24.01.2022 Автор: VT-METALL
Из этого материала вы узнаете
:
- Требования к сварным швам
- Отличия сварных швов от соединений
- Типы сварных соединений
- Основные типы сварных швов
- Контроль качества сварных швов
Различные типы сварных швов используются в определенных условиях для специфического соединения деталей. Пренебрежение к выбору наиболее подходящего варианта влечет за собой неизбежную потерю качества соединения вплоть до его полной отбраковки. Чтобы этого не произошло, нужно понимать отличия между сварными швами.
Не менее важным будет знание о том, чем отличается сварной шов от сварного соединения. В нашей статье мы расскажем об этом, приведем типологию соединений и швов и обозначим требования к качеству, которые обеспечиваются нормативными актами.
Требования к сварным швам
Сварка сегодня признается как самый популярный метод для производства различных металлических конструкций. Ее популярность объясняется в первую очередь надежностью и прочностью итогового соединения. Вполне очевидно, что сварка широко применяется в производстве таких металлических изделий, которые будут нести серьезную нагрузку.
Но стоит отметить, что не все типы сварных швов обладают долговечностью, обещанную стойкость могут гарантировать лишь соединения, при изготовлении которых были соблюдены все требования, указанные в ГОСТе.
Основной документ, который прописывает критерии качества для различных типов и видов сварных швов, – это ГОСТ 23118-99. Некоторые дополнительные требования прописаны в следующих правилах и инструкциях:
- СП 105-34-96 – сводные правила, которые прописывают критерии качества для сварных швов, а также диктуют алгоритм проведения сварочных мероприятий;
- ВСН 006-89, ВБН А.3.1.-36-3-96 – инструкции по технологии проведения сварочных работ;
- ВСН 012-88 – инструкция, в содержании которой последовательно указаны все мероприятия по контролю качества выполненных работ.
VT-metall предлагает услуги:
Вышеперечисленные нормативные документы относятся к различным способам сварки и к различным типам швов сварных соединений.
По месту выполнения сварки
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
- Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
- Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
- Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
- Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.
Отличия сварных швов от соединений
Сварной шов и сварное соединение – понятия разные, но новички в сварке обычно путают эти термины. Шов – это место, где происходит стык заготовок, которые заблаговременно плавятся, а затем охлаждаются. Сварное соединение – это три участка, которые были подвержены воздействию высокой температуры. К последним принято относить:
- Швы, которые появляются в результате плавления основного материала. Также в ходе работы может добавляться присадочный металл.
- Зону сплавления. Территориально она располагается между сварным швом и материалом, из которого выполнены детали. Зона сплавления не подвержена нагреванию до высокой температуры. Здесь важно отметить, что она имеет свойство насыщаться элементами, которые участвуют в процессе присоединения, электродами или флюсом. По этой причине в составе будут присутствовать отличия от основного металла.
- Зону термического воздействия. Это полоса, которая соединяется с зоной сплавления. В месте соединения под воздействием высокой температуры происходит изменение первоначальных свойств.
Неразъёмные соединения
К неразъёмным соединениям относятся: клёпанные, сварные, полученные пайкой, склеиванием, путём запрессовки деталей с натягом.
Клёпаные соединения
Клёпаные соединения применяются в соединениях деталей из металлов, в основном плохо поддающихся сварке, при соединении металлических изделий с неметаллическими (рисунок 18.1). Эти соединения применяют в конструкциях, работающих под действием ударных и вибрационных нагрузок.
Заклёпка представляет собой стержень круглого сечения, имеющий с одного конца головку, форма головки бывает различной.
Соединение пайкой
При соединении пайкой в отличие от сварки место спайки нагревается лишь до температуры плавления припоя, которая намного ниже температуры плавления материала соединяемых деталей. Соединение деталей получается благодаря заполнению зазора между ними расплавленным припоем. Швы при пайке изображают условно согласно ГОСТ 2.313-82 линией в два раза толще сплошной основной линии и обозначают условным знаком, который наносится на линии-выноске от сплошной основной линии.
Шов выполненный по замкнутой линии (по периметру), обозначают линией-выноской, заканчивающейся окружностью диаметром 3…5 мм (рисунок 18.2).
Соединение склеиванием
Шов, получаемый при склеивании, изображают так, как и шов при пайке, только в обозначении ставят другой значок (рисунок 18.3).
Типы сварных соединений
Сварные соединения имеют некоторые различия, поэтому они классифицируются на следующие виды:
- Стыковые
. Особенностью соединения является расположение деталей в одной плоскости. - Угловые
. Элементы, которые необходимо соединить, располагают под определенным углом. Чаще всего этот угол равен 90°. - Тавровые
. При таком соединении торец одного из элементов располагается под углом не более 90°. - Нахлесточные
. Элементы располагаются параллельно по отношению друг к другу. - Торцевые
. В этом случае два торца свариваются в один целый элемент.
Остановимся немного подробнее на этих типах швов сварных соединений.
Стыковой шов
получил свое распространение в сварке таких конструкций, как трубопроводы, металлические листы и трубы различного назначения. В данном случае свариванию подвергаются поверхности торцов. Перед тем как начать сварку, необходимо выполнить подготовительные действия: подогнать поверхности друг к другу. Чтобы добиться максимальной точности, можно предварительно использовать подварочный шов.
Среди достоинств этого вида следует отметить, что необходимость использования дополнительных материалов является минимальной. Также важно, что все элементы не должны иметь одинаковую толщину.
Важно
: во время сварки электроды нужно направлять к той детали, толщина которой больше. Таким образом, нагрев будет более значительным, а детали с наименьшей толщиной будут защищены от прожогов.
Угловые швы
применяются для соединения составляющих разнообразных емкостей, а также резервуаров. Чтобы угловое соединение имело наиболее высокое качество, детали следует устанавливать «лодочкой».
Тавровый вид
получил свое широкое распространение в сварке несущих конструкций. Отметим, что к тавровой сварке необходимо основательно подготовиться. Основные преимущества таврового вида: высокая прочная и возможность применения в трудных местах – там, где сварку другими способами применить крайне сложно.
Нахлесточный метод
используют для сварки металлических листов. Применение этого способа возможно, если толщина листов не будет превышать 1,2 см и между поверхностями элементов будут отсутствовать зазоры. Преимуществом способа является его простота. Чтобы выполнить работу, сварщику необязательно иметь высокий уровень квалификации.
Также среди достоинств следует отметить, что швы находятся на расстоянии друг от друга, за счет чего значительно повышается прочность соединения.
Торцевые соединения
, как это понятно из названия, служат для соединения торцов. Преимуществом метода является возможность качественной сварки элементов независимо от их толщины. Также здесь следует отметить, что деформация деталей при использовании этого способа является минимальной.
Разъёмные соединения их классификация и назначение
Классификация и назначение разъёмных соединении
К разъёмным соединениям относятся: резьбовые, соединения с помощью штифтов, клиньев и шпонок, а также зубчатые (шлицевые) соединения и другие.
Разъёмное соединение позволяет многократно выполнять его разборку и последующую сборку; при этом целостность деталей, входящих в соединение, не нарушается.
Соединения резьбовые
Соединения резьбовые — это соединения, при которых на одной из деталей нарезана наружная, а на другой — внутренняя резьба. Это соединение получается навинчиванием одной детали на другую.
Болтовое соединение
Оно состоит из болта, гайки и шайбы и скрепляемых деталей. В деталях 1 и 2 просверлено отверстие диаметром больше диаметра резьбы болта ( ). В отверстие вставляют болт 3, надевают шайбу 5 и навинчивают гайку 4 (рисунок 17.1).
Особенности при выполнении болтового соединения:
- На чертеже соединения проставляют лишь три размера: диаметр резьбы, длину болта и и диаметр отверстия в скрепляемых деталях;
- Головку болта и гайку на главном изображении принято показывать тремя гранями;
Шпилечное соединение
Шпилечное соединение состоит из шпильки, гайки, шайбы и скрепляемых деталей (рисунок 17.2).
В детали 1 сверлят гнездо, в котором нарезают резьбу. Шпильку 3 резьбовым концом завинчивают в гнездо. В детали 2 просверливают отверстие диаметром 1,1 d и надевают ее на шпильку. Затем на шпильку надевают шайбу 5 и навинчивают гайку 4.
Особенности выполнения шпилечного соединения:
- Линия раздела скрепляемых деталей должна совпадать со сбегом резьбы ввинчиваемого резьбового конца шпильки;
- Гнездо под шпильку оканчивается конусом под углом 120°. Этот конус носит технологический характер и получается от сверла;
Соединение винтами
Винтовое соединение состоит из винта и скрепляемых деталей (рисунок 17.3).
В детали 1 просверливают гнездо, в котором нарезают резьбу. В присоединяемой детали 2 просверливают отверстие диаметром 1,1 d. Винт свободно входит в отверстие детали 2 и ввинчивается в деталь 1.
Коническая головка винта, называемая потайной, не должна выступать над поверхностью детали.
Шлиц в головке для отвертки располагают на видах спереди и слева перпендикулярно к фронтальной и профильной плоскостям проекций, а на виде сверху — условно под углом 45 градусов.
Если диаметр головки винта на чертеже меньше 12 мм, то шлиц изображают одной утолщенной линией.
Конструктивное, упрощенное и условное изображения резьбовых соединений
Различают конструктивное, упрощенное и условное изображение крепежных деталей и их соединений.
При конструктивном изображении размеры деталей подбирают и вычерчивают по соответствующим стандартам.
При упрощенном изображении размеры крепежных деталей определяют по условным соотношениям в зависимости от диаметра резьбы.
Условное изображение применяют в том случае, когда диаметр стержня менее 2 мм.
В упрощенных изображениях резьба показывается по всей длине стержня крепежной резьбовой детали. Фаски, скругления, а также зазоры между стержнем детали и отверстием не изображаются. На видах, полученных проецированием на плоскость, перпендикулярную оси резьбы, резьба на стержне изображается одной окружностью, соответствующей внутреннему диаметру резьбы (дуга, соответствующая внутреннему диаметру резьбы, не изображается). На этих же видах не изображаются шайбы, примененные в соединении. На упрощенных изображениях конец отверстия детали не изображается (рисунок 17.4).
Соединение клином
Соединение клином применяется в случае необходимости быстрой разборки и сборки соединяемых деталей машин, а также стягивания деталей с регулированием соответствующих зазоров между ними (рисунок 17.5).
Клин представляет собой брусок, имеющий с одной стороны скос с определенным уклоном. По краям и торцам клин скругляется.
Соединение с применением штифтов
По форме штифты разделяются на цилиндрические и конические. Применяют штифты для взаимной установки деталей, а также в качестве соединительных и предохранительных деталей.
Шпоночное соединение
Шпонки применяются для разъёмного соединения деталей при передаче вращающего момента и осевой силы. Шпоночное соединение состоит из колеса, вала и шпонки. В специальную канавку-паз, выполненную на валу, вставляют шпонку и насаживают на вал колесо так, чтобы паз ступицы колеса попал на выступающую часть шпонки.
Размеры конструкции шпонок стандартизованы и зависят от диаметра вала. Между верхней нерабочей гранью шпонки и гранью паза ступицы должен оставаться небольшой зазор. По конструкции шпонки подразделяются на призматические (рисунок 17.7, исполнение 1), сегментные (рисунок 17.8) и клиновые (рисунок 17.9).
Примеры обозначения:
- призматической шпонки — Шпонка ГОСТ 23360-78, где 2 -исполнение (один торец скругленный, другой — прямой); 12×8 — сечение; 45 -длина шпонки;
- клиновой шпонки — Шпонка ГОСТ 24068-80 (исполнение 1 не указывается);
- сегментной шпонки — Шпонка ГОСТ 24071-80, где 10 — ширина; 16 -высота шпонки (исполнение 1 не указывается).
Шлицевые соединения
Зубчатое, или шлицевое, соединение какой-либо детали с валом образуется выступами, имеющимися на валу, и впадинами такого же профиля во втулке или ступице. (Шлицевое соединение можно рассматривать как «многошпоночное» соединение, в котором шпонки выполнены заодно с валом и расположены параллельно его оси). По сравнению со шпоночным соединением оно способно передавать большие крутящие моменты, легко осуществлять общее центрирование втулки и вала и их осевое перемещение.
Его применяют в ответственных конструкциях машиностроения.
Существуют стандартные шлицы прямобочного и эвольвентного профиля в поперечном сечении. Шлицы треугольного профиля нестандартизированы. Шлицы в продольном разрезе условно не штрихуются. В поперечном разрезе (сечении) разрешается показывать профиль одного зуба и двух впадин. Остальные обозначаются окружностями: вершины зубьев — сплошной основной линией, а впадин — сплошной тонкой. Изображение шлицевого соединения (рисунок 17.11) с прямобочными шлицами отличается от изображения соединения с эвольвентными (рисунок 17.12) тем, что у последнего имеется линия делительной поверхности (штрих-пунктирная линия).
Основная условность в изображении шлицевых соединений заключается в том, что в продольном разрезе изображают только ту часть шлицов втулки, которая не закрыта шлицами вала.
В условное обозначение для прямобочных шлицов входит: обозначение поверхности центрирования (буквы D, d или b), количество шлицов z, диаметр впадин d, диаметр выступов D, ширина шлица b. Кроме того, должны быть указаны обозначения полей допусков.
На рисунке 17.13 показан пример обозначения в соединении, на рисунке 17.14 — на валу, на рисунке 17.15 — в отверстии.
Поверхность центрирования D, z=8; d = 36мм, D = 40мм, b = 7мм.
Основные типы сварных швов
Типы сварных швов имеют несколько классификаций:
По положению в пространстве
Здесь принята следующая классификация:
- Нижние сварные швы
располагаются внизу по отношению к специалисту. В этом случае расплавленный материал не может вытечь из сварочной ванны. При этом подъем шлаков и газов происходит без препятствий. При нижней сварке проведение электрода или пламени происходит вдоль стыка, сварщик выполняет поперечные движения. - Горизонтальные швы
производятся в том случае, если сварке подлежат вертикальные элементы. Сварка выполняется по горизонтальной траектории: справа налево и слева направо. Для того чтобы расплавленный металл не стекал, необходимо обеспечить смещение горизонтальной заготовки на уровень 1 мм. На скорость сварки необходимо обратить особенное внимание. Если сварка происходит в медленном темпе, есть риск появления потеков, если в быстром – могут появиться непровары. - Вертикальные сварные швы
. Для этого типа характерно соединение элементов сверху вниз и снизу вверх. Чтобы минимизировать потеки, необходимо использовать малый ток и выполнять сварку прерывисто. - Потолочные сварные швы
применяются, когда стык находится над головой сварщика. Для удержания расплавленного материала применяется поверхностное натяжение.
По конфигурации
Типы сварных швов по конфигурации классифицируются как прямолинейные, криволинейные и кольцевые. Последние также именуются спиральными. Отметим, что конфигурация швов не имеет взаимосвязи с положением элементов в пространстве.
По степени выпуклости
По степени выпуклости швы бывают:
- Выпуклыми (усиленными)
. Они часто применяются, чтобы собрать узлы, которые будут нести высокую статическую нагрузку. - Вогнутыми (ослабленными)
. Применяются для сварки металла, имеющего минимальную толщину. - Нормальными (плоскими)
. Преимуществом нормальных швов является противостояние воздействиям, которые могут нести разрушительную силу. - Специальными
. Эти типы сварных швов имеют форму неравнобедренных треугольников. Чаще всего они используются в угловых и тавровых типах соединений.
По протяженности
В этом случае сварные швы классифицируются как сплошные и прерывистые. Последние типы выполняются отрезками, длина которых колеблется от 10 до 30 см. При расчете длины отрезка учитывается общая протяженность сварного соединения.
Сварные швы по протяженности бывают:
- Цепными
. Они имеют одну или две стороны. Разрывы при таком соединении должны быть расположены равномерно. - Шахматными
. В данном случае отрезки с разных сторон сдвигают аналогично шахматному порядку. - Точечными
. Эти швы применяются при контактной сварке.
Сварные швы классифицируют и по их длине:
- короткие
– до 25 см; - средние
– от 25 до 100 см; - длинные
– длина превышает 1 м.
По количеству проходов
Все типы сварных швов выполняются одним или несколькими проходами. Количество проходов рассчитывается в зависимости от толщины материала и характеристики необходимой прочности. Для любого прохода характерно наплавление одного валика. При одноуровневом расположении происходит образование слоя шва.
Если металл имеет толщину до 5 мм, соединение происходит с использованием одного прохода. Также один проход используется, если создаются угловые соединения, два прохода – для создания стыковых швов.
По направлению действующего усилия и вектору действия внешних сил
Тут сварные швы классифицируются как:
- продольные (фланговые)
– усилие делается параллельно стыку; - поперечные (лобовые)
– направление вектора происходит под прямым углом; - комбинированные
– используются оба вышеперечисленных способа; - косые
– усилие имеет острый угол.
По виду сварки
Вид сварки имеет прямую взаимосвязь с использованием сварочного аппарата. Вот основные типы сварных швов по категории сварки:
- ручная;
- автоматическая;
- в среде инертных газов;
- плазменная;
- лазерная;
- газопламенная.
Позиции, по которым осуществляется классификация
Согласно нормативным документам классификация сварочных швов имеет подразделения в зависимости от их положений, необходимой длине, направленности усилий, числу проходов, особенностям выполнения, в частности количеству слоев. Существуют различные виды сварных узлов в связи с условиями работы. Готовые швы классифицируется по их ширине и наружной форме.
Положение в пространстве
Классификация сварных швов по месту выполнения предлагает всего четыре варианта расположения сварных швов:
- внизу;
- сверху;
- горизонтально;
- вертикально.
При возможности опытные сварщики сами выбрали бы нижнее положение и посоветовали то же самое новичкам. Преимущества этого положения очевидны, зато каждый из оставшихся вариантов имеет свои особенности при выполнении. Всех их объединяет главная проблема — сила тяжести, под действием которой металл начинает стекать вниз.
Верхнее положение иначе называется потолочным. В этой подгруппе оно считается самым сложным. Начать с него обучение профессии сварщика не стоит — здесь потребуется настоящее мастерство. Электрод может быть только в одном положении — вертикально вверх, что трудно и без того в неудобном положении исполнителя. Сварку следует выполнять круговыми движениями с постоянной скоростью. Дуга не должна быть длинной. Несмотря на выполнение всех рекомендаций, такой шов не всегда может получиться очень качественным.
При горизонтальном положении варить допускается как направо, так и налево. Угол наклона электрода должен быть достаточно большим с учетом величины тока. При значительном стекании металла проблему можно частично решить, увеличив скорость движения, что даст уменьшение нагрева. Еще один вариант — периодически отрывать дугу, давая время на остывание металла.
В отличие от горизонтального положения при вертикальном вниз будет стремиться не вся сварочная ванна, а только капли металла. Шов сваривается в любых направлениях, а дуга делается короткой.
Протяженность
Основная градация по протяженности заключается в разделении на два вида: сплошной и прерывистый. Если с определением сплошного все понятно, то прерывистым называется шов, технология применения которого предусматривает наличие постоянного интервала. Прерывистый сварной шов в свою очередь делится на цепной, шахматный и точечный.
Сварные швы могут выполняться на одной или обеих сторонах. Соединения на цепных дорожках находятся друг против друга. Сварной шов шахматный предполагает сварку, произведенную в шахматном порядке.
ГОСТ 5264 регламентирует правила обозначение сварного шва. В чертежах должно быть указано, имеет ли он цепное или шахматное расположение. Обозначение содержит сведения о размерах. Так, прерывистый сварной шов 50/100 означает, что его длина составляет 50 мм, а шаг — 100 мм. Шаг сварного шва 100/100 имеет такой же размер, как и длина. Прерывистый сварной шов с шагом, длина которого составляет 40 мм, а шаг — 120 будет обозначаться 40/120.
Если требуется указать данные нестандартного сварного шва, то его конструктивные размеры устанавливаются таким образом, чтобы они соответствовали поставленной задаче. Точечный способ не требует наличия сварочной ванны. Элементы металлических изделий при таком способе скрепляются, применяя нахлесточное сварное соединение.
Направление усилий
Еще одной группой квалификации является разделение по направлению прилагаемых усилий.
Дифференциации подвергаются сварные швы вдоль сечения:
- При фланговом или продольном способе усилие направлено параллельно оси шва.
- При лобовом или поперечном варианте усилия составляют с осью прямой угол.
- Комбинированный метод сочетает первые два способа.
- При косом варианте действие усилия находится под углом к оси шва.
Форма поверхности
Классификация сварных соединений включает в себя разделение по внешнему виду формы поверхности сварных швов. Существует три вида:
- Нормальные. Название говорит само за себя.
- Выпуклые. Иначе — усиленные.
- Вогнутые. По другому — ослабленные.
Преимущества каждый вид имеет в зависимости от условий работы. Выпуклые швы являются многослойными. Они находят применение, когда скрепляемое соединение предстоит использовать под статическими нагрузками.
Однако, следует учитывать, что увеличенный наплыв приведет к дополнительному расходу электродов, что повышает себестоимость процесса. Вогнутые применяются, когда скреплять предстоит листы из тонкого металла. При динамических нагрузках лучше использовать швы плоские или вогнутые, поскольку в этом случае отсутствует большой перепад между основным материалом и швом.
Условия, в которых предстоит работать узлу, имеющему сваренные поверхности
Разделение зависит исключительно от условий эксплуатации узла изделия. К рабочим относятся сварные швы, которым предстоит принимать на себя нагрузки, иногда значительные. Нерабочие швы являются просто соединительными или связующими. Естественно, в предъявляемых к ним требованиях имеется существенная разница. Рабочие швы необходимо подвергать контролю подходящими для этого методами.
Сварной шов, являющийся нерабочим, но находящийся в неблагоприятных погодных условиях, должен быть избавлен от пустот и трещин.
По ширине
Согласно этому критерию сварочные швы бывают двух видов:
- уширенные;
- ниточные.
При работах наплавочного характера применяют уширенный вариант. Если предстоит сваривать листы тонкого металла, выбирают ниточные швы.
Число слоев
Слои иначе называют проходами. Классификация по этому признаку насчитывает два варианта
- однослойные или однопроходные;
- многослойные или многопроходные.
Многослойный сварочный шов имеет свою особенность — это такой шов, в котором число слоев совпадает с количеством проходов. Если же какие-то слои были выполнены за несколько проходов, то они получат название многопроходных. Сфера применения многослойных швов — стыковое сварное соединение. Многопроходный вариант используется для угловых швов и с тавровой конфигурацией.
При многопроходном методе наложение последующего слоя происходит на неостывший предыдущий. Перед этим необходимо успеть быстро удалить сварочный шлак. Если сварка производится на участке длиной от 200 мм, то ее ведут в разных направлениях. При наложении следующего слоя в предыдущем происходит отжиг, что положительно влияет на структуру и механические характеристики сварного шва.
Характер выполнения
По характеру выполнения сварные швы делятся на односторонние и двусторонние.
Односторонний шов располагается с одной стороны, а двусторонний — по обе стороны.
Контроль качества сварных швов
Государственный стандарт регламентирует механические свойства сварного соединения, его отдельно взятых участков, а также получившегося в итоге материала. Для того чтобы определить, насколько качественным является изделие, необходимо произвести его испытания.
ГОСТ прописывает следующие способы определения качества:
- Статический
. В рамках этого метода происходит плавное увеличение нагрузки. На определение качества требуется длительное время, так как необходимо создать постоянное продолжительное напряжение. - Динамический
. В этом случае используются маятниковые копры. Здесь нет необходимости в длительном наблюдении. В короткий промежуток времени создается нагрузка максимальной силы. - Усталостный
. Нагрузка создается многократно. Ее сила имеет разное значение, количество циклов может достигать нескольких миллионов.
Рекомендуем статьи
- Сварочные электроды: какие выбрать для работы
- Конденсаторная сварка: особенности процесса
- Дефекты сварных швов: разбираемся в причинах, устраняем последствия
Для определения твердости участков шва используются методы Роквелла, Бриннеля, Веклера
.
Чтобы определить качество при приемке без разрушительной силы, используются следующие способы:
- Визуально-измерительный контроль
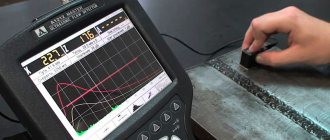
. Для оценки качества производится внешний осмотр. - Ультразвуковой метод
. Оценка качества происходит с использованием ультразвуковых волн. Если в материале есть дефекты, участки с недостатками не будут отражать волну. - Капиллярный метод
. В данном случае используются жидкости с красящим пигментом. Если материал имеет микротрещины, жидкость проникнет в них и покажет наличие дефекта посредством окрашивания. - Пневматический метод
. Наличие дефектов определяется путем подачи воздуха под давлением и мыльного раствора. Низкое качество будет доказано образованием пузырей. - Гидравлический метод
имеет сходство с капиллярным. Здесь также заливается жидкость, затем выжидается время. Если в материале есть микротрещины, они будут заполнены. Затем специалисты будут обстукивать поверхность молотком. Если металл даст течь, значит, материал имеет дефекты. - Магнитный метод
применяется для контроля качества элементов из стали. В ходе проверки происходит намагничивание материала, а затем распыляется металлический порошок. При отсутствии дефектов порошок ляжет по рисунку магнитных полей.
ГОСТ 23118-99 и Сводные правила СП105-34-96 указывают требования к качеству металлических изделий и различных типов сварных швов. Все детали исследуются на предмет наличия следующих изъянов:
- неоднородностей;
- трещин;
- раковин;
- свищей;
- сколов;
- непроваров;
- складок.
Знание основных типов и соединений сварных швов, а также способов и принципов их применения дает возможность максимально грамотно выбирать необходимый способ сварки.
По технологии выполнения
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
- Подварочный, где — меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
- шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
- временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
- монтажный сварной шов, используется во время монтажа различных конструкций.