Приложение Ж к Инструкции по визуальному и измерительному контролю (рекомендуемое)
_________________________ (организация) АКТ No. _____ от ____________ визуального и измерительного контроля 1. В соответствии с наряд-заказом (заявкой) _______ выполнен _________ номер указать вид ______________________________________________________________________ контроля _____________________________ контроль _______________________________ (визуальный, измерительный) наименование и размеры контролируемого объекта, ______________________________________________________________________ шифр документации, ТУ, чертежа, плавка (партия), номер объекта контроля Контроль выполнен согласно ___________________________________________ наименование и/или шифр технической документации 2. При контроле выявлены следующие дефекты ___________________________ характеристика дефектов (форма, ______________________________________________________________________ размеры, расположение и/или ориентация для конкретных объектов) ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ 3. Заключение по результатам визуального и измерительного контроля ______________________________________________________________________ ______________________________________________________________________ ______________________________________________________________________ Контроль выполнил ____________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись No. квалификационного удостоверения Руководитель работ по визуальному и измерительному контролю ____________________________________________ Фамилия, инициалы, подпись
Пояснения к оформлению «Акт визуального и/или измерительного контроля»
1. В п. 1 указывается вид контроля — визуальный, измерительный или визуально-измерительный, а также наименование контролируемого объекта: полуфабрикат, заготовка, деталь, конструкция, подготовка кромки детали под сварку, собранное под сварку соединение, готовое сварное соединение, выборка дефектного участка в материале и/или сварном соединении, изделие, а также наименование и/или шифры производственно-контрольного документа (Программа входного контроля, Карта или схема контроля, Технологическая карта контроля, Карта или схема операционного контроля) и нормативного документа, регламентирующего требования к оценке качества контролируемого объекта при визуальном и измерительном контроле.
При контроле материалов (полуфабрикатов, заготовок, поковок) в п. 1 указывается марка материала, размеры (диаметр, толщина) и номер партии.
При контроле деталей и сборочных единиц в п. 1 указывается номер чертежа, размеры, марка материала (только для деталей), ее шифр согласно чертежу (стандарта).
При контроле подготовки кромок деталей, сборки соединения под сварку и готовых сварных соединений в п. 1 указываются номера соединений согласно сварочному формуляру или схеме расположения сварных соединений, а также размеры деталей соединения (диаметр, толщина), марка материала и способ сварки (для готовых сварных соединений).
При контроле выборок дефектных мест указываются наименование, марка материала и размеры объекта (диаметр, толщина), а также расположение выборки.
2. При заполнении п. 2 Акта в нем указываются все отступления от норм НД, выявленные при контроле конкретных объектов (участков, соединений и пр.) в привязке к их номерам согласно сварочному формуляру, схеме расположения или схеме контроля.
В тех случаях, когда объект контроля соответствует требованиям НД, в акте делается о. При этом указывают номера конкретных объектов в соответствии с документами, приведенными выше.
Примечание. Допускается оформление одного Акта на партию однотипных полуфабрикатов, заготовок, деталей, конструкций.
______________________ (организация)
Контроль за сварными швами является необходимой частью допуска различных конструкций до эксплуатации. Способы и результаты проверочных действий отражаются в специальном акте.
ФАЙЛЫ
Как производится проверка сварных швов
На самом деле для исследования сварных швов могут применяться самые разные методы, например, ультразвуковой, магнитный, химический, капиллярный и другие высокотехнологичные способы. Однако классический, по сей день актуальный и востребованный – обычный визуальный осмотр. Его цель: убедиться в том, что шов качественный, хорошо проварен, не имеет подрезов, наплывов, прожогов, чрезмерной чешуйчатости и других изъянов. Преимущества этого вида исследования вполне очевидны: он не требует больших затрат, при этом доступен и достаточно информативен, но наряду с этим существуют и свои минусы: субъективность обследования, невысокая достоверность, возможность исследовать только видимую часть шва.
Визуальный осмотр может проводиться как невооруженным глазом (обычно, если речь идет о крупных, хорошо просматриваемых швах), так и при помощи различных приспособлений, таких как линзы, микроскопы, эндоскопы, дефектоскопы и т.д.
Они используются для выявления мельчайших скрытых дефектов, которые сложно обнаружить при простом осмотре внешней стороны сварного шва (например, микроскопических трещин, забоин, расслоения, изломов и т.д.). При этом существуют приборы, которые предназначены только лишь для использования в лабораториях и те, которые можно применять «в полях». Последние способны выдержать любые температурные и погодные условия (в том числе такие, которые имеют повышенный коэффициент радиационной, химической, бактериологической и т.п. опасности для человека).
Возможности метода по выявлению дефектов
Визуальному контролю подвергаются сварные швы:
- при выполнении наплавочных работ на этапе “приема – сдачи” обязательно заключается акт визуального осмотра;
- при контроле многослойного сварного соединения (послойный контроль);
- при итоговом осмотре мест касания сварочной дугой поверхности основного материала.
- при сборке деталей из сборочных единиц под ;
- при автоматическом изготовлении сварных деталей и технической оценки качества материала согласно техническому процессу;
- по истечении установленного срока эксплуатации сварных швов.
Визуальный контроль сварных швов требует обязательного измерения и исключения следующих дефектов:
- поверхностных трещин;
- видимых грубых дефектов;
- плохого качества зачистки металла в зонах приварки (особенно технологических креплений),
а так же контроля и подтверждения наличия:
- клеймения (маркировки) шва и верность ее производства;
- ширины и высоты шва, выпуклости и вогнутости шва;
- верных размеров катетов углового шва.
Дефекты, поддающиеся выявлению
При осмотре сварных швов не вооруженным глазом можно дать оценку:
- неравномерности высоты и ширины швов;
- чрезмерной чешуйчатости;
- наплывов;
- подрезов;
- чрезмерному усилению или ослаблению швов;
- не заваренным кратерам;
- прожогам;
- параметрам катетов углового шва.
Лупы и микроскопы позволяют обнаруживать: – обязательный этап работы с металлом.
Токарная обработка металлических листов и деталей используется при помощи специального оборудования. Подробнее об этом читайте .
Вам нужно качественно и быстро нарезать металл? Эффективный способ описан по ссылке.
Зачем нужна проверка сварного шва
Цель такого глубокого обследования вполне очевидна: как правило, любые конструкции, при которых используется сварка, предназначены для выдерживания определенной, достаточно серьезной нагрузки (особенно это касается строительных сооружений). И любое отклонение от технических норм, произошедшее при их изготовлении грозит тем, что конструкция не выдержит и сломается, что в свою очередь может привести не только к финансовым потерям, но и к угрозе жизни и здоровью людей.
Зачастую сварные швы проверяются не только после изготовления конструкции, но и в процессе ее эксплуатации – это связано с тем, что они могут подвергаться коррозии и другим неблагоприятным воздействиям. Также регулярные проверки необходимы при наплавке нескольких слоев на изношенную конструкцию, при этом контролируется каждый выполненный слой, измеряется длина шва, толщина основного металла, и эти данные сопоставляются с установленным нормативом для этого участка с учетом его нагрузки.
Периодичность проверок определяется нормами законодательства, а также внутренними нормативно-правовыми актами компании.
Своевременные и качественные визуальные осмотры дают возможность обнаружить разрушение шва как можно раньше, а также понять причины и найти способ для их устранения.
Регистрация и хранение акта
Сведения об акте обязательно должны быть внесены в специальный журнал учета, в котором достаточно сделать отметку о его номере и дате создания. Период хранения готового акта определяется администрацией предприятия индивидуально, исходя из норм, установленных законодательством, а также внутренних потребностей компании.
Акт должен храниться в отдельной папке либо в структурном подразделении, в котором он был сформирован, либо в архиве организации.
Если вам понадобилось составить акт осмотра сварных швов, который вы ранее никогда не делали, воспользуйтесь приведенным ниже образцом и прочитайте комментарии к нему – они помогут вам сделать требуемый документ без ошибок и неясностей.
- Первым делом внесите в акт наименование предприятия, затем присвойте документу номер, укажите дату и место его создания.
- Далее впишите в акт должности, ФИО работников, которые производили осмотр сварного шва (если это представители разных предприятий, укажите названия каждого из них).
- После этого переходите к основной части: включите сведения об исполнителе работ: должность, ФИО, затем внесите сюда данные о сварных швах, которые были обследованы: их номер, марку стали и прочее идентификационные значения.
- Укажите приборы и приспособления, которые были использованы в ходе проверки, все примененные методы, их результаты, а также дайте рекомендации по дополнительным способам обследования.
- В конце обязательно подведите итог текущему контролю, поставьте подписи.
Необходимость качественной визуальной проверки и контроля сварного соединения объясняется тем, что в большинстве своем любые механизмы и конструкции, при которых применяется сварка, предназначены для выдерживания большой нагрузки.
Сварочные широко применяются в строительстве, в изготовлении прочных металлоконструкций, поэтому малейшее отклонение от технических норм, случившееся при их создании, может нести существенные риски. Если сварочные швы не справятся с нагрузкой, и сломается, произойдут не только неизбежные финансовые убытки, но и человеческие жертвы как на этапе строительства, так и при введении конструкции в эксплуатацию.
Зачастую сварные соединения проверяют уже в процессе конструкции. Такая необходимость обусловлена тем, что швы в зависимости от условий эксплуатации могут подвергнуться коррозии и другим неблагоприятным воздействиям.
Своевременные проверки особенно требуются в случае, когда на старые изношенные или конструкции наплавляются слои. В этой ситуации проводится осмотр и проверка каждого нанесенного слоя, замеряется толщина , длина соединительного шва, а все полученные данные сопоставляются с установленным нормативом для данного участка с учетом его нагрузки.
Регулярные и качественно проведенные визуальные помогают вовремя обнаружить повреждения шва, в кратчайшие сроки устранить дефекты, а также понять, в чем причина разрушения, и найти способы устранения и дальнейшего предупреждения повреждений.
Что выявляет метод
Визуальный контроль сварных соединений, проводимый невооруженным глазом, помогает выявить ряд дефектов:
- неправильный катет шва;
- ошибочные пропорции относительно ширины и высоты наплавленного металла;
- прожоги;
- редкую чешуйчатость;
- открытые кратеры сварочной ванны;
- наплывы металла;
- подрезы высокой силой тока;
- изменение цвета металла (из-за перегрева или неправильного материала присадки);
- непроваренные участки.
Если использовать дополнительное увеличительное оборудование, то неразрушающий контроль позволяет обнаружить:
- трещины (продольные и поперечные);
- расслоения в структуре металла;
- коррозионные повреждения;
- поры из-за выходящего углерода;
- риски от твердых включений в сплаве;
- раковины;
- забоины;
- надиры;
- смещение шва относительно линии соединения;
- брак в защитных покрытиях из полимера или краски.
На подготовительных этапах неразрушающий контроль позволяет оценить насколько качественно скошены кромки под стык, и как тщательно очищена поверхность от ржавчины, краски и мусора. Этот метод контролирует и накладку маркировки или клейма на готовые швы, а так же соответствие вида клейма конкретному соединению.
Кем и как проводится визуальный осмотр, и составляется акт
После проведения работы изначальную проверку качества шва осуществляет , который и выполнил данное соединение. После первичной проверки контроль осуществляется другими техническими специалистами: например, прорабом-начальником участка, инженером и т. д.
Очень важно, чтобы специалисты, осуществляющие , владели необходимыми знаниями по технике визуальной проверки сварных соединений. В распоряжении работников должны быть необходимые инструменты и приспособления. Кроме того, они должны знать, как правильно оформляется акт визуального осмотра сварных соединений, и составить его в соответствии с регламентом.
Таким образом, визуальный контроль проводится в соответствии со следующим алгоритмом:
- Визуальный контроль
. Предварительная проверка соединения на наличие коррозии и возможных дефектов с осуществлением простейших измерений: ширина, толщина шва и пр. - Контроль сварных соединений
. Контроль качества осуществляют для того, чтобы получить точные параметры наружных дефектов (после заключения акта о предварительном осмотре), в процентном отклонении от допустимого стандарта измеряется размер повреждений сварных швов. - Детальное (инструментальное) обследование швов и фиксация результатов
. На данном этапе проверяют глубинные дефекты и применяют ультразвуковой контроль сварных соединений.
Специалисты, осуществляющие визуальный контроль сварных соединений, используют несколько видов приборов и инструментов.
Пример заполнения акта ВИК
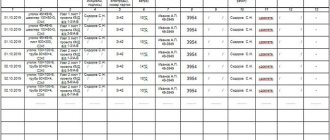
Формат акта визуального и измерительного контроля качества сварных швов включает графы с ФИО проверяющего и сварщика, датой проверки. Для заполнения вручную оставляют место, куда заносятся данные:
- о заготовках (указывается марка стали, формат)
- расходных материалах (идентификационная маркировка электродов или сварочной проволоки);
- сварном шве (тип, размер, качество).
В бланке также перечисляются используемые инструменты и приспособления. В конце контролер делает заключение. Принимает работу или сообщает о необходимости проведения глубинного обследования или устранения выявленных дефектов.
Документ подписывает проверяющий, сварщик и другие ответственные лица, если это предусмотрено формой.
Пример заполнения акта ВИК
Образец оформления акта ВИК
Необходимые приборы
Для осуществления контроля в различных условиях работы необходимые следующие приборы:
- Приборы цехового назначения
. Такие инструменты могут работать при температуре +5 °С до +20 °С при нормальном атмосферном давлении и умеренной влажности. - Приборы полевого использования
. Такие приборы могут работать в диапазоне температур от -55 °С до +60 °С, выдерживают умеренную тряску и осадки.
При осуществлении измерительного контроля применяют следующие инструменты:
- измерительные лупы
; - угольники поверочные
; - угломеры
; - штангенциркули и штангенглубиномеры
; - щупы
; - измерители стенок труб и толщиномеры
; - микрометры
; - калибры
; - рулетки, линейки
; - специальные шаблоны
и т. д.
Как правильно оформить акт визуального осмотра сварных швов
В настоящее время акт визуального осмотра составляется в произвольном виде. Его оформляют на основании шаблона, который разрабатывается и утверждается организацией, проводящей работы.
Порядок оформления
Акт может быть составлен от руки или распечатан на принтере, для оформления акта можно воспользоваться бланком с фирменным логотипом организации и ее реквизитами, допускается и использование простого листа бумаги.
В обязательном порядке акт должен быть заверен подписями ответственных лиц, а составляется он всего в одном оригинальном экземпляре и получает уникальный номер.
Все данные об акте регистрируются и вносятся специальный журнал учета, в котором проставляется отметка о номере документа и дате его создания. Акт должен храниться в соответствии с нормативно-правовыми актами и правилами организации, хранят его в отдельной папке в архиве компании.