Особенности эксплуатации прокатных станков
Предназначение
Оборудование позволяет изготавливать изделия различного типа:
- Сортового проката. К ним относятся прутки и полосы разной геометрической формы, а также фасонные детали, рессорные и ромбические.
- Профиль специального назначения. Металлические изделия в виде уголков, швеллеров, двутавров, а также комбинированные заготовки с меняющимся сечением.
- Прокат в форме тонкого листа до 4 мм, а также толстого листа более 4 мм.
- Трубный профиль с соединением при помощи сварки и бесшовных стыков.
Устройство и принцип работы
Прокатный пресс состоит из трех основных частей:
- Клеть рабочая. В конструкцию данных элементов входят прокатные валки, плиты установки, станина основания, а также проводка.
- Двигатели электрические для передачи движения рабочим элементам.
- Механизмы распределения и преобразования движения. Состоят из шпинделя, муфт и шестерней.
Агрегаты различаются по количеству клетей и размеров рабочих валков:
- Станки для толстого металла имеют в конструкции до двух рабочих отсеков с валками длиной от 3 м до 5,5 м. При этом дополнительно могут быть установлены вертикальные валки, которые служат для обработки боковых кромок.
- Широкополосное оборудование содержит до 15 клетей, валки имеют длину до 2,5 м.
- Универсальные прокатные прессы состоят из 5 отсеков, а длина валов до 1,5 м.
В промышленности выделяют три метода обработки металлического сырья до приобретения им необходимой геометрической формы:
- В первом случае на литейный агрегат устанавливают приспособление для проката, получают начальный контур детали до полной кристаллизации. Недостатком способа считают необходимость сохранения высокой температуры до окончания обработки, а также дополнительная точная обкатка.
- В результате проката через печи с температурой внутри камеры до 1350 С происходит самостоятельное сваривание краев. На выходе из оборудования получают готовый трубный профиль.
- Третий способ подразумевает изготовление деталей при температуре заготовки соответствующей окружающей среде. Для предотвращения брака, в агрегатах применяют большое количество валков, которые вращаются в противоположном направлении.
Технические характеристики
Прокатные станки имеют характеристики, которые отличают их от аналогов:
- вид изготавливаемого профиля на определенной установке может быть трубный, сортовой, а также тонко- и толстолистовой;
- диапазон толщины металла, предназначенного для проката— от 0,4 мм до 200 мм;
- необходимое сырье для проката;
- показатель производительности, от данного фактора зависит выбор станка перед покупкой, а также подготовка сырья;
- количество рабочих клеток с валками для необходимого профиля;
- диаметр рабочих валов для проката, а также их полезная длина;
- номинальное напряжение — 220 В/ 380 В;
- показатель мощности применяемого электродвигателя — от 2,2 кВт и выше;
- размеры установки в сборе;
- полная масса всего оборудования в комплексе;
- наличие реверсирования в прокатном стане.
Разновидности
По количеству расположенных в рабочей клети валков и их размещению станки проката делятся на такие типы:
- двухвалковые — в конструкции имеют парные механизмы для прессования, которые могут вращаться в разные стороны;
- трехвалковые — содержат по три вала в каждой клети;
- четырехвалковые — состоят из двух пар рабочих деталей;
- многовалковые — имеют в конструкции от 4 и более валков, а в универсальных их используют в вертикальном положении, иногда их устанавливают в промежутках между горизонтальными;
- валки, смонтированные под углом к поверхности металлической заготовки.
Прокатные прессы различают по расположению клетей:
- оборудование с расположением рабочих механизмов в одну линию называют линейными;
- в ступенчатых установках клети устанавливают в несколько линий параллельно основному потоку;
- оборудование для непрерывного и полунепрерывного проката, с помощью таких станков в промышленности добиваются высокой производительности.
В зависимости от типа продукции, которую выпускают в процессе прессования заготовок установки делятся на такие разновидности:
- Обжимное оборудование. Позволяют изготавливать слитки из стали весом до 25 тонн. Из рабочих клетей выходит деталь квадратного или прямоугольного сечения.
- Станки непрерывного прессования для заготовительного материала. В результате эксплуатации таких механизмов дорабатывают плиты из стали в специальный профиль и листы.
- Рельсобалочные прокатывают блюмы в рельсы, швеллера и балки больших размеров. В промышленности применяют станы ступенчатого и последовательного вида.
- Сортовые станки используют для производства металлических деталей разного сорта.
- В процессе изготовления проволоки в цехе устанавливают проволочные станы, они делятся на ступенчатые, полунепрерывные и непрерывные.
- При помощи листопрокатного станка обрабатываются слябы. Применяются толстолистовые, широкополосовые, а также с моталками.
- Трубопрокатное оборудование производит бесшовные и сварные трубы. В процессе проката применяют два уровня обработки. Первоначально из круглого бруска производят пустотелую гильзу, далее из нее изготавливают трубу необходимого диаметра.
Принцип выбора
При покупке оборудования обращают внимание на следующее:
- Производительность выпуска готовой продукции, автоматизация процесса, надежность и качество профиля.
- Применение дополнительных установок, для обеспечения автоматического проката.
Металлолом
В современном прокатном цехе основные и вспомогательные операции механизированы и в большинстве случаев автоматизированы. Транспортировка металла обеспечивается рольгангами, цепными и канатными транспортерами, кранами со специальными захватами. Для резания металла устанавливают летучие (режущие металл в процессе движения) и стационарные ножницы; прямолинейность сортового и плоскостность листового проката обеспечивается роликовыми и растяжными правильными машинами; для сворачивания длинномерного проката в рулоны служат моталки и свертывающие машины.
Рольганги. Транспортировку слитков и заготовок от нагревательных печей, задачу в валки и прием выходящей из валков полосы, передачу готового проката к вспомогательному оборудованию осуществляют рольгангами. Различают рабочие, обеспечивающие подачу металла в валки и прием его из валков, и транспортные рольганги. По конструктивному исполнению рольганги разделяют на двухопорные и консольные. Привод рольгангов выполняют групповым и индивидуальным. В некоторых случаях привод не предусматривается и прокат по наклонному рольгангу перемещается под действием силы тяжести. Ролики рольгангов выполняют коваными, сварными, литыми. В качестве опор роликов применяют цилиндрические, сферические и конические роликовые подшипники. Расстояние между осями соседних роликов называется шагом рольганга. Шаг роликов t для обжимных станов можно определить из соотношения t^l/2, где I — длина слитка (раскатка).
Наряду с рольгангами, являющимися основными транспортными средствами в прокатных цехах, применяют другие средства перемещения проката: ценные и канатные шлепперы, роликовые и реечные холодильники, мостовые краны.
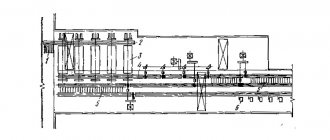
Манипуляторы и кантователи. При прокатке на обжимных и сортовых прокатных станах центрирование полосы против рабочей части бочки валка обеспечивается манипуляторами различной конструкции. Наиболее сложными по конструкции являются манипуляторы блюмингов и слябингов, которые выполняют следующие операции: перемещение полосы вдоль образующей бочки валка и фиксирование ее в определенном положении, кантовку ее на 90° относительно продольной оси, выпрямление изогнутых в результате неравномерной деформации полос. На рис. 134 показана схема расположения манипулятора обжимного стана. С передней и задней стороны рабочей клети 1 установлены два манипулятора. Каждый манипулятор состоит из двух массивных линеек 2, на одной из которых выполнены пазы для установки крюков кантователя. На длине линейки устанавливается несколько крюков (на схеме не показаны). Линейки перемещаются зубчатыми рейками 3 и 4, привод которых осуществляется тихоходными двигателями 5. Кантовка слитка (заготовки) производится следующим образом (условный разрез правой линейки). При перемещении планетарным механизмом рейки 6 влево происходит поворот оси 7, на которой жестко закреплены двуплечие— рычаги 8 (условно показан один). Одно плечо рычага шарнирно соединено с рейкой 6, а второе — через серьгу
С крюком кантователя 9. При повороте оси 7 по часовой стрелке все крюки кантователя 9, одновременно поднимаясь в пазах линейки вверх, повернут слиток против часовой стрелки, в это время вторая линейка манипулятора поддерживает слиток при кантовке.
На заготовочных и сортовых прокатных станах для кантовки заготовок применяют кантующие втулки, привод которых осуществляется от электродвигателей. Кантующая втулка имеет отверстие, соответствующее по форме сечению прокатываемой полосы. При входе заготовки в отверстие кантующая втулка поворачивается, а заготовка, повернутая вокруг продольной оси на 45 или 90°, продолжает движение к следующей прокатной клети. 4
Ножницы и пилы. В прокатных цехах в линии производства и отделки проката устанавливают ножницы различного типа. После прокатки слитка на блюминге или слябинге отрезают дефектную прибыльную часть, затем блюмы и слябы режут на мерные длины. При листовой и сортовой прокатке устанавливают летучие ножницы, которыми на ходу отрезают передний конец полосы, разрезают на мерные длины. Большое число ножниц различных типов устанавливают в линиях продольной и поперечной резки готового проката. По конструкции режущего механизма различают следующие типы ножниц (рис. 135). Ножницы с параллельными ножами, ножницы с одной (гильотинные) и двумя (шевронные) наклон-
Рис. 135. Схемы резания металла иа ножницах с параллельными режущими кромками (а), с наклонными режущими кромками (б, в) и дисковых (г)
| BWr Т |
| — |
Rh
Ными режущими кромками, дисковые ножницы. В некоторых случаях нож выполняется по форме поперечного сечения проката.
По режиму резания различают ножницы стационарного резания и летучие, разрезающие движущийся металл. Ножницы с параллельными режущими кромками применяют для горячего резания сортового проката и резания в холодном состоянии мелкосортных профилей. Ножницы с гильотинным и шевронным режущим механизмом используют для резания листов в горячем и холодном состоянии. Дисковые ножницы применяют для удаления дефектных кромок полосового и ленточного проката и резания его на более узкие полосы.
По конструктивному исполнению режущий механизм выполняют движущимся поступательно в вертикальной плоскости или вращающимся. Резание металла осуществляется при поступательном движении ножей в вертикальной плоскости или вращающимися по круговой (эллиптической) траектории ножами. Ножницы с поступательным движением режущего механизма состоят из следующих основных узлов (рис. 136, а): эксцентрикового приводного вала 1, нижнего 2 и верхнего 3 суппортов, в которых установлены ножи 4, двух шатунов 5, смонти-
Рис. 136. Схемы ножниц с поступательным движением режущего механизма (а) и барабанных (б)
Рованных на эксцентриковом валу 1 и соединенных с нижним суппортом 2 при помощи вала 6. При повороте эксцентрикового вала 1 по часовой стрелке опускается верхний суппорт 3 до упора с разрезаемым металлом, лежащим на роликах рольганга. При дальнейшем вращении эксцентрикового вала верхний суппорт 3 останавливается, поднимается нижний суппорт 2 и разрезает металл ножами.
Привод эксцентрикового вала 1 осуществляется от электродвигателя через универсальный шпиндель и редуктор. Ножницы для резания блюмов и слябов развивают усилия резания до 25 MH. Схема барабанных летучих ножниц, применяемых для горячей и холодной резки стальных полос и горячей резки мелкосортных профилей, показана на рис. 136, б. Ножницы состоят из двух барабанов 1, по образующим которых закреплены ножи 2. Режущие кромки ножей движутся по круговым траекториям и при встрече в зоне резания разрезают полосу. При непрерывном вращении барабанов ножи при каждом обороте будут отрезать полосы длиной
L = 2nRH (v0/vH); где R„ — радиус траектории режущих кромок ножей.
Полосы указанной длины будут получаться при равенстве скорости движения полосы у0 и линейной скорости режущей кромки ножей Vn. Устанавливая по окружности каждого барабана два ножа и более, можно получать различные длины полос. Изменения длин отрезаемых полос можно достичь также изменением соотношения скоростей полосы и ножей, установкой барабанов разных диаметров.
Процесс резания. Резание металла происходит в результате сдвига одной части полосы относительно другой. Началу сдвиговой деформации предшествует внедрение (вмятие) в металл режущих кромок ножей. Процесс резания завершается хрупким отрывом частей разрезаемой полосы. На плоскости резания видны зоны внедрения ножей в металл высотой hB, сдвиговой деформации высотой hc и хрупкого отрыва высотой fi0. Отношение высоты внедрения ножей в металл к исходной толщине разрезаемой полосы h называется коэффициентом внедрения sB = hB/h. Отношение высоты, соответствующей разрезанному сечению, к исходной толщине называется коэффициентом относительно надреза eH = hQ/h.
Экспериментальное измерений усилия резания на ножницах с параллельными ножами показывает, что к моменту окончания внедрения ножей в металл усилие достигает наибольшего значения. При дальнейшем сближении ножей начинает действовать сдвиговый механизм резания, и усилие резания снижается пропорционально уменьшению площади сечения полосы в плоскости. Наибольшее значение усилия резания определяется формулой, MH:
Где k — коэффициент, учитывающий повышение усилия резания вследствие притупления ножей и увеличения бокового зазора между ними; т — удельное сопротивление сдвигу, МПа; Fc = h( 1—ев)й — площадь сдвига, м2; b— ширина разрезаемой полосы.
При резании на гильотинных ножницах усилие резания определяется по формуле А. А. Кальменева:
P
=kx
О —eB)eH/t26
Г
ен
H+B
tg
а
При а = 0 усилие резания наибольшее и равно усилию при резании на ножницах с параллельными режущими кромками. По мере увеличения угла наклона режущей кромки усилие резания уменьшается. Угол наклона режущей кромки в зависимости от толщины разрезаемого листа принимается равным 0°30’—6°. Большей толщине листа соответствует больший угол.
Правильные машины. После прокатки металл обычно получается с некоторой кривизной или коробовато-
При упруго-пластическом изгибе (б)
Стью (непланшетностью). Кривизна или коробоватость проката появляется также в процессе охлаждения горячего металла и термической обработки металла. Для устранения кривизны и коробоватости прокат подвергают правке на правильных машинах. Применяют роликовые и растяжные правильные машины, а также правильные прессы. По назначению различают сорто – и лис – топравильные машины. Процесс правки металла сопровождается пластической деформацией — знакопеременным пластическим изгибом или пластическим растяжением. Основная масса проката подвергается правке на роликовых машинах, которые имеют высокую производительность благодаря механизации процесса и его непрерывности.
Роликовую правильную машину выполняют в виде двух рядов роликов (рис. 137, а). Оси верхнего ряда роликов смещены по отношению к осям роликов нижнего ряда на половину шага (t/2). Образующие поверхности верхних роликов перекрывают по вертикали образующие роликов нижнего ряда. Основными параметрами ли – стоправильных машин считают диаметр роликов, длину бочки роликов L, шаг роликов t, толщину листов, подвергаемых правке. Для сортоправильных машин наряду с высотой указывается момент сопротивления изгибу сечения проката. Диаметр роликов d правильных машин принимается в зависимости от толщины выправляемого листа. Большей толщине листов соответствуют большие диаметры роликов правильных машин. На практике принимают диаметр роликов листоправильных машин в пределах от 70 до 500 мм. Шаг роликов в одном ряду определяют по отношению t= 1,1 d.
Число роликов в правильной машине также зависит от толщины выправляемого листа. Для правки тонких листов (0,25—4 мм) применяют семнадцатироликовые машины, при правке толстых листов (4—50 мм) пяти-, де- вятироликовые.
Процесс правки. В основе процесса правки на роликовых правильных машинах лежит знакопеременный изгиб выправляемой полосы. Ролики правильной машины устанавливают таким образом, что наибольшую деформацию изгиба полоса испытывает под вторым роликом. По ходу правки стрела прогиба уменьшается, и полосе придается прямолинейность. При изгибе эпюра распределения напряжений по сечению выправляемой полосы состоит из двух зон (рис. 137, б). В центральной зоне высотой у напряжения меньше предела текучести, и величина напряжений на этом участке определяется наклонной прямой. В крайних частях, ближе к поверхности полосы, имеет место зона пластической деформации, напряжения по высоте зоны постоянны и равны пределу текучести.
В зависимости от величины стрелы прогиба и механических свойств выправляемого материала высота упругой зоны составляет: у= (0,25ч-0,75)ft.
Моталки и разматыватели. Для сматывания длинномерного полосового проката в рулоны применяют моталки следующих типов: роликовые барабанные для горячей полосы, барабанные для холодной полосы, свертывающие для горячей и холодной полосы.
Для сматывания в бунты мелкосортного проката и катанки применяют моталки со стационарным и вращающимся бунтом. При сматывании полосы в рулон и профильного проката в бунты происходит их упруго-пластический изгиб; следовательно, для определения момента, требуемого для изгиба, можно воспользоваться формулой Mra=ат(Wy-sTWn), где Wy = by2/6 — момент сопротивления упругому изгибу сечения высотой у, Wn = = b(h—у)2/4—момент сопротивления пластическому изгибу сечения высотой h—у.
На листопрокатных станах при помощи моталок создается натяжение, применяемое для снижения усилия металла на валки и удержания полосы по оси симметрии бочки валка. В общем случае мощность привода моталки расходуется на упруго-пластический изгиб и создание технологического натяжения. Роликовая барабанная моталка (рис. 138, а) состоит из барабана 1, формирующих роликов 2, пневматических цилиндров 3, обеспечивающих перемещение формирующих роликов по мере
А
J г
Рис. 138. Схемы восьмироликовой барабанной моталки (а) и намоточно-раз – моточных устройств реверсивного стана (б)
Увеличения диаметра рулона, проводок 4. Полоса из последней рабочей клети широкополосного стана рольгангом транспортируется к подающим роликам 5 моталки. Подающие ролики захватывают полосу и направляют ее под углом вниз в приемные проводки роликовой барабанной моталки. Формирование рулона происходит вследствие пластического изгиба полосы формирующими роликами вокруг барабана моталки. Барабан моталки и формирующие ролики имеют раздельный привод. Для облегчения снятия плотно смотанного рулона барабан моталки выполнен с изменяющимся диаметром. После ¦окончания сматывания полосы диаметр барабана уменьшается, и рулон легко снимается в осевом направлении. ¦Снятие рулона с барабана производится тележкой-съемником, которая имеет гидравлический цилиндр подъема рулона. Роликовые барабанные моталки широкополосных станов устанавливаются ниже уровня рольганга. Выходящую из последней клети широкую полосу принимают две попеременно работающие моталки. В то время как одна из моталок принимает полосу, со второй сформированный рулон снимается тележкой-съемником, и моталка приводится в рабочее состояние.
Широкополосные прокатные станы оборудованы тремя моталками, две из которых попеременно работают, принимая полосу, а третья является резервной. Для сматывания в рулон полос на прокатных станах холодной прокатки применяют барабанные моталки. На реверсивных одноклетевых станах барабанные моталки устанавливают с обеих сторон рабочей клети (рис. 138,6). В зависимости от направления прокатки одно из устройств выполняет роль моталки, другое — разматывателя. При реверсе прокатного стана назначение устройств меняется. Последовательность работы на одноклетевом стане следующая. Рулон подготовленной к прокатке полосы, устанавливается на разматыватель 2, конец полосы отгибается и задается в валки рабочей клети 3. Вышедшую из валков полосу закрепляют на барабане 1 правой моталки и производят прокатку. Не пропуская задний конец полосы через валки, осуществляют реверсирование и сматывают на левую моталку. В зависимости от общей вытяжки металла прокатку повторяют несколько раз. Снятие рулона производят в такой же последовательности, как и на роликовых барабанных моталках: уменьшают диаметр барабана, рулон поднимают тележкой – съемником и снимают в осевом направлении. На много – клетьевых прокатных станах прокатку производят в одном направлении, поэтому устанавливают одну барабанную моталку, а на входной стороне стана—разматыва – тели. Барабанные моталки создают удельное натяжение полосы до 0,8 ат при прокатке тонких лент. При прокатке полос толщиной 2—4 мм удельное натяжение полосы составляет (0,1—0,3) от.
297
Современные мелкосортные и проволочные прокатные станы оборудуют моталками, работающими по принципу укладки проката в неподвижный бунт (рис. 139,а). Катанка диаметром 6—10 мм сверху вниз по трубке и пустотелому валу 1 поступает на вращающийся конус 2. Вращающимся конусом катанка или мелкосортный прокат укладывается витками вокруг пальцев 3. Смотанный бунт поднимается до уровня пола и сталкивается толкателем 6 на пластинчатый транспортер. Механизм подъема бунта состоит из вала 5, имеющего привод вертикального перемещения, и платформы 4, укрепленной на конце вала. С пластинчатого транспортера бунты специальным устройством навешиваются на крюковой конвейер – холодильник. Для уборки узкого полосового проката (штрипса) и холодной полосы после травления применяют свертывающие машины. В отличие от моталок в свертывающих машинах образование рулона происходит не наматыванием на барабан, а изгибом роликами. Сверты-
19—398
Вающая трехроликовая машина (рис. 139,6) состоит из двух подающих роликов 1, которыми полоса затягивается в машину. Исходная кривизна полосы получается при гибке ее в трехроликовом гибочном узле 2. Передний ко-
Где вследствие исходной кривизны, полученной в трех – роликовой системе, сматывается в рулон, опирающийся на два поддерживающих ролика 3.
Разматыватели. При производстве тонких листов рулонным способом возникает необходимость разматывания рулонов перед травлением в непрерывных травильных агрегатах, перед холодной прокаткой на реверсивных и многоклетьевых прокатных станах, на линиях продольной и поперечной резки. Разматыватели выполняют двухконусиыми или барабанными по типу барабанных моталок. Двухконусный разматыватель состоит из двух конусов, валы которых смонтированы на подшипниках в подвижных бабках. Рулон подается на подъемный стол и поднимается до совмещения его оси с осью конусов. При сближении конусы входят в отверстие рулона и зажимают его своей поверхностью, конец рулона отгибается и задается в валки прокатного стана.
Прокатный стан
Машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции:
- транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
- передачу прокатываемого материала от одного калибра к другому,
- кантовку,
- транспортирование металла после прокатки,
- резку на части,
- маркировку или клеймение,
- правку,
- упаковку,
- передачу на склад готовой продукции и др.
Классификация и устройство прокатных станов
Главный признак, определяющий устройство — его назначение в зависимости от сортамента продукции или выполняемого технологического процесса.
По сортаменту продукции станы разделяют на:
- заготовочные, в том числе станы для прокатки слябов и блюмов,
- листовые и полосовые,
- сортовые, в том числе балочные и проволочные,
- трубопрокатные
- деталепрокатные (бандажи, колёса, оси и т.д.).
По технологическому процессу делят на следующие группы:
- литейно-прокатные (агрегаты),
- обжимные (для обжатия слитков), в том числе слябинги и блюминги,
- реверсивные одноклетевые,
- тандемы,
- многоклетевые,
- непрерывные,
- холодной прокатки.
Основное оборудование прокатного стана
Размер прокатного стана, предназначенного для прокатки листов или полос, характеризуется длиной бочки валков, для заготовки или сортового металла — диаметром валков, а трубопрокатного стана — наружным диаметром прокатываемых труб.
Оборудование стана, служащее для деформации металла между вращающимися валками, называют основным, а для выполнения прочих операций — вспомогательным.
Основное оборудование состоит из одной или нескольких главных линий, в каждой из которых располагается 3 вида устройств :
- рабочие клети (одна или несколько) — к ним относятся прокатные валки с подшипниками, станины, установочные механизмы, плитовины, проводки;
- электродвигатели для вращения валков; передаточные устройства от электродвигателей к прокатным валкам, состоящие большей частью из шестерённой клети, шпинделей и муфт.
Между шестерённой клетью и электродвигателем часто устанавливают ещё редуктор. Если каждый валок имеет свой электродвигатель, передаточные устройства состоят лишь из шпинделей. Наибольшее распространение получили станы с горизонтальными валками:
- двухвалковые (дуо),
- трёхвалковые (трио),
- четырёхвалковые (кварто),
- многовалковые.
Для обжатия металла по боковым поверхностям используют клети с вертикальными валками, называемые эджерами. Станы, у которых вблизи горизонтальных валков расположены вертикальные, называются универсальными.
Они служат для прокатки широких полос и двутавровых балок с широкими полками. В станах винтовой прокатки валки располагаются в рабочей клети косо — под углом подачи. Такие станы применяют для прокатки труб, осей, шаров и т.д.
Число и расположение рабочих клетей определяются его назначением, требуемым числом проходов металла между валками для получения данного профиля и заданной производительностью. По этому признаку станы подразделяются на 8 типов.
К одноклетевым станам относится большинство блюмингов, слябинги, шаропрокатные станы, станы для холодной прокатки листов, ленты и труб.
В случае, когда в одной рабочей клети не удаётся расположить необходимое число калибров или когда требуется высокая производительность, применяют станы с несколькими рабочими клетями. Наиболее совершенный многоклетевой стан — непрерывный, в котором металл одновременно прокатывается в нескольких клетях .
Непрерывные станы служат для горячей прокатки заготовки, полос, сортового металла, проволоки, труб, а также для холодной прокатки листов, жести, ленты и др. профилей.
Скорости прокатки весьма различны и зависят главным образом от требуемой производительности, сортамента прокатываемой продукции и технологического процесса. У обжимных, заготовочных, толстолистовых, крупносортных станов скорость прокатки около 2—8 м/сек.
Наибольшие скорости характерны для непрерывных станов:
- при прокатке сортового металла 10—20 м/сек;
- полосового 25—35 м/сек;
- проволоки 50—70 м/сек;
- при холодной прокатке жести 40 м/сек.
Данные о производительности, мощности приводов и массе оборудования некоторых прокатных станов, получивших наибольшее распространение в СССР для производства горячекатаной стали.