диаметров всех подобных допустимых отдельных несовершенств на любом участке сварного шва длиной 150 мм или 127, в зависимости от того, что меньше, не должна превышать 6,0 мм или 0,57 в зависимости от того, что меньше, если расстояние между отдельными включениями менее 47.
- 10.4 Допускаются отдельные вытянутые шлаковые включения длиной до 12,0 мм или 7, в зависимости от того, что меньше, или шириной до 1,5 мм.
Сумма длин всех подобных допустимых отдельных несовершенств на любом участке сварного шва длиной 150 мм или 127, в зависимости оттого, что меньше, не должна превышать 12 мм, если расстояние между отдельными включениями менее 47.
Примечание — Графическое изображение критериев приемки, установленных в 10.3 и 10.4, приведено в приложении А.
- 10.5 Допускаются отдельные подрезы любой длины, глубиной не более 0,4 мм и не выводящие оставшуюся толщину стенки за минимальные значения.
Допускаются отдельные подрезы длиной не более 7/2, глубиной не более 0,5 мм и не более 10 % номинальной толщины стенки, при условии, что на любом участке сварного шва длиной 300 мм обнаружено не более двух таких подрезов, и все они зачищены.
- 10.6 Не допускаются подрезы на внутреннем и наружном сварных швах, совпадающие в продольном направлении.
11 Приемка
- 11.1 Трубы, в сварном шве которых не обнаружены несовершенства, превышающие соответствующие критерии приемки, должны считаться годными.
- 11.2 Трубы, в сварном шве которых обнаружены несовершенства, превышающие соответствующие критерии приемки, должны считаться сомнительными.
- 11.3 Для сомнительной трубы с учетом требований спецификации на трубы должны быть предприняты одно или несколько из следующих действий:
- а) сомнительный участок сварного шва должен быть зачищен. Полнота устранения дефектов должна быть проконтролирована капиллярным или магнитопорошковым методом, и затем зачищенный участок следует повторно проконтролировать радиографическим методом. Оставшаяся толщина стенки должна быть измерена подходящим методом для проверки соответствия установленным предельным отклонениям;
- Ь) сомнительный участок сварного шва должен быть отремонтирован при помощи сварки, выполняемой в соответствии с утвержденной процедурой сварки. Затем отремонтированный участок сварного шва должен быть проконтролирован радиографическим методом в соответствии с требованиями настоящего стандарта и спецификации на трубы;
- с) участок трубы с сомнительным сварным швом должен быть отрезан. Оставшаяся длина трубы должна быть измерена для проверки соответствия установленным предельным отклонениям;
- d) труба должна быть забракована.
Преимущества и недостатки метода
Указанный метод контроля качества сварочных швов имеет высокую эффективность, т.к. обладает следующими преимуществами:
- Для получения представления о состоянии шва, выполненного любым методом сварки, достаточно всего нескольких секунд.
- РК имеет более высокую точность по сравнению с другими методами неразрушающего контроля.
- РК выявляет широкий спектр дефектов.
- Рентгенография показывает не только место расположения дефекта, но и его размер, тип.
- Способ можно применять в полевых условиях, что удобно при контроле трубопроводов или обследовании строительных объектов.
Есть у радиографического метода контроля и свои недостатки:
- Для проведения рентгенографии требуется специальное оборудование, а его стоимость высока.
- Необходимо использовать одноразовые расходные материалы: пленку или пластины, а также реагенты, экраны и т.д.
- Для выполнения работ оператор должен обязательно пройти обучение и сдать экзамены.
- Чтобы получить достоверный результат, требуется правильно настроить оборудование.
- Излучение прибора опасно для здоровья.
Технология проведения процедуры
РК проводят по принципу, который имеет сходство с рентгенографией в поликлиниках. Сначала настраивается аппарат с учетом плотности металла. Настройки должен выполнять специалист, который в этом разбирается.
После этого подготавливают сварной шов. Важно удалить шлак, выполнить обработку валика, зачистить металл. Затем, при проведении стационарного контроля, деталь помещают в аппарат. Если контроль проводится в полевых условиях, аппарат помещают на сварной шов. При этом соединение должно располагаться между пленкой и излучателем. Далее на 10-20 минут включают прибор. Излучение за это время проникает через сварной валик и поступает на датчик. В зависимости от типа аппарата, он может работать на аккумуляторе или от электросети. Датчик подает на преобразователь сигнал, в результате на пленке, экране или пластинке появляется изображения. Тип картинки зависит от марки радиографического устройства. Цифровой сигнал записывают в накопитель информации.
После выключения аппарата нужно 10-20 секунд подождать, затем убрать прибор. После того, как контролер получит изображение, он расшифрует его, зафиксирует выявленные изъяны в отчете. Далее выдается заключение.
Технология рентгеновского контроля
Перед тем как применить указанную технологию, обязательно выполняют очистку поверхности. Качество настроек сильно влияет на точность полученных результатов.
Последовательность радиографического контроля:
- Установка прибора. С одной стороны проверяемой зоны должен находиться излучатель, а с другой – датчик дефектоскопа.
- Включение прибора. В это время пучок лучей проходит через шов и поступает на датчик. Работать оборудование может от аккумулятора или от сети.
- Передача датчиком полученного сигнала на пленку или на экран. Это зависит от модели используемого аппарата.
- Запись цифрового аналогового сигнала в накопитель.
- Расшифровка полученной информации и фиксация имеющихся дефектов в соответствующей документации.
Для сварных швов
Для классических швов процедура контроля их качества при помощи рентгеновского контроля включает в себя следующие этапы:
- удаление с исследуемого шва шлака, окалины, любых загрязнений;
- разметку и маркировку стык (на каждый устанавливают маркировочный знак и эталон чувствительности);
- выбор схемы проведения работ;
- настройку параметров контроля;
- непосредственное просвечивание;
- обработку пленок;
- расшифровку результатов;
- запись полученной информации в документацию.
Для трубопроводов
Такой метод активно используется для контроля швов труб разного диаметра. Часто необходимо проводить исследование вдали от населенных пунктов, куда невозможно доставить установку.
В этом случае используют компактные приборы – кроулеры. Они самостоятельно движутся внутри трубы и управляются дистанционно. Приборы рассчитаны на работу в трубах, диаметр которых больше 325 мм.
Неважно, где находится исследуемый объект – над, под землей или под водой. Не имеют значения и климатические условия, поэтому он может использоваться в любом регионе и в любое время года.
По команде прибор останавливается и делает рентгенограммы или панорамные снимки.
Рекомендуем к прочтению Технология сваривания трубопровода под давлением
Для резервуаров
Во время приемки резервуаров сначала проводят визуальный контроль сварных соединений и только потом радиографический. На пересечении швов обязательно располагают пленки в Х- или Т-образном направлении.
Длина изображения должна быть не меньше 240 мм, а ширина – соответствовать стандартной. Проверяют стыковые швы на стенках резервуара, днище, а также в местах их сопряжения.
При обнаружении недопустимых дефектов в этом месте делают дополнительный снимок. Для проверки швов на резервуарах применяют дефектоскопы не ниже 4-го разряда, а расшифровку результатов производят специалисты не ниже II уровня.
Для разных видов соединений
Радиографический контроль разных видов сварных швов выполняется в соответствии с ГОСТ 7512, ОСТ 26-11-03, ОСТ 26-11-10. Перед проведением работ учитывают особенности металла и проверяемого шва. Угловые швы проверяют согласно ГОСТ 26-2079.
При помощи этого метода контролируют качество угловых, тавровых и стыковых соединений, места пересечения швов и т.д.
По видам металлов
При помощи рентгеновского просвечивания можно проверять качество сварных швов и основного изделия из разных металлов. Настройки аппаратуры будут разными, т.к. проходимость лучей через разные материалы отличается.
От правильности настроек зависит качество контроля.
Современное оборудование позволяет не только выявлять вид, размер и местонахождение дефектов, но и расшифровывать полученные результаты в автоматическом режиме.
Методика контроля
Методика радиографического контроля проста и во многом схожа с обычной рентгенографией, которую мы делаем в поликлинике. Сначала контролер или ответственное лицо устанавливает необходимые настройки аппарата, учитывая плотность металла. Помните, что именно плотность влияет на конечный результат.
Далее подготавливается сварное соединение. Нужно удалить шлак, обработать валик шва и зачистить металл. Затем либо деталь помещается в аппарат (если контроль стационарный в отдельной комнате), либо аппарат помещается на соединение (если контроль выездной и используются компактные модели). Шов должен находиться между излучателем и пленкой. Излучатель включается, лучи проходят сквозь металл и попадают на пленку. Мы получаем снимок, на котором видны все дефекты. Теперь можно выключить аппарат и подождать 10-20 секунд. Затем деталь извлекается из ренигенографа (или рентгенограф снимается с металла). Снимки отдаются специалисту для их изучения или остаются у контролера.
Использование беспленочных аппаратов
Сейчас все чаще вместо детекторов, в которых используется пленка, применяют аппараты, где излучение сразу перерабатывается в цифровую форму и выводится на экран.
«Беспленочная» радиография делится на такие виды:
- Цифровая. Рентгеновские лучи преобразуются в электрический ток, величина которого зависит от силы излучения. Сначала лучи попадают на слой сцинтиллятора, где превращается в световые фотоны. Они проникают на расположенную сзади фотоэлектрическую матрицу и активируют в ней заряд, который считывается и появляется в виде изображения на экране.
- Компьютерная. Здесь используется механизм фотостимулированной люминесценции. Часть кристаллов запасает поглощенную энергию, а после оптической или термической стимуляции запасенная энергия начинает светиться. Чаще всего в качестве люминофора используется фторбромид бария. Чем больше энергии попадет на запоминающую пластину, тем больше видимого света будет на изображении. Для получения нового изображения оставшееся на экране свечение стирают при помощи мощного пучка света, и оборудование можно снова использовать.
Преимущества «беспленочной» радиографии:
- необходимость проводить «мокрую» обработку полученных снимков;
- меньшее время экспозиции;
- возможность исследования деталей с различной радиационной толщиной.
Принцип работы рентгенографических устройств
Излучатель – это своеобразная вакуумная лампа с тремя электродами. Для возникновения лучей необходимо задать ускорение заряженным частицам. Для этого применяют анод и катод.
Катод испускает электроны, которые ускоряются благодаря электрическому потенциалу между анодом и катодом. Возникающие лучи слишком слабые. Но когда они сталкиваются с анодом, возникает выброс энергии и происходит регенерация мощного излучения в диапазоне, открытом Рентгеном.
Траектория движения луча сохраняется при прохождении через рубцовую среду. Частично излучение поглощается металлом, а те лучи, что проходят сквозь толщу соединения, формируют изображение на плёнке. Изменение интенсивности отображает инородные тела другой плотности, воздушные раковины и излишние наплавления металлических окалин. Благодаря этому, специалист определяет форму, размер и расположение дефекта.
| Рентгеновская пленка FUJI |
| Рентгеновская пленка Kodak |
| Рентгеновская пленка Agfa |
| Проявочные машины DUERR |
| Проявочные машины AGFA |
| Проявочные машины FUJI |
| Усиливающие экраны для промышленной радиографии |
| Негатоскопы |
| Рентгенофлуоресцентные спектрометры |
| Принадлежности для радиографического контроля |
| Аттестация специалистов по радиографии |
| Аттестация лабораторий по радиографическому методу контроля |
| Поверка и калибровка средств радиографического контроля |
| Учебные плакаты по радиографическому контролю |
| Нормативы по радиографическому контролю |
| Онлайн-тестирование по радиографическому контролю |
| Разработка и согласование технологических карт |
| Проведение радиационного контроля |
Радиографический контроль (РК) основан на зависимости интенсивности рентгеновского (гамма) излучения, прошедшего через облучаемое изделие, от материала поглотителя и его толщины. Если контролируемый объект имеет дефекты, то излучение поглощается неравномерно и, регистрируя его распределение на выходе, можно судить о внутреннем строении объекта контроля.
Радиографический контроль применяют для выявления в сварных соединениях трещин, непроваров, пор, инородных включений (вольфрамовых, шлаковых), а также для выявления недоступных для внешнего осмотра подрезов, выпуклости и вогнутости корня шва, превышения проплава.
Минимальный размер дефекта, который может быть обнаружен радиографическим методом, зависит от его формы и местонахождения. Лучше всего выявляются дефекты, имеющие протяженность вдоль пучка проникающего излучения. Изображение на снимке границ таких дефектов получается более резким, чем дефектов, имеющих криволинейную форму. Если дефект расположен под углом к направлению просвечивания, то чувствительность радиационного метода ухудшается и зависит от величины раскрытия дефекта и угла между направлением просвечивания и направлением дефекта. Экспериментально установлено, что дефекты с малым раскрытием (трещины) не выявляются, если угол пучка излучения по отношению к оси трещины больше 7°.
Радиографический контроль не выявляет следующие виды дефектов:
- если их протяжность в направлении просвечивания менее удвоенного значения абсолютной чувствительности контроля;
- трещин и непроваров с раскрытием менее 0,1 мм, если толщина просвечиваемого материала до 40 мм, 0,2 мм – при толщине материала от 40 до 100 мм, 0,3 мм – при толщине материала от 100 до 150 мм;
- трещин и непроваров, плоскость раскрытия которых не совпадает с направлением просвечивания;
- если изображение несплошностей и включений совпадает на радиографическом снимке с изображением посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Допустимые размеры дефектов в контролируемых объектах указывают в чертежах, технических условиях, правилах контроля или другой нормативно-технической документации. При отсутствии НТД, допустимые несплошности и включения могут быть определены по ГОСТ 23055-78 «Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля».
Принципы радиографического контроля (видео ИКБ Градиент)
Источники излучения (рентгеновские аппараты)
выбирают в зависимости от толщины контролируемого металла и необходимой чувствительности, определяемой в ТУ на контроль конкретного изделия. Для получения четкой проекции дефекта источник излучения должен иметь малый размер фокусного пятна и находиться на достаточном расстоянии от контролируемого изделия.
Чувствительность радиографического контроля зависит от следующих факторов:
- геометрических условий просвечивания (величина фокусного пятна рентгеновской трубки; расстояние от фокусного пятна трубки до детали, от детали до плёнки);
- формы дефекта и его расположения относительно направления просвечивания;
- жесткости рентгеновских лучей, толщины и плотности просвечиваемого материала;
- характеристики плёнки и правильности ее фотообработки после экспонирования;
- применения усиливающих экранов.
Чувствительность РК в значительной степени определяется контрастностью снимка и резкостью изображения. Контрастность снимка
определяется как разность между значениями оптической плотности двух соседних участков снимка. Контрастность изображения определяется двумя факторами: контрастностью объекта и детектора (как правило радиографической плёнки). Контрастность объекта прямо пропорциональна разнице плотности ρ и атомного номера Z дефектных и бездефектных мест изделия и обратно пропорциональна энергии излучения. Контрастность радиографической плёнки характеризуется изменением плотности почернения при воздействии на нее различных экспозиционных доз излучения.
Резкость изображения
на снимке характеризуется скачкообразным переходом от одной плотности почернения к другой на краю изображения. Чем уже переход от светлых участков к темным, тем больше различаемость контуров, тем больше резкость. Резкий снимок определяется хорошо выявленными очертаниями (контуром) просвечиваемого объекта и дефектов в материале, что обеспечивает высокую выявляемость этих дефектов. Чем шире переход от светлых участков к темным, тем больше размытость контуров и тем меньше резкость изображения, следовательно, хуже выявляемость дефектов.
Разрешающая способность
радиографической плёнки определяет возможность раздельно регистрировать близко расположенные дефектные и бездефектные участки контролируемого изделия и характеризуется количеством раздельно различимых штриховых линий одинаковой толщины на длине 1 мм. Мелкозернистые плёнки имеют более высокую разрешающую способность по сравнению с крупнозернистыми плёнками. На практике чувствительность радиографического контроля характеризуется минимальным лучевым (в направлении просвечивания) размером выявленного эталонного дефекта (проволочки, канавки, отверстия) и выражается в абсолютных или относительных единицах. Чувствительность зависит от радиографической контрастности контролируемого объекта и от коэффициента контрастности детектора излучения.
Влияние геометрии просвечивания на качество снимка.
Схемы радиографического контроля следует выбирать с учетом наилучшего выявления на радиографическом снимке возможных дефектов. Основные схемы контроля сварных соединений радиографическим методом приведены в ГОСТ 7512-82. Проведенный анализ показывает, что выявляемость дефектов при радиографическом контроле зависит от многих причин. В следующей таблице содержится информация о комплексе факторов, влияющих на чувствительность радиационного контроля.
| Радиографический контраст | Разрешающая способность | ||
| Контраст режима просвечивания | Контраст плёнки | Геометрическая нерезкость | Зернистость плёнки |
Влияют:
| Влияют:
| Влияют:
| Влияют:
|
Основными типами регистраторов рентгеновского излучения в НК являются рентгеновская пленка и набирающие популярность фосфорные пластины используемые в компьютерной радиографии. Существуют и другие детекторы рентгеновского излучения, их подробная классификация представлена в статье.
На сегодняшний день, в России, радиографический контроль чаще всего проводят с использованием пленки. В настоящее время в РФ нет стандартов по классификации и методам испытаний радиографических пленок. Одна из классификаций приведена в европейском стандарте EN 584-1 «Стандарт по классификации промышленной рентгеновской пленки и ее использования в радиографическом моделировании». Выбор конкретного типа пленки, зависит от толщины и плотности материала ОК, а также по требуемой производительности и чувствительности. Рекомендуемые типы плёнок обычно приводятся в руководящих документах, методических инструкциях и технологических картах на объекты контроля.
Крупнозернистые низкоконтрастные плёнки в основном применяются для контроля толстостенных изделий, в которых, как правило, предельно допустимые дефекты имеют большие размеры. Время нормальной экспозиции при использовании крупнозернистых плёнок существенно меньше, чем при использовании мелкозернистых высококонтрастных плёнок используемых для выявления мелких дефектов в деталях из легких сплавов и стали небольшой толщины.
Высококонтрастные пленки требуют больших экспозиций, что существенно снижает производительность контроля. Время экспозиции при работе с такими плёнками можно сократить, используя свинцовые и флуоресцирующие экраны. Коэффициент усиления свинцовых экранов находится в пределах 1,5-3,0, флуоресцирующих – 20-30. Под коэффициентом усиления экранов понимается величина, показывающая, во сколько раз уменьшается экспозиция просвечивания при использовании данного экрана.
В настоящее время так же применяют флуорометаллические усиливающие экраны, выполненные в виде свинцовой подложки с нанесенным на нее слоем люминофора. Эти экраны имеют больший коэффициент усиления, чем металлические, и обеспечивают лучшую чувствительность, чем флуоресцирующие экраны.
В практике радиографии часто применяют комбинацию из усиливающих экранов (в виде заднего и переднего экранов), между которыми размещают радиографическую плёнку. Применение заднего металлического экрана вместе с увеличением коэффициента усиления уменьшает влияние рассеянного излучения. Толщину металлических экранов, а также материал люминофора выбирают с учетом энергии рентгеновских или гамма лучей. Из-за снижения разрешающей способности радиографических снимков, получаемых с использованием флуоресцирующих экранов, применение последних не разрешается при РГК высокоответственных сварных швов, например, в атомной энергетике.
Альтернативой радиографическому контролю с использованием рентгеновской пленки является компьютерная радиография с использованием запоминающих пластин, основанная на способности некоторых люминофоров накапливать скрытое изображение, формирующееся под воздействием рентгеновского или гамма излучения. После экспонирования специальный сканер считывает пластину лазерным пучком. Процесс считывания сопровождается эмиссией видимого света, этот свет собирается фотоприемником и конвертируется в цифровое изображение. Статью посвященную сопоставлению выявляемости дефектов с использованием пленки и системы компьютерной радиографии можно найти здесь. Смотрите так же статью Компьютерная радиография – оборудование и стандарты.
Программа для определения параметров радиографического контроля
Подпишитесь на наш канал YouTube
РК может проводиться промышленными рентгеновскими аппаратами или гамма — дефектоскопами.
Выбор конкретного источника излучений проводится в зависимости от просвечиваемой толщины и материала ОК, а так же от заданного класса чувствительности и геометрии просвечивания.
К преимуществам рентгеновских дефектоскопов постоянного действия можно отнести: более высокую мощность и возможность ее регулировки, долговечность, и как правило, более резкое и контрастное изображение. Из недостатков стоит выделить высокую стоимость, большие габариты и большую опасность для персонала.
Несмотря на то что контроль сварных соединений рекомендуется проводить именно рентгеновскими аппаратами, которые по сравнению с гамма — дефектоскопами позволяют обеспечить более высокое качество радиографических снимков, у гамма дефектоскопов так же есть ряд достоинств, среди которых низкая стоимость, меньшие габариты и малый оптический фокус. Основными недостатками являются невозможность регулировки мощности, меньшая контрастность, постепенное затухание активности источника и необходимость его замены.
Гамма — дефектоскопы обычно применяют когда нет возможности использовать рентгеновские аппараты постоянного действия, обычно при контроле небольших толщин, при отсутствии источников питания, и при контроле труднодоступных мест. Основные технические характеристики рентгеновских аппаратов и гамма дефектоскопов содержатся здесь.
Оценку качества сварного соединения по результатам радиографического контроля
следует проводить в соответствии с действующей нормативно-технической документацией на контролируемое изделие. При расшифровке снимков определяют вид, размеры и количество обнаруженных на снимке дефектов сварного соединения и околошовной зоны по ГОСТ 23055-78.
Снимок пригоден для оценки качества сварного соединения, если он удовлетворяет следующим требованиям:
- снимок не должен иметь пятен, полос, загрязнений и механических повреждений эмульсионного слоя плёнки, затрудняющих его расшифровку;
- снимок должен иметь чёткое изображение сварного соединения, маркировочных и ограничительных знаков и эталона чувствительности;
- чувствительность контроля должна соответствовать требованиям нормативной документации;
- оптическая плотность изображения контролируемого участка сварного соединения должна быть в пределах 1,5–3,5;
- уменьшение оптической плотности изображения сварного соединения на любом участке этого изображения по сравнению с оптической плотностью изображения эталона чувствительности не должно превышать 1,0.
В процессе радиографического неразрушающего контроля используется ряд принадлежностей, среди которых трафареты, шаблоны, эталоны чувствительности, маркировочные знаки, мерные пояса, магнитные прижимы, рамки, кассеты, фонари и т.д. Перечень необходимых принадлежностей содержится здесь.
Помимо чисто технических требований предъявляемых к процессу РК, существует и установленный порядок организации работ. Так радиографический контроль на опасных производственных объектах требует обязательной аттестации лаборатории в соответствии с СДАНК-01-2020 «Правила аттестации и основные требования к лабораториям неразрушающего контроля». Требования, предъявляемые к работникам выполняющим радиографический контроль, должны соответствовать «Правилам аттестации персонала в области неразрушающего контроля» СДАНК-02-2020.
Радиографический контроль проводится звеном, состоящим минимум из двух дефектоскопистов, каждый из которых должен иметь документ на право проведения работ. Руководитель звена должен иметь второй или третий уровень квалификации по радиографическому контролю. Для контроля изделий, поднадзорных Ростехнадзору РФ, должна быть разработана технологическая карта которая должна содержать: перечень используемого оборудования и материалов, последовательность контроля, схему просвечивания, требования к чувствительности контроля, нормы контроля, схемы зарядки кассет и т.д. Пример технологической карты по радиографическому контролю содержится здесь.
Работы, связанные с использованием источников ионизирующих излучений, подлежат лицензированию. Чтобы получить разрешение на право проведения этих работ, необходимо обеспечить условия безопасной эксплуатации источников излучения и получить соответствующее разрешение. Основные нормативные документы, содержащие требования к проведения неразрушающего контроля радиографическим методом содержатся в разделе Полезная информация.
Купить оборудование для радиографического контроля можно по цене, указанной в прайс-листе. Цена оборудования указана с учетом НДС. Смотрите также разделы: Визуальный и измерительный контроль, Ультразвуковой контроль, Капиллярный контроль.
Купить оборудование и заказать услуги по радиографическому контролю можно в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов, Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и других городах, кроме того, в Республике Крым. А так же Республики Казахстан, Белоруссия и другие страны СНГ.