Основные характеристики и достоинства
Проволока с порошком является бесконечным электродом, в котором роль обмазки выполняет состав внутри металлической трубки. Порошковая сварка производится под флюсом без применения дополнительных установок для его подачи. Внутри металлической трубки находится смесь измельченного железа, его окислом, фосфатов, хрома и другие компоненты, которые:
- стабилизируют температуру в ванной и вокруг дуги до оптимальной для конкретного материала;
- способствуют смешиванию расплавленного металла деталей и электрода;
- равномерно закрывают по всей ширине шов от контакта с кислородом и азотом;
- делают кипение ванны ровным, без брызг;
- позволяют увеличить скорость сварки деталей.
Порошковыми проволоками можно производить наплавку деталей по поверхности и сварку в любом пространственном положении в условиях специально оборудованного места и в поле.
Подробные сведения о составе
Наружный корпус – цилиндр делается из пластичной низкоуглеродистой стали. Внутри него специальная смесь, в состав которой входит:
- шихта газообразующая и шлакообразующая;
- раскислители;
- стабилизирующие элементы;
- легирующие компоненты.
В качестве шихты используют марганец, никель, рутиловый концентрат, мраморный порошок. В материал для сварки легированных, нержавеющих сталей добавляют хром, алюминий, медь и другие вещества, используемые для легирования сталей. Для стабилизации ванны используют порошок железа.
Кроме этого в зависимости от назначения проволоки, в состав порошка вводят магнезит, плавиковый шпат.
При работе с тугоплавкими материалами используют проволоку, содержащую графит и алюминиевый порошок, повышающие температуру в ванне и вокруг дуги.
Порошковая проволока для сварки и наплавки
Главная / Библиотека / Сварочные материалы / Порошковая проволока для сварки и наплавки
Порошковая проволока — это непрерывный электрод, состоящий из металлической оболочки и находящегося в ней порошкового сердечника (порошка-наполнителя).
Оболочкой для большинства проволок, предназначенных для сварки и наплавки сталей, сплавов и чугуна служит холоднокатаная лента толщиной 0,2—0,8 мм из низкоуглеродистой стали, имеющей высокую, необходимую для формирования и волочения проволоки пластичность. При изготовлении порошковых проволок для сварки и наплавки цветных металлов используют ленту из металла соответствующего состава.
Сердечник проволоки представляет собой смесь порошков минералов, руд, металлов, ферросплавов, других веществ, обеспечивающих стабильное и устойчивое ведение процесса сварки и получение сварных соединений с требуемыми эксплуатационными характеристиками.
Компоненты сердечника по своему основному функциональному назначению подразделяют на газообразующие, шлакообразующие, стабилизирующие и легирующие материалы, раскислители и специальные добавки. Многие материалы выполняют в процессе сварки несколько функций.
Газообразующие материалы служат для создания в зоне сварки газовой фазы, оттесняющей воздух от поверхности сварочной ванны и защищающей жидкий металл от вредных, с точки зрения металлургии, газов (азота, водорода). В качестве газообразующих материалов используют карбонаты щелочных и щелочно-земельных металлов (мрамор, магнезит, кальцинированная сода), органические вещества (целлюлоза, крахмал, древесная мука).
Шлакообразующие материалы вводят для получения сварочного шлака, выполняющего металлургические и технологические функции, обеспечивая, в частности, хорошее формирование сварного шва. Шлакообразующими материалами являются соли металлов и их сочетания в виде минералов и руд (рутил, кремнезем, глинозем, алюмосиликаты, мрамор, магнезит и др.), фториды и оксиды щелочных металлов.
В качестве раскислителей применяют активные металлы, обладающие высоким сродством к кислороду. Эти металлы вводят в состав сердечника в виде ферросплавов (ферромарганца, ферросилиция, ферротитана и др.) и металлических порошков.
Легирующие материалы, обеспечивающие металлу шва необходимые свойства, используют также в виде ферросплавов и металлических порошков (феррохрома, ферровольфрама, феррованадия, хрома, молибдена, никеля и др.). Легирующие функции выполняют и материалы-раскислители.
Стабилизирующие материалы предназначены для поддержания стабильного и устойчивого горения дуги в широком диапазоне режимов сварки. Для этой цели используют соединения элементов с низким потенциалом ионизации, которые, как правило, присутствуют в газообразующих и (или) шлакообразующих материалах.
Специальные добавки служат для дополнительного косвенного воздействия на процесс сварки или наплавки. В качестве таких добавок применяют ингибиторы коррозии (для защиты от ржавчины металлических составляющих проволоки), железный порошок. Последний является обязательным компонентом большинства порошковых проволок, — участвует в образовании сварного шва, повышает производительность процесса.
В целом по своему составу сердечники порошковых проволок могут относиться к пяти видам: рутил-органическому, карбонатно-флюоритному (основному), флюоритному, рутиловому и рутил-флюоритному.
При изготовлении порошковой проволоки не только определяют композицию ее сердечника, но и выбирают рациональную конструкцию сечения. Для наплавочных порошковых проволок преимущественно применяют простую конструкцию оболочки: трубчатую или трубчатую с нахлестом.
Порошковые проволоки применяют для сварки и наплавки без защиты или с дополнительной защитой сварочной ванны газом или флюсом. Проволоки, не требующие дополнительной защиты, называют самозащитными, при этом газовая и шлаковая защита металла осуществляется за счет диссоциации и расплавления содержащихся в них газообразующих и шлакообразующих материалов.
Непосредственно перед началом сварочных или наплавочных работ порошковую проволоку необходимо прокаливать на режимах, указанных в нормативной или технологической документации.
Многие, особенно сварочные порошковые проволоки, можно использовать как при механизированном, так и при автоматизированном процессе, сварку и наплавку проволоками большинства марок выполняют с использованием постоянного тока обратной полярности. Применение порошковых проволок повышает производительность сварочных и наплавочных работ по сравнению с ручным процессом в 1,5—4 раза.
Порошковые проволоки в зависимости от основного назначения имеют отличающиеся системы классификации.
Для сварочных порошковых проволок наиболее важны класс свариваемого металла, способ применяемой защиты, возможность использования для сварки в различных пространственных положениях, гарантируемые показатели механических свойств наплавленного металла. Наплавочные порошковые проволоки, прежде всего, классифицируют по химическому составу наплавленного металла, назначению наплавки.
Классификация сварочных и наплавочных порошковых проволок по таким показателям, как вид сердечника, производительность процесса, сварочно-технологические свойства, гигиенические характеристики, не производится. Требование к этим и некоторым другим показателям определяют в стандартах и технических условиях на проволоку.
Одним из основных показателей качества изготовления порошковой проволоки является величина и равномерность заполнения оболочки шихтой сердечника.
Значения коэффициента заполнения для сварочных порошковых проволок находятся в пределах 5—40%, наплавочных — 15—45%.
Порошковая проволока должна удовлетворять ряду технических требований, определяющих возможность и целесообразность ее промышленного применения. Общие технические требования для всех видов проволоки по сварочно-технологическим свойствам следующие: легкое возбуждение дуги и устойчивое горение; плавление проволоки без чрезмерного разбрызгивания электродного металла; хорошая растекаемость образующегося при сварке и наплавке шлака и легкое отделение его после охлаждения; хорошее формирование сварного шва или наплавленного валика без недопустимых дефектов; надежное и без затруднений перемещение подающими механизмами.
Поверхность проволоки должна быть гладкой, без вмятин, надрывов, без следов коррозии, масла и других загрязнений. Допускаются продольные риски и следы волочильной смазки. Для снятия волочильной смазки с поверхности порошковой проволоки чаще всего используют ее термообработку при температуре 150—250 °С в течение 2—4 ч. Недопустимо высыпание порошка-наполнителя из конца проволоки.
Порошковая проволока поставляется в свободных и формованных мотках или намотанной на стандартные катушки. Размеры мотков готовой проволоки ограничены по внутреннему и наружному диаметрам, масса мотка не должна превышать 80 кг; спутывание проволоки в мотке недопустимо. Каждый моток должен состоять из одного отрезка проволоки.
Мотки или катушки (для ряда проволок — обернутые в водонепроницаемую бумагу или помещенные в мешки из полиэтиленовой пленки) укладывают в металлические барабаны (бочки) со сварными или закатанными швами. Для предупреждения увлажнения сварочной порошковой проволоки в каждый барабан помещают силикагель в количестве 0,5—1% массы проволоки.
Наибольшее применение имеют проволоки для сварки углеродистых и низколегированных сталей. Порошковая проволока для сварки легированных сталей, чугуна, цветных металлов и сплавов выпускается в небольших количествах.
Классификация, сортамент и технические требования на порошковую проволоку для сварки углеродистых и низколегированных сталей с временным сопротивлением до 900 МПа регламентируются ГОСТ 26271—84.
По условиям применения сварочная порошковая проволока подразделяется на газозащитную (ПГ), применяемую для сварки в углекислом газе или газовых смесях, и самозащитную (ПС) для сварки без дополнительной защиты.
В соответствии с допустимыми пространственными положениями сварки и условиями формирования сварного шва проволока подразделяется: для нижнего (Н), нижнего и горизонтального на вертикальной плоскости (Г); нижнего, горизонтального на вертикальной плоскости и вертикального (В); всех положений (У); горизонтального на вертикальной плоскости с принудительным формированием шва (ГП); вертикального с принудительным формированием шва (ВП); всех положений с принудительным формированием шва (УП).
| ← Общие сведения о составе сварочных материалов и содержании водорода в металле швов | Применение «горячего» старта для улучшения начального зажигания электродов → |
Поделиться ссылкой:
Принципы классификации
По форме оболочки различают трубки из металлического листа:
- круглые, с краями соединенными встык;
- с загибами типа замка;
- многослойные.
По применению защитной среды различают ПП – газозащитные, порошковые проволоки для сварки в среде газа и ПС – самозащитные, не требующие дополнительных расходных материалов.
Кроме указания типа проволоки, в маркировке применяется буквенное обозначение пространственного положения шва, которое выполняется данным электродом.
Марки стали в маркировке не отражаются, их надо смотреть в технических характеристиках на каждый вид порошковой проволоки.
Газозащитная
Газозащитная проволока требует закрытия сверху сварочной ванны. Для этого используется аргон или другой инертный газ. Применяется для сварки углеродистых, низколегированных сталей. Имеет положительные технические характеристики и достоинство перед другими электродами:
- стабильная дуга;
- шлак легко выходит на поверхность;
- нет пористости;
- низкое разбрызгивание;
- шлак легко отделяется.
ПП отличается глубоким проплавлением. Применяется для создания стыковых, угловых и нахлесточных соединений при создании металлоконструкций, трубопроводов.
Самозащитная
Для работы в любом пространственном положении шва в полевых условиях подходит самозащитная проволока для полуавтомата. Она не требует никаких дополнительных расходных материалов. При работе образуется над ванной облако из расплавленной газообразующей шихты. На шов ложится ровный слой флюса, широкой полосой полностью закрывая горячий стык.
ПС применяют для сварки вне оборудованных мест, на улице для сварки легированных сталей, нержавейки, цветных сплавов и чугуна. А также для паек различных деталей из алюминия и его сплавов. Нержавейка сваривается электродами с высоким содержанием в сердечнике хрома, никеля и ферромарганца.
Эффективность применения
Проволока порошковая для дуговой сварки завоевала хорошую репутацию благодаря тому, что применяя ее, можно решить многочисленные проблемы и облегчить процессы сваривания и наплавки. С ее помощью такие работы можно осуществлять в полевых условиях и на производственных площадках, находящихся на открытом воздухе. Производительность процесса возрастает в несколько раз. Отсутствует необходимость бороться с последствиями разбрызгивания расплавленного металла.
Качество образуемого соединения является достойным. За счет того, что порошковая сварочная проволока для полуавтоматов обеспечивает хорошее проплавление металла, за один проход можно осуществлять такие соединения, как нахлесточные, угловые и стыковые. Она может использоваться, как для автоматической сварки, так и сварки полуавтоматом. Преимущественно используется для работы с углеродистыми сталями и низколегированными.
К достоинствам относится сопротивление появлению в шве шлаковых включений, а также образованию таких дефектов, как поры. Сварочные работы можно производить в различных положениях.
Особенности производства
Для производства порошковой проволоки лист толщиной 1,18 – 0,25 мм режут вдоль на полосы. Отдельно заготавливают наполнитель, смешивая все компоненты сердцевины в определенных пропорциях.
Изготовление проволоки происходит в несколько этапов на одной установке.
- Очистка полосы от грязи, масла окалины и влаги в начале станка.
- Легкая продольная деформация трубы с образованием полукруга.
- Заполнение полосы порошком.
- Соединение торцов, образование трубки с флюсом.
- Калибровка соединения и самого профиля. Создание правильного круглого сечения.
В современном сварочном производстве больше всего используют сварочную полосу из низкоуглеродистых сталей.
При изготовлении проволока не состыковывается и прокатывается на длину полосы. На катушке должен быть один цельный кусок.
Для удаления влаги и масла с поверхности ПП и ПС, катушку следует поместить в печь перед установкой на аппарат. Выдерживать 2 часа при температуре 230 – 250⁰.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая
Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная
Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Описание популярных марок
При сварке металлоконструкций и трубопроводов на строительной площадке чаще других используется марка ПП-АН11 или аналогичная ей по характеристикам ПП-АН7. При изготовлении используется лента толщиной 0,18 мм. В составе шихты шлакообразующие элементы.
Режим сварки используется полуавтоматический, ток с обратной полярностью. Защитный газ аргон и гелий или их смесь.
Когда условный потолок переходит через вертикаль в пол, например при сварке труб непрерывным швом, и ответственных конструкций, специалисты рекомендуют для низкоуглеродистых сталей марку ПП-АН19. При сварке количество шлака значительно больше. Он хорошо удерживается на вертикали и потолке.
Нержавеющий металл соединяют с помощью ПП-2ВДСК, в сердцевине которого в большом количестве присутствует никель. Защитная среда – инертные газы.
Инструктор сварщиков-водолазов бригады ремонта подводной части корпусов кораблей Киреев Д. В.: «Для сварки под водой применяют ПС со специальным составом, изготовленную по ГОСТ 5278-74. Порошок содержит до 24% алюминиевого порошка, 6% графита до 75% окиси железа – окалины. Графит обеспечивает устойчивую дугу при малых токах. Алюминий усиливает экзотермический эффект, не давая окружающей воде проникнуть в ванну. Окиси железа расплавляются, и создают шлаковую защиту. При прямой полярности можно производить резку под водой».
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
| Условия сварки | Рекомендуемая проволока |
| Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
| Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
| Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
| Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
| Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
| Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
| Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
| Марка стали | Марка проволоки при сварке | |
| в азоте, гелии | в углекислом газе | |
| 20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
| 30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
| 12XM | Cв-08XM | Св-10ХГ2СМА |
| 15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
| 12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
| 15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
| 15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
| Марка стали | Марка проволоки |
| Хромистых | |
| 08X13 | Св-12Х13, Св-08Х14ГНТ |
| 08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
| 15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
| 0X13 1X13 | Св-10Х13, Св-06Х14 |
| 2X13 | Св-08Х14ГТ |
| Высоколегированных | |
| 12X18H10T, 12X18H12T, 08Х19Н10Т | Св-06Х19Н9Т |
| 03X18H11 | Св-01Х19Н9 |
| 08Х22Н6Т | Св-07Х25Н13 |
| 08Х18Н12Б | Св-07Х19Н10Б |
| 10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
| 08Х20Н14С2 | Св-04Х19Н9С2 |
| 10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
| 06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
| 03X16H15M3 | Св-04Х19Н11МЗ |
| 08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
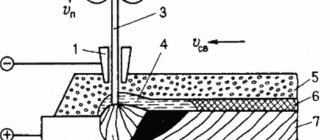
Сущность дуговой порошковой сварки
При сварке порошковой и самозащитной проволокой плавится корпус и металлический порошок, входящий в состав наполнителя. Они заполняют шов, соединяясь с расплавленным металлом кромок деталей.
Содержащийся внутри флюс плавится и закрывает ванну от окисления и соединения с азотом. В самозащитной проволоке он полностью закрывает шов, замедляя скорость остывания металла и давая возможность выйти на поверхность шлакам, газам, влаге. Сверху формируется прочная корка по всей ширине шва, которая легко удаляется в холодном состоянии.
Как получить качественный шов
Диаметр стандартной порошковой проволоки для полуавтомата 0,8 мм. Для ее применения в вертикальном и потолочном положении нужна более высокая квалификация, чем при сварке с углекислым газом. Это объясняется тем, что для расплавления флюса требуется более высокая температура, соответственно, металл в сварном шве обретает большую текучесть и склонность к вытеканию из сварочной ванны. Кроме этого, стекает вниз расплавленный флюс. Поэтому потолочный и вертикальный швы могут иметь поры и непровар.
При работе с флюсовой проволокой происходит сильное разбрызгивание. Чтобы наконечник сварочного пистолета не забивался постоянно шлаком и расплавленным металлом, его нужно периодически обрабатывать силиконовым спреем.
Новичкам сложно делать красивый ровный шов. Для облегчения работы нужно поменять обратную полярность на прямую. То есть на сварочный держак подавать минус, а на массу плюс. На современных полуавтоматах есть клемма с проводом, позволяющая вручную менять полярность.
Техника и некоторые ее недостатки
Сварочной проволокой порошковой варят на полуавтоматах и применяют на автоматических линиях. Расходный материал с постоянной скоростью подается в зону сварки. Дуга подогревает ванну и распределяет равномерно расплав бесконтактным способом – не касаясь краев соединяемых деталей.
Процесс сваривания производится переменным током, полярность обратная. Качество шва соответствует ГОСТ 26271-84. Равномерная подача проволоки, и стабильная дуга позволяет выполнять любые швы по сложности, положению и длине без стыков. Производительность работ в 2 – 4 раза выше, чем при работе цельной проволокой.
ПП отлично варят детали, но имеют и недостатки:
- относительно высокая стоимость;
- узкая специализация каждой марки расходного материала;
- сложно сваривать листы толщиной до 1,5 мм;
- низкая вязкость и пластичность, при перегибе проволока ломается;
- подача осуществляется специальными роликами с уменьшенным сжатием только;
- используется только тянущий механизм на ручке.
При сварке самозащитной проволокой, под флюсом плохо видно сварочную ванну. Затраты на порошковую сварку оправдывают себя при наложении длинных швов. При сварке коротких участков остается много отходов.
Применение порошковой проволоки на полуавтоматах значительно повышает производительность и качество шва. Для домашнего использования с малым объемом работ она обходится дорого. В мастерских и на производстве, где надо варить хорошо и быстро, можно обойтись усилиями сварщиков с низкими разрядами, не приглашая дорогих специалистов.
Работа с полуавтоматом
Варить полуавтоматом в среде углекислого газа проще, чем порошковой проволокой. Второй вариант напоминает сварку электродом в обмазке. Здесь также нужно визуально следить за расплавленными шлаком и металлом и уметь их отличать друг от друга. Кроме этого, надо обращать внимание, чтобы шлак не выходил за пределы горения дуги. Иначе он будет растекаться перед соплом аппарата и будет мешать проваривать основание.
Несмотря на то что порошковая проволока имеет профиль, укрепляющий ее, она все же менее прочная, чем стальная омедненная проволока. Поэтому ее нужно использовать в сварочных аппаратах с возможностью регулировки прижимного усилия подающего ролика. Кроме того, в комплекте с полуавтоматом идут специальные ролики с канавкой под данный расходный материал.