Устройство и принцип работы
Главным элементом гравёра является полупроводниковый лазер. Он испускает сфокусированный и очень яркий луч света, который прожигает обрабатываемый материал. Регулируя мощность излучения, можно изменять глубину и скорость прожига.
В основе лазерного диода лежит полупроводниковый кристалл, сверху и снизу которого находятся P и N области. К ним подсоединены электроды, по которым подводится ток. Между этими областями расположен P — N переход.
В сравнении с обычным лазерный диод выглядит великаном: его кристалл можно подробно рассмотреть невооружённым взглядом.
Расшифровать значения можно следующим образом:
- P (positive) область.
- P — N переход.
- N (negative) область.
Торцы кристалла отполированы до идеального состояния, поэтому он работает как оптический резонатор. Электроны, стекая из положительно заряженной области в отрицательную, возбуждают в P — N переходе фотоны. Отражаясь от стенок кристалла, каждый фотон порождает два себе подобных, те, в свою очередь, тоже делятся, и так до бесконечности. Цепная реакция, протекающая в кристалле полупроводникового лазера, называется процессом накачки. Чем больше энергии подаётся на кристалл, тем больше её накачивается в лазерный луч. В теории, насыщать его можно до бесконечности, но на практике все обстоит иначе.
При работе диод нагревается, и его приходится охлаждать. Если постоянно наращивать подаваемую на кристалл мощность, рано или поздно наступит момент, когда система охлаждения перестанет справляться с отводом тепла и диод сгорит.
Мощность лазерных диодов обычно не превышает 50 Ватт. При превышении этой величины становится сложно сделать эффективную систему охлаждения, поэтому мощные диоды чрезвычайно дороги в производстве.
Существуют полупроводниковые лазеры на 10 и более киловатт, но все они — составные. Их оптический резонатор накачивается маломощными диодами, количество которых может достигать нескольких сотен.
В гравёрах составные лазеры не используются, так как их мощность слишком велика.
Конечная стоимость
Размер затрат зависит от того, какая мощность у готового изделия.
Цены на материалы
| Материал и инструмент | Цена (рубли) |
| Самый дешевый вариант | |
| Фонарик на батарейках | От 250 |
| Лазерная указка | 700-10000 |
| Паяльник | 230-500 |
| Усиленный дешевый вариант | |
| Резистор | От 100 |
| Конденсатор | копейки |
| Коллиматор | 200-600 |
| Светодиодный фонарик | 190-700 |
| Мультиметр | 56-120 |
| Мощный на раме | |
| Светодиод 60 Вт | От 3000 |
| Транзисторы | От 290 |
| Регулятор напряжения | 140-500 |
| Шкив | 250-550 |
| Зубчатый ремень | 70-149 |
| Контроллер | От 2000 |
| USB-кабель | 3,5-13 |
Самый простой резак можно сделать почти бесплатно, если дома есть фонарик, лазерная указка и паяльник. Чтобы усилить его, придется потратить 546-1520 рублей. Лазерная установка для резки металла своими руками на раме самая дорогая. Даже, если дома есть подручные материалы для изготовления корпуса и системы охлаждения, электромоторы, доски, куски стали, винты, гайки, выключатели, придется потратить около 5000 рублей.
Создание лазерного гравера
Для простых работ, вроде выжигания узоров на дереве, не нужны сложные и дорогие устройства. Достаточно будет самодельного лазерного гравёра, работающего от аккумулятора.
Прежде чем делать гравёр, необходимо приготовить для его сборки следующие детали:
- Лазерный диод из DVD-RW привода.
- Фокусирующая линза.
- Алюминиевый П-образный профиль или трубка из цветного металла со внутренним диаметром 15-20 мм.
- Электролитический конденсатор 50 В, 2200 мкФ.
- Резистор 5 Ом.
- Плёночный конденсатор 100 нФ.
- Тактовая кнопка.
- Выключатель.
- Теплопроводящий клей.
- Аккумулятор типа 18650 и холдер для него.
- Коробка из-под губки для обуви.
- Скотч, в том числе и двухсторонний.
- Клеевой термопистолет с расходниками.
- Контроллер заряда.
- Гнездо Jack 2,1 Х 5,5 мм.
Вытащите из DVD-привода пишущую головку.
Аккуратно извлеките фокусирующую линзу и разбирайте корпус головки до тех пор, пока не увидите 2 лазера, спрятанных в теплораспределяющие кожухи.
Один из них — инфракрасный, для считывания информации с диска. Второй, красный, — пишущий. Для того чтобы их отличить, подайте на их выводы напряжение в 3 вольта.
Распиновка выводов:
Перед проверкой обязательно наденьте тёмные очки. Ни в коем случае не проверяйте лазер, глядя на окошко диода. Смотреть нужно только на отражение луча.
Необходимо выбрать лазер, который засветился. Оставшийся можно выбросить, если не знаете, куда его применить. Для защиты от статики спаяйте все выводы диода вместе и отложите его в сторонку. Отпилите от профиля 15 см отрезок. Просверлите в нём отверстие под тактовую кнопку. Проделайте в коробке вырезы под профиль, гнездо для зарядки и выключатель.
Принципиальная схема лазерного гравёра из DVD своими руками выглядит следующим образом:
Залудите контактные площадки на плате контроля заряда и холдере:
С помощью проводов к контактам В+ и В- контроллера заряда припаяйте отсек для аккумулятора. Контакты + и — идут на гнездо, оставшиеся 2 — на лазерный диод. Сначала навесным монтажом спаяйте схему питания лазера и хорошо заизолируйте её скотчем.
Проследите, чтобы выводы радиодеталей не замыкались между собой. Припаяйте к питающей схеме лазерный диод и кнопку. Поместите собранное устройство в профиль и приклейте лазер теплопроводящим клеем. Остальные детали закрепите на двухсторонний скотч. Установите на своё место тактовую кнопку.
Вставьте профиль в коробку, выведите провода и закрепите его термоклеем. Припаяйте выключатель и установите его. Ту же процедуру проделайте с гнездом для зарядки. Термопистолетом приклейте на свои места аккумуляторный отсек и контроллер заряда. Вставьте в холдер батарею и закройте коробку крышкой.
Перед началом использования нужно настроить лазер. Для этого в 10 сантиметрах от него поставьте лист бумаги, который будет мишенью для лазерного луча. Разместите фокусирующую линзу перед диодом. Отдаляя и приближая её, добейтесь прожига мишени. Приклейте линзу к профилю в месте, где был достигнут наибольший эффект.
Собранный гравёр отлично подойдёт для мелких работ и развлекательных целей вроде поджигания спичек и прожига воздушных шариков.
Помните, что гравёр — это не игрушка, детям давать его нельзя. Лазерный луч при попадании в глаза вызывает необратимые последствия, поэтому храните устройство в недоступном для детей месте.
Драйвер
К питанию лазера необходимо отнестись ответственно. Как и для светодиодов, это должен быть источник стабилизированного тока. В интернете встречается множество схем с питанием от батарейки или аккумулятора через ограничительный резистор. Достаточность такого решения сомнительна, так как напряжение на аккумуляторе или батарейки меняется в зависимости от уровня заряда. Соответственно ток, протекающий через излучающий диод лазера, будет сильно отклоняться от номинального значения. В результате на малых токах устройство будет работать не эффективно, а на больших – приведёт к быстрому снижению интенсивности его излучения.
Оптимальным вариантом считается использование простейшего стабилизатора тока, построенного на базе LM317. Данная микросхема относится к разряду универсальных интегральных стабилизаторов с возможностью самостоятельного задания тока и напряжения на выходе. Работает микросхема в широком диапазоне входных напряжений: от 3 до 40 вольт.
Аналогом LM317 является отечественная микросхема КР142ЕН12.
Для первого лабораторного эксперимента подойдет схема, приведенная ниже.
Расчет единственного в схеме резистора производят по формуле: R=I/1,25, где I – номинальный ток лазера (справочное значение).
Иногда на выходе стабилизатора параллельно диоду устанавливают полярный конденсатор на 2200 мкФх16 В и неполярный конденсатор на 0,1 мкФ. Их участие оправдано в случае подачи напряжения на вход от стационарного блока питания, который может пропустить незначительную переменную составляющую и импульсную помеху. Одна из таких схем, рассчитанная на питание от батарейки “Крона” или небольшого аккумулятора, представлена ниже.
На схеме указано примерное значение резистора R1. Для его точного расчета необходимо воспользоваться вышеприведенной формулой.
Собрав электрическую схему, можно сделать предварительное включение и как доказательство работоспособности схемы, наблюдать ярко-красный рассеянный свет излучающего диода. Измерив его реальный ток и температуру корпуса, стоит задуматься о необходимости установки радиатора. Если лазер будет использоваться в стационарной установке на больших токах длительное время, то нужно обязательно предусмотреть пассивное охлаждение. Теперь для достижения цели осталось совсем немного: произвести фокусировку и получить узконаправленный луч большой мощности.
Изготовление прибора с ЧПУ
При больших объёмах работ обычный гравёр не справится с нагрузкой. Если вы собираетесь использовать его часто и много, вам понадобится устройство с числовым программным управлением.
Сборка внутренней части
Даже в домашних условиях можно сделать лазерный гравёр. Для этого из принтера нужно извлечь шаговые двигатели и направляющие. Они будут приводить в движение лазер.
Полный список необходимых деталей выглядит следующим образом:
- Лазерный диод из пишущего привода.
- Радиатор для диода.
- 3 шаговых двигателя.
- 6 направляющих круглого сечения.
- Крепления для направляющих.
- 3 двойных или 6 одинарных кареток скольжения.
- Блок питания 5 В, 4 А.
- Arduino UNO.
- 2 драйвера шаговых двигателей.
- 2 выключателя.
- Лист металла 50 х 50 см и толщиной 2 мм (для основания).
- Большой лист фанеры.
- Уголки для скрепления фанеры.
- Саморезы.
- 2 мебельных петли.
- Провода сечением 0,5 мм².
- Подвижный кабель-канал.
- Пластиковые стяжки для проводов.
- Транзистор IRFZ44.
- 2 прижимных ролика.
- 5 шестерней.
- Металлический стержень (ось для шестерней и роликов).
- 4 подшипника.
- Зубчатый ремень.
- Понижающий DC-DC преобразователь на 2 А.
- Четыре концевых выключателей.
- Тактовая кнопка.
- Гнездо Jack 2,1 х 5,5 мм.
- 4 резиновые или силиконовые ножки.
- Теплопроводящий клей.
- Эпоксидная смола с отвердителем.
Схема подключения всех компонентов:
Вид сверху:
Расшифровка обозначений:
- Полупроводниковый лазер с радиатором.
- Каретка.
- Направляющие оси X.
- Прижимные ролики.
- Шаговый двигатель.
- Ведущая шестерня.
- Зубчатый ремень.
- Крепления направляющих.
- Шестерни.
- Шаговые электродвигатели.
- Основание из листа металла.
- Направляющие оси Y.
- Каретки оси X.
- Зубчатые ремни.
- Опоры креплений.
- Концевые выключатели.
Измерьте длину направляющих и разделите их на две группы. В первой окажутся 4 коротких, во второй — 2 длинных. Направляющие из одной группы должны быть одинаковой длины.
Добавьте к длине каждой группы направляющих по 10 сантиметров и вырежьте по полученным размерам основание. Из обрезков согните П-образные опоры для креплений и приварите их к основанию. Разметьте и просверлите в них отверстия для болтов.
Просверлите в радиаторе отверстие и вклейте туда лазер, используя теплопроводящий клей. К нему припаяйте провода и транзистор. Болтами прикрутите радиатор к каретке.
Установите на две опоры крепления для направляющих и зафиксируйте их болтами. Вставьте в крепления направляющие оси Y, на их свободные концы наденьте каретки оси X. В них вденьте оставшиеся направляющие с установленной на них лазерной головкой. Наденьте на направляющие оси Y крепления и прикрутите их к опорам.
Просверлите отверстия в местах крепления электромоторов и шестерёночных осей. Установите на свои места шаговые двигатели и на их валы наденьте ведущие шестерни. Вставьте в отверстия заранее нарезанные из металлического стержня оси и закрепите их эпоксидным клеем. После его застывания наденьте на оси шестерни и прижимные ролики со вставленными в них подшипниками.
Установите зубчатые ремни так, как это показано на схеме. Перед закреплением натяните их. Проверьте подвижность оси Х и лазерной головки. Они должны перемещаться с небольшим усилием, вращая через ремни все ролики и шестерни.
Подключите к лазеру, двигателям и концевикам провода и стяните их стяжками. Получившиеся пучки уложите в подвижные кабель-каналы и закрепите их на каретках.
Концы проводов выведите наружу.
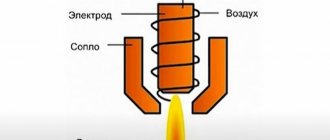
Кислородная резка
Кислородная резка заключается в сгорании разрезаемого металла в кислородной струе и удалении этой струей образовавшихся оксидов.
Рис. 1. Процесс кислородной резки металла.
Технология кислородной резки
Разрезаемый металл предварительно нагревается подогревающим пламенем резака, которое образуется в результате сгорания горючего газа (Ацетилен, пропан) в смеси с кислородом. При достижении температуры воспламенения металла в кислороде, на резаке открывается вентиль чистого кислорода (99 –99,8%) под давлением до 12 бар и начинается процесс резки. Чистый кислород из центрального канала мундштука, предназначенный для окисления разрезаемого металла и удаления оксидов, называют режущим в отличие от кислорода подогревающего пламени, поступающего в смеси с горючим газом из боковых каналов мундштука.
Струя режущего кислорода вытесняет в разрез расплавленные оксиды, они в свою очередь, нагревают следующий слой металла, что способствует его интенсивному окислению. В результате разрезаемый лист подвергается окислению по всей толщине, а расплавленные оксиды удаляются из зоны резки под воздействием струи режущего кислорода.
Техника кислородной резки
Процесс кислородной резки начинается с того, что поверхность разрезаемого листа следует очистить от окалины, краски, масла, ржавчины и грязи
Особое внимание уделяется очистке поверхности листа от окалины, поскольку она препятствует контакту металла с пламенем и струей режущего кислорода. Для этого необходимо прогреть поверхность стали подогревающим пламенем резака, в результате чего, окалина отскочит от поверхности
Прогрев следует выполнять узкой полосой по предполагаемой линии реза, перемещая пламя со скоростью, приблизительно соответствующей скорости резки.
Перед кислородной резкой металл нагревается с поверхности в начальной точке реза до температуры его воспламенения в кислороде. После пуска струи режущего кислорода и начала процесса окисления металла по толщине листа резак перемещают по линии реза.
Рис. 2. Кислородная резка металла.
Как правило, прямолинейная кислородная резка стальных листов толщиной до 50 мм выполняется вначале с установкой режущего сопла мундштука в вертикальное положение, а затем с наклоном в сторону, противоположную направлению резки (обычно на 20–30º). Наклон режущего сопла мундштука в сторону ускоряет процесс окисления металла и увеличивает скорость кислородной резки, а, следовательно, и ее производительность. При большей толщине стального листа резак в начале резки наклоняют на 5º в сторону, обратную движению резки.
Оборудование:
При кислородной резке используется такое оборудование, как резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Кислородно-флюсовая резка
Данный вид обработки металлов был разработан для материалов, которые плохо поддаются кислородной резке. Такими материалами являются чугун, легированные стали, цветные металлы и др. Кислородно-флюсовая резка отличается от обычной кислородной резки лишь тем, что помимо подогревающего пламени и струи режущего кислорода, в зону реза подается порошок флюса, который обеспечивает процесс резки за счет термического, химического и абразивного действия.
Технология и техника при кислородно-флюсовой резке не отличается от обычной кислородной резки, за исключением нижеизложенных нюансов.
При кислородно-флюсовой резке в кислородную режущую струю дополнительно вводятся порошкообразные флюсы, частицы которых, сгорая, дают значительный тепловой эффект, способствуя плавлению тугоплавких окислов на поверхности контакта кислорода с обрабатываемым металлом без значительного расплавления кромок металла под этим поверхностным слоем. Основой таких порошкообразных флюсов является железный порошок.
В процессе горения флюса образуются высоконагретые частицы FeO, которые способствуют образованию комплексных более легкоплавких соединений (FeО.SiО2; FeО.Cr2О3 и др.) и облегчают доступ кислорода к неокисленным частям металла вследствие удаления тугоплавких окислов.
Таким образом, в дополнение к процессам окисления металла и выдувания расплавленных шлаков при обычной кислородной резке, при кислородно-флюсовой резке имеет место интенсификация температуры в реакционном пространстве в результате сжигания порошка флюса (железа, феррофосфора, алюминия), сопровождаемая флюсованием тугоплавких окислов и абразивным их удалением (окалиной, кварцевым песком, глиноземом). Кислородно-флюсовая резка применяется как в качестве разделительной, так и в качестве поверхностной.
Оборудование:
При кислородно-флюсовой резке используется такое оборудование, как емкости для флюса (флюсопитателя), резаки, шланги, баллонный регулятор, баллоны с газом в комплексе с газовой рампой или же газификатор.
Таблица 2. Состав флюса для резки различных материалов
Оборудование для художественной резки
Для самостоятельного изготовления резных картин на металле подходит механическая резка. Высокопроизводительное оборудование для художественной резки использует плазменную дугу и лазер. Такие станки имеют узкую специализацию. Они занимают большую площадь, работают на промышленном напряжении.
Для художественной обработки металла, дерева и пластика применяют фрезерно-токарные станки с ЧПУ. Они могут по заданным программам вырезать сквозной рисунок и сделать объемное изображение.
Сварочные аппараты используют для создания рисунков с крупными элементами без острых углов.