Основные характеристики материала
Прежде, чем рассматривать вопрос о том, каким образом происходит сварка нержавеющей стали, необходимо узнать какими характеристиками обладает данный материал. В состав металла входит углерод, легированный хром и железо. Благодаря хрому, металл стойко переносит воздействия окружающей среды и противостоит образованию коррозии. Оксид хрома придает материалу стойкости, поскольку покрывает его специальной защитной пленкой. Также легирование может происходить при помощи других металлов: кобальта, никеля, титана.
Сварка нержавейки инвертором также возможно, поскольку сталь хорошо поддается обработке, стойко переносит воздействия окружающих факторов и служит на протяжении длительного срока. Также ее широко используют, благодаря эстетичному виду.
Виды сварки нержавеющих труб
Необходимо следовать конкретной технологии при работе с тонкостенными нержавеющими трубами. В этом случае вы сможете получить сварочный шов высокого качества, который будет надежно и долго служить вам. Конструкция, сваренная подобным образом, будет высококачественной и привлекательной внешне.
- Сварка нержавеющих труб электродом.
Часто неопытные сварщики задаются вопросом о том, можно ли варить нержавеющую сталь, используя обычные электроды. Стоит заметить, что проводить сварочные работы со сталью, стойкой к коррозии, обычными электродами можно. Если у вас нет под рукой специальных материалов для сварки, можно использовать обычные расходники. Такую технику обработки сварщики используют лишь в домашних условиях, поскольку к промышленной сварке предъявляются более серьезные требования к качеству и надежности работ.
Если говорить о технологической стороне работ, то лучше использовать электроды со специальным покрытием. Простые электроды негативно влияют на качество, поскольку нержавеющая сталь может покрыться микротрещинами.
Подводя итоги, можно сказать, что сваривать детали из нержавеющей стали обычными электродами можно. Но лучше оставить этот вариант на крайний случай.
Какой бывает сталь?
Чтобы сварка по нержавейке прошла успешно, важно учитывать характеристики металла, и какая разновидность используется. Среди самых распространенных видов можно выделить следующие:
- Аустенитная
- Мартенситная
- Ферритная.
Название первого вида связано с основной фазой. В нем всегда есть большое содержание никеля, хрома. В качестве примера можно рассмотреть пищевую сталь, которую используют в самых различных отраслях: для изготовления прочной посуды, столовых приборов и даже дымоходов. На долю никеля выпадает 10% содержания, а хрома — до 18%. Она стойка к химическому воздействию, а также с трудом поддается механическим деформациям. Пластичны, поэтому сварка по нержавеющей стали чаще всего не вызывает трудностей.
Второй вид отличается специфичностью самой структуры материала. Рассмотреть ее можно только посредством микроскопа. Углерода в нем содержится небольшое количество (менее процента), а хрома не более 12%. И хотя показатель твердости довольно высокий, этот вид стали хрупкий, поэтому чаще всего из него делают режущие инструменты, либо крепежи, где нет большого воздействия окружающей среды.
Нередко используют для производства алкогольной продукции. Чтобы получить оптимальные характеристики по ударостойкости, используется термическая обработка.
Третья группа вовсе не подлежит термической обработке. Дело в том, что содержание хрома здесь выше остальных представителей, поэтому металл не поддается механическим или воздействию окружающей среды. Сварка для нержавейки в данном случае особо трудна, поэтому чаще всего его используют для машиностроения, изготовления различных деталей: штуцера, втулки или вала.
Особенности процесса сварки
Сварка нержавейки и стали заслуживает особого внимания, поскольку материалы имеют способность линейно расширяться. Это означает, что в результате термообработке, сталь может начать деформироваться, изменять форму и размер. Во избежание возникновения возможных трудностей, рекомендуется внимательно отнестись к самому процессу и оставлять правильное расстояние между деталями, которые планируется сварить.
Также стоит принять во внимание, что посредством воздействия высоких температур, сталь начинает терять оптимальные свойства. Она перестает быть максимально прочной против возникновения и распространения коррозии. Поэтому шов нужно вовремя остудить. Из-за низкой теплопроводности, важно снизить силу тока порядком 25%.
Также среди особенностей сварки нержавеющей стали, стоит учитывать правильный подбор длины электродов. При чрезмерной длине это может привести к возникновению перегрева. Существует еще затруднение. На поверхности металла может образоваться карбид, который сложно плавить или коррозия межкристаллическая.
Особенности сварки нержавейки
Нержавеющая сталь широко применяется в любой отрасли. В некоторых случаях требуются конструкции индивидуальных форм и размеров, которые можно изготовить на заказ в . Нержавейка используется при изготовлении:
- домашних предметов интерьера; элементов мебели;
- на производстве, (трубопровод, ёмкости и т. д.);
- лестниц, перил и других строительных конструкций.
Сварка нержавейки является сложным и кропотливым делом, которое требует от исполнителя высокой квалификации и специальной подготовки. При проведении работ сталь даёт усадку, которая может привести к деформации элементов свариваемого изделия, что требует грамотного подхода к сварному процессу.
Методы сварки
Сварочные работы по нержавеющей стали получили широкий интерес, благодаря возрастающей популярности эксплуатации данного металла. На сегодняшний день сварочные работы по нержавейке производятся множеством способов:
- MMA (используется дуговой ручной метод);
- tig сварка нержавейки (посредством вольфрамового электрода при аргоновой атмосфере);
- MIG/MAG (обработка в условиях инертной атмосферы).
Однако, чтобы грамотно ответить на вопрос, какой сваркой варить нержавейку, важно обратить внимание на химические и физические параметры металла. К особенностям сварки нержавейки, которые могут затруднить процесс, стоит отнести следующее:
- Плавление начинает при меньшей температуре
- Низкий критерий теплопроводности
- Широкий диапазон теплового расширения.
Перед тем, как приступить к сварке нержавеющей стали в домашних условиях или промышленных целях, материал необходимо прогреть. Единственный материал, который не требует данной процедуры, это сплав, где содержание углерода менее 0,2%. При толщине больше 30мм, все же нагревать металл следует до температуры в 150 градусов. Сварочный ток должен подаваться с заниженной силой порядком 20%. Это поможет избежать ситуации прогорания в зоне проведения сварочных работ.
Что необходимо при сварке нержавеющих труб
При сварке нержавеющих труб необходимо обратить внимание на несколько важных моментов, которые перечислены ниже:
- Используйте напильник, шлифовальную машинку (болгарку) или бумагу для очищения кромок трубы.
- Чтобы убрать жирный налет с кромок, воспользуйтесь ацетоном. Помимо этого, вещество поможет наладить стабильную работу электрической дуги. Сварка будет более высокого качества.
- Обязательно оставьте небольшое отверстие между двумя деталями. Так вы сможете избежать деформации частей при работе с ними.
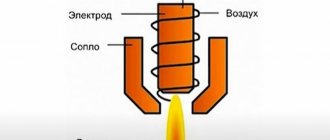
Процесс аргонной сварки
tig сварка нержавеющей стали подразумевает наличие защитной среды, которая создается посредством аргона. Это оптимальный вариант, если планируется сварка тонколистовой нержавеющей стали. Такой способ эффективно защищает материал от попадания кислорода.
Посредством специального оборудования изготовляют дугу, которая находится между вольфрамовым электродом и деталью. Под воздействием высоких температур, кромка начинает расплавляться, в результате чего образуется ванна сварочная. В дуге постоянно находится специальная проволока для сварки тонколистовой нержавейки. Весь процесс должен происходит под прямым углом. Чтобы вся работа прошла на высшем уровне, колебания электрода не должны возникать.
Такая работа помогает сделать шов качественным без шлаков. На это необходимо обратить внимание, поскольку такой шов будет обладать лучшими характеристиками: высокая прочность и отличные эстетические качества.
Сварка посредством газа осуществляется во многих отраслях промышленности: автомобильной, химической, теплоэнергетической и даже авиации. Однако данный метод подразумевает и некоторый недостаток: большой расход времени, а также обязательное наличие высокой квалификации работника.
Что касается оборудования, то для проведения всего процесса, обязательно понадобится инвертор. Сварка тонкой нержавейки инвертором имеет довольно много преимуществ:
- его легко эксплуатировать;
- стабильность работы дуги;
- небольшой удельный вес.
При использовании инструмента, можно не сомневаться в том, что швы получатся высокого качества. В вопросе, как сваривать нержавейку инвертором, важно подобрать правильную температуру. Также стоит обратить внимание, что некоторые модели устройств в холодное время не работают на открытых пространствах.
Сварка TIG нержавейки также обращает внимание на мощность. Чтобы грамотно произвести процесс, перед началом процедуру обязательно все детали необходимо обезжирить. Для сварки понадобиться баллон, где содержится аргон. Если работы будут проводиться на свежем воздухе, то подойдет устройство с током в 160А. Горелка крепится к специальном шлангу, куда нужно вставить вольфрамовый электрод. В процессе сварки инверторной сваркой нержавейки понадобится специальная проволока, изготовленная из того же материала, что и сами детали.
В чем особенности сварки нержавеющих труб
Нержавеющая сталь входит в группу высоколегированных сплавов, в которых основное место занимает хром. Кроме этого, в состав нержавейки входят никель, титан, молибден и другие компоненты, способствующие повышению устойчивости стали к окислению и коррозии.
Самой эффективной технологией соединения деталей из нержавеющей стали является сварка.
Особенности технологии сваривания нержавеющих труб:
- Невысокая степень свариваемости оказывает существенное влияние на характеристики соединения.
- Из-за низкой теплопроводности нержавеющая сталь в процессе сварки проплавляется, даже если используется ток небольшой силы.
- Повышенный коэффициент расширения способствует «растяжению» изделия при нагревании. Соответственно, при остывании заготовка будет сжиматься. Наличие в структуре конструкции инородных металлов с небольшим коэффициентом расширения приводит к образованию микротрещин. В связи с этим, при сварке нержавеющих труб нужно правильно подойти к выбору расходных материалов.
- При температуре свыше + 500 °С в нержавеющих трубах будут протекать процессы межкристаллитной коррозии, для предотвращения которой нужно внимательно выбирать режим сварки и осуществлять принудительное охлаждение свариваемых деталей.
Сварка нержавеющих труб, особенно если они имеют тонкие стенки, должна осуществляться с учетом характеристик материала, который существенно отличается от обычной стали. Нержавейка отличается низкой теплопроводностью (почти на 70 %), а следовательно, при ее сваривании увеличивается вероятность прожига металла в местах соединения. Чтобы избежать перегрева кромок труб, для сваривания нержавеющей стали показатель силы тока должен быть на 20 % ниже, чем при работе с изделиями из черного металла.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Высокий коэффициент температурного расширения нержавейки повышает риск деформации и растрескивания материала в зоне сваривания. Чтобы избежать таких последствий, между соединяемыми кромками труб следует оставлять технологический зазор. Такое решение позволяет металлу расширяться, поэтому последствия деформации будут минимальными.
VT-metall предлагает услуги:
При выполнении сварки нержавеющих труб высоколегированными электродами нужно учитывать высокое сопротивление нержавейки. Таким образом, электроды будут перегреваться, снижая качество шва. Если у вас нет возможности использовать другую технологию сварки, нужно до минимума уменьшить длину электродов.
Сварка ручного дугового типа
Сварка нержавейки ручной дуговой сваркой осуществляется посредством двух типов электрода:
- первый тип имеет основное покрытие, в котором содержится магний и кальций. Как правило используется сварка постоянным током нержавейки с обратной полярностью. Электрод должен быть подключен к положительному полюсу;
- второй тип разрешает использование переменного и постоянного тока с обратной полярностью. Их использовать намного комфортнее. Однако замечается максимальный эффект при работе в нижнем положении.
Таким образом, можно использовать для сварки труб из нержавейки. Получение короткого шва посредством электрода. Среди основных преимуществ сварки нержавейки переменным током можно выделить следующие:
- Простота в эксплуатации
- Можно соединять различные по характеристикам металлы
- Не нужно включать в процесс газ, а значит сварка обойдется намного дешевле
- Дает возможность сварить детали даже в самых труднодоступных местах.
Однако недостатки в данной технологии также существуют:
- Небольшая скорость прохождения процесса
- Шов придется дополнительно очищать от шлаков.
Как правило, электроды для сварки элементов из нержавейки, обладают стойким соединением, которое противостоит появлению коррозии. Они могут работать при высоких температурах. В состав таких электродов входит хром и никель. В процессе сварки используют самые различные стержни из вольфрама.
На сегодняшний день существует большой ассортимент, чем сваривают нержавейку:
- зеленого цвета стержень означает, что в нем максимальное количество содержания вольфрама. За счет такого состава стойкость достигает большого значения
- белого цвета стержни (WZ8) обладают легированным покрытием с содержанием циркония
- красный цвет означает наличие оксида тория. Самый распространенный вид стержней, который используется для выполнения различных работ, поскольку критерий стойкости здесь самый высокий.
Могут встречаться и другие виду стержней с покрытием лантана и церия.
Опыт сварщика – гарантия надежности изделия
Сварка нержавейки – достаточно непростая и трудоемкая задача. Заготовки из коррозионностойких сплавов стоят дорого, поэтому не следует рисковать и доверять сборку изделий неопытным мастерам. Квалифицированные сварщики Алексеевской мастерской хорошо знакомы с нюансами аргонной сварки изделий из нержавейки:
- Низкая теплопроводность легированных сталей (в 1,5-2 раза ниже, чем у черных). Металл не отводит тепло, а накапливает его на поверхности. Сварщик должен следить за температурой, чтобы предотвратить локальный перегрев и частичную утрату коррозионностойкости.
- Большое значение линейного расширения. Необходимо точно подбирать зазор между деталями, чтобы при охлаждении усадка не вызвала растрескивание.
- Необходимость защиты металла от окисления в разогретом состоянии. В процессе сварки деталей аргоном защитный газ подается еще до розжига дуги, а перекрывается лишь через 10-15 секунд после завершения шва. Все это время электрод находится на фиксированном расстоянии от поверхности металла без касания.
Сварка при помощи лазера
Для современной промышленности данный способ является одним из самых популярных и востребованных. В домашних условиях практически не применяется. Основным достоинством данного метода является сохранение всех положительных характеристик материала. Критерий прочности остается нетронутым. Если предварительно материал был термически обработан и закален, то также можно не переживать за появление трещин в детали.
Лазерный метод также популярен тем, что после сварки шов остывает намного быстрее. Зерно при этом имеет меньший размер. Может применяться шовный или точечный метод. Поскольку скорость протекания реакции оказывается намного быстрее, оксидная пленка не успевает образовываться. Это еще один плюс, благодаря которому прочность металла остается на высоте.
При использовании лазера вся процедура осуществляется встык, чтобы избежать негативного влияния на качество конструкции и ее прочность. Стоит отметить, что при отсутствии сварочных электродов, отсутствует даже минимальная вероятность попадания инородных частиц в сварочные швы. В некоторых случаях ее используют даже при ювелирном производстве.
Однако существует и при таком инновационном подходе серьезный недостаток. Стоимость такой сварки на порядок дороже, а значит его использование может себе позволить даже не каждое предприятие.
MIG/MAG
Данный метод подразумевает использование полуавтоматического способа сварки. Атмосфера предполагает содержание 98%Ar, CO — 2%. В качестве альтернативы за место углекислого газа иногда используют кислород. Соотношение в процентах сохраняется. Также стоит отметить качественное состояние шва. При использовании MIG/MAG прочность шва высока также, как и точность.
Как правило, используются следующие способы:
- Импульсный. Самый актуальный способ для тех, кто желает контролировать процесс. В ванну метал попадает по капле, за счет чего снижается среднего тока, а значит тепловая энергия так же уменьшается. Этот метод можно успешно использовать в работе с металлами, обладающими низкой теплопроводностью. Здесь существует минимальная вероятность появления брызг, что увеличивает точность. При декоративном элементе или изготовлении специальных емкостей, подобный подход наиболее актуален.
- Струйный перенос. Актуален в работе с крупногабаритными материалами.
- Короткая дуга. Чаще всего данный метод применяют в работе с небольшой плотностью металла, например, сварка тонкой нержавейки.
Подготовительный этап
Для того, чтобы получить результат качества, важно провести подготовительный этап, согласно всем правилам. Самое главное — обработать тщательно и качественно зону, в которой будут проходить сварочные работы. В первую очередь необходимо обезжирить ее, избавиться от грязи и пыли. Предварительно допускается промыть с помощью бензина и ацентона, а затем просушить. Посредством щетки зачищаем все края и кромки, чтобы появился блеск.
Перед проведением сварки в домашних условиях важно помнить об особенностях процесса. Здесь присутствует высокая вероятность термо расширения, что может повлечь за собой холодные трещины. Поэтому деталь ни в коем случае не стоит сдвигать вплотную. Всегда нужно оставлять хотя бы небольшого размера зазор. Как правило, чтобы определить оптимальный размер ширины, достаточно использовать специальный справочник, либо воспользоваться услугами квалифицированного специалиста.
Завершающий этап
Когда все работы прошли успешно, не стоит забывать о завершающем этапе. Он заключается в полной и грамотной очистке шва. При правильном проведении процедуры, в первую очередь увеличивается срок эксплуатации и визуально шов смотрится эстетически приятней.
Если этого не сделать, то в качестве побочного эффекта можно возникнуть коррозия металла. Для начала нужно приступить к механическому этапу очистки. Если используется пескоструйная обработка, то в будущем место соединения будет выглядеть наиболее презентабельно.
После проведения процедуры, шов должен быть отшлифован. Чтобы избежать появления и в дальнейшем распространении коррозии, настоятельно не рекомендуется задействовать абразиву из корунда. Важно понимать, что подобные процедуры помогают улучшить эстетический вид. Для сохранения надлежащего состояния и вида шва, можно использовать травление или пассивацию.
Первый способ — это процесс обработки металлической поверхности специальными синтетическими веществами или химикатами, разрушающими окалину. Во втором методе используется специальное вещество, где были соединены детали посредством сварки. В результате химической реакции, образуется из оксида хрома специальная пленка.
Перед тем, как переходить к очистке шва, в первую очередь необходимо визуально оценить качество проделанной работы, не появилось ли трещин после завершения работы или деформации. Если происходила сварка нержавеющей стали в домашних условиях, то дефектоскопическая аппаратура не понадобится.
Однако в промышленной области проведение такой работы является обязательным условием. Обработка соляной и серной кислотой происходит на всем прохождении завершающего этапа. После того, как процесс будет завершен, обязательно необходимо промыть область воздействия обыкновенной проточной водой. В домашних условиях подобный способ применяется довольно редко, тем более, без профессиональной подготовки он может быть опасен для здоровья. Поэтому обезопасить себя лучше всего при использовании механическим способом.
Лист из нержавеющей стали
РУСЕВРОСТАЛЬ поставляет нержавеющий лист и рулонную сталь известных мировых заводов производителей. Предлагаем купить из наличия со склада нержавеющий лист различных марок стали, раскроя, видов поверхности и толщин. Широкий сортамент горячекатаного и холоднокатаного нержавеющего листового проката, отгрузка листа оптом и в розницу, доставка продукции по Москве и всем регионам России делает компанию РУСЕВРОСТАЛЬ универсальным поставщиком как для крупных производственных компаний так и для частных клиентов! При необходимости оказываем услуги по металлообработке:
- резки (рубки) нержавеющего листа и рулона в размер
- перфорации нержавеющего листа
- наклеивание пленки под лазерную резку
Минимальный заказ листа от 1 шт. Страна производитель: Россия, Индия, Китай, Финляндия.
Марки стали:
- лист из нержавеющей стали импортный: AISI 201, AISI 304, AISI 321, AISI 316\316Ti, AISI 430, AISI 410S
- лист из нержавеющей стали по ГОСТу: 12Х18Н10Т, 10Х17Н13М2, 20Х13, 40Х13
По виду поверхности готовы предложить:
Нержавеющий лист матовый
Нержавеющий лист шлифованный\зеркальный (в бумаге, в пленке, в пленке под лазерную резку)
Нержавеющий лист текстурированный (DECO)
Рифленый нержавеющий лист
Перфорированный нержавеющий лист
Сфера применения
- в тяжелой и легкой промышленности
- в химической промышленности
- в фармацевтическом производстве
- в производстве емкостного и пищевого оборудования
- в строительной промышленности
- при декорировании помещений и оборудования
Стандартный раскрой нержавеющего листа*
- 1000х2000 м
- 1250х2500 м
- 1500х3000 м
- 1500х6000 м
* стандартный раскрой листа из наличия со склада.
Если Вам необходим другой раскрой нержавеющего листа, компания РУСЕВРОСТАЛЬ предлагает:
- рубку листа в размер
- поставку любого раскроя листа из нержавеющей стали под заказ от производителя!
Таблица поставляемого раскроя и вида поверхности листа
| Раскрой | Вес одного листа в зависимости от обработки поверхности и раскроя (кг) | ||||
| матовый | шлифованный \ зеркальный | DECO (текстурированный) | рифленый | перфорированный | |
| 0,4х1000х2000 | 6,4 | 6,4 | — | — | — |
| 0,5х1000х2000 | 8 | 8 | — | — | — |
| 0,5х1250х2500 | 12,5 | 12,5 | — | — | — |
| 0,6х1000х2000 | 9,6 | 9,6 | — | — | — |
| 0,6х1250х2500 | 15 | 15 | — | — | — |
| 0,8х1000х2000 | 12,8 | 12,8 | — | — | зависит от вида перфор. |
| 0,8х1250х2500 | 20 | 20 | 21,3 | — | зависит от вида перфор. |
| 0,8х1500х3000 | 28,8 | 28,8 | — | — | зависит от вида перфор. |
| 1,0х1000х2000 | 16,3 | 16 | 16,5 | — | зависит от вида перфор. |
| 1,0х1250х2500 | 25 | 25 | 25 | — | зависит от вида перфор. |
| 1,0х1500х3000 | 36 | 36 | — | — | зависит от вида перфор. |
| 1,2х1000х2000 | 19,7 | 19,2 | — | — | зависит от вида перфор. |
| 1,2х1250х2500 | 31 | 30 | — | — | зависит от вида перфор. |
| 1,25х1000х2000 | 20 | — | — | — | зависит от вида перфор. |
| 1,5х1000х2000 | 24 | 24 | — | — | зависит от вида перфор. |
| 1,5х1250х2500 | 37,5 | 37,5 | — | — | зависит от вида перфор. |
| 1,5х1500х3000 | 54 | 54 | — | — | зависит от вида перфор. |
| 2,0х1000х2000 | 32 | 32 | — | — | зависит от вида перфор. |
| 2,0х1250х2500 | 50 | 50 | — | — | зависит от вида перфор. |
| 2,0х1500х3000 | 72 | 72 | — | — | зависит от вида перфор. |
| 2,5х1000х2000 | 40 | — | — | — | зависит от вида перфор. |
| 2,5х1250х2500 | 62,5 | — | — | — | зависит от вида перфор. |
| 3,0х1000х2000 | 48 | 48 | — | 25 | зависит от вида перфор. |
| 3,0х1250х2500 | 75 | 75 | — | 78 | зависит от вида перфор. |
| 3,0х1500х3000 | 108 | — | — | — | зависит от вида перфор. |
| 3,0х1500х6000 | 216 | — | — | — | — |
| 4,0х1000х2000 | 64 | — | — | 66 | зависит от вида перфор. |
| 4,0х1250х2500 | 100 | — | — | 102 | зависит от вида перфор. |
| 4,0х1500х3000 | 144 | — | — | — | зависит от вида перфор. |
| 4,0х1500х6000 | 288 | — | — | — | — |
| 5,0х1000х2000 | 80 | — | — | 83 | зависит от вида перфор. |
| 5,0х1250х2500 | 125 | — | — | 129 | зависит от вида перфор. |
| 5,0х1500х3000 | 180 | — | — | — | зависит от вида перфор. |
| 5,0х1500х6000 | 360 | — | — | — | — |
| 6,0х1000х2000 | 96 | — | — | — | зависит от вида перфор. |
| 6,0х1250х2500 | 150 | — | — | — | зависит от вида перфор. |
| 6,0х1500х3000 | 216 | — | — | — | зависит от вида перфор. |
| 6,0х1500х6000 | 440 | — | — | — | — |
| 8,0х1000х2000 | 128 | — | — | — | зависит от вида перфор. |
| 8,0х1250х2500 | 200 | — | — | — | зависит от вида перфор. |
| 8,0х1500х3000 | 288 | — | — | — | зависит от вида перфор. |
| 8,0х1500х6000 | 576 | — | — | — | — |
| 10,0х1000х2000 | 160 | — | — | — | зависит от вида перфор. |
| 10,0х1250х2500 | 250 | — | — | — | зависит от вида перфор. |
| 10,0х1500х3000 | 355 | — | — | — | зависит от вида перфор. |
| 10,0х1500х6000 | 720 | — | — | — | — |
| 12,0х1000х2000 | 192 | — | — | — | — |
| 12,0х1250х2500 | 316 | — | — | — | — |
| 12,0х1500х3000 | 432 | — | — | — | — |
| 12,0х1500х6000 | 300 | — | — | — | — |
| 14,0х1000х2000 | 237 | — | — | — | — |
| 14,0х1500х6000 | 1004 | — | — | — | — |
| 16,0х1000х2000 | 268 | — | — | — | — |
| 16,0х1500х6000 | 1182 | — | — | — | — |
| 20,0х1000х2000 | 333 | — | — | — | — |
| 25,0х1000х2000 | 420 | — | — | — | — |
| 30,0х1000х2000 | 500 | — | — | — | — |
| 30,0х1500х6000 | 2200 | — | — | — | — |
| 40,0х1000х2000 | 680 | — | — | — | — |
| 50,0х1500х6000 | 3650 | — | — | — | — |
Данная таблица носит информационный характер, данные указанные в таблице основаны на расчете теоретического веса. Возможно незначительное отклонение фактического веса от веса, указанного в таблице.
Если у Вас возникли вопросы, свяжитесь с нами удобным для Вас способом
Иные распространенные технологии
Есть и другие способы сварки, которые чаще всего применяются в определенных ситуациях, поэтому в качестве универсальных методов выступать не могут. В качестве примеров, как сваривать нержавейку, можно отметить следующие:
- Организация холодной сварки с большим давлением. Как видно из названия, при использовании данной технологии не понадобится воздействие высоких температур. Процесс соединения происходит на уровне кристаллических решеток. В зависимости от того, каким образом процесс организуется, давление может оказываться на одну или обе детали
- Контактный процесс сварки. В данном случае используется роликовая система. Она актуальна для того, чтобы соединить тонкие листы толщиной не более 2 мм. Как правило, используется тоже самое оборудование.
Сварка листовой нержавейки характеризуется как один из самых сложных процессов. Это связано с тем, что сам металл довольно сложно поддается проведению необходимых манипуляций. Наличие электрода при сварке нержавейки инвертором своими руками считается обязательным условием, при этом он должен состоять из того же материала, что и деталь.
Чтобы повысить результат при сварке в домашних условиях, рекомендуется использовать флюс и постоянно осуществлять контроль на каждом этапе. Важно принять на заметку, что электрод не должен терять своего первоначального состояния, чтобы шов получился качественным и в будущем не образовалась коррозия.
Некоторые специалисты отмечают, что одним из сложных процессов является потолочная сварка. Это связано с тем, что материал сильно растекается, а значит всегда есть вероятность того, что он просто упадет вниз. Не менее важно контролировать завершающий этап, чтобы не произошло деформации металла и снижения физических характеристик самого металла.
Преимущества обращения в «Мастерская Петровича»
Специалисты «Мастерская Петровича» производят работы любой сложности и объёма. При сварке нержавейки применяется различное оборудование, которое подбирается в зависимости от ситуации – с применением электродов по нержавейки, аргоновой сварки. Обратившись к нам, вы получите:
- консультацию и услуги опытных, высококвалифицированных специалистов;
- современное оборудование, способное работать в любых условиях;
- индивидуальный подход и подбор оптимального решения вашей задачи;
- высокое качество сварных швов;
- оперативный выезд на объект и быстрое выполнение заказа.
За выполненные работы и оказанные услуги, даём на них гарантию 1 год. Помимо сварки нержавейки можем работать с другими материалами, в том числе, чёрными металлами и алюминием.